
Enhavtabelo
3D-presaj flosoj estas tre utila ilo, kiu povas helpi vin presi malsamajn objektojn, sed foje ili ankaŭ povas esti la kaŭzo de problemoj, do mi skribis ĉi tiun artikolon por helpi vin ripari iun el ĉi tiuj problemoj.
Daŭre legu por ekscii pli pri ĝi.
Kiel ripari 3D-presan algluiĝi al floso
Unu el la plej oftaj problemoj kiam 3D-presado per flosoj estas iel, ke ili algluiĝas tro firme sur la objekto. ke ĝi ne eliros.
Jen kiel ripari 3D-presaĵojn algluiĝantajn al la floso:
- Pliigi la Aeran Interspacon de la Floso
- Malsupra Lita Temperaturo
- Malalta Presa Temperaturo
- Uzu pli altkvalitan filamenton
- Varmigu la liton
- Ne uzu floson
1. Pliigi Raft Air Gap
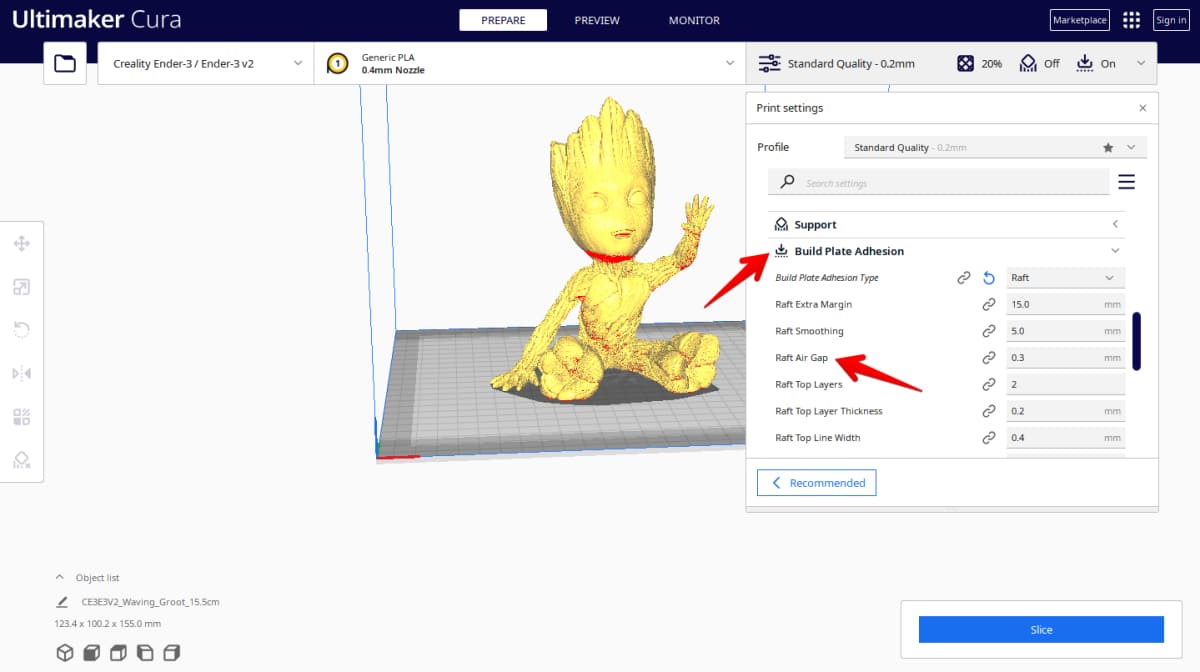
La unua metodo por ripari 3D-presaĵon algluiĝantan al la floso estas pliigi la Raft Air Gap en via tranĉilo. Cura havas agordon nomatan Raft Air Gap, kiun vi povas trovi ĝin sub la sekcio "Konstrui Platan Adheron".
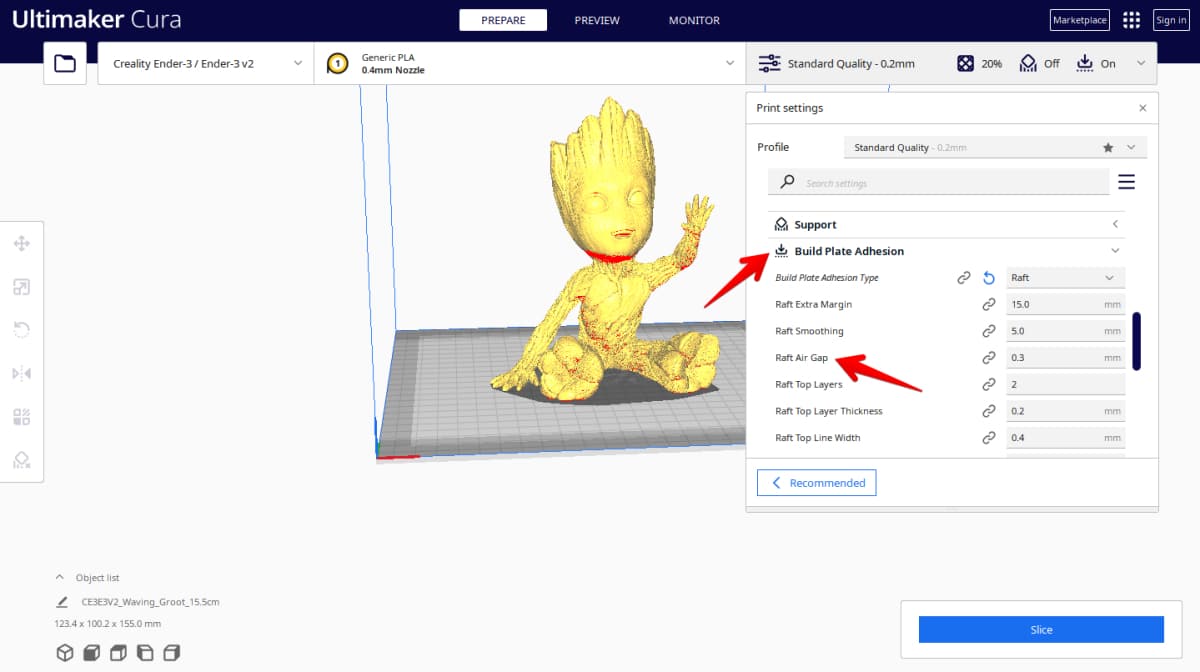
Ĉi tiu agordo permesos al vi pliigi aŭ malpliigi la distancon inter la floso kaj la presaĵo. Se via 3D presaĵo gluiĝas al la floso, vi devus provi pliigi ĝin.
La defaŭlta valoro por tiu agordo en Cura estas 0.2-0.3mm kaj uzantoj kutime rekomendas ĝin pliigi ĝin al 0.39mm se viaj flosoj algluiĝas al la modelo. Tiel viaj flosoj ne estos presitaj tro proksime al la objekto, tiamaniereesti malfacile eligi ilin.
Unu uzanto rekomendas presi kun interspaco de .39mm, kun malalta konstruplattemperaturo, kaj uzi klingan tranĉilon.
Vi povas uzi unu kiel la MulWark Preciza Ŝatokupa Tranĉilo-Aro , kiu estas farita el neoksidebla ŝtalo kaj perfekta por forigi ajnan restaĵon restantan sur la objekto.

Uzantoj vere rekomendas ĉi tiun ŝatokupilaron ĉar ĝi estas vere utila dum purigado de 3D-presaĵoj kun unikaj formoj kaj malfacile atingeblaj areoj. Vi ankaŭ havas la elekton de pluraj teniloj kaj klingograndoj por plia oportuno.
Alia uzanto riparis sian problemon ŝanĝante la Raft Air Gap de 0.2mm al 0.3mm, kio malhelpis la flosojn algluiĝi al lia presaĵo.
Nur konsciu, ke foje, pliigi la Raft Air Gap povas rezultigi pli malbonan malsupran tavolon.
Rigardu la malsupran videon de SANTUBE 3D, en kiu li trarigardas ĉiujn flosajn agordojn, inkluzive de la Raft Air Gap.
2. Malsupra Lita Temperaturo
Alia rekomendinda solvo por kiam viaj flosoj algluiĝas al la presaĵo kaj ne volas eliri, estas malpliigi vian litan temperaturon.
Tio povas esti bona solvo, precipe por uzantoj, kiuj havas ĉi tiun problemon dum 3D presado per PLA.
Unu uzanto, kiu spertis ĉi tiun problemon, estis rekomendita malaltigi sian littemperaturon al 40°C, tiel ke la floso ne tro algluiĝos en la fina objekto.
Ankaŭ alia uzantorekomendis malaltigi la littemperaturon kiel ripari flosojn algluiĝantajn al la presaĵo, ĉar la floso estas vere malfacile forigi kiam ĉe pli altaj temperaturoj.
Malaltiginte lian littemperaturon, la floso senŝeliĝis facile en unu tuta peco.
3. Pli malalta Presa Temperaturo
Se vi havas problemojn kun la floso algluiĝanta al via objekto, vi devus provi malaltigi vian presan temperaturon, ĉar tio povas helpi solvi ĉi tiun problemon.
Tio estas ĉar kiam la temperaturo estas tro alta, ĝi igas la filamenton pli mola, igante ĝin pli aliĝi.
Vidu ankaŭ: 3D Presado - Fantomado/Sonado/Eĥado/Ondulado - Kiel SolviPor ekscii la plej bonan presan temperaturon por iu ajn situacio, oni rekomendas presi temperaturturon. Ili estas 3D modelo desegnita por helpi vin trovi la plej bonajn agordojn por via presaĵo.
Rigardu la suban videon por lerni kiel presi unu.
4. Uzu Pli Alta Kvalitan Filamenton
Se neniu el la supraj paŝoj funkcias kaj ĉi tiu problemo daŭras, vi devus konsideri 3D-presadon kun pli altkvalita filamento.
Kelkfoje povas esti problemo kun la filamento, kiun vi uzas, kiel rimarkis kelkaj uzantoj.
Unu uzanto diras, ke li havis problemojn kun siaj flosoj algluiĝantaj al la presaĵo, kaj la nura maniero kiel li povis solvi ĝin estis ŝanĝante sian filamenton kaj ricevante novan. Ĉi tio povas esti malsupren al uzado de markitaj filamentoj kun bona reputacio.
Alia afero, kiun vi povas fari, estas sekigi viajn filamentojn por forigi la malsekeconinterne.
Se vi interesiĝas lerni, kiuj filamentoj estas la plej bonaj, rigardu la suban videon, kiu faras filamentan komparon vere interesa.
5. Varmigu la Liton
Alia ebla solvo, kiu povas helpi vin dekroĉi la flosojn, kiuj gluiĝas al via modelo, estas senŝeligi ilin kiam la lito ankoraŭ estas varma. Eĉ se via presaĵo jam malvarmiĝis, vi povas provi varmigi la liton dum kelkaj minutoj, kaj tiam la floso multe pli facile senŝeligu.
Unu uzanto rekomendas varmigi la liton kiel facila riparo por kiam la flosoj estas algluitaj al la objekto.
Kiel mi malhelpi la floso gluiĝi al la parto? de 3Dprinting
Rigardu la suban videon por kompreni pli pri flosaj agordoj.
6. Ne Uzu Floson
La lasta afero, kiun vi povas provi, estas tute ne uzi floson, precipe se via 3D-presaĵo havas sufiĉe da kontaktopunkto kun la lita surfaco. La suba uzanto havis problemojn kun sia floso algluiĝanta al la presaĵo.
Se vi uzas bonan gluan produkton kiel glubastonon sur la lito kaj havas bonan presadon & litotemperaturo, viaj modeloj devas algluiĝi al la lito bele sen floso. Floso estas plejparte rekomendita por pli grandaj modeloj kiuj ne havas bonan kvanton da kontakto sur la lito, sed tamen utila en multaj kazoj.
Laboru por akiri bonajn unuajn tavolojn, litan adheron, kaj kalkuli viajn agordojn. por plibonigi vian 3D-presan sperton.
Kiel fariMi ĉesigas la floson algluiĝi al la parto? de 3Dprintado
Vidu ankaŭ: 8 Manieroj Kiel Ripari Ender 3 Lito Tro Alta aŭ Malalta
Kiel Ripari 3D Presaĵo Ne Algluiĝanta al Floso
Alia ofta problemo kiam 3Dprintado kun flosoj estas havi ilin ne algluiĝi al la objekto, kaŭzante la presaĵon malsukcesi.
Jen kiel ripari 3D-presaĵojn ne algluiĝantajn al la floso:
- Malsupra Aera Gap
- Ebenigi la Liton
- Malpliigu Komencan Tavolon-Alton
1. Malsupra Raft Air Gap
Se via problemo estas, ke la flosoj ne aliĝas al viaj 3D-presaĵoj, tiam vi devus provi malaltigi la "Raft Air Gap".
Tio estas agordo, kiun vi trovos ĉe la Cura-tranĉilo, sub la sekcio "Konstrui Platan Adhero", kaj permesos al vi ŝanĝi la distancon inter la floso kaj la modelo.
La defaŭlta valoro kutime estos je 0.2-0.3mm kaj oni rekomendas malaltigi ĝin al ĉirkaŭ 0.1mm se via presaĵo ne algluiĝas al la floso. Tiel via floso estos pli proksima al la modelo, kaj ĝi firme algluiĝos al ĝi. Nur atentu ne tro malaltigi ĝin kaj fini ne povi forigi ĝin.
Multaj uzantoj rekomendas ĉi tiun metodon se via floso ne aliĝas al via modelo, ĉar la plej multaj el la flosaj problemoj rilatas al la Raft Air Gap.
Alia uzanto kiu presis per ABS ankaŭ havis la problemon, ke la flosoj ne algluiĝas al siaj modeloj, sed solvis ĉi tiun problemon malaltigante la Raft Air Gap.
Kial mia filamento ne?algluiĝi al mia floso? de 3Dpreso
2. Ebenigi la Liton
Alia ebla kialo por ke viaj flosoj ne algluiĝas al viaj modeloj estas havi liton kiu ne estas ĝuste ebenigita. Estas ofta praktiko mane ebenigi vian liton kaj estas kelkaj malsamaj manieroj kiel vi povas fari ĝin.
Rigardu la suban videon por lerni kiel ebenigi 3D-presilan liton permane.
Vi eble ankaŭ havos problemon se via lito estas misforma aŭ ne plata. Mi skribis artikolon pri Kiel Ripari Vian Deforman 3D Presilon Liton, kiu instruas vin pri traktado de deforma lito.
Unu uzanto deklaris, ke se la problemo ne estas solvita per malaltiĝo de via Raft Air Gap, tiam ĝi verŝajne signifas, ke vi havas malebenan liton.
3. Malpliigu Komencan Tavolon-Alton
Alia ebla riparo por ke viaj flosoj ne aliĝas al viaj modeloj estas malpliigi vian Komencan Tavolon-Alton.
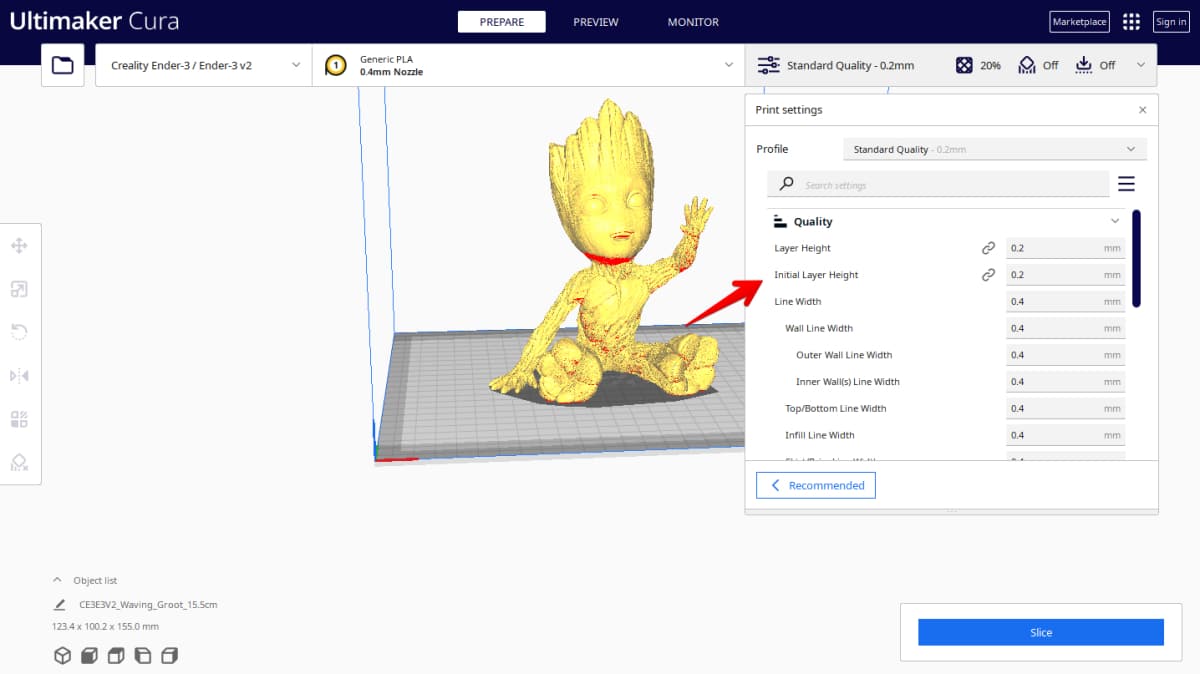
Tio povas solvi la problemon, precipe se la floso ne algluiĝas al la unua tavolo, kiun vi provas presi.
Unu uzanto, kiu spertis ĉi tiun problemon, estis rekomendita malaltigi kaj sian flosan aerinterspacon kaj sian komencan tavolalton, kiu estis je 0.3mm.
Tiel, la floso havos pli da loko por konekti al la modelo kaj la ŝancoj ke la floso ne algluiĝos estos multe malpli.
Rigardu la suban videon por pliaj informoj pri kiel uzi flosojn dum 3D-presado.
Kiel Ripari Flosan deformadon
Havi flosan deformadon estasalia afero ofte spertita kiam 3D presado kun flosoj.
Jen kiel ripari flosojn deformajn en viaj 3D-presaĵoj:
- Ebenigi la Liton
- Pliigi la Temperaturon de la Lito
- Malhelpi Ĉirkaŭan Aerfluon
- Uzu Gluajn Produktojn
1. Ebenigi la Liton
Se vi spertas deformadon de la flosoj dum via presado, la unua solvo, kiun vi devus provi, estas certigi, ke via lito estas ebena.
Se via lito estas malebena, ĝi povas kontribui al via modelo aŭ floso deformado ĉar ĝi ne havas bonan adheron al la lita surfaco. Havi ebenan liton povas helpi ripari problemojn pri deformado kun flosoj.
Unu uzanto konsideras ĝin la plej grava paŝo por ripari ajnan flosan deformadon, kiun via presaĵo povas havi.
Alia uzanto rekomendas kontroli tre bone ĉu via lito estas ebena, ĉar foje nur simpla kontrolo ne sufiĉos por rimarki. Se la lito estas nur iomete malŝaltita, tio povas sufiĉi por deformiĝi de flosoj.
Rigardu la suban videon por vidi pliajn informojn pri ebenigado de la lito.
2. Pliigi Presi & Lita Temperaturo por Komenca Tavolo
Alia ebla riparo por malhelpi vian floson deformiĝi pliigas la presadon & lita temperaturo por la komenca tavolo. Ĉi tiuj agordoj estas konataj kiel la Komenca Tavolo de Presa Temperaturo kaj Komenca Tavolo de Konstruo de Plaka Temperaturo en Cura.

Mandiĝo kutime dependas de la ŝanĝoj entemperaturo inter la filamento, do kiam la lito estas pli varma, tiu temperaturdiferenco malpliiĝas. Vi nur bezonas uzi pli altan temperaturon de ĉirkaŭ 5-10 °C.
Unu uzanto rekomendis fari tion, ĉar li normale presas ĉe lita temperaturo de 60 °C, kun la unua tavolo estas je 65 °C.
3. Malhelpi Ĉian Aerfluon
Se viaj flosoj spertas deformadon, tio povas esti kaŭzita de ĉirkaŭa aerfluo, precipe se estas fenestro malfermita kun malnetoj, aŭ via presilo funkcias proksime de ventumilo/AC.
Depende de la kondiĉoj ĉirkaŭ via 3D presilo, vi devus pensi pri aĉeto aŭ kreado de enfermaĵo, kiu povas helpi provizi kontrolitan medion por via presilo.
Unu el la plej popularaj enfermaĵoj estas la Comgrow 3D Printer Enclosure , kiu estas perfekta taŭga por presiloj kiel la Ender 3 kaj havas flam-rezistan materialon.

Mi skribis artikolon pri la 6 Plej Bonaj Enfermaĵoj Disponeblaj , kiun vi povas kontroli ĉu vi interesiĝas aĉeti unu.
Por multaj hobiistoj pri 3D-presado, la aero estas la ĉefa kialo de iu ajn deformado, precipe en flosoj. Ili rekomendas akiri enfermaĵon aŭ certigivia presilo estas en tre kontrolita medio.
Rigardu la mirindan videon sube, kiu instruas vin kiel konstrui vian propran enfermaĵon.
4. Uzu Adhesivajn Produktojn
Alia ebla riparo por ajna deformado sur la flosoj estas alglui ilin al la lito helpe de gluaj produktoj.
Uzantoj rekomendas Elmer's Purple Disappearing Glue de Amazon, kiu sekiĝas klara kaj estas deca prezo. Ĉi tiu gluo helpis unu uzanton ripari lian problemon kun flosoj deformado dum lia presado.

Li vere rekomendas ĝin ĉar li provis ĉiujn metodojn listigitajn supre sed la gluo estis la nura riparo, kiun li povis funkcii por ĉesigi sian deforman problemon.
Rigardu ĉi tiun ĉi videon malsupre por kompreni pli pri la temo de varpado ĝenerale.