
सामग्री सारणी
क्युरा हे तिथल्या सर्वात लोकप्रिय स्लाइसर्सपैकी एक आहे, परंतु बर्याच लोकांना त्यांच्या ऑब्जेक्ट्सचे 3D प्रिंट करण्यासाठी Cura प्रभावीपणे कसे वापरावे याबद्दल आश्चर्य वाटते. हा लेख नवशिक्यांना आणि अगदी काही अनुभव असलेल्या लोकांना देखील Cura कसे वापरायचे याबद्दल मार्गदर्शन करेल.
क्युरा वापरण्यासाठी, सूचीमधून तुमचा 3D प्रिंटर निवडून तुमचे Cura प्रोफाइल सेट करा. त्यानंतर तुम्ही तुमच्या बिल्ड प्लेटवर STL फाइल इंपोर्ट करू शकता जी तुम्ही फिरू शकता, वर किंवा खाली स्केल करू शकता, फिरवू शकता आणि मिरर करू शकता. त्यानंतर तुम्ही तुमची स्लायसर सेटिंग्ज समायोजित करा जसे की लेयरची उंची, भरणे, समर्थन, भिंती, थंड करणे आणि; अधिक, नंतर “स्लाइस” दाबा.
प्रो प्रमाणे क्युरा कसा वापरायचा हे जाणून घेण्यासाठी हा लेख वाचत रहा.
क्युरा कसा वापरायचा
क्युरा 3D प्रिंटिंग उत्साही लोकांमध्ये खूप लोकप्रिय आहे कारण त्याच्या शक्तिशाली परंतु अंतर्ज्ञानी वैशिष्ट्यांमुळे, जे वापरण्यास सोपे करते. तसेच, तुम्ही विविध प्रकारच्या प्रिंटरसह ते विनामूल्य डाउनलोड करू शकता आणि वापरू शकता, तेथील बहुतांश सॉफ्टवेअरच्या विपरीत.
त्याच्या साधेपणाबद्दल धन्यवाद, तुम्ही काही मिनिटांत प्रिंटिंगसाठी तुमचे मॉडेल सहज आयात आणि तयार करू शकता. तुम्ही हे कसे करू शकता ते मी तुम्हाला सांगतो.
क्युरा सॉफ्टवेअर सेट करा
तुम्ही क्युरासोबत काम सुरू करण्यापूर्वी, तुम्हाला ते योग्यरित्या डाउनलोड, इंस्टॉल आणि कॉन्फिगर करावे लागेल. असे करण्यासाठी, या चरणांचे अनुसरण करा.
चरण 1: तुमच्या PC वर Cura ची नवीनतम आवृत्ती स्थापित करा.
- Ultimaker वेबसाइटवरून Cura डाउनलोड आणि स्थापित करा .
- उघडा आणि चालवाछापणे मी चांगल्या ताकदीसाठी सुमारे 1.2 मिमी, नंतर चांगल्या ताकदीसाठी 1.6-2 मिमी शिफारस करतो.
उत्कृष्ट परिणामासाठी भिंतीची जाडी प्रिंटरच्या रेषेच्या रुंदीच्या पटीत आहे याची खात्री करा.
वॉल लाइन काउंट
वॉल लाइन काउंट म्हणजे तुमच्या 3D प्रिंटमध्ये किती भिंती असतील. तुमच्याकडे फक्त एक बाह्य भिंत आहे, नंतर इतर भिंतींना आतील भिंती म्हणतात. तुमच्या मॉडेल्सची ताकद वाढवण्यासाठी ही एक उत्तम सेटिंग आहे, सामान्यतः भरण्यापेक्षाही अधिक.
भिंतींमधील अंतर भरा
ही सेटिंग प्रिंटमधील भिंतींमधील अंतर आपोआप भरते. अधिक योग्य.
टॉप/बॉटम सेटिंग्ज
शीर्ष/तळ सेटिंग्ज प्रिंटमधील वरच्या आणि खालच्या लेयरची जाडी आणि ते मुद्रित केलेल्या पॅटर्नवर नियंत्रण ठेवतात. चला येथे महत्त्वाच्या सेटिंग्ज पाहू.
आमच्याकडे आहे:
- टॉप/बॉटम थिकनेस
- टॉप/बॉटम पॅटर्न
- इस्त्री सक्षम करा<11
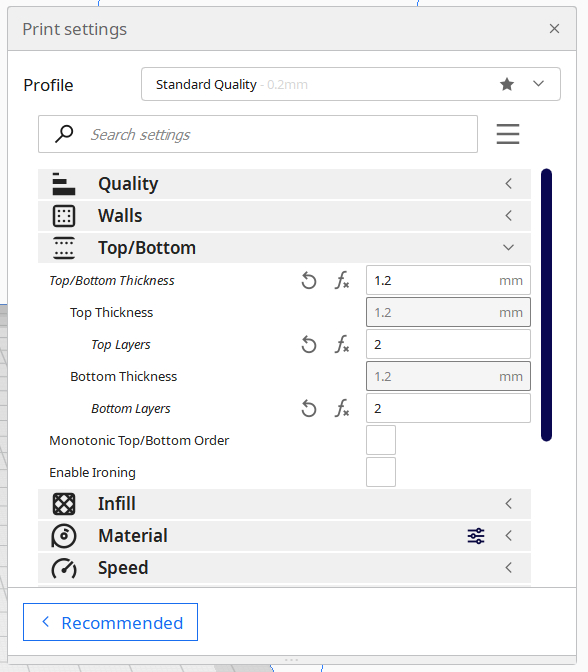
शीर्ष/तळाची जाडी
क्युरामध्ये डीफॉल्ट टॉप/बॉटम जाडी 0.8 मिमी आहे. तथापि, जर तुम्हाला वरचे आणि खालचे स्तर जाड किंवा पातळ हवे असतील, तर तुम्ही मूल्य बदलू शकता.
या सेटिंग अंतर्गत, तुम्ही वरच्या आणि खालच्या स्तरांसाठी स्वतंत्रपणे मूल्य बदलू शकता. तुम्ही वापरत असलेली मूल्ये ही लेयरच्या उंचीच्या पटीत असल्याची खात्री करा.
टॉप/बॉटम पॅटर्न
हे प्रिंटर लेयर्ससाठी फिलामेंट कसे घालते हे ठरवते. बहुतेक लोक वापरण्याची शिफारस करतातसर्वोत्तम बिल्ड प्लेट आसंजनासाठी केंद्रित पॅटर्न .
इस्त्री सक्षम करा
मुद्रण केल्यानंतर, इस्त्री प्लास्टिक वितळण्यासाठी आणि पृष्ठभाग गुळगुळीत करण्यासाठी वरच्या थरावर गरम प्रिंट हेड पास करते. . तुम्ही ते चांगल्या पृष्ठभागावर पूर्ण करण्यासाठी सक्षम करू शकता.
फिल सेटिंग्ज
इनफिल तुमच्या प्रिंटच्या आतील संरचनेचा संदर्भ देते. बहुतेक वेळा, हे अंतर्गत भाग ठोस नसतात, त्यामुळे आतील रचना कशी छापली जाते हे इन्फिल नियंत्रित करते.
हे देखील पहा: कसे समाप्त करावे & गुळगुळीत 3D मुद्रित भाग: PLA आणि ABSआमच्याकडे आहे:
- इनफिल घनता
- इन्फिल पॅटर्न
- इनफिल ओव्हरलॅप
43>
इनफिल डेन्सिटी
इनफिल डेन्सिटी तुमच्या प्रिंटच्या आतील स्ट्रक्चरच्या घनतेचा संदर्भ देते 0% ते 100% स्केल. क्युरा मधील डीफॉल्ट इन्फिल घनता 20% आहे.
तथापि, तुम्हाला अधिक मजबूत, अधिक कार्यक्षम प्रिंट हवी असल्यास, तुम्ही' हे मूल्य वाढवावे लागेल.
भरणाबद्दल अधिक माहितीसाठी, माझा लेख पहा मला 3D प्रिंटिंगसाठी किती इन्फिल आवश्यक आहे?
फिल पॅटर्न
इनफिल पॅटर्न इन्फिलचा आकार किंवा तो कसा छापला जातो याचा संदर्भ देते. तुम्ही वेगासाठी जात असाल तर तुम्ही लाइन्स आणि झिग झॅग यासारखे पॅटर्न वापरू शकता.
तथापि, तुम्हाला अधिक ताकद हवी असल्यास, तुम्ही क्यूबिक किंवा गायरॉइड सारख्या पॅटर्नसह जाऊ शकता. .
मी थ्रीडी प्रिंटिंगसाठी सर्वोत्तम इन्फिल पॅटर्न काय आहे या नावाने भरलेल्या नमुन्यांबद्दल एक लेख लिहिला आहे?
इनफिल ओव्हरलॅप
हे दरम्यान हस्तक्षेपाचे प्रमाण सेट करते तुमच्या प्रिंटच्या भिंती आणिभरणे डीफॉल्ट मूल्य 30% आहे. तरीही, जर तुम्हाला भिंती आणि आतील रचना यांच्यात मजबूत बंधन हवे असेल तर तुम्ही ते वाढवू शकता.
साहित्य सेटिंग्ज
हा गट सेटिंग्ज तुमचे मॉडेल मुद्रित केलेले तापमान नियंत्रित करते (नोजल आणि बिल्ड प्लेट).
आमच्याकडे आहे:
- प्रिंटिंग तापमान
- प्रिंटिंग तापमान प्रारंभिक स्तर
- बिल्ड प्लेट तापमान
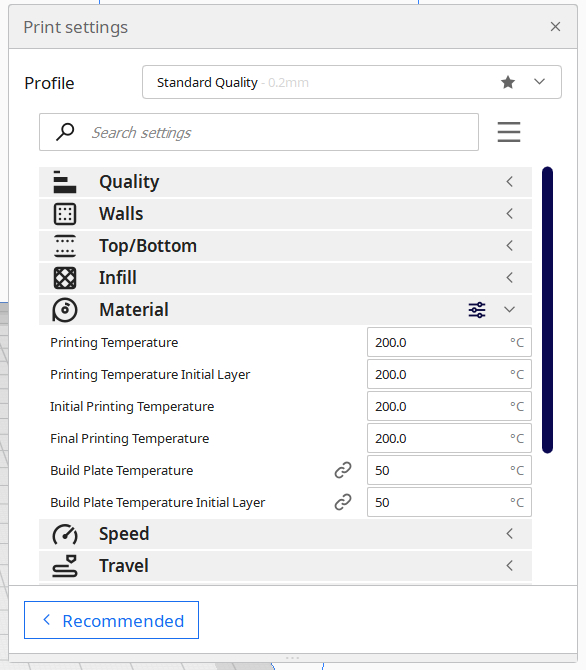
प्रिटिंग तापमान
मुद्रण तापमान हे तापमान आहे ज्यावर संपूर्ण मॉडेल मुद्रित केले जाते. तुम्ही मुद्रित करत असलेल्या फिलामेंटचा ब्रँड निवडल्यानंतर ते सामान्यत: सामग्रीसाठी इष्टतम मूल्यावर सेट केले जाते.
प्रिंटिंग तापमान प्रारंभिक स्तर
हे ते तापमान आहे ज्यावर पहिला स्तर मुद्रित केला जातो. . क्युरामध्ये, त्याची डीफॉल्ट सेटिंग हे प्रिंटिंग तापमानासारखेच मूल्य आहे.
तथापि, पहिल्या लेयरच्या चांगल्या आसंजनासाठी तुम्ही ते सुमारे 20% वाढवू शकता.
बिल्ड प्लेटचे तापमान
बिल्ड प्लेटचे तापमान पहिल्या लेयरच्या आसंजनावर प्रभाव टाकते आणि प्रिंट वार्पिंग थांबवते. तुम्ही हे मूल्य निर्मात्याने निर्दिष्ट केलेल्या डीफॉल्ट तापमानावर सोडू शकता.
छपाई आणि बेडच्या तापमानाबद्दल अधिक माहितीसाठी, परिपूर्ण प्रिंटिंग कसे मिळवायचे हा माझा लेख पहा. बेड तापमान सेटिंग्ज.
स्पीड सेटिंग्ज
स्पीड सेटिंग्ज प्रिंटिंगच्या विविध टप्प्यांवर प्रिंट हेडचा वेग नियंत्रित करतातप्रक्रिया.
आमच्याकडे आहे:
- प्रिंट गती
- प्रवास गती
- प्रारंभिक स्तर गती
<45
मुद्रण गती
क्यूरा मधील डीफॉल्ट मुद्रण गती ५० मिमी/से आहे. या स्पीडच्या वर जाणे योग्य नाही कारण तुमचा 3D प्रिंटर योग्यरितीने कॅलिब्रेशन होत नाही तोपर्यंत जास्त स्पीडमुळे गुणवत्तेत तोटा होतो
तथापि, तुम्हाला चांगल्या प्रिंट गुणवत्तेची आवश्यकता असल्यास तुम्ही वेग कमी करू शकता.
मुद्रण गतीबद्दल अधिक माहितीसाठी, माझा लेख पहा 3D प्रिंटिंगसाठी सर्वोत्कृष्ट मुद्रण गती काय आहे?
प्रवासाचा वेग
प्रिंट हेड एका बिंदूपासून बिंदूकडे हलविण्याचा हा वेग आहे 3D मॉडेलवर पॉइंट करा जेव्हा ते कोणतीही सामग्री बाहेर काढत नाही. तुम्ही ते 150mm/s
प्रारंभिक लेयर स्पीड
क्युरा मधील पहिला लेयर प्रिंट करण्यासाठी डीफॉल्ट गती 20mm/s च्या डीफॉल्ट मूल्यावर सोडू शकता. या डीफॉल्टवर गती सोडणे उत्तम आहे जेणेकरून प्रिंट प्रिंट बेडवर चांगले चिकटू शकेल.
प्रवास सेटिंग्ज
प्रिंट हेड पूर्ण झाल्यावर ते एका बिंदूपासून दुसऱ्या बिंदूकडे कसे हलते हे ट्रॅव्हल सेटिंग नियंत्रित करते. प्रिंटिंग.
येथे काही सेटिंग्ज आहेत:
- मागे घेणे सक्षम करा
- मागे काढण्याचे अंतर
- मागे घेण्याची गती
- कॉम्बिंग मोड
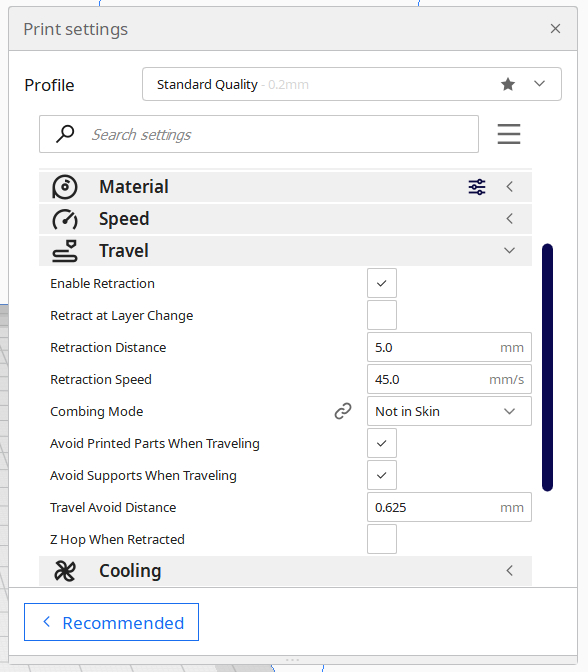
मागणे सक्षम करा
मागणे जेव्हा स्ट्रिंगिंग टाळण्यासाठी मुद्रित क्षेत्रावरून प्रवास करते तेव्हा नोजलमध्ये फिलामेंट परत काढते. तुम्हाला तुमच्या प्रिंटमध्ये स्ट्रिंगिंग येत असल्यास, ते सक्षम करा.
मागणेअंतर
मागे घेण्याचे अंतर म्हणजे तुमचा 3D प्रिंटर किती मिलीमीटर फिलामेंट मागे घेईल, क्युरामध्ये डीफॉल्ट म्हणून 5 मिमी आहे.
मागे घेण्याचा वेग
मागे घेण्याचा वेग हा मागे घेण्याचा वेग किती आहे. होईल, अनेक मिलिमीटर असल्याने तुमचा 3D प्रिंटर फिलामेंट मागे घेईल, क्युरामध्ये डीफॉल्ट म्हणून 45mm/s आहे.
मी सर्वोत्तम मागे घेण्याची लांबी कशी मिळवायची या नावाचा लेख लिहिला आहे. स्पीड सेटिंग्ज, त्यामुळे ते अधिक तपासा.
कॉम्बिंग मोड
हे सेटिंग नोझलला मुद्रित क्षेत्रांवर हलवण्यापासून प्रतिबंधित करते जेणेकरून पृष्ठभागावरील फिलामेंटचा नाश होऊ नये.
तुम्ही नोजलची हालचाल इन्फिलमध्ये प्रतिबंधित करू शकता आणि प्रिंटचे बाह्य भाग आणि त्वचा टाळण्यासाठी तुम्ही ते सेट देखील करू शकता.
कूलिंग सेटिंग्ज
कूलिंग सेटिंग्ज किती वेगाने कूलिंग होते हे नियंत्रित करतात. प्रिंटिंग करताना प्रिंट थंड करण्यासाठी चाहते फिरतात.
सामान्य कूलिंग सेटिंग्ज आहेत:
- प्रिंट कूलिंग सक्षम करा
- फॅन स्पीड
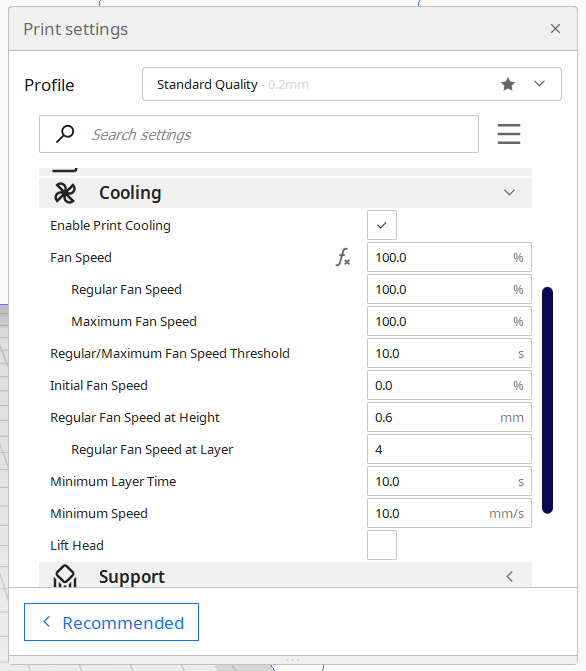
प्रिंट कूलिंग सक्षम करा
हे सेटिंग प्रिंटसाठी कुलिंग फॅन चालू आणि बंद करते. तुम्ही PLA किंवा PETG सारखे साहित्य मुद्रित करत असल्यास, तुम्हाला ते चालू करावे लागेल. तथापि, नायलॉन आणि ABS सारख्या सामग्रीसाठी कूलिंग फॅन्सची आवश्यकता नाही.
फॅन स्पीड
क्युरामध्ये डीफॉल्ट फॅन स्पीड 50% आहे. तुम्ही मुद्रित करत असलेली सामग्री आणि तुम्हाला आवश्यक असलेल्या छपाईच्या गुणवत्तेवर अवलंबून, तुम्ही त्यात बदल करू शकता.
काही सामग्रीसाठी, उच्च पंख्याचा वेगअधिक चांगले पृष्ठभाग पूर्ण.
माझ्याकडे एक लेख आहे जो अधिक तपशीलवार आहे ज्यामध्ये परफेक्ट प्रिंट कूलिंग कसे मिळवायचे आणि & फॅन सेटिंग्ज.
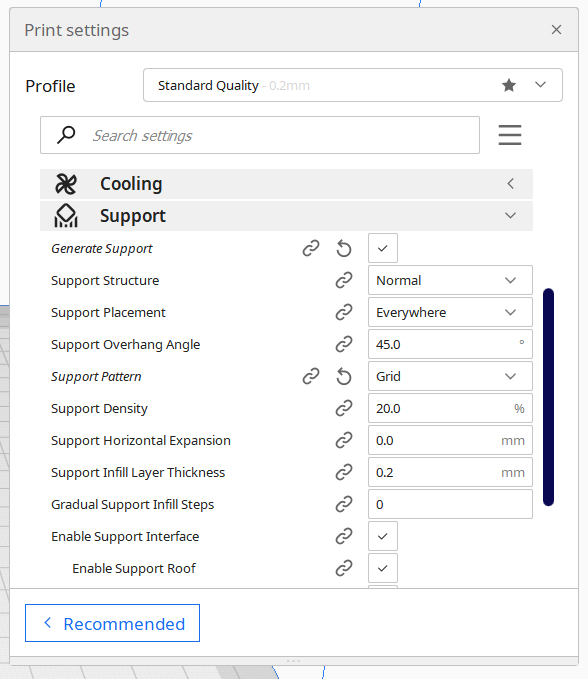
सपोर्ट सेटिंग्ज
सपोर्ट सेटिंग्ज ओव्हरहॅंगिंग वैशिष्ट्यांना समर्थन देण्यासाठी प्रिंट सपोर्ट स्ट्रक्चर्स कशी तयार करते हे कॉन्फिगर करण्यात मदत करते.
काही महत्त्वाच्या सेटिंग्जमध्ये हे समाविष्ट आहे:
- सपोर्ट जनरेट करा
- सपोर्ट स्ट्रक्चर
- सपोर्ट पॅटर्न
- सपोर्ट प्लेसमेंट
- सपोर्ट डेन्सिटी
 <1
<1 सपोर्ट्स व्युत्पन्न करा
समर्थन सक्षम करण्यासाठी, तुम्हाला हा बॉक्स खूण करायचा आहे, ज्यामुळे तुम्हाला उर्वरित समर्थन सेटिंग्ज देखील पाहता येतील.
सपोर्ट स्ट्रक्चर
क्युरा दोन प्रकारचे समर्थन संरचना प्रदान करते: सामान्य आणि झाड. सामान्य समर्थने थेट त्यांच्या खाली संरचना ठेवून ओव्हरहॅंगिंग वैशिष्ट्यांसाठी पाया प्रदान करतात.
वृक्ष समर्थन वैयक्तिक वैशिष्ट्यांना समर्थन देण्यासाठी विस्तारित शाखांसह प्रिंटभोवती गुंडाळलेल्या मध्यवर्ती स्टेमचा वापर करतात (त्याला स्पर्श न करता). ट्री सपोर्ट कमी सामग्री वापरतात, जलद प्रिंट करतात आणि काढणे सोपे आहे.
सपोर्ट पॅटर्न
सपोर्ट पॅटर्न सपोर्टची अंतर्गत रचना कशी प्रिंट केली जाते हे ठरवते. उदाहरणार्थ, Zig Zag आणि Lines सारख्या डिझाईन्समुळे सपोर्ट काढणे सोपे होते.
सपोर्ट प्लेसमेंट
हे सपोर्ट कोठे ठेवायचे ते ठरवते. म्हणून, उदाहरणार्थ, ते सर्वत्र वर सेट केले असल्यास, समर्थन करण्यासाठी बिल्ड प्लेट आणि मॉडेलवर समर्थन छापले जातातओव्हरहॅंगिंग फीचर्स.
दुसरीकडे, ते टचिंग द बिल्ड प्लेटवर सेट केले असल्यास, सपोर्ट फक्त बिल्ड प्लेटवर प्रिंट केले जातात.
सपोर्ट डेन्सिटी
क्युरा मधील डीफॉल्ट समर्थन घनता 20% आहे. तथापि, तुम्हाला मजबूत समर्थन हवे असल्यास, तुम्ही हे मूल्य सुमारे 30% पर्यंत वाढवू शकता. हे मूलत: एक सेटिंग आहे जे तुमच्या सपोर्ट स्ट्रक्चर्समधील सामग्रीचे प्रमाण व्यवस्थापित करते.
फिलामेंट 3D प्रिंटिंग (क्युरा) साठी सर्वोत्तम समर्थन सेटिंग्ज कशी मिळवायची हा माझा लेख तपासून तुम्ही अधिक जाणून घेऊ शकता.
आपल्याला आणखी एक गोष्ट पहायची असेल ती म्हणजे 3D प्रिंट सपोर्ट स्ट्रक्चर्स योग्यरित्या कसे करावे - सुलभ मार्गदर्शक (क्युरा), ज्यामध्ये सानुकूल समर्थन तयार करणे देखील समाविष्ट आहे.
प्लेट आसंजन सेटिंग्ज तयार करा
बिल्ड प्लेट आसंजन सेटिंग्ज अशा रचना तयार करण्यात मदत करतात जी तुमच्या प्रिंटला बिल्ड प्लेटवर अधिक चांगले चिकटून राहण्यास मदत करतात.
या सेटिंग्जमध्ये हे समाविष्ट आहे:
- बिल्ड प्लेट अॅडेशन प्रकार
- प्रत्येक प्रकार ( स्कर्ट, ब्रिम, राफ्ट) यांची स्वतःची सेटिंग असते – डीफॉल्ट सहसा चांगले कार्य करतात.
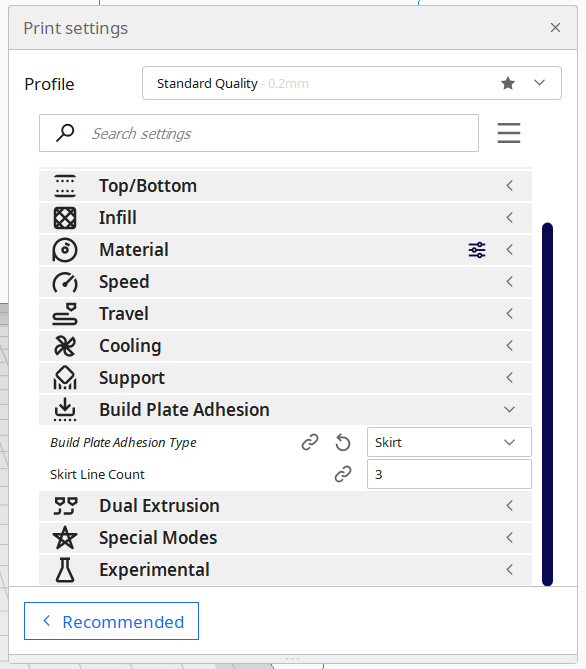
बिल्ड प्लेट अॅडझिशन प्रकार
तुम्ही या सेटिंग्ज वापरू शकता तुम्हाला हव्या असलेल्या बिल्ड प्लेट सपोर्ट स्ट्रक्चरचे प्रकार निवडण्यासाठी. उदाहरणार्थ, तुम्ही स्कर्ट, राफ्ट्स आणि ब्रिम्स यापैकी एक निवडू शकता.
- तुमच्या नोझलला फक्त प्राइमिंग करण्यासाठी आणि मोठ्या मॉडेल्ससाठी तुमचा बेड सपाट करण्यासाठी स्कर्ट उत्तम आहेत.
- ब्रिम्स जोडण्यासाठी उत्तम आहेत. जास्त सामग्री न वापरता तुमच्या मॉडेलला काही चिकटून ठेवा.
- राफ्ट्सतुमच्या मॉडेल्समध्ये भरपूर आसंजन जोडण्यासाठी, तुमच्या मॉडेल्सवरील वार्पिंग कमी करण्यासाठी उत्तम आहेत.
परफेक्ट बिल्ड प्लेट अॅडिशन सेटिंग्ज कशी मिळवायची यावर माझा लेख पहा आणि बेड अॅडजेशन सुधारा.
म्हणून, क्युरा सुरू करण्यासाठी तुम्हाला या आवश्यक टिपा आणि सेटिंग्ज आहेत. जसजसे तुम्ही अधिक मॉडेल्स मुद्रित कराल, तसतसे तुम्हाला त्यांच्यासह आणि काही अधिक जटिल सेटिंग्जसह आराम मिळेल.
शुभेच्छा आणि मुद्रणासाठी शुभेच्छा!
सॉफ्टवेअर.
स्टेप 2: तुमच्या प्रिंटरसह क्युरा सॉफ्टवेअर कॉन्फिगर करा.
- स्टार्ट प्रॉम्प्टचे अनुसरण करा आणि तुम्हाला हवे असल्यास अल्टिमेकर खाते उघडा (ते पर्यायी आहे).
- प्रिंटर जोडा पेजवर, तुम्ही तुमचा वायरलेस अल्टिमेकर प्रिंटर तुमच्या वाय-फाय नेटवर्कवर जोडू शकता.
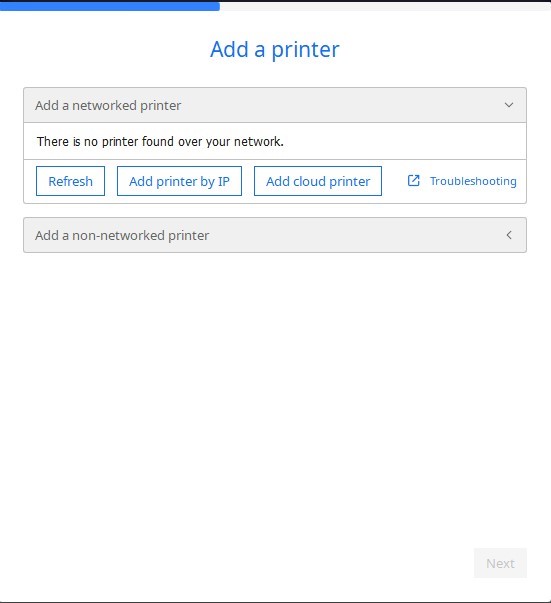
- तुम्ही नेटवर्क नसलेला प्रिंटर देखील जोडू शकता. तुम्हाला फक्त योग्य प्रिंटर ब्रँड निवडायचा आहे.
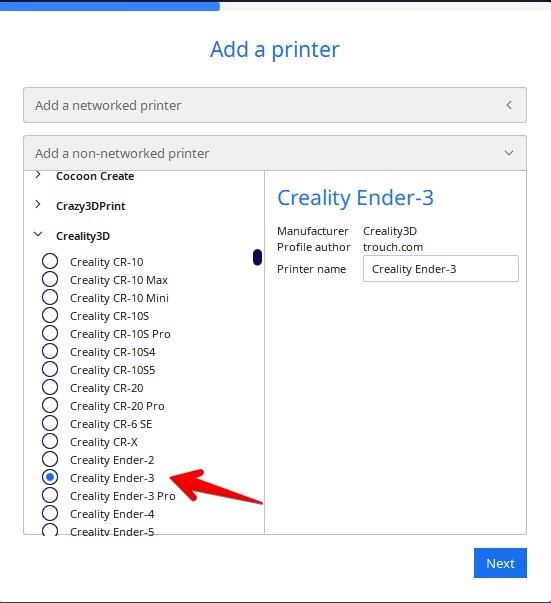
- तुमचा प्रिंटर जोडल्यानंतर, तुम्हाला काही मशीन सेटिंग्ज आणि एक्सट्रूडर सेटिंग्ज दिसतील.
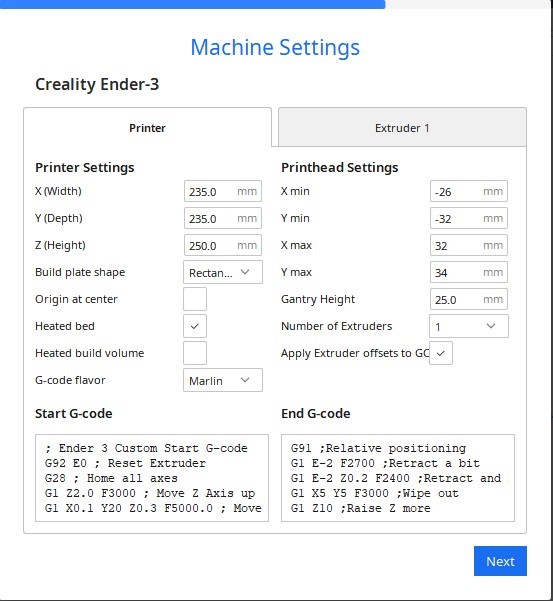
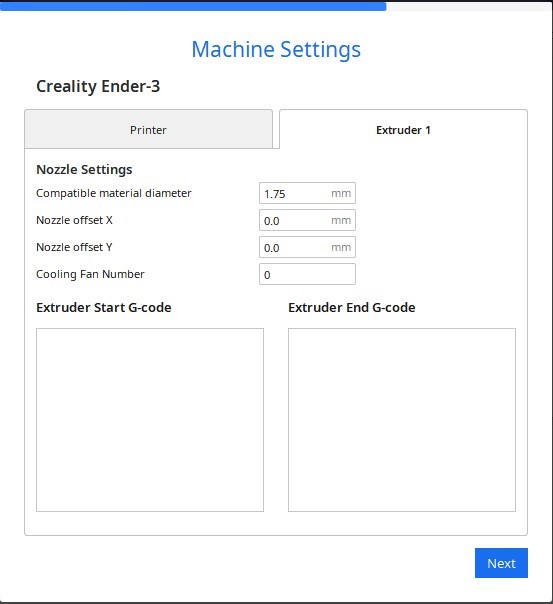
- ते काय करतात हे तुम्हाला माहिती नसल्यास, डीफॉल्ट मूल्ये सोडण्यास हरकत नाही.
- बस. तुम्ही तुमच्या प्रिंटरसह Cura सॉफ्टवेअर सेट करणे पूर्ण केले आहे.
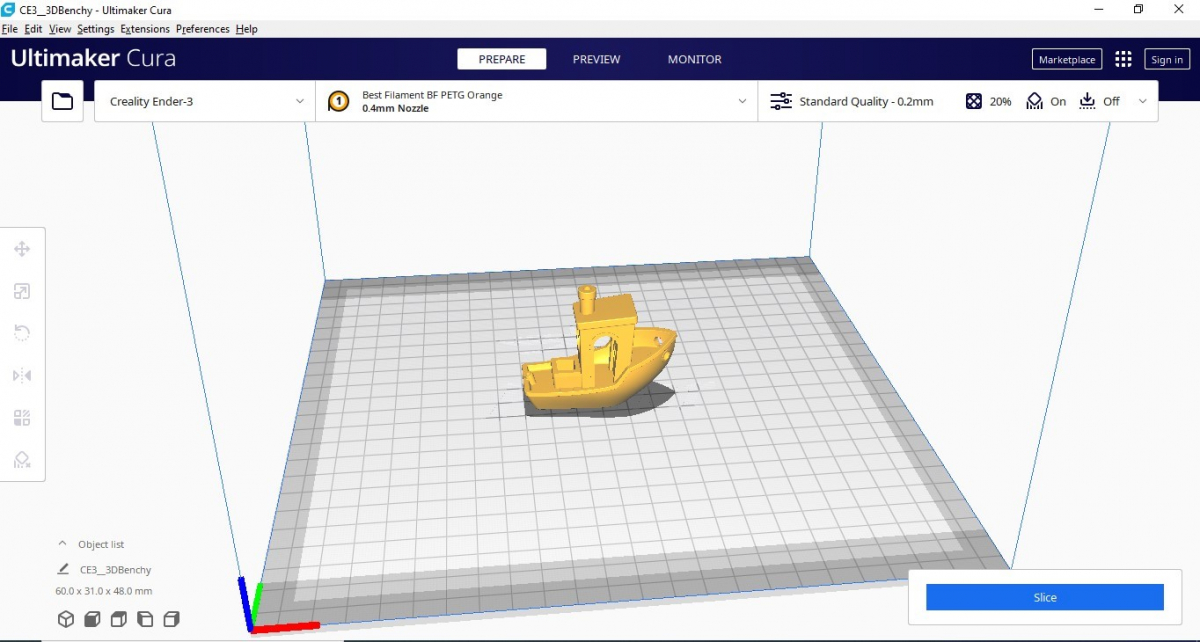
मुद्रणासाठी तुमचे मॉडेल आयात करा
तुम्ही क्युरामध्ये तुमच्या प्रिंटरची सेटिंग्ज कॉन्फिगर केल्यानंतर, पुढील पायरी आहे आपले मॉडेल आयात करा. Cura तुमच्या 3D प्रिंटरच्या बेड प्रमाणेच वर्च्युअल वर्कस्पेस प्रदान करते जेणेकरून तुम्ही तुमच्या मॉडेलमध्ये समायोजन करू शकता.
तुम्ही मॉडेल कसे आयात करता ते येथे आहे:
- <2 वर क्लिक करा वरच्या टूलबारवरील>फाइल मेनू निवडा आणि फाइल उघडा. तुम्ही लहान Ctrl + O.
<देखील वापरू शकता. 2> 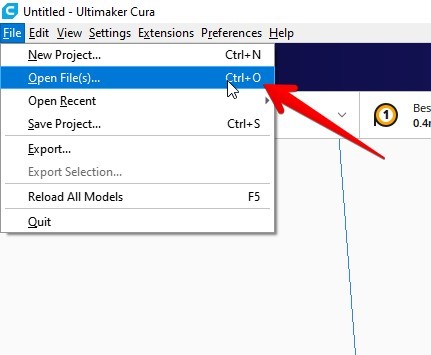
- हे तुमच्या PC च्या स्टोरेजवर एक विंडो उघडेल. तुमचे मॉडेल शोधा आणि ते निवडा.
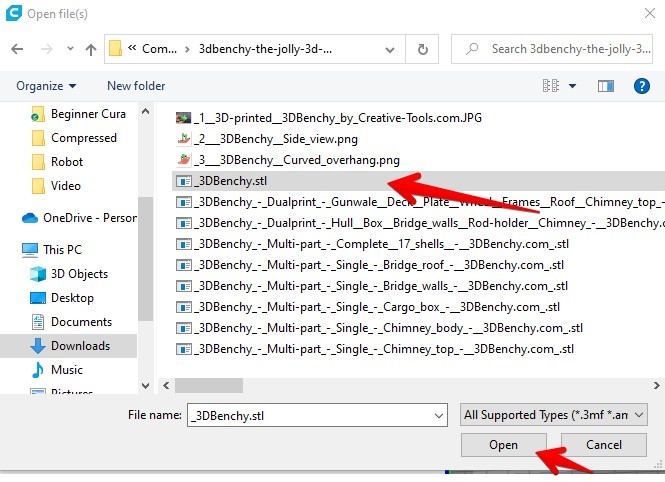
- उघडा वर क्लिक करा.
- मॉडेल आता तुमच्या वर्कस्पेसमध्ये यशस्वीरित्या इंपोर्ट केले जाईल.
तुम्ही फाइल वर देखील शोधू शकतातुमचा फाइल एक्सप्लोरर आणि फाइल आयात करण्यासाठी थेट क्युरामध्ये ड्रॅग करा.
तुमच्या बिल्ड प्लेटवर मॉडेलचा आकार द्या
आता तुमच्याकडे मॉडेल आहे व्हर्च्युअल बिल्ड प्लेट, तुम्हाला माहित आहे की अंतिम मॉडेल कसे दिसेल. तुम्हाला ते आवडत नसल्यास किंवा बदल करू इच्छित असल्यास, तुम्ही मॉडेलचा योग्य आकार घेण्यासाठी साइडबार सेटिंग्ज वापरू शकता.
क्युरा हे प्रदान करते जेणेकरून तुम्ही विविध प्रकार बदलू शकता मॉडेलची स्थिती, आकार, अभिमुखता इ. यासारखी वैशिष्ट्ये. चला त्यापैकी काही पाहू या.
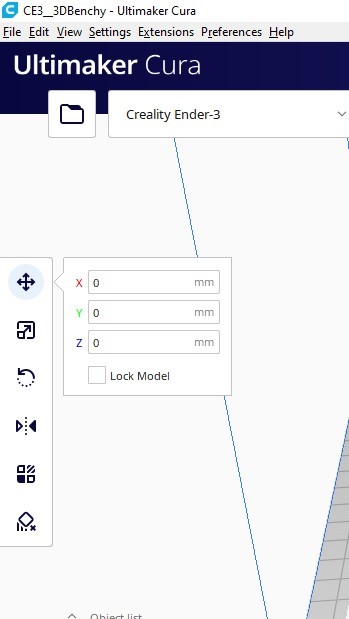
हलवा
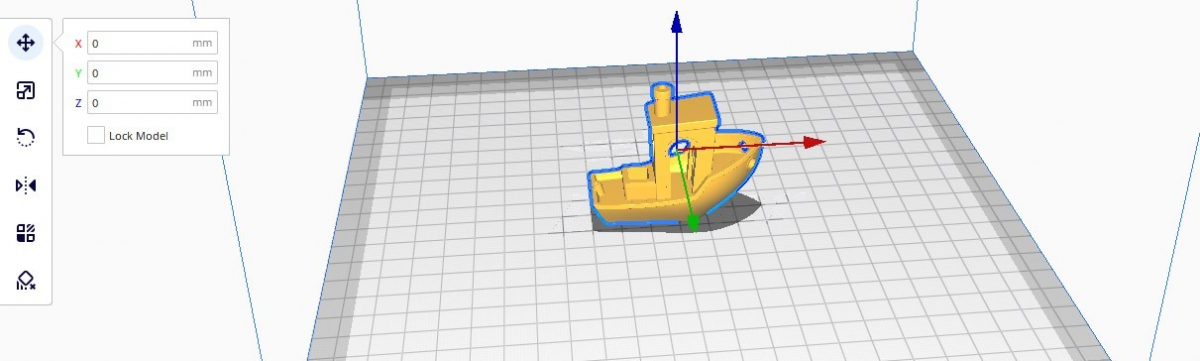
तुम्ही हे सेटिंग हलवण्यासाठी वापरू शकता आणि बिल्ड प्लेटवर तुमच्या मॉडेलची स्थिती बदला. एकदा तुम्ही मूव्ह आयकॉनवर टॅप केल्यानंतर किंवा कीबोर्डवर T दाबा केल्यावर, मॉडेल हलविण्यात मदत करण्यासाठी एक समन्वय प्रणाली दिसेल.
तुम्ही मॉडेल दोन प्रकारे हलवू शकता. एकामध्ये मॉडेलला तुमच्या इच्छित ठिकाणी ड्रॅग करण्यासाठी तुमचा माउस वापरणे समाविष्ट आहे.
दुसऱ्या पद्धतीमध्ये, तुम्ही बॉक्समध्ये तुमचे इच्छित X, Y आणि Z निर्देशांक इनपुट करू शकता आणि मॉडेल आपोआप त्या स्थानावर जाईल. .
स्केल
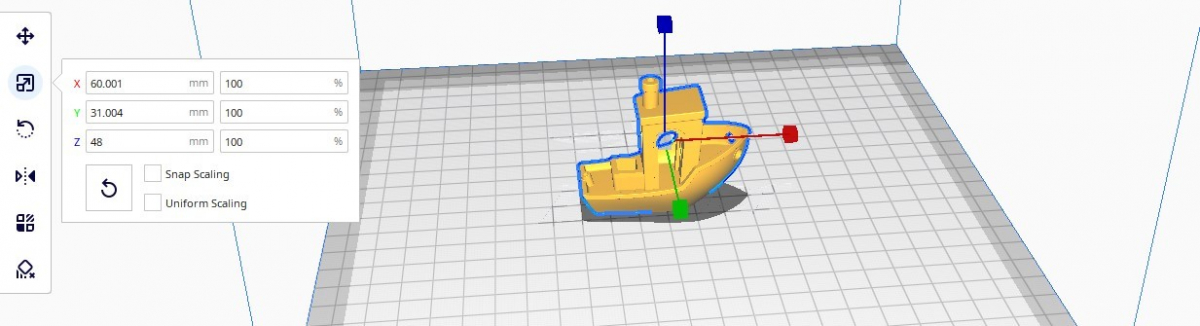
तुम्हाला मॉडेलचा आकार वाढवायचा किंवा कमी करायचा असेल तर तुम्ही त्यासाठी स्केल टूल वापरू शकता. जेव्हा तुम्ही स्केल आयकॉनवर क्लिक कराल किंवा कीबोर्डवरील S दाबाल तेव्हा मॉडेलवर एक XYZ प्रणाली दिसेल.
तुम्ही प्रत्येक सिस्टीमचा अक्ष त्या दिशेने मॉडेलचा आकार वाढवण्यासाठी ड्रॅग करू शकता. तुमचे मॉडेल किंवा संख्या मिमी मध्ये मोजण्यासाठी तुम्ही अधिक अचूक टक्केवारी प्रणाली देखील वापरू शकता.
तुम्ही सर्वबॉक्समध्ये तुम्हाला तुमचे मॉडेल मोजायचे आहे तो घटक इनपुट करणे आवश्यक आहे आणि ते ते आपोआप करेल. जर तुम्ही त्या घटकाने सर्व अक्ष मोजणार असाल, तर एकसमान स्केलिंग बॉक्सवर खूण करा. तथापि, जर तुम्हाला विशिष्ट अक्ष मोजायचा असेल, तर बॉक्स अनटिक करा.
फिरवा
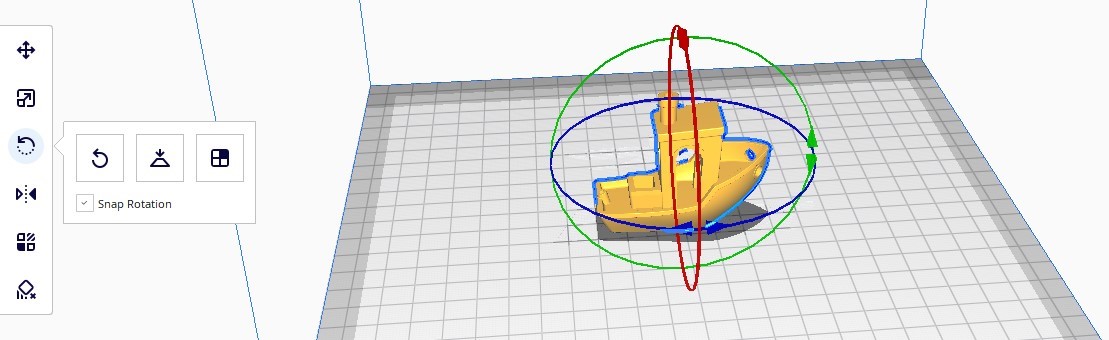
तुम्ही मॉडेलचे अभिमुखता बदलण्यासाठी फिरवा चिन्ह वापरू शकता. एकदा तुम्ही रोटेट आयकॉन दाबल्यानंतर किंवा R शॉर्टकट वापरल्यानंतर, मॉडेलवर लाल, हिरव्या आणि निळ्या बँडची मालिका दिसून येईल.
हे बँड ड्रॅग करून, तुम्ही अभिमुखता बदलू शकता. मॉडेलचे. तुम्ही मॉडेलची दिशा बदलण्यासाठी द्रुत साधनांची मालिका देखील वापरू शकता.
पहिले, जे मधले बटण आहे ते म्हणजे सपाट करा . हा पर्याय आपोआप तुमच्या मॉडेलवरील सर्वात सपाट पृष्ठभाग निवडेल आणि त्यास फिरवेल जेणेकरून ते बिल्ड प्लेटवर पडेल.
दुसरा, जो शेवटचा पर्याय आहे बिल्ड प्लेटसह संरेखित करण्यासाठी चेहरा निवडा . हे वापरण्यासाठी, तुम्हाला बिल्ड प्लेटसह संरेखित करायचा असलेला चेहरा निवडा आणि Cura तो चेहरा आपोआप बिल्ड प्लेटवर वळवेल.
मिरर
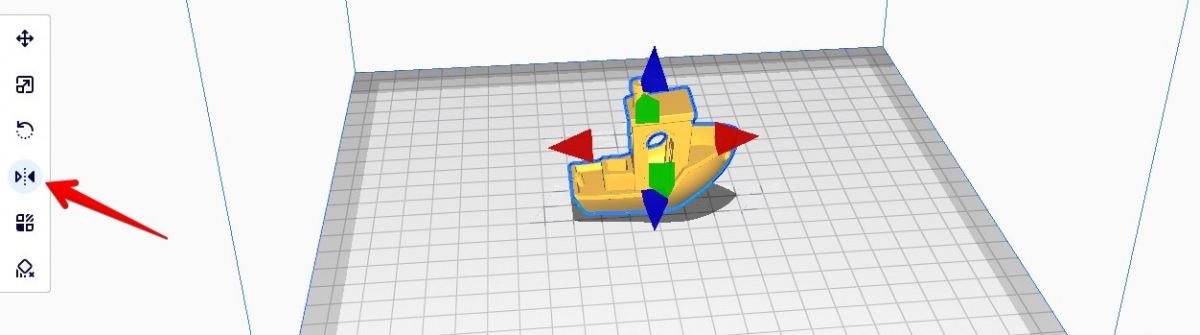
मिरर टूल हे एक प्रकारे रोटेट टूलची सोपी आवृत्ती आहे. तुम्ही 180° वर काम करत असलेल्या मॉडेलला त्याच्या सहाय्याने त्वरीत फ्लिप करू शकता.
मिररवर क्लिक करा किंवा M दाबा. तुम्हाला मॉडेलवर अनेक बाण दिसतील. तुम्हाला ज्या दिशेला मॉडेल फ्लिप करायचे आहे त्या दिशेने दाखवणार्या बाणावर टॅप करा आणि व्होइला, तुम्ही वळलातते.
क्युरा सेट अप करण्याच्या अधिक व्हिज्युअल उदाहरणासाठी खालील व्हिडिओ पहा.
तुमची प्रिंटिंग सेटिंग्ज सेट करा
तुम्ही तुमच्या मॉडेलचा योग्य आकार घेतल्यानंतर आणि ते व्यवस्थित केल्यावर तुमच्या बिल्ड प्लेटवर, तुमची प्रिंटिंग सेटिंग्ज कॉन्फिगर करण्याची वेळ आली आहे. या सेटिंग्ज तुमच्या प्रिंटची गुणवत्ता, गती, पूर्ण होण्याची वेळ इ. नियंत्रित करतात.
तर, तुम्ही ते कसे कॉन्फिगर करू शकता ते पाहूया:
नोझल आणि मटेरियल प्रीसेट बदला
तुम्ही Cura मध्ये वापरत असलेली सामग्री आणि नोजलचा अचूक प्रकार निवडणे महत्त्वाचे आहे, परंतु हे सहसा डीफॉल्ट सेटिंग्जमधून ठीक असतात. बहुतेक 3D प्रिंटर 0.4mm नोजल आणि PLA फिलामेंट वापरतात. तुमच्याकडे काही वेगळे असल्यास तुम्ही सहज बदल करू शकता.
नोझलचा आकार आणि मटेरियल प्रीसेट बदलण्यासाठी, हे करा:
- वरील टूलबारवरील नोझल आणि मटेरियल टॅबवर क्लिक करा Cura.
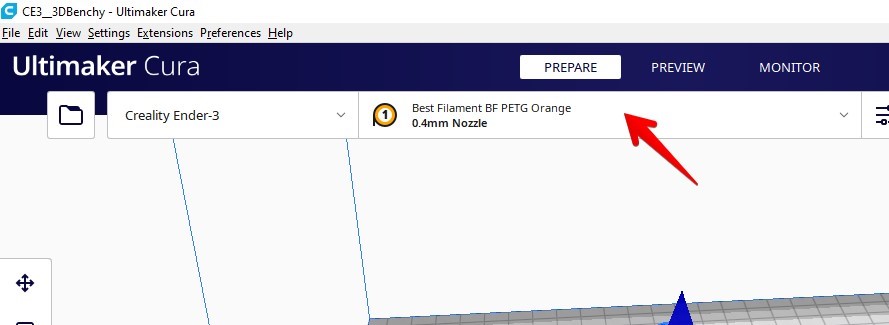
- पॉप अप होणाऱ्या सबमेनूमध्ये, तुम्हाला दोन विभाग दिसतील; नोझलचा आकार आणि सामग्री .
- नोझल आकार वर क्लिक करा आणि तुम्ही वापरत असलेल्या नोजलचा आकार निवडा.
<27
- मटेरियल वर क्लिक करा आणि तुम्ही वापरत असलेल्या फिलामेंटचा ब्रँड आणि सामग्री निवडा.
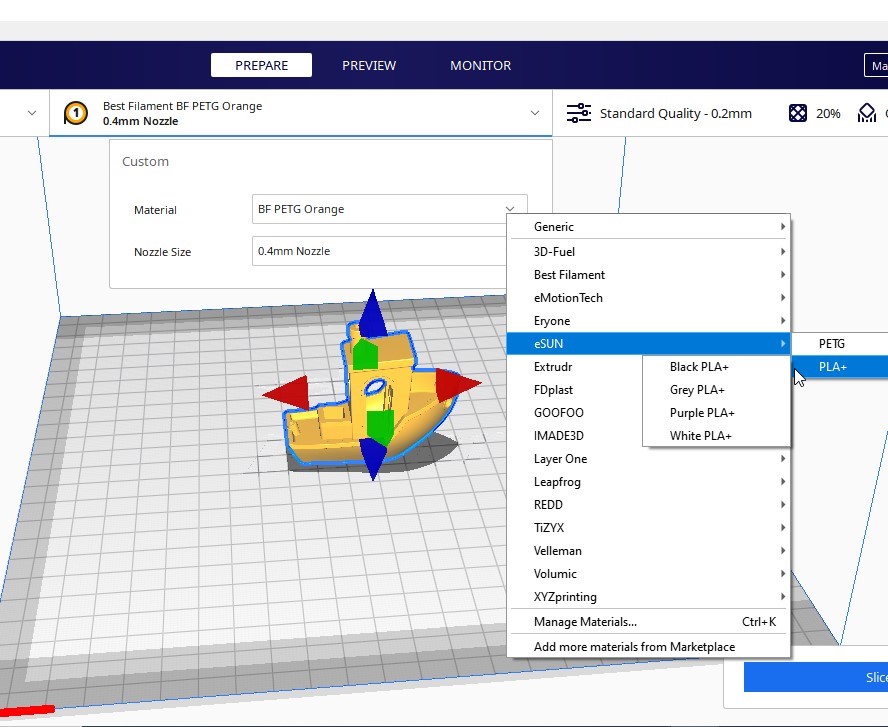
- जर तुम्ही वापरत असलेला विशिष्ट ब्रँड तेथे नाही, तुम्ही नेहमी सानुकूल सामग्री म्हणून किंवा क्युरामध्ये अॅड-ऑन म्हणून आणखी काही जोडू शकता.
तुमची प्रिंट प्रोफाइल सेट करा
तुमची प्रिंट प्रोफाइल हे मुळात सेटिंग्जचे संकलन आहे जे तुमचे मॉडेल कसे मुद्रित केले जाते ते नियंत्रित करते. हे महत्त्वाचे ठरतेतुमच्या मॉडेलचे रिझोल्यूशन, प्रिंट स्पीड आणि ते वापरत असलेल्या सपोर्टची संख्या यासारखे व्हेरिएबल्स.
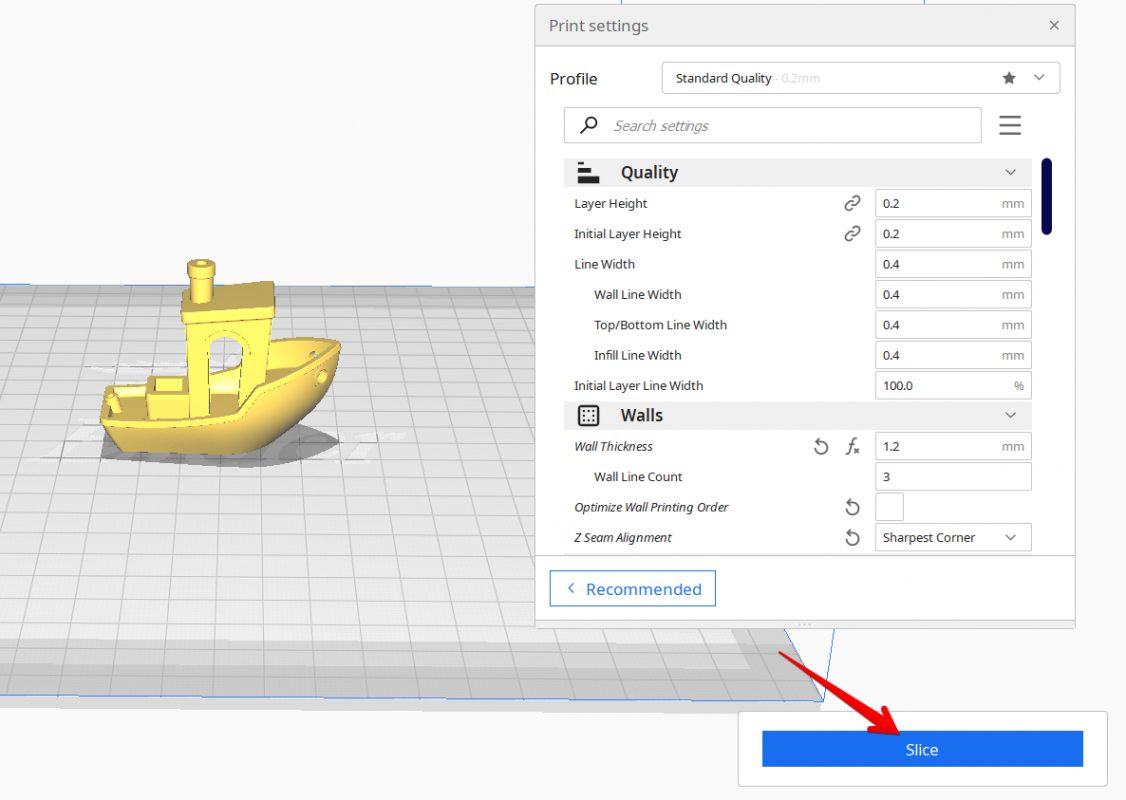
यामध्ये प्रवेश करण्यासाठी, वरच्या उजव्या कोपर्यात असलेल्या प्रिंट सेटिंग बॉक्सवर क्लिक करा. तुम्हाला शिफारस केलेल्या सेटिंग्जची सूची दिसेल.
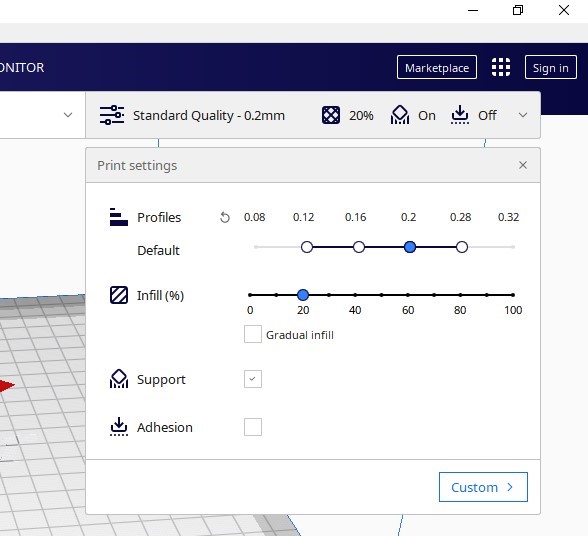
हे नवशिक्यांसाठी आहे, त्यामुळे स्लायसरच्या पर्यायांच्या संख्येने ते भारावून जात नाहीत. तुम्ही येथे सपोर्ट सेट करू शकता, घनता भरू शकता, प्लेट आसंजन (राफ्ट आणि ब्रिम्स) तयार करू शकता.
अधिक सेटिंग्ज आणि कार्यक्षमतेमध्ये प्रवेश करण्यासाठी खालच्या उजव्या बाजूला असलेल्या सानुकूल बटणावर क्लिक करा.
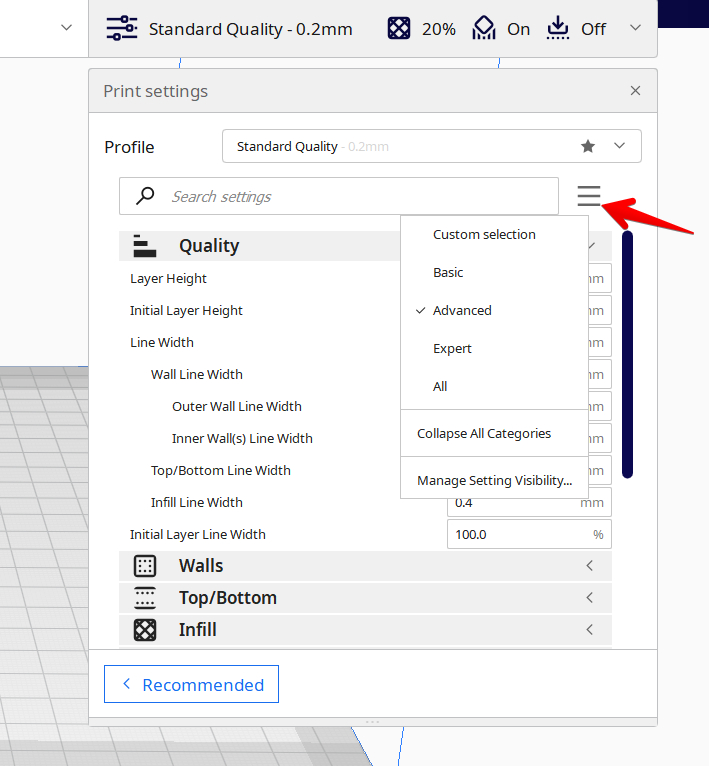
येथे, तुम्हाला Cura ऑफर करत असलेल्या प्रिंट सेटिंग्जच्या संपूर्ण सूटमध्ये प्रवेश आहे. या व्यतिरिक्त, तुम्ही तुमच्या प्रिंटिंग अनुभवाचा कोणताही भाग त्यांच्यासोबत सानुकूलित करू शकता.
तीन आडव्या रेषांवर क्लिक करून कोणती सेटिंग्ज दाखवायची याचे दृश्य तुम्ही समायोजित करू शकता आणि मूलभूत, प्रगत आणि & तज्ञ, किंवा तुमचे स्वतःचे दृश्य सानुकूलित करा.
क्युराकडे देखील एक क्षेत्र आहे जिथे त्यांनी तुमच्यासाठी आधीपासून प्रीसेट केले आहेत जे तुम्हाला हवे आहेत, मुख्यतः स्तर उंचीवर आधारित.
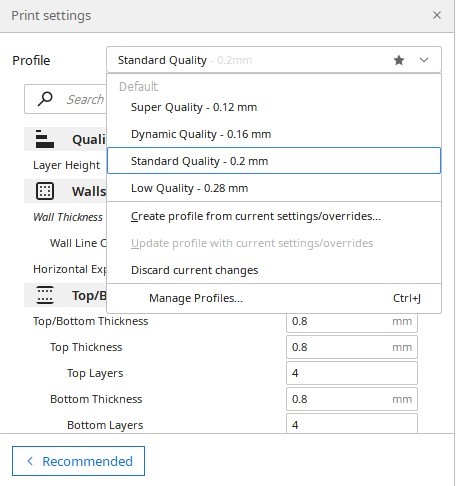
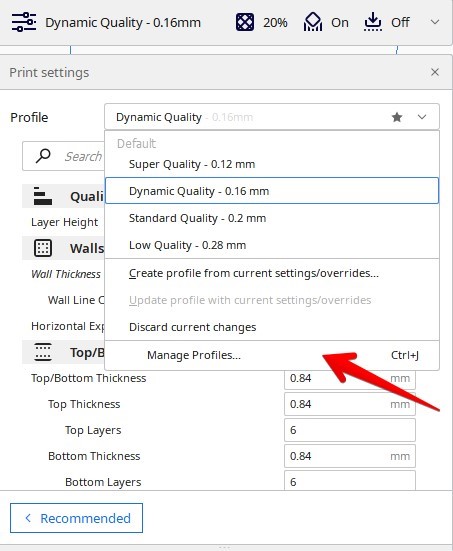
- प्रिंट प्रोफाइलवर क्लिक करा
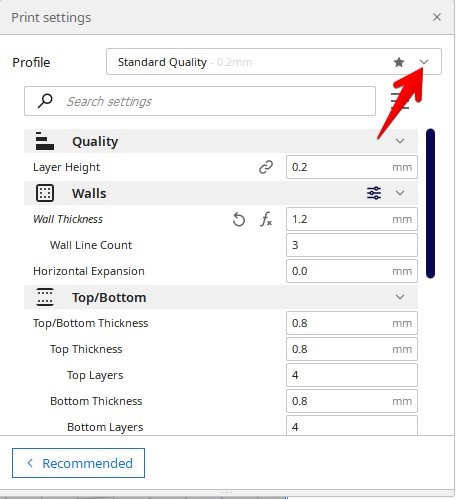
- दिसणाऱ्या सब-मेनूमध्ये, सुपर क्वालिटी, डायनॅमिक क्वालिटी मधील निवडा , मानक गुणवत्ता & कमी गुणवत्ता.
लक्षात ठेवा की उच्च रिझोल्यूशन (कमी संख्या) तुमच्या 3D प्रिंटच्या स्तरांची संख्या वाढवेल, परिणामी मुद्रण वेळ लक्षणीयरीत्या जास्त होईल.
- संवाद बॉक्समध्ये बदल ठेवा वर क्लिक करातुम्हाला ठेवायचे असलेले कोणतेही बदल तुम्ही केले असल्यास पॉप अप होईल.
- आता तुम्ही तुमच्या विशिष्ट प्रिंटसाठी इतर सेटिंग्ज सुधारू शकता जसे की प्रिंटिंग तापमान आणि सपोर्ट
तसेच, तुमच्याकडे कस्टम असल्यास आपण बाह्य स्त्रोतांकडून आयात करू इच्छित असलेल्या सेटिंग्ज, Cura त्यांना आपल्या स्लायसरमध्ये जोडण्याचा मार्ग प्रदान करते. तुम्ही ते कसे करू शकता ते येथे आहे.
- मेनूमध्ये, प्रोफाइल व्यवस्थापित करा
- <10 वर क्लिक करा>पॉप अप होणाऱ्या विंडोमध्ये, आयात करा
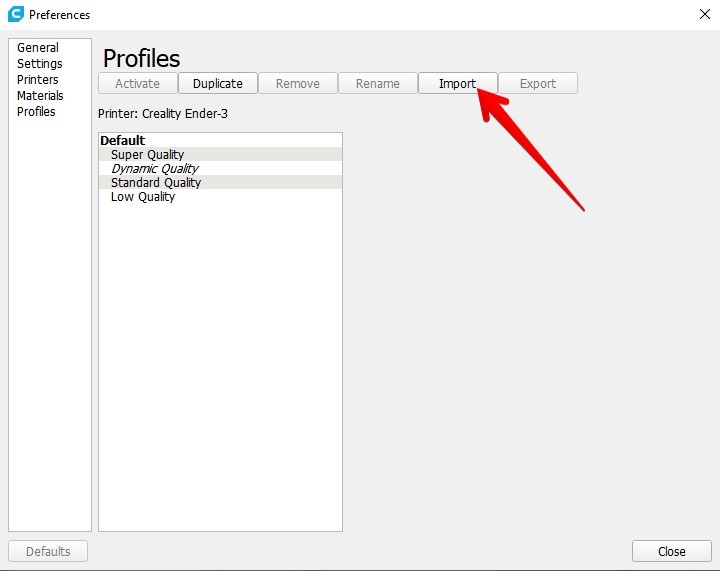
- निवडा तुमच्या फाइल सिस्टममध्ये एक विंडो उघडेल. तुम्हाला आयात करायचे असलेले प्रोफाइल शोधा आणि त्यावर क्लिक करा.
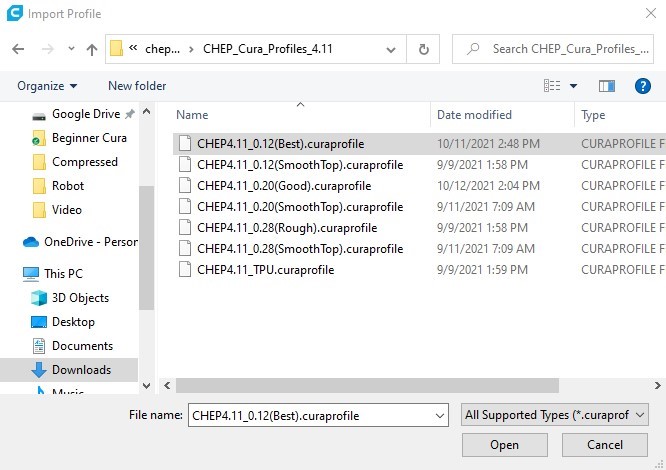
- क्युरा प्रोफाइल यशस्वीरित्या जोडले असा संदेश प्रदर्शित करेल.
- तुमच्या प्रोफाइल सूचीवर जा, आणि तुम्हाला तेथे नवीन प्रोफाइल दिसेल.
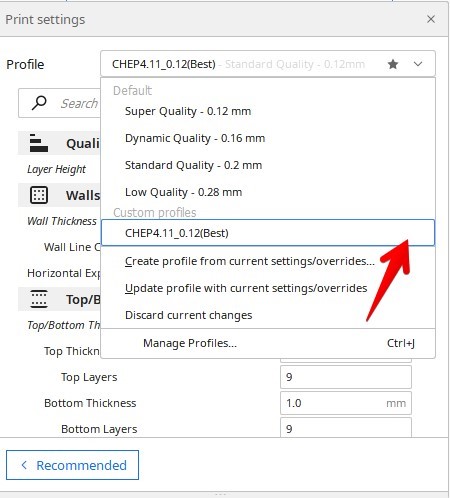
- त्यावर क्लिक करा आणि नवीन प्रोफाइल त्याच्या प्रिंट सेटिंग्ज लोड करेल.
क्युरा कसे सेट करायचे ते खालील व्हिडिओ पहा. सानुकूल प्रोफाइल.
स्लाइस आणि सेव्ह करा
एकदा तुम्ही सर्व सेटिंग्ज योग्यरित्या ऑप्टिमाइझ केल्यावर, प्रिंटिंगसाठी मॉडेल तुमच्या प्रिंटरवर पाठवण्याची वेळ आली आहे. असे करण्यासाठी, तुम्हाला प्रथम त्याचे तुकडे करावे लागतील.
तुमच्या स्क्रीनच्या खालच्या उजव्या बाजूला स्लाइस बटण शोधा आणि त्यावर क्लिक करा. ते मॉडेलचे तुकडे करेल आणि तुम्हाला प्रिंटचे पूर्वावलोकन दाखवेल, ते किती सामग्री वापरेल आणि प्रिंटिंग वेळ दर्शवेल.
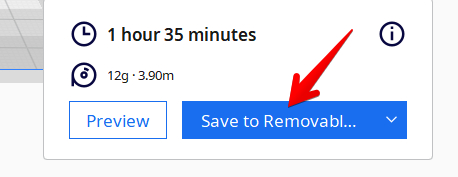
स्लाइस केल्यानंतर, पाठवण्याची वेळ आली आहे प्रिंटिंगसाठी तुमच्या प्रिंटरचे मॉडेल.
जेव्हा तुमच्याकडे आधीच तुमचे SD कार्ड असेलप्लग इन केले असल्यास, तुमच्याकडे “काढता येण्याजोग्या डिस्कवर सेव्ह” करण्याचा पर्याय असेल.
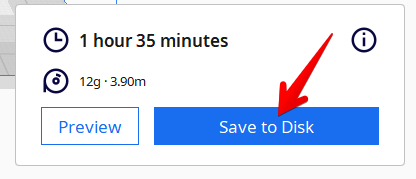
जर नसेल, तर तुम्ही “डिस्कवर सेव्ह” करू शकता आणि फाइल तुमच्या SD कार्डवर हस्तांतरित करू शकता. नंतर.
क्युरा सेटिंग्ज कसे वापरायचे
आम्ही नमूद केल्याप्रमाणे, तुम्ही प्रिंट सेटिंग्जद्वारे क्युरामधील तुमच्या 3D प्रिंटिंग अनुभवाचे प्रत्येक पैलू सानुकूलित करू शकता. तथापि, ते सर्व एकाच वेळी वापरणे नवशिक्यासाठी काहीसे जबरदस्त असू शकते.
म्हणून, आम्ही काही सामान्यतः वापरल्या जाणार्या सेटिंग्ज आणि त्यांच्या कार्यांची सूची संकलित केली आहे. हे "प्रगत" दृश्यात आहेत, म्हणून मी इतर सेटिंग्जवर जाईन जे सर्वात सामान्य आणि संबंधित आहेत.
त्यामध्ये जाऊ या.
गुणवत्ता सेटिंग्ज
द क्युरा मधील गुणवत्ता सेटिंग्ज प्रामुख्याने लेयरची उंची आणि रेषेच्या रुंदीने बनलेली असतात, जे घटक आपल्या 3D प्रिंटची गुणवत्ता किती उच्च किंवा कमी असेल हे ठरवतात.
आमच्याकडे आहे:
- स्तराची उंची
- रेषेची रुंदी
- प्रारंभिक स्तराची उंची
- प्रारंभिक स्तर रेषेची रुंदी
40>
स्तर उंची
क्युरा मधील मानक 0.4mm नोजलसाठी डीफॉल्ट लेयरची उंची 0.2mm आहे, जी गुणवत्ता आणि एकूण प्रिंट वेळ यांच्यात उत्तम संतुलन प्रदान करते. पातळ थरांमुळे तुमच्या मॉडेलची गुणवत्ता वाढेल परंतु अधिक स्तरांची आवश्यकता असेल, म्हणजे मुद्रणाच्या वेळेत वाढ.
आणखी एक गोष्ट लक्षात ठेवायची आहे की लेयरची उंची बदलताना तुम्ही तुमचे मुद्रण तापमान कसे समायोजित करू शकता कारण ते कसे प्रभावित करते जास्त फिलामेंट गरम होत आहेवर.
जाड थर अधिक मजबूत 3D प्रिंट तयार करण्यासाठी ओळखले जातात, त्यामुळे कार्यशील मॉडेलसाठी 0.28mm ची लेयर उंची अधिक चांगली असू शकते.
अधिक माहितीसाठी, तपासा माझा लेख 3D प्रिंटिंगसाठी कोणती लेयरची उंची सर्वोत्तम आहे?
रेषा रुंदी
क्युरा मधील मानक 0.4mm नोजलसाठी डीफॉल्ट रेषेची रुंदी 0.4mm किंवा समान आहे नोजल व्यास म्हणून. तुमच्या ओळींची रुंदी बदलण्याचा मार्ग म्हणून तुम्ही तुमच्या रेषेची रुंदी वाढवू किंवा कमी करू शकता.
क्युराने नमूद केले आहे की तुम्ही हे मूल्य नोजलच्या व्यासाच्या 60-150% दरम्यान ठेवावे, किंवा एक्सट्रूझन अवघड असू शकते.
प्रारंभिक लेयरची उंची
हे मूल्य चांगल्या बिल्ड प्लेट आसंजनासाठी प्रारंभिक स्तराची उंची वाढवते. त्याचे डीफॉल्ट मूल्य 0.2 मिमी आहे, परंतु तुम्ही ते 0.3 किंवा 0.4 मिमी पर्यंत वाढवू शकता जेणेकरून बिल्ड प्लेटवर फिलामेंटचा ठसा मोठा असेल.
प्रारंभिक स्तर रेषेची रुंदी
क्युरा मधील डीफॉल्ट प्रारंभिक रेषेची रुंदी 100% आहे. तुमच्या पहिल्या लेयरमध्ये काही अंतर असल्यास, तुम्ही चांगल्या पहिल्या लेयरसाठी ओळीची रुंदी वाढवू शकता.
भिंती सेटिंग्ज
सेटिंग्जचा हा गट प्रिंटच्या बाह्य शेलची जाडी आणि ती कशी छापली जाते यावर नियंत्रण ठेवतो.
आमच्याकडे आहे:
- भिंतीची जाडी
- वॉल लाइन काउंट
- भिंतींमधील अंतर भरा
41>
भिंतीची जाडी
भिंतीसाठी डीफॉल्ट मूल्य क्युरामध्ये जाडी 0.8 मिमी आहे. तुम्हाला मजबूत हवे असल्यास तुम्ही ते वाढवू शकता