
বিষয়বস্তুৰ তালিকা
যেতিয়া মই প্ৰথমবাৰৰ বাবে 3D প্ৰিন্টিং আৰম্ভ কৰিছিলো, মই মানাংকন পৰীক্ষাৰ বিষয়ে বেছি নাজানিছিলো গতিকে মই মাত্ৰ পোনে পোনে 3D প্ৰিন্টিং বস্তুৰ মাজলৈ গৈছিলো। ক্ষেত্ৰখনৰ কিছু অভিজ্ঞতাৰ পিছত মই জানিব পাৰিলোঁ যে 3D প্ৰিন্টিং মানাংকন পৰীক্ষাসমূহ কিমান গুৰুত্বপূৰ্ণ।
শ্ৰেষ্ঠ 3D প্ৰিন্টিং মানাংকন পৰীক্ষাসমূহৰ ভিতৰত আছে 3DBenchy, XYZ Calibration Cube, Smart Compact Temperature Calibration, আৰু MINI All In আপোনাৰ 3D প্ৰিন্টাৰ দক্ষতাৰে বিন্যাস কৰাৰ বাবে এটা পৰীক্ষা।
এই প্ৰবন্ধটোৰ মাজেৰে পঢ়ি থাকিব যাতে আটাইতকৈ জনপ্ৰিয় 3D প্ৰিন্টিং মানাংকন পৰীক্ষাসমূহ কি, যাতে আপুনি আপোনাৰ মডেলৰ মান আৰু সফলতাৰ হাৰ উন্নত কৰিব পাৰে।
1 . 3DBenchy
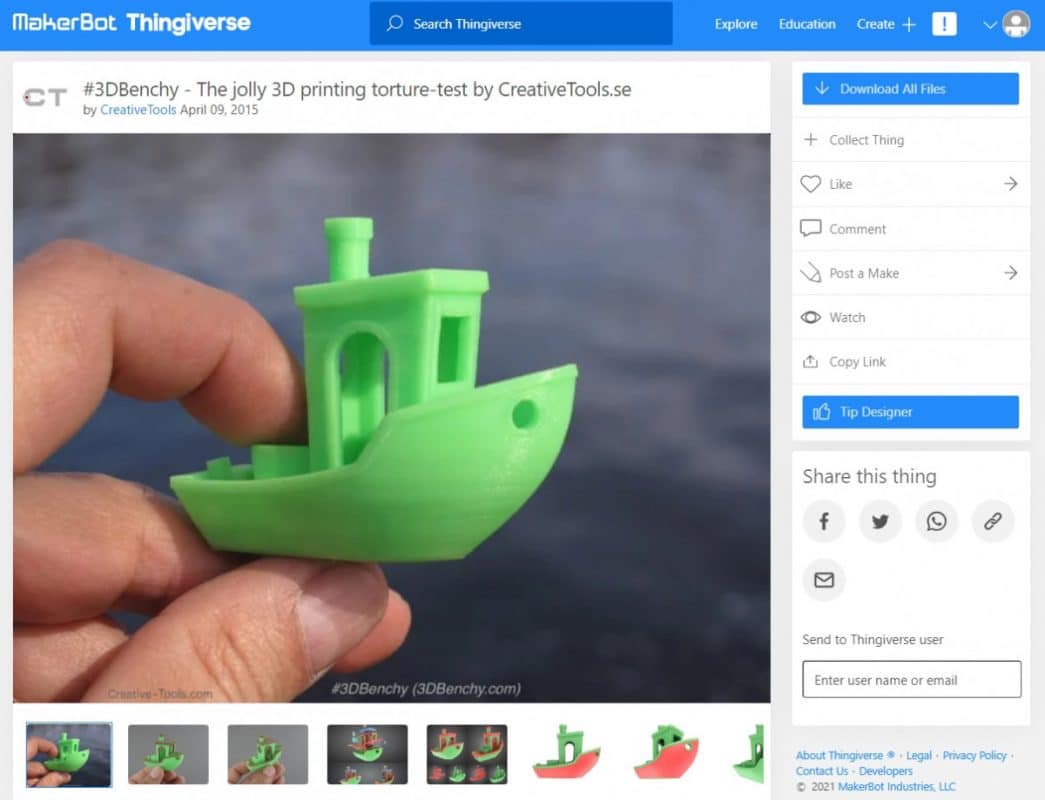
3DBenchy সম্ভৱতঃ সৰ্বকালৰ আটাইতকৈ 3D প্ৰিন্ট কৰা বস্তু আৰু আটাইতকৈ জনপ্ৰিয় মানাংকন পৰীক্ষা, ব্যৱহাৰকাৰীসকলক এটা “নিৰ্যাতন পৰীক্ষা” দিয়ে যিটো চাবলৈ ব্যৱহাৰ কৰিব পাৰি এটা 3D প্ৰিন্টাৰ কিমান ভাল কাম কৰিব পাৰে।
লক্ষ্য হৈছে এটা 3DBenchy 3D প্ৰিন্ট কৰা যি সফলতাৰে অভাৰহেং, ব্ৰীজিং, হেলনীয়া, সৰু বিৱৰণ, আৰু মাত্ৰিক সঠিকতা নিয়ন্ত্ৰণ কৰিব পাৰে। আপুনি আপোনাৰ Benchy কি জোখা উচিত তাৰ নিৰ্দিষ্ট জোখ 3DBenchy জোখ পৃষ্ঠাত পাব পাৰে।
TeachingTech এ এটা ভাল ভিডিঅ' বনাইছে যি আপোনাৰ 3DBenchy কেনেকৈ সমস্যা সমাধান কৰিব লাগে যদি ই নিখুঁত নহয়।
আনকি এটা 3DBenchy Facebook Group আছে য'ত আপুনি পৰামৰ্শ বিচাৰিব পাৰে আৰু আপোনাৰ Benchy সম্পৰ্কে কিছু মতামত ল'ব পাৰে।
এজন ব্যৱহাৰকাৰীয়ে আৱিষ্কাৰ কৰা এটা আকৰ্ষণীয় টিপছ হ'ল আপুনি under or over পৰীক্ষা কৰিব পাৰে
সৃষ্টিকৰ্তাই কয় যে লেটিচ কিউব প্ৰিন্ট কৰাৰ সময়ত সৰ্বোত্তম ফলাফলৰ বাবে আপোনাৰ স্তৰৰ উচ্চতা 0.2mm লৈ ৰখাটো ভাল।
তলৰ ভিডিঅ'টো মেকাৰছ মিউজৰ দ্বাৰা লেটিচ কিউব টৰ্চাৰ টেষ্টৰ এটা ভাল পৰিচয় গতিকে অধিক জানিবলৈ ইয়াক এটা ঘড়ী দিয়ক।
লেটিচ কিউব টৰ্চাৰ টেষ্ট লেজাৰলৰ্ডে সৃষ্টি কৰিছিল।
13 . আলটিমেট এক্সট্ৰুডাৰ মানাংকন পৰীক্ষা
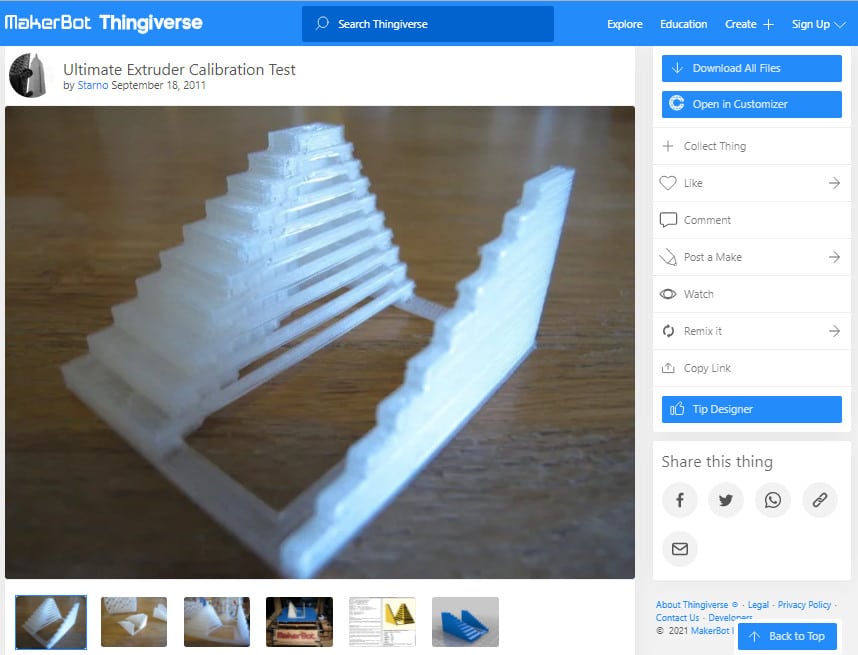
আলটিমেট এক্সট্ৰুডাৰ মানাংকন পৰীক্ষাই আপোনাৰ 3D প্ৰিন্টাৰ উষ্ণতা আৰু ভ্ৰমণৰ গতি মানাংকন কৰি দলং আৰু ফাঁক দূৰত্ব প্ৰিন্ট কৰাৰ ক্ষমতাক টিউন কৰে।
এই মডেল ব্যৱহাৰ কৰিলে আপুনি চাব পাৰিব যে আপোনাৰ দলংসমূহে লক্ষণীয় অসম্পূৰ্ণতা নোহোৱাকৈ কিমান দূৰলৈ যাব পাৰে। যদি আপুনি দলংসমূহ লৰচৰ কৰিবলৈ আৰম্ভ কৰে, তেন্তে ইয়াৰ অৰ্থ হ'ল আপুনি উষ্ণতা কম কৰিব লাগিব।
ইয়াৰ উপৰিও, মডেলৰ ভিতৰত ডাঙৰ ফাঁক আছে যিটো ওলোটা বা ভ্ৰমণৰ গতিৰ ছেটিংছ পৰীক্ষা কৰাৰ বাবে অতি উত্তম। অতিৰিক্ত শ্বেলসমূহ 0 লে সংহতি কৰা আৰু সময় ৰাহি কৰিবলে আৰু মডেলটো দ্ৰুতভাৱে প্ৰিন্ট কৰিবলে যিমান পাৰি কম ইনফিল ব্যৱহাৰ কৰাটোও উপদেশিত।
যিসকলে আলটিমেট এক্সট্ৰুডাৰ মানাংকন পৰীক্ষা চেষ্টা কৰিছে তেওঁলোকে কয় যে এইটো এটা অতি উপযোগী মানাংকন প্ৰিন্ট যিটো
মডেলটো প্ৰিন্ট কৰা এজন ব্যৱহাৰকাৰীয়ে কয় যে PrusaSlicer ত ফাঁক পূৰণৰ গতি হ্ৰাস কৰিলে বিশেষভাৱে উন্নত স্থিৰতা পোৱা যায়প্ৰিন্ট কৰাৰ সময়ত।
আপুনি আপোনাৰ নিজৰ চলকসমূহ ব্যৱহাৰ কৰি এই আৰ্হি স্বনিৰ্বাচিত কৰিব পাৰে। ইয়াৰ বাবে, সৃষ্টিকৰ্তাই পৃষ্ঠাৰ বিৱৰণত নিৰ্দেশনা এৰি থৈ গৈছে যিবোৰ আপুনি সহজে অনুসৰণ কৰিব পাৰে।
আলটিমেট এক্সট্ৰুডাৰ মানাংকন পৰীক্ষা Starno দ্বাৰা সৃষ্টি কৰা হৈছে।
14. স্বনিৰ্বাচিত 3D সহনশীলতা পৰীক্ষা
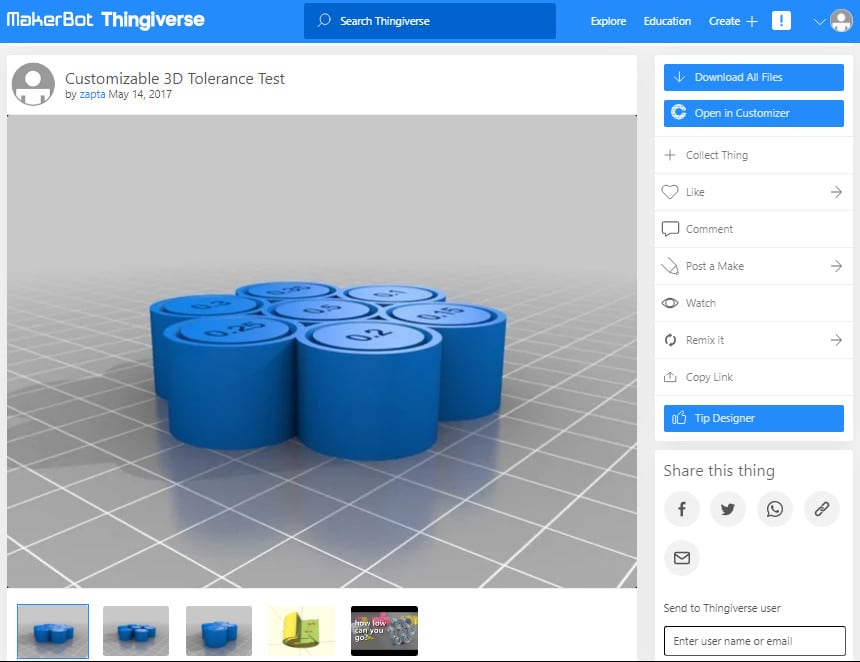
স্বনিৰ্বাচিত 3D সহনশীলতা পৰীক্ষাই আপোনাৰ প্ৰিন্টাৰ সঠিকতা টিউন কৰে আৰু নিৰ্ধাৰণ কৰে যে আপোনাৰ 3D প্ৰিন্টাৰ বাবে কিমান ক্লিয়াৰেন্স সৰ্বোত্তম।
3D প্ৰিন্টিঙত সহনশীলতা হ'ল আপোনাৰ 3D প্ৰিন্ট কৰা মডেলটোৱে ডিজাইন কৰা মডেলৰ মাত্ৰাৰ সৈতে কিমান সঠিকভাৱে মিলে। আমি সৰ্বোত্তম ফলাফলৰ বাবে বিচ্যুতিৰ পৰিমাণ যিমান পাৰি কম কৰিব বিচাৰো।
এইটো এনেকুৱা এটা কাম যিটো আপুনি একেলগে ফিট হ'ব পৰা অংশ বনাব বিচৰাৰ সময়ত মানাংকন কৰাটো প্ৰয়োজনীয়।
এই মডেলটো গঠিত ৭টা চিলিণ্ডাৰৰ, প্ৰত্যেকৰে নিজস্ব নিৰ্দিষ্ট সহনশীলতা থাকে। মডেলটো প্ৰিন্ট কৰাৰ পিছত আপুনি কোনবোৰ চিলিণ্ডাৰ টানকৈ আবদ্ধ হৈ আছে আৰু কোনবোৰ ঢিলা হৈছে সেইবোৰ ভালদৰে পৰীক্ষা কৰিব।
See_also: 3D প্ৰিন্টাৰ এটাই কিমান বৈদ্যুতিক শক্তি ব্যৱহাৰ কৰে?যিবোৰ ঢিলা হৈছে সেইবোৰ স্ক্ৰু ড্ৰাইভাৰৰ সহায়ত সহজেই উলিয়াই আনিব পাৰি। এইদৰে, আপুনি আপোনাৰ 3D প্ৰিন্টাৰ বাবে সৰ্বোত্তম সহনশীলতা মান নিৰ্ধাৰণ কৰিব পাৰিব।
মেকাৰৰ মিউজৰ নিম্নলিখিত ভিডিঅ'ই সুন্দৰভাৱে ব্যাখ্যা কৰে যে সহনশীলতা কি আৰু আপুনি ইয়াক আপোনাৰ 3D প্ৰিন্টাৰ বাবে কেনেকৈ পৰীক্ষা কৰিব পাৰে।
এজন ব্যৱহাৰকাৰীয়ে ০% ইনফিলৰ সৈতে মডেলটো প্ৰিন্ট কৰিবলৈ পৰামৰ্শ দিয়ে নহ'লে গোটেই মডেলটো একেলগে ফিউজ হ'ব পাৰে। আপুনি এই প্ৰিন্টৰ সৈতে ৰাফ্ট ব্যৱহাৰ কৰিব পাৰে উন্নত আঠাযুক্ততাৰ বাবে আৰু প্ৰতিৰোধ কৰিবলৈwarping.
কাষ্টমাইজেবল 3D সহনশীলতা পৰীক্ষা zapta দ্বাৰা সৃষ্টি কৰা হৈছিল।
15. আল্ট্ৰাফাষ্ট & অৰ্থনৈতিক ষ্ট্ৰিং পৰীক্ষা
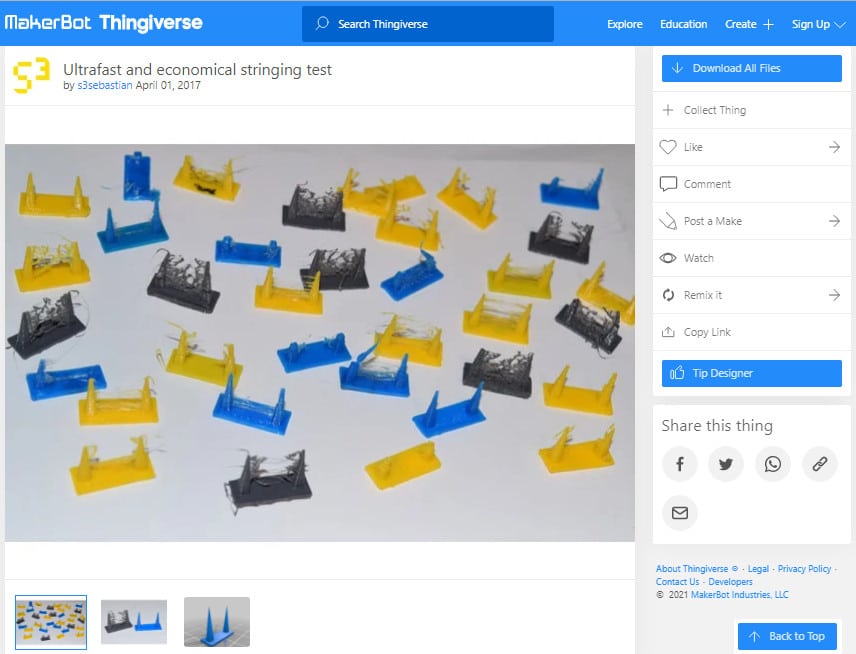
আল্ট্ৰাফাষ্ট আৰু অৰ্থনৈতিক ষ্ট্ৰিং পৰীক্ষা আপোনাৰ 3D প্ৰিন্টসমূহত ষ্ট্ৰিং কৰাৰ বাবে এটা দ্ৰুত আৰু সহজ সমাধান যি কোনো অতিৰিক্ত প'ষ্ট-প্ৰচেছিং পদক্ষেপৰ প্ৰয়োজন নাই।
এই মডেলে আপোনাক প্ৰিন্ট কৰা দুটা পিৰামিডত ষ্ট্ৰিং কৰা পৰ্যবেক্ষণ কৰাৰ লগে লগে প্ৰিন্ট বন্ধ কৰাৰ সুবিধা দিয়ে। তাৰ পিছত আপুনি আপোনাৰ প্ৰত্যাহাৰ বা উষ্ণতা সংহতিসমূহ টুইক কৰিব পাৰে, আৰু মানাংকন অব্যাহত ৰাখিবলৈ এই আৰ্হিসমূহৰ আন এটা প্ৰিন্ট কৰিব পাৰে।
যদি সমস্যাটো এতিয়াও থাকে, মই মোৰ আন এটা প্ৰবন্ধ পৰীক্ষা কৰিবলৈ অতিশয় পৰামৰ্শ দিওঁ যিয়ে সমাধান কৰাৰ 5টা উপায়ৰ বিষয়ে আলোচনা কৰে আপোনাৰ 3D প্ৰিন্টসমূহত ষ্ট্ৰিং আৰু অ'জিং।
যিসকল লোকে এই মডেলৰ সৈতে তেওঁলোকৰ 3D প্ৰিন্টাৰ মানাংকন কৰিবলৈ চেষ্টা কৰিছে তেওঁলোকে সৃষ্টিকৰ্তাৰ প্ৰতি বহুত প্ৰশংসা দেখুৱাইছে। এই মডেলটো প্ৰিন্ট কৰিবলৈ প্ৰায় ৪ মিনিট সময় লাগে আৰু ইয়াত অতি কম ফিলামেণ্ট ব্যৱহাৰ কৰা হয়।
ই আপোনাৰ সময় আৰু ধন দুয়োটা ৰাহি কৰে, আৰু আপোনাৰ অংশত ষ্ট্ৰিংৰ পৰা মুক্তি পোৱাটো সম্ভৱ কৰে, যিটো হ'ল যেতিয়া নজেলে অতিৰিক্ত বাহিৰলৈ ঠেলি দিয়ে ফিলামেণ্ট আৰু আপোনাৰ প্ৰিন্টত সামগ্ৰীৰ সৰু ষ্ট্ৰিং এৰি দিয়ে।
আপুনি ষ্ট্ৰিং কেনেকৈ চিনাক্ত কৰিব লাগে আৰু প্ৰত্যাহাৰ সংহতিসমূহে অন্য কাৰকৰ মাজত এই অসম্পূৰ্ণতাক কিয় প্ৰভাৱিত কৰে তাৰ এটা দৃশ্যমান ধাৰণা পাবলৈ নিম্নলিখিত ভিডিঅ'টোও চাব পাৰে>মন কৰিবলগীয়া যে আপোনাৰ ফিলামেণ্ট শুকান কৰি ৰখাটো সফল 3D প্ৰিন্ট পোৱাৰ কামৰ আধা।মই এটা প্ৰ'ৰ দৰে ফিলামেণ্ট কেনেকৈ শুকুৱাব লাগে তাৰ এটা চূড়ান্ত গাইড একেলগে ৰাখিছো গতিকে এটা গভীৰ টিউটোৰিয়েলৰ বাবে সেইটো পৰীক্ষা কৰক।
আল্ট্ৰাফাষ্ট আৰু ইকনমিক ষ্ট্ৰিং পৰীক্ষা s3sebastian দ্বাৰা সৃষ্টি কৰা হৈছিল>১৬. বিচনা কেন্দ্ৰ মানাংকন পৰীক্ষা
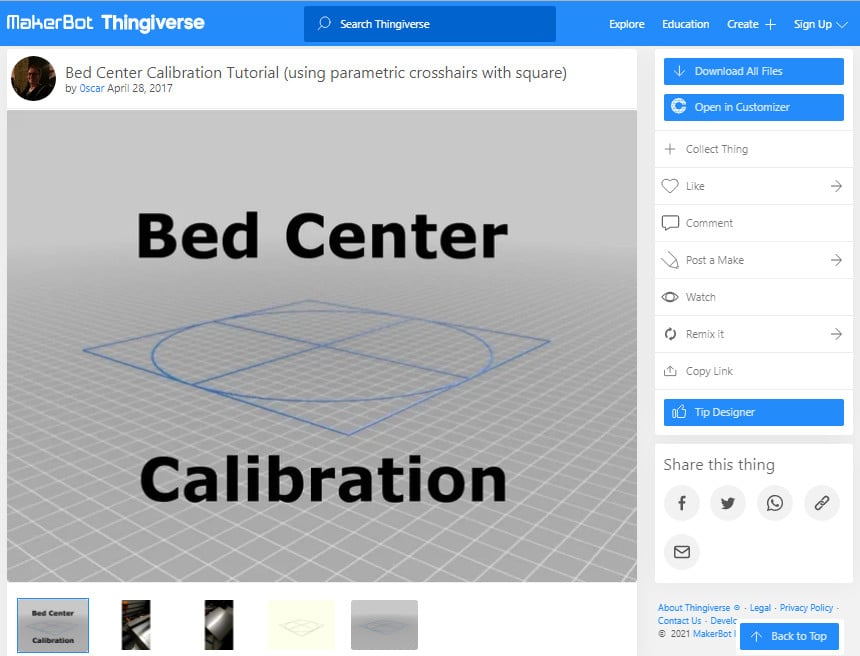
বিচনা কেন্দ্ৰ মানাংকন পৰীক্ষাই আপোনাৰ প্ৰিন্ট বিচনাক পুনৰ কেন্দ্ৰিত কৰে আৰু আপোনাৰ 3D প্ৰিন্টাৰ চিনি পোৱা বিচনাৰ কেন্দ্ৰক, প্ৰকৃত কেন্দ্ৰলৈ সলনি কৰাত সহায় কৰে এই মডেল প্ৰিন্ট কৰিলে আপোনাৰ প্ৰিন্ট বেড নিখুঁতভাৱে কেন্দ্ৰীভূত হৈছে নে নাই সেয়া স্পষ্টকৈ চাব পাৰিব, আৰু এইটো এনেকুৱা এটা বস্তু যিটো কেন্দ্ৰৰ পৰা অফছেট নোহোৱাকৈ অংশ বনাবলৈ প্ৰয়োজনীয়।
মডেলত ক্ৰছ বৈশিষ্ট্য আপোনাৰ প্ৰিন্ট বেডৰ হুবহু মাজত হ'ব লাগে আৰু বাহিৰৰ বৰ্গক্ষেত্ৰৰ পৰা গৰম কৰা বিচনাৰ প্ৰান্তলৈকে দূৰত্ব সমান হ'ব লাগে।
যদি আপুনি আপোনাৰ বিচনাখন... কেন্দ্ৰ, আপুনি X আৰু Y দিশত অফছেট জুখিব লাগিব আৰু প্ৰিন্ট বেড মানাংকন কৰিবলে আপোনাৰ ফাৰ্মৱেৰত বেড কেন্দ্ৰ মান সলনি কৰিব লাগিব।
See_also: প্ৰিন্টৰ সময়ত এক্সট্ৰুডাৰত আপোনাৰ ফিলামেণ্ট ভাঙি যোৱা কেনেকৈ বন্ধ কৰিব পাৰিবেড কেন্দ্ৰীকৰণৰ ওপৰত নিম্নলিখিত ভিডিঅ' এই প্ৰক্ৰিয়াত গভীৰভাৱে যায়, গতিকে আপুনি নিশ্চিতভাৱে ইয়াক পৰীক্ষা কৰিব লাগে।
বেড চেণ্টাৰ মানাংকন পৰীক্ষা 0scar দ্বাৰা সৃষ্টি কৰা হৈছে।
17. লিথ'ফেন মানাংকন পৰীক্ষা
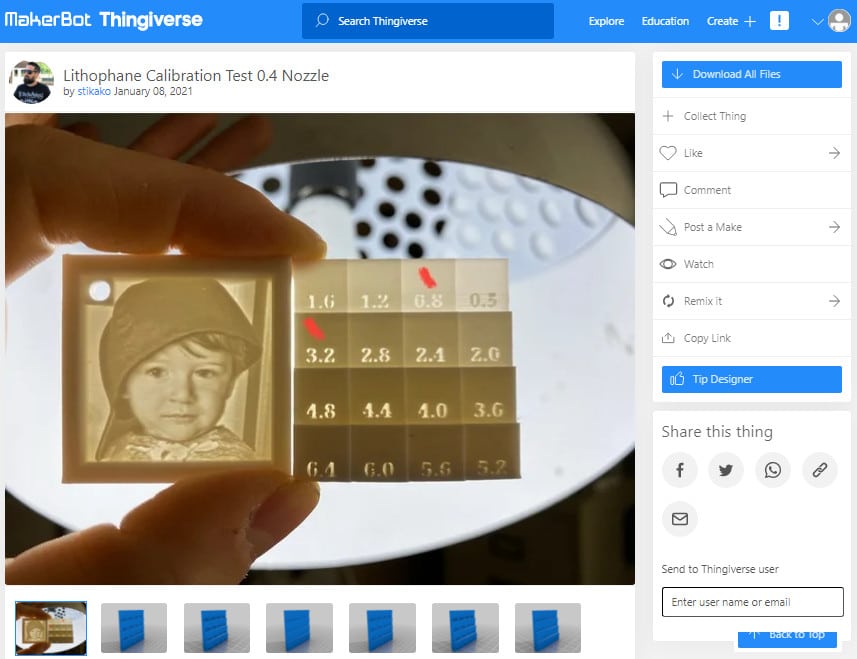
লিথ'ফেন মানাংকন পৰীক্ষা আৰ্হি এটা সহজ পৰীক্ষা যাৰ বাবে আপোনাক 3D প্ৰিন্ট কৰা লিথ'ফেনৰ বাবে সৰ্বোত্তম প্ৰিন্ট সংহতিসমূহ নিৰ্ধাৰণ কৰাত সহায় কৰে। ইয়াৰ বেৰৰ বেধৰ মানৰ এটা গোট আছে যি ০.৪ মিলিমিটাৰ বৃদ্ধি পায়, সহ...প্ৰথম 0.5mm মান ব্যতিক্ৰম।
ইয়াত সৃষ্টিকৰ্তাই মডেলৰ বাবে এৰি দিয়া পৰামৰ্শ দিয়া সংহতিসমূহ আছে:
- দেৱাল গণনা 10 (বা 4.0mm) – বা তাতকৈ অধিক
- কোনো ইনফিল নাই
- 0.1mm স্তৰৰ উচ্চতা
- এটা ব্ৰিম ব্যৱহাৰ কৰক
- প্ৰিণ্টৰ গতি 40mm বা তাতকৈ কম।
এই মডেলৰ ৪০x৪০মিমি আৰু ৮০x৮০মিমি সংস্কৰণ আছে, প্ৰতিটো আকাৰৰ বাবে তিনিটা ধৰণৰ:
- STD যিটোত উত্থাপিত আৰু গুহা সংখ্যাৰ সংমিশ্ৰণ অন্তৰ্ভুক্ত কৰা হৈছে
- RAISED য'ত কেৱল উত্থাপিত সংখ্যা থাকে
- BLANK য'ত কোনো সংখ্যা নাই
সৃষ্টিকৰ্তাই লিথ'ফেন প্ৰিন্ট কৰাৰ বাবে RAISED বা BLANK মডেল ব্যৱহাৰ কৰাৰ পৰামৰ্শ দিয়ে মানাংকন পৰীক্ষা আকাংক্ষিত ফলাফল লাভ কৰাৰ বাবে ভাল, গতিকে আপোনাৰ 3D প্ৰিন্টাৰ মানাংকন কৰিবলে পৰীক্ষা আৰু ভুল প্ৰণয়ন কৰক।
লিথ'পেন মানাংকন পৰীক্ষা stikako দ্বাৰা সৃষ্টি কৰা হৈছে।
18 । লেগো মানাংকন কিউব
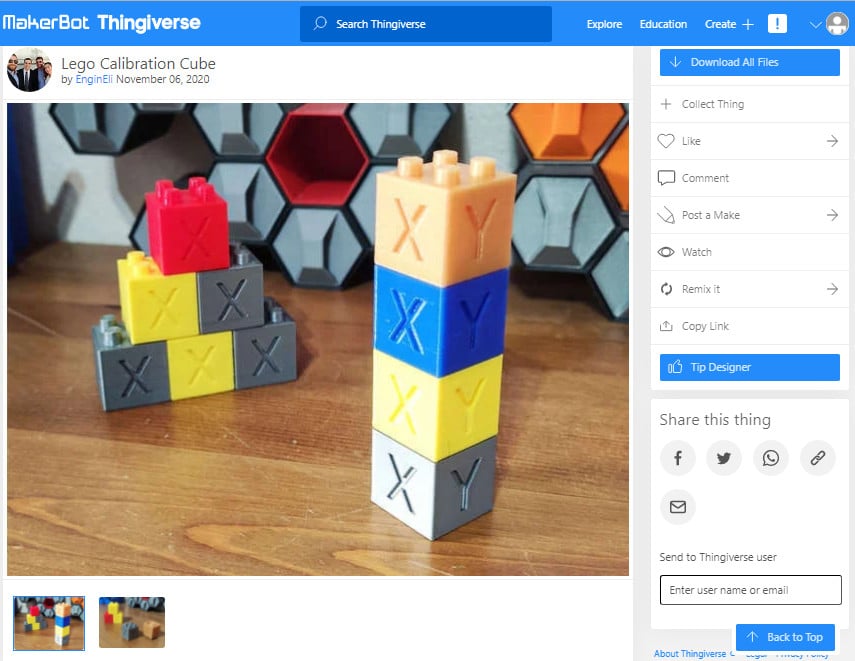
লেগো মানাংকন কিউব প্ৰিন্ট সহনশীলতা, পৃষ্ঠৰ মান, আৰু স্লাইচাৰ প্ৰফাইল পৰীক্ষা কৰাৰ বাবে এটা নিয়মীয়া মানাংকন কিউবৰ সৈতে একে, কিন্তু এইবোৰক ইটোৱে সিটোৰ ওপৰত ষ্টেক কৰিব পাৰি, যাৰ ফলত এটা অধিক দৃশ্যগতভাৱে সুখদায়ক আৰু উপযোগী মানাংকন কিউব।
এই মডেলে XYZ মানাংকন কিউবৰ দৰে একে কাম কৰে, কিন্তু ইয়াৰ পৰা এটা উন্নয়ন হিচাপে চাব পাৰি আনকি এটা শীতল প্ৰদৰ্শন বা খেলনা হিচাপেও ব্যৱহাৰ কৰিব পাৰি।
আদৰ্শগতভাৱে, আপুনি ঘনকটোৰ তিনিওটা অক্ষতে 20 মিমি জোখ ল'ব লাগে, যিটো আপুনি ডিজিটেলৰ এটা ছেটৰ সৈতে জুখিব লাগেকেলিপাৰসমূহ।

যদি নহয়, আপুনি আপোনাৰ 3D প্ৰিন্টাৰক ফাইন-টিউন কৰিবলে আৰু উচ্চ-মানৰ প্ৰিন্টসমূহ কৰিবলৈ ঘূৰি যাবলৈ প্ৰতিটো অক্ষৰ বাবে আপোনাৰ ই-পদক্ষেপসমূহ পৃথকে মানাংকন কৰিব পাৰিব।<1 | ১><৬>১৯. প্ৰবাহ হাৰ মানাংকন পদ্ধতি
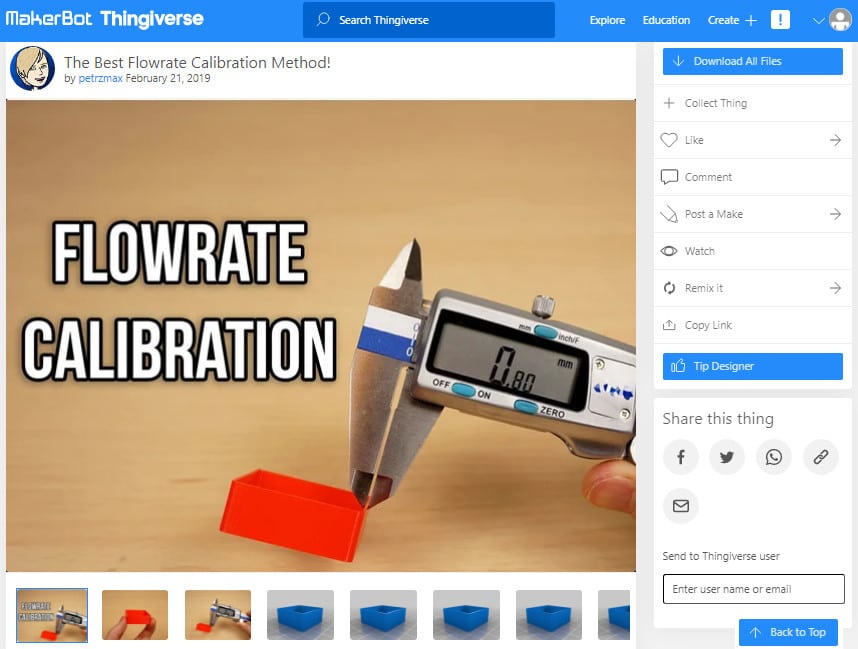
প্ৰবাহ হাৰ মানাংকন পদ্ধতি এটা ফলপ্ৰসূ পৰীক্ষা যি আপোনাক পৰীক্ষা আৰু ভুল ব্যৱহাৰ কৰি প্ৰবাহ হাৰ মানাংকন কৰাত সহায় কৰে, গতিকে আপোনাৰ 3D প্ৰিন্টাৰ সঠিক এক্সট্ৰুড কৰে ফিলামেণ্টৰ পৰিমাণ।
এই মানাংকন পৰীক্ষা আপোনাৰ প্ৰবাহ হাৰ টিউন কৰাৰ এটা দ্ৰুত আৰু সহজ উপায়, যি উচ্চ-মানৰ প্ৰিন্ট পোৱাৰ বাবে অপৰিহাৰ্য। কিন্তু, আপুনি আপোনাৰ প্ৰবাহৰ হাৰ পৰীক্ষা কৰাৰ আগতে নিশ্চিত কৰক যে আপোনাৰ ই-পদক্ষেপসমূহ মানাংকন কৰা হৈছে।
এইটো কোৱা হৈছে, ইয়াত আপুনি এই আৰ্হিৰ সৈতে আপোনাৰ প্ৰবাহৰ হাৰ কেনেকৈ সহজে মানাংকন কৰে।
পদক্ষেপ 1 আপোনাৰ নজেলৰ ব্যাসৰ সৈতে মিল থকা প্ৰবাহ হাৰ মানাংকন STL ফাইল ডাউনল'ড কৰক।
পদক্ষেপ 2. আপোনাৰ প্ৰবাহ হাৰ 100% লে সংহতি কৰি মডেল প্ৰিন্ট কৰক পদক্ষেপ 3. প্ৰিণ্ট কৰা মডেলৰ প্ৰতিখন বেৰৰ প্ৰস্থ জুখিব।
পদক্ষেপ 4. (A/B) ব্যৱহাৰ কৰি আপোনাৰ জোখৰ গড় লওক )*F সূত্ৰ। ফলস্বৰূপে পোৱা মান হ'ব আপোনাৰ নতুন প্ৰবাহৰ হাৰ।
- A = মডেলৰ প্ৰত্যাশিত জোখ
- B = মডেলৰ প্ৰকৃত জোখ
- F = মানাংকিত প্ৰবাহ হাৰৰ মানৰ সৈতে মডেলটো পুনৰ প্ৰিন্ট কৰক আৰু তাৰ পিছত মডেলটো জুখিব। যদি প্ৰকৃত জোখ প্ৰত্যাশিতৰ সমান হয়, আপুনি আপোনাৰ প্ৰবাহৰ হাৰ সফলভাৱে মানাংকন কৰিছে।
যদি নহয়, জুখি উলিওৱা মানৰ সৈতে প্ৰবাহৰ হাৰ পুনৰ গণনা কৰক আৰু দুয়োটা জোখ ইটোৱে সিটোৰ সৈতে মিল নোহোৱালৈকে প্ৰক্ৰিয়াটো পুনৰাবৃত্তি কৰক।
তলৰ ভিডিঅ'টো যিসকলে এটা দৃশ্যমান টিউটোৰিয়েল পছন্দ কৰে তেওঁলোকৰ বাবে।
প্ৰবাহ হাৰ মানাংকন পদ্ধতি petrzmax দ্বাৰা সৃষ্টি কৰা হৈছে।
20. পৃষ্ঠ সমাপ্ত মানাংকন পৰীক্ষা
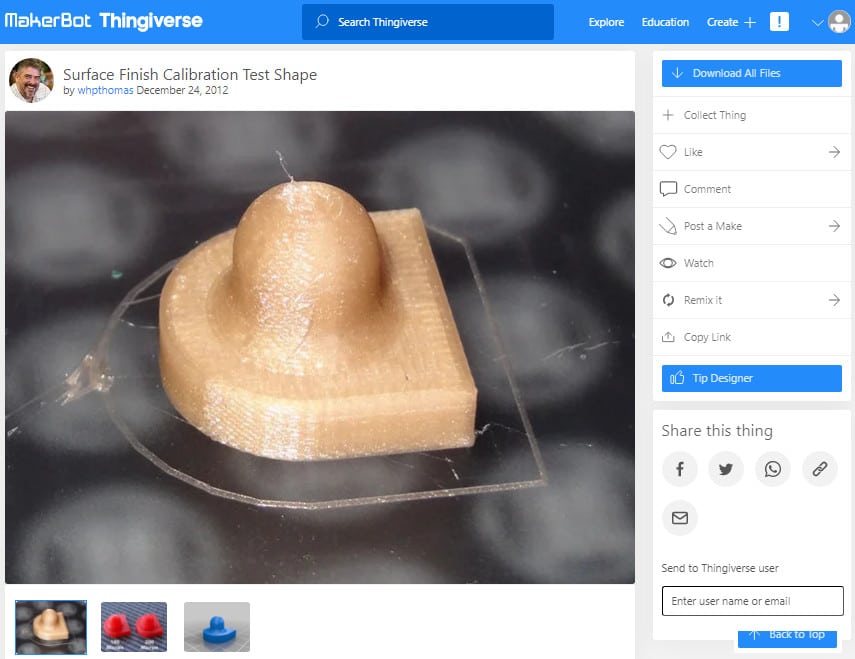
পৃষ্ঠ সমাপ্ত মানাংকন পৰীক্ষাই নিৰ্ধাৰণ কৰে যে আপোনাৰ 3D প্ৰিন্টাৰ আপোনাৰ আৰ্হিসমূহৰ পৃষ্ঠসমূহ কিমান ভালদৰে প্ৰিন্ট কৰে। ই নিখুঁত যদি আপুনি 3D প্ৰিন্টিং অসমান বা বক্ৰ পৃষ্ঠৰ সৈতে সমস্যাত পৰিছে, যাতে আপুনি মূল মডেল আৰম্ভ কৰাৰ আগতে আপোনাৰ প্ৰিন্টাৰ সঠিকভাৱে মানাংকন কৰিব পাৰে।
এই মডেল একাধিক পৃষ্ঠ প্ৰিন্ট কৰাৰ এটা দ্ৰুত আৰু সহজ উপায় আৰু সেইবোৰ প্ৰতিটো পৰীক্ষা কৰক। তেনে কৰিলে আপোনাৰ স্লাইচাৰৰ সংহতিসমূহ টুইক কৰা আৰু আপোনাৰ 3D প্ৰিন্টাৰ মানাংকন কৰাটো সহজ হয়।
আপুনি মডেলৰ প্ৰতিটো ৰিজ'লিউচনৰ বাবে পৃষ্ঠাৰ বিৱৰণত পৰামৰ্শ দিয়া সংহতিসমূহ পৰীক্ষা কৰিব পাৰে।
সৃষ্টিকৰ্তাইও উল্লেখ কৰিছে যে যদি আপুনি আৰ্দ্ৰ অঞ্চলত থাকে, নজেলৰ উষ্ণতা 5-10°C হ্ৰাস কৰিলে আপুনি উন্নত ফলাফল পোৱাত সহায় কৰিব পাৰে।
পৃষ্ঠ সমাপ্ত মানাংকন পৰীক্ষা whpthomas দ্বাৰা সৃষ্টি কৰা হৈছিল।
এটা বেঞ্চিৰ চিমনি আন এটা বেঞ্চিৰ বাকচত লগাই এক্সট্ৰুচন।3DBenchy CreativeTools দ্বাৰা সৃষ্টি কৰা হৈছিল।
2. XYZ মানাংকন কিউব
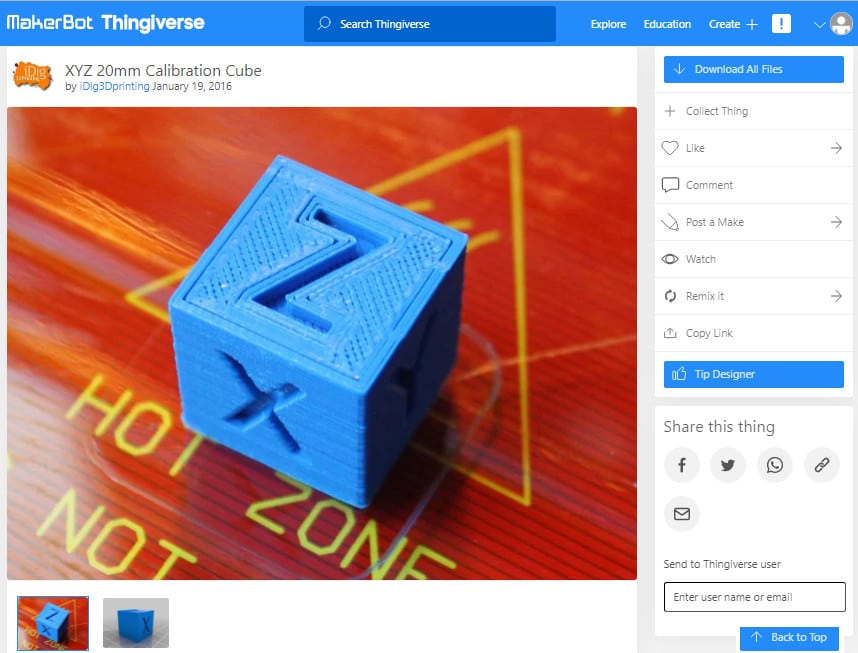
XYZ মানাংকন কিউব এটা জনপ্ৰিয় মানাংকন পৰীক্ষা যি আপোনাক আপোনাৰ 3D প্ৰিন্টাৰ টিউন কৰাত সহায় কৰে যাতে ই উচ্চ-মানৰ 3D নিৰ্মাণৰ বাবে অধিক সঠিক আৰু নিখুঁত হয় প্ৰিন্ট কৰে।
মানাংকন কিউবৰ তিনিটা অক্ষ আছে: X, Y, আৰু Z আৰু ধাৰণাটো হ'ল যে আপুনি কিউব প্ৰিন্ট কৰাৰ সময়ত ইয়াৰ সকলোবোৰেই 20mm জোখা উচিত। ই নিৰ্ধাৰণ কৰিব পাৰে যে আপোনাৰ 3D প্ৰিন্টাৰ মাত্ৰাগতভাৱে সঠিক বস্তু সৃষ্টি কৰিছে নে নাই।
যদি আপুনি X, Y, আৰু Z অক্ষসমূহৰ বাবে 19.50, 20.00, 20.50mm সন্মানজনকভাৱে জুখিছে, তেন্তে আপুনি আপোনাৰ e- 20mm জোখৰ ওচৰলৈ লৈ যাবলৈ ব্যক্তিগত অক্ষৰ বাবে পদক্ষেপসমূহ
নিম্নলিত ভিডিঅ'টো XYZ মানাংকন কিউব প্ৰিন্ট কৰাৰ এটা ভাল টিউটোৰিয়েল আৰু আপুনি আপোনাৰ 3D প্ৰিন্টাৰক সেই অনুসৰি কেনেকৈ বিন্যাস কৰিব লাগে।
এজন ব্যৱহাৰকাৰী আঙুলিয়াই দিছে যে আপুনি অধিক সঠিক পঢ়া পাবলৈ ঘনকটো ইয়াৰ ওপৰৰ স্তৰত জুখিব লাগে। কাৰণ কিছুমান অসামঞ্জস্যতা এটা অসমান বিচনাৰ বাবে হ'ব পাৰে, গতিকে নিশ্চিত কৰক যে আপোনাৰ বিচনাখন সঠিকভাৱে সমতল কৰা হৈছে, আৰু আপুনি ঘনকটো ইয়াৰ ওপৰত জুখিছে, কেৱল নিশ্চিত হ'বলৈ।
XYZ মানাংকন ঘনক আছিল iDig3Dprinting দ্বাৰা সৃষ্টি কৰা হৈছে।
3. Cali Cat
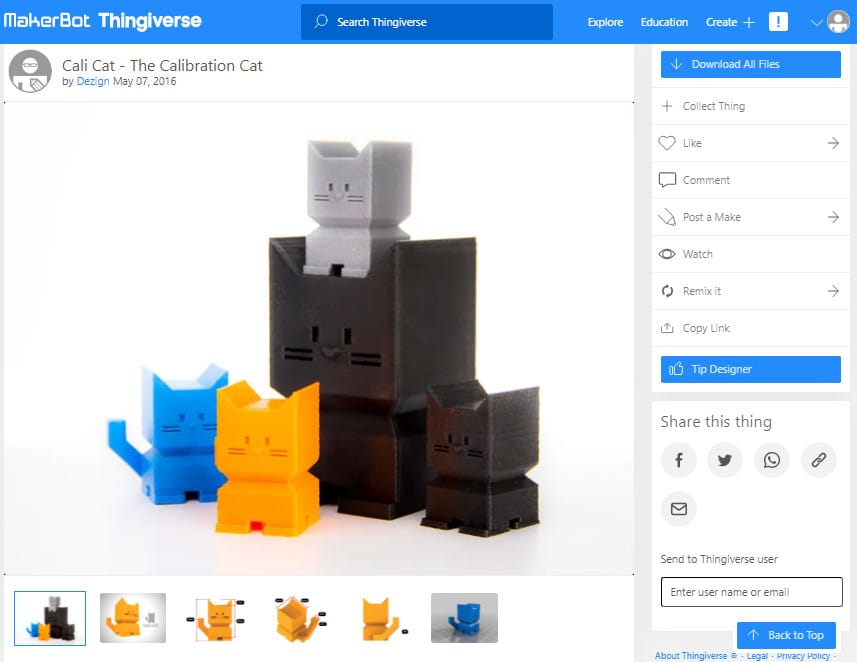
Cali Cat নিয়মীয়া মানাংকন কিউবসমূহৰ নিখুঁত বিকল্প আৰু এটা সৰল পৰীক্ষা যি নিৰ্ধাৰণ কৰে যে আপোনাৰ প্ৰিন্টাৰউন্নত প্ৰিন্টসমূহ নিয়ন্ত্ৰণ কৰিব পাৰে।
Cali Cat মডেল এটা মানাংকন কিউবৰ ৰৈখিক মাত্ৰা পৰীক্ষাসমূহৰ সৈতে সজ্জিত, নিশ্চিত কৰক যে আপুনি জটিল প্ৰিন্টসমূহলৈ যোৱাৰ আগতে মূল কথাসমূহ নখৰে তললৈ নমাই দিয়ে।
তাৰ উপৰিও ইয়াৰ বহুতো জটিল বৈশিষ্ট্যও আছে, যেনে ৪৫° ওভাৰহেং, মুখত পৃষ্ঠৰ অনিয়ম, আৰু ব্ৰীজিং। যদি আপুনি আপোনাৰ Cali Cat প্ৰিন্টত অসম্পূৰ্ণতা দেখে আৰু উচ্চ-মানৰ বৈশিষ্ট্যসমূহ পৰ্যবেক্ষণ নকৰে, তেন্তে আপুনি আপোনাৰ 3D প্ৰিন্টাৰ বিন্যাস কৰিব লাগিব।
নিম্নলত Cali Cat কি আৰু ই কি ভূমিকা আছে তাৰ এটা উত্তম ব্যাখ্যা খেলে।
কেলি কেট বা মানাংকন কেট প্ৰিন্ট কৰিবলৈ প্ৰায় 30 মিনিট সময় লাগে, গতিকে ই আপোনাৰ 3D প্ৰিন্টাৰ মানাংকন কৰাৰ এটা দ্ৰুত আৰু সহজ উপায় আপোনাৰ বাবে এটা মৰমলগা ডেস্কটপ সজ্জা হিচাপে, বহুতে কোৱাৰ দৰে। নিয়মীয়া কিউব বা 3DBenchyতকৈ ইয়াক প্ৰিন্ট কৰাটো নিশ্চিতভাৱে অধিক মজাৰ।
Cali Cat Dezign দ্বাৰা সৃষ্টি কৰা হৈছে।
4. ctrlV – আপোনাৰ প্ৰিন্টাৰ পৰীক্ষা কৰক v3
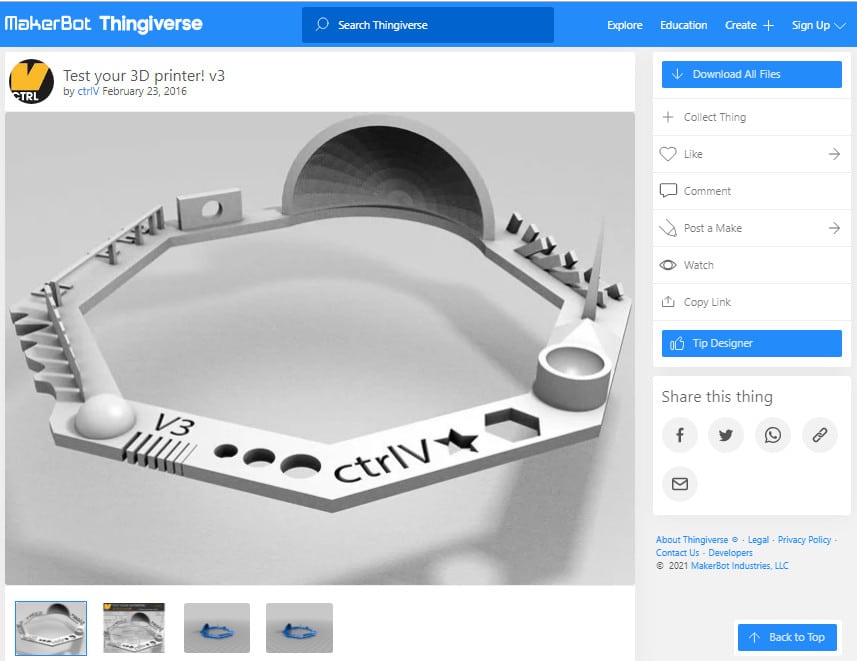
ctrlV প্ৰিন্টাৰ পৰীক্ষা V3 এটা উন্নত মানাংকন পৰীক্ষা যি আপোনাৰ প্ৰিন্টাৰ ক্ষমতাসমূহক প্ৰত্যাহ্বান জনায়, ই প্ৰকৃততে কিমান ভালদৰে কৰিব পাৰে চাবলৈ ইয়াৰ এটাত কেইবাটাও পৰীক্ষা আছে যেনে:
- Z-উচ্চতা পৰীক্ষা
- ৱাৰ্প পৰীক্ষা
- স্পাইক
- বেৰত ফুটা
- ৰাফ্ট পৰীক্ষা
- অভাৰহেং পৰীক্ষা (50° – 70°)
- এক্সট্ৰুচন প্ৰস্থ পৰীক্ষা (0.48mm & 0.4mm)
V3 ৰ সৈতে সৰ্বোত্তম ফলাফল পাবলৈমানাংকন পৰীক্ষা, আপুনি আপোনাৰ স্লাইচাৰৰ সংহতিসমূহ আৰু প্ৰত্যাহাৰ সংহতিসমূহ বিন্যাস কৰিব বিচাৰে আৰু লগতে আপোনাৰ বিচনাখন সঠিকভাৱে সমতল কৰিব বিচাৰে। আপুনি সময়ৰ লগে লগে পৰীক্ষা আৰু ভুল ধাৰাবাহিকভাৱে ব্যৱহাৰ কৰি ভাল ফলাফল পাব।
এজন ব্যৱহাৰকাৰীয়ে আঙুলিয়াই দিছে যে প্ৰিন্ট বেডখন 40-60° লৈ গৰম কৰিলে, আপোনাৰ ফিলামেণ্টৰ ওপৰত নিৰ্ভৰ কৰি, মডেলটো সঠিকভাৱে লাগি থকাত সহায় কৰিব পাৰে আৰু... v3 মডেলে প্ৰিন্ট কৰিবলৈ প্ৰায় দুঘণ্টা সময় লয়, গতিকে ই নিশ্চিতভাৱে এটা শ্ৰেষ্ঠ মানাংকন পৰীক্ষা যদি আপুনি আপোনাৰ 3D প্ৰিন্টাৰ তুলনামূলকভাৱে দ্ৰুতভাৱে টিউন কৰিব বিচাৰে, অন্য মডেলসমূহৰ তুলনাত যি যথেষ্ট বেছি সময় লয় .
ctrlV প্ৰিন্টাৰ পৰীক্ষা V3 ctrlV দ্বাৰা সৃষ্টি কৰা হৈছিল।
5. স্মাৰ্ট কমপেক্ট উষ্ণতা মানাংকন
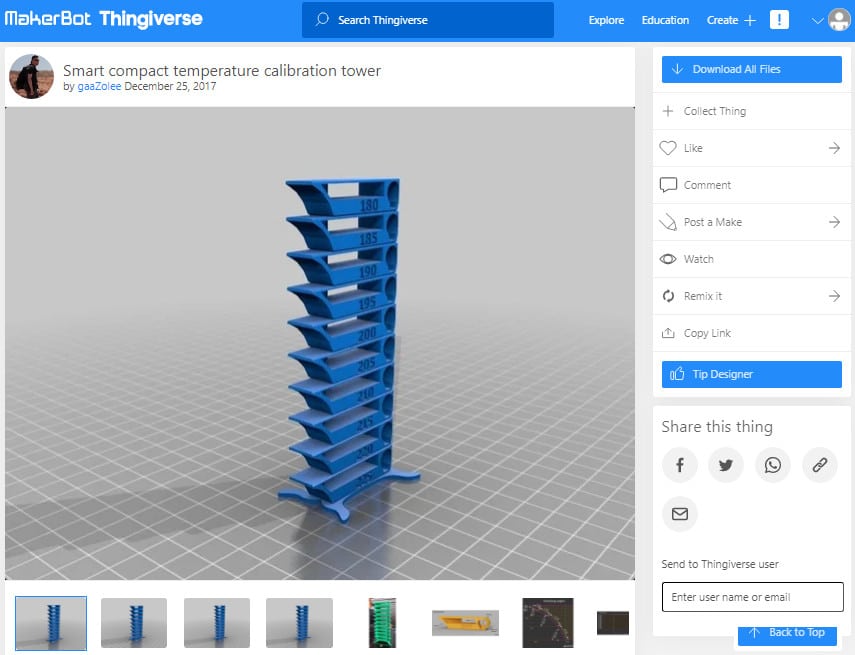
স্মাৰ্ট কমপেক্ট উষ্ণতা মানাংকন টাৱাৰ আপোনাৰ 3D প্ৰিন্টাৰ ফিলামেণ্টৰ বাবে সৰ্বোত্তম উষ্ণতা নিৰ্ধাৰণ কৰাৰ বাবে এটা ফলপ্ৰসূ পৰীক্ষা। Temp Tower ৰ “Smart” সংস্কৰণে অধিক বৈশিষ্ট্যসমূহ যোগ কৰে যি আপুনি আপোনাৰ প্ৰিন্টাৰ বিন্যাস কৰিবলে ব্যৱহাৰ কৰিব পাৰে।
এটা উষ্ণতা টাৱাৰ বহুতো ইউনিটৰে গঠিত, আৰু প্ৰতিটো ইউনিট এটা বেলেগ উষ্ণতাত প্ৰিন্ট কৰা হয়, সাধাৰণতে আপোনাৰ নিৰ্দিষ্ট ফিলামেণ্টৰ বাবে সৰ্বোত্তম কাম কৰা উষ্ণতা জানিবলৈ 5°C বৃদ্ধিৰে।
এটা উষ্ণতা টাৱাৰ সফলতাৰে প্ৰিন্ট কৰিবলৈ, আপুনি আপোনাৰ স্লাইচাৰত এটা স্ক্ৰিপ্ট প্ৰণয়ন কৰিব লাগিব যাতে টাৱাৰৰ প্ৰতিটো ব্লকৰ সৈতে উষ্ণতা স্বয়ংক্ৰিয়ভাৱে সলনি হয়।
সেইটো কৰাটো নবীনসকলৰ বাবে বিভ্ৰান্তিকৰ হ'ব পাৰে, গতিকে মই অতিশয় পৰামৰ্শ দিওঁতলৰ ভিডিঅ'টো চাই যিয়ে আপোনাক স্মাৰ্ট কম্পেক্ট মানাংকন টাৱাৰ কেনেকৈ প্ৰিন্ট কৰিব লাগে তাৰ প্ৰক্ৰিয়াটোৰ মাজেৰে লৈ যায়।
বহুতে কৈছে যে স্মাৰ্ট কম্পেক্ট তাপমাত্ৰা মানাংকন টাৱাৰে আচৰিত কাম কৰিছে আৰু তেওঁলোকে তেওঁলোকৰ প্ৰিণ্টাৰক নিখুঁতভাৱে মানাংকন কৰিবলৈ সক্ষম হৈছিল , বিশেষকৈ ওপৰৰ ভিডিঅ'টো ব্যৱহাৰ কৰি।
স্মাৰ্ট কম্পেক্ট তাপমাত্ৰা মানাংকন টাৱাৰ gaaZolee দ্বাৰা সৃষ্টি কৰা হৈছিল।
6. Ender 3 মানাংকন ফাইলসমূহ
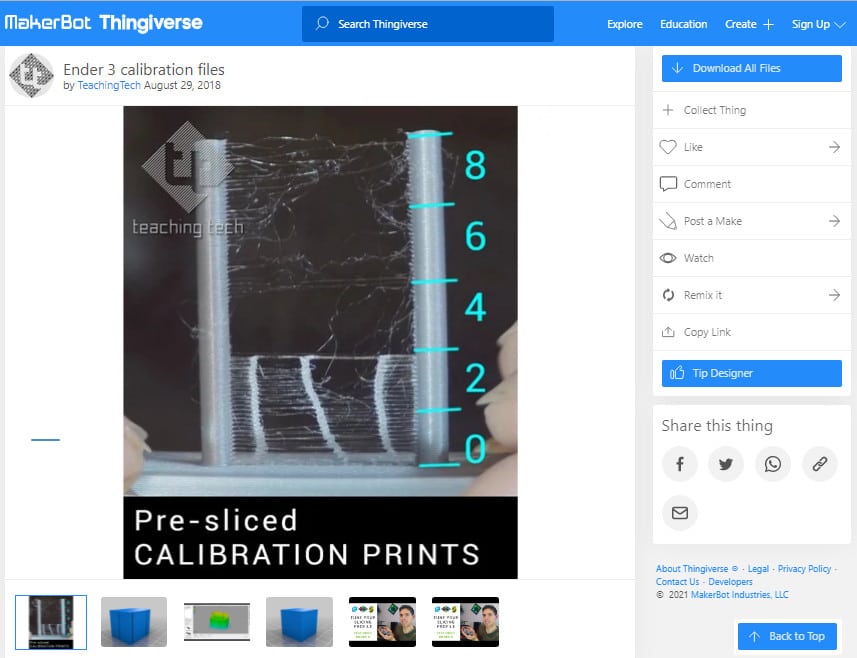
Ender 3 মানাংকন ফাইলসমূহ হৈছে Creality Ender 3 বা সহায় কৰিবলে অন্য যিকোনো Marlin-ভিত্তিক 3D প্ৰিন্টাৰ বাবে পূৰ্ব-স্লাইচ কৰা G-কোড ফাইলসমূহ আপুনি আদৰ্শ স্লাইচাৰ সংহতিসমূহ পাব।
এয়া বিশেষভাৱে এটা মানাংকন পৰীক্ষা নহয়, যদিও ই আপোনাৰ প্ৰিন্টিং গতি মানাংকন কৰাৰ বাবে এটা গতি পৰীক্ষা অন্তৰ্ভুক্ত কৰে। কিন্তু, এই ডাউনল'ডত অন্তৰ্ভুক্ত কৰা পূৰ্ব-স্লাইচ কৰা G-ক'ড ফাইলসমূহ আপোনাৰ 3D প্ৰিন্টাৰ বিন্যাস কৰাৰ বাবে সঁচাকৈয়ে সহায়ক হ'ব পাৰে।
স্লাইচ কৰা ফাইলসমূহ নিম্নলিখিতসমূহেৰে গঠিত:
- ৰ সৈতে প্ৰত্যাহাৰ পৰীক্ষা কৰক আৰু স্বয়ংক্ৰিয় বেড লেভেলিং অবিহনে
- স্বয়ংক্ৰিয় বেড লেভেলিঙৰ সৈতে আৰু অবিহনে হিট টাৱাৰ
- স্বয়ংক্ৰিয় বেড লেভেলিঙৰ সৈতে আৰু অবিহনে গতি পৰীক্ষা
- সম্পূৰ্ণৰূপে বিন্যাস কৰা Ender 3 Simplify3D প্ৰফাইল
Ender 3 মানাংকন ফাইলসমূহৰ সৃষ্টিকৰ্তাৰ নিম্নলিখিত ভিডিঅ'টো আপোনাৰ স্লাইচাৰ ছেটিংছ কেনেকৈ টিউন কৰিব লাগে তাৰ এটা ভাল দৃশ্যমান গাইড।
Ender 3 মানাংকন ফাইলসমূহ TeachingTech দ্বাৰা সৃষ্টি কৰা হৈছে।
<৬>৭। পাৰ্ট ফিটিং মানাংকন 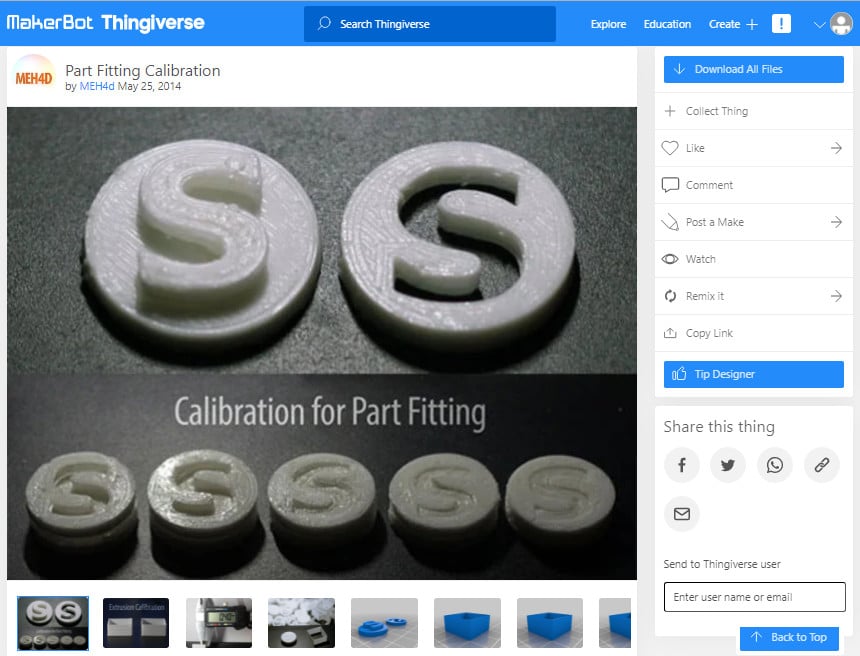
অংশ ফিটিং মানাংকন পৰীক্ষা আপোনাৰ 3D প্ৰিন্টাৰ এক্সট্ৰুডাৰক টিউন কৰাৰ বাবে অংশসমূহক অধিক আকাৰ-সঠিক কৰিবলৈ।
লক্ষ্য হৈছে এই পৰীক্ষাৰ S-প্লাগসমূহ এনেদৰে প্ৰিন্ট কৰা যাতে সিহঁত একেলগে নিখুঁতভাৱে মিলি যায়। আপোনাৰ দেৱালৰ বেধ মানাংকন কৰিবলৈ “Thing Files” অংশৰ অধীনত Thin Wall Test নামৰ আন এটা মডেলও আছে।
এটা আকৰ্ষণীয় তথ্য হ’ল যে যদি আপুনি Simplify3D ব্যৱহাৰ কৰিছে, তেন্তে আপুনি “Allow single extrusion walls ” উন্নত ফলাফলৰ সৈতে পাতল দেৱাল মডেল প্ৰিন্ট কৰিবলৈ উন্নত ছেটিংছৰ “পাতল দেৱাল আচৰণ” অংশৰ অধীনত স্থাপন কৰক।
যিসকল লোকে এই পৰীক্ষা ব্যৱহাৰ কৰি তেওঁলোকৰ এক্সট্ৰুডাৰ সফলতাৰে মানাংকন কৰিছে তেওঁলোকে কয় যে বেয়াৰিং, গিয়াৰ, বাদামৰ দৰে বস্তু , আৰু বল্টসমূহ এতিয়া ভালকৈ ফিট হয় আৰু উদ্দেশ্য অনুসৰি কাম কৰে।
পাৰ্ট ফিটিং মানাংকন MEH4d দ্বাৰা সৃষ্টি কৰা হৈছিল।
8। প্ৰত্যাহাৰ পৰীক্ষা
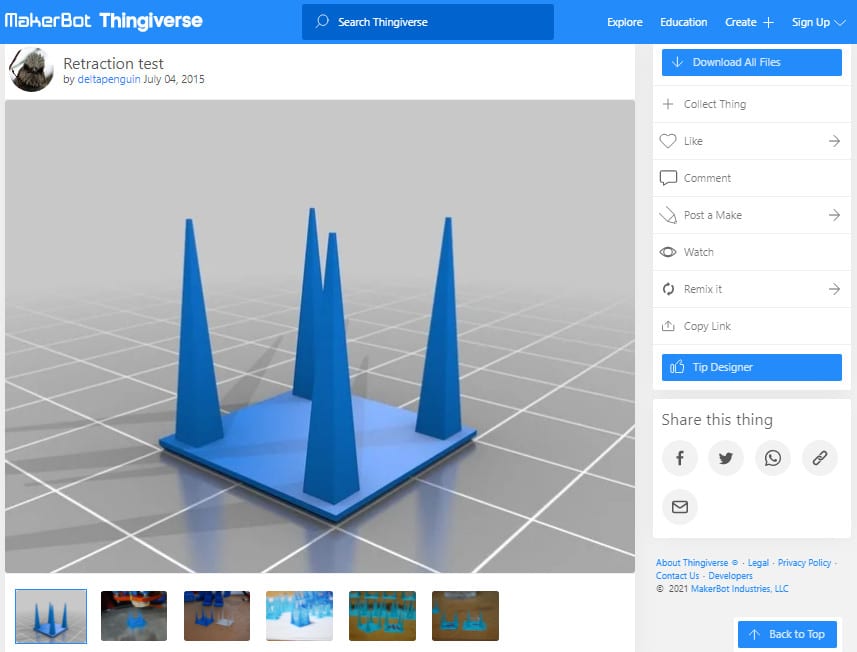
প্ৰত্যাহাৰ পৰীক্ষা হৈছে আপোনাৰ 3D প্ৰিণ্টাৰৰ প্ৰত্যাহাৰ সংহতিসমূহ কিমান ভালদৰে টিউন কৰা হৈছে পৰীক্ষা কৰিবলে এটা জনপ্ৰিয় মানাংকন মডেল।
লক্ষ্য হৈছে মডেলটো প্ৰিন্ট কৰা আৰু চাব যে চাৰিটা পিৰামিডত কোনো ষ্ট্ৰিং আছে নেকি। মানুহে কয় যে এইটো এটা ভাল মানাংকন আৰ্হি অধিক উন্নত বস্তুলৈ যোৱাৰ আগতে আপোনাৰ প্ৰিন্টসমূহত ষ্ট্ৰিং ঠিক কৰাৰ বাবে।
সৃষ্টিকৰ্তাই আৰ্হি বিৱৰণত Slic3r চফ্টৱেৰৰ বাবে কাৰ্য্যকৰী সংহতিসমূহ এৰি দিছে, যেনে:
- প্ৰত্যাহাৰৰ দৈৰ্ঘ্য: 3.4mm
- প্ৰত্যাহাৰ গতি: 15mm/s
- স্তৰ পৰিৱৰ্তনৰ পিছত প্ৰত্যাহাৰ:সক্ৰিয়
- প্ৰত্যাহাৰত মচিব: সক্ষম
- স্তৰৰ উচ্চতা: 0.2mm
- প্ৰিণ্টৰ গতি: 20mm/s
- ভ্ৰমণৰ গতি: 250mm/s
এজন ব্যৱহাৰকাৰীয়ে কয় যে উষ্ণতা ৫ ডিগ্ৰী চেলছিয়াছ হ্ৰাস কৰিলে ষ্ট্ৰিং হ্ৰাস কৰাত সহায় হৈছে, যিহেতু ফিলামেণ্ট ইমান কোমল নহয় আৰু ইয়াৰ আকৃতি ভালদৰে ধৰি ৰাখে। আপুনি সেই মিঠা ঠাই বিচাৰি নোপোৱালৈকে আৰু উচ্চমানৰ প্ৰিন্ট নকৰালৈকে আপোনাৰ স্লাইচাৰৰ ছেটিংছৰ সৈতে পৰীক্ষা আৰু ভুল প্ৰণয়ন কৰাটো বাঞ্ছনীয়।
প্ৰত্যাহাৰ পৰীক্ষা deltapenguin দ্বাৰা সৃষ্টি কৰা হৈছে।
9. প্ৰয়োজনীয় মানাংকন সংহতি
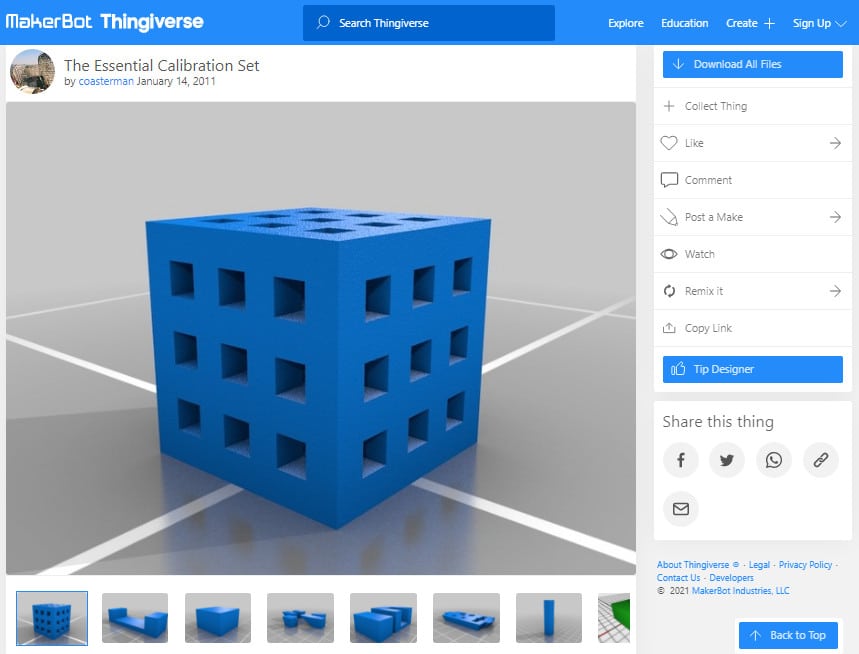
প্ৰয়োজনীয় মানাংকন সংহতি হৈছে একাধিক মানাংকন প্ৰিন্টৰ এটা সংমিশ্ৰণ যি নিৰ্ধাৰণ কৰে যে আপোনাৰ 3D প্ৰিন্টাৰ সামগ্ৰিকভাৱে কিমান ভালদৰে বিন্যাস কৰা হৈছে।
এই মানাংকন পৰীক্ষাটো তলত দিয়া আৰ্হিৰে গঠিত:
- .5mm পাতল বেৰ
- 20mm বাকচ
- 20mm ফুটা বাকচ
- 50mm টাৱাৰ
- পেৰিমিটাৰ প্ৰস্থ/T পৰীক্ষক
- নিখুঁত ব্লক
- অভাৰহেং পৰীক্ষা
- উজেবেন পৰীক্ষা
- সেতু পৰীক্ষা
সৃষ্টিকৰ্তাই প্ৰতিটো মানাংকন প্ৰিন্ট প্ৰিন্ট কৰাৰ বাবে নিৰ্দেশনা এৰি থৈ গৈছে যি বিৱৰণত এই গোটৰ অংশ। আপোনাৰ 3D প্ৰিন্টাৰ সম্পূৰ্ণৰূপে মানাংকন কৰিবলে এইবোৰ অনুসৰণ কৰাটো মূল্যৱান।
অত্যাৱশ্যকীয় মানাংকন পৰীক্ষা coasterman দ্বাৰা সৃষ্টি কৰা হৈছে।
10. Ender 3 স্তৰ পৰীক্ষা
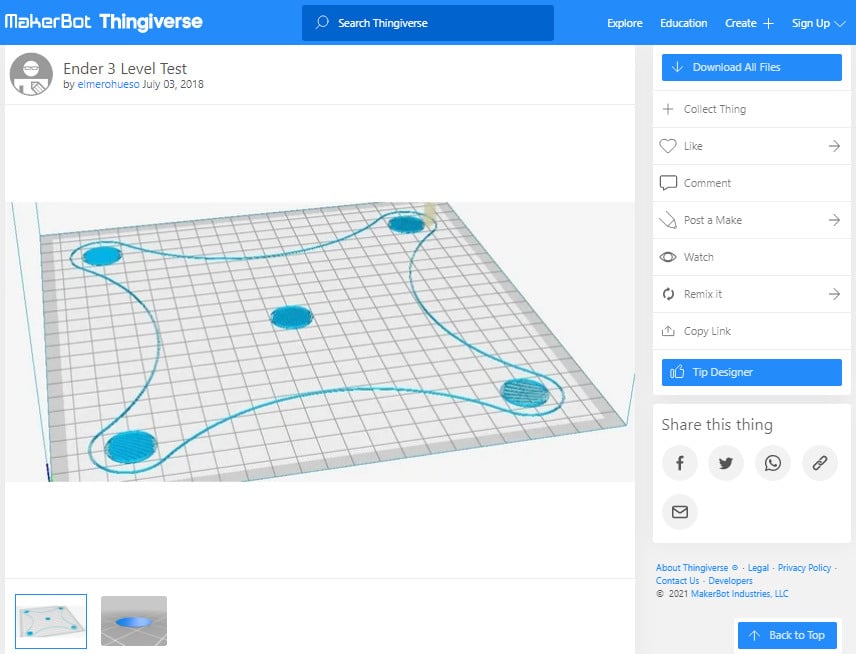
Ender 3 স্তৰ পৰীক্ষা এটা মানাংকন পদ্ধতি যি আপোনাক প্ৰিন্ট বেড সমানে সমতল কৰাত সহায় কৰিবলৈ এটা G-ক'ড আদেশ ব্যৱহাৰ কৰে আৰু পাঁচ 20mm প্ৰিন্ট কৰে আপোনাৰ টিউনিঙৰ বাবে ডিস্কসমূহএই মানাংকন পৰীক্ষাই আপোনাৰ 3D প্ৰিন্টাৰ নজেলক প্ৰিন্ট বেডৰ প্ৰতিটো চুকলৈ যাবলৈ নিৰ্দেশ দি কাম কৰে আৰু মাজত সামান্য বিৰতি থাকে। তেনে কৰিলে আপুনি হস্তচালিতভাৱে লেভেলিং নবসমূহ টান বা ঢিলা কৰাৰ অনুমতি দিয়ে আৰু আপোনাৰ 3D প্ৰিন্টাৰ লেভেল কৰিব পাৰে।
G-কোডে নজেলক প্ৰতিটো চুকত দুবাৰকৈ ৰখাবলৈ নিৰ্দেশ দিব, যাতে আপুনি আপোনাৰ Ender ৰ প্ৰিন্ট বেড আৰামদায়কভাৱে সমতল কৰিব পাৰে 3. সেইটো হোৱাৰ পিছত, আপোনাৰ বাবে আঠা পৰীক্ষা কৰিবলৈ মুঠ পাঁচটা 20mm ডিস্ক প্ৰিন্ট কৰা হ'ব: প্ৰতিটো চুকত চাৰিটা, আৰু কেন্দ্ৰত এটা।
মনত ৰাখিব যে এই পৰীক্ষা 3D প্ৰিন্টাৰসমূহৰ সৈতে সামঞ্জস্যপূৰ্ণ যিবোৰৰ ২২০ x ২২০মিমি বিল্ড ভলিউম থাকে। কিন্তু মডেলটোক Ender 3 V2 ৰ বাবে G-ক'ড ফাইলটো অন্তৰ্ভুক্ত কৰিবলৈ আপডেট কৰা হৈছে, যাৰ 235 x 235mm বিল্ড ভলিউম আছে।
Ender 3 Level Test elmerohueso দ্বাৰা সৃষ্টি কৰা হৈছিল।
<৬>১১। মিনি অল-ইন-ৱান পৰীক্ষা 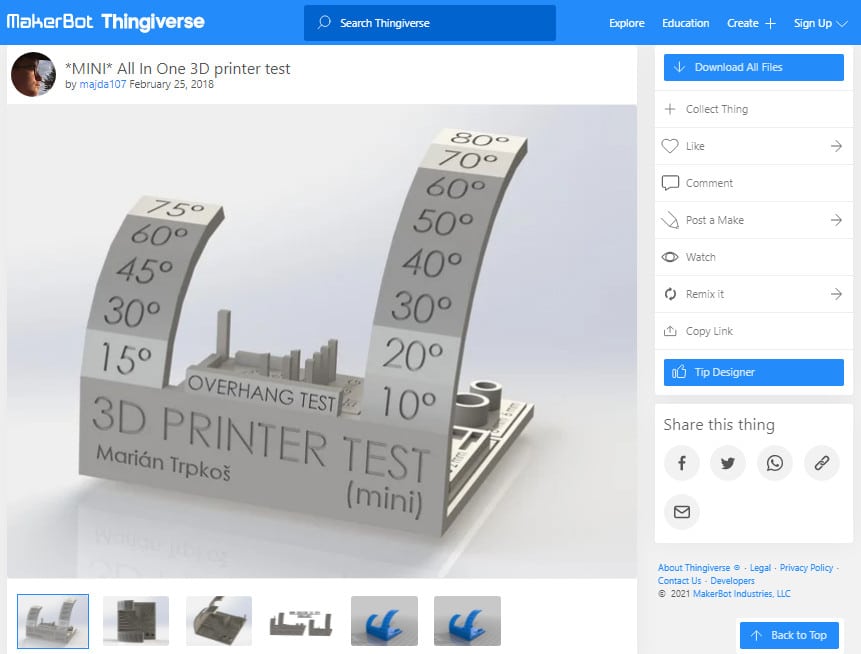
MINI অল ইন ৱান 3D প্ৰিন্টাৰ পৰীক্ষাৰ লক্ষ্য হৈছে এটা 3D প্ৰিন্টৰ কেইবাটাও প্ৰাচল একেলগে লক্ষ্য কৰি আপোনাৰ কিমান সক্ষম... 3D প্ৰিণ্টাৰ সঁচাকৈয়ে আছে। ই আগতে এটা ডাঙৰ সংস্কৰণ আছিল কিন্তু তেওঁ ইয়াক সৰু আৰু প্ৰিন্ট কৰিবলৈ দ্ৰুত কৰিবলৈ আপডেইট কৰিছিল।
এই মানাংকন আৰ্হিত বিভিন্ন ধৰণৰ বিভিন্ন পৰীক্ষা থাকে, যেনে:
- অভাৰহেং পৰীক্ষা
- ব্ৰিজিং পৰীক্ষা
- সহায় পৰীক্ষা
- ব্যাস পৰীক্ষা
- স্কেল পৰীক্ষা
- ফুটা পৰীক্ষা
এই বস্তুটোৰ MINI সংস্কৰণটো মূল All In One 3D Printer Testতকৈ ৩৫% সৰু। লোকএই মডেল প্ৰিন্ট কৰাৰ পিছত তেওঁলোকৰ 3D প্ৰিন্টাৰ ছেটিংছত ডায়েল কৰিব পাৰিছে।
এই 3D প্ৰিন্ট কৰা পৰীক্ষাৰ ফলাফলে আপোনাক আপোনাৰ 3D প্ৰিন্টাৰ কোনবোৰ অঞ্চলত কামৰ প্ৰয়োজন হয় পৰীক্ষা কৰাৰ অনুমতি দিব, যাতে আপুনি সমস্যা সমাধান কৰিব পাৰে তলৰ ভিডিঅ'টোৱে এই মানাংকন পৰীক্ষাটো কেনেকৈ প্ৰিন্ট কৰা হয় তাৰ এটা সুন্দৰ চিত্ৰণ।
মানুহে এই মডেলটো ১০০% ইনফিলৰ সৈতে আৰু সৰ্বোত্তম ফলাফলৰ বাবে কোনো সমৰ্থন নোহোৱাকৈ প্ৰিন্ট কৰাৰ পৰামৰ্শ দিয়ে। এই মডেলৰ এটা সংস্কৰণো আছে “বস্তু ফাইলসমূহ” অংশৰ অন্তৰ্গত লিখনী অবিহনে যিটো চেষ্টাও কৰিব পাৰি।
সৃষ্টিকৰ্তাই পৰীক্ষাৰ সৈতে কোনো সমস্যাৰ সন্মুখীন হোৱা ব্যৱহাৰকাৰীসকলক সহায় কৰিবলৈ চেষ্টা কৰি সহায় কৰিবলৈ এটা গাইড বনাইছে। ই এক্সট্ৰুচন, পিআইডি অটো-টিউনিং, উষ্ণতা ছেটিংছ, বেল্ট টেনচন, আৰু বেড পিআইডিৰ ওপৰত ফিক্সিঙৰ মাজেৰে যায়।
মিনি অল ইন ৱান majda107 দ্বাৰা সৃষ্টি কৰা হৈছিল।
12। লেটিচ কিউব টৰ্চাৰ পৰীক্ষা
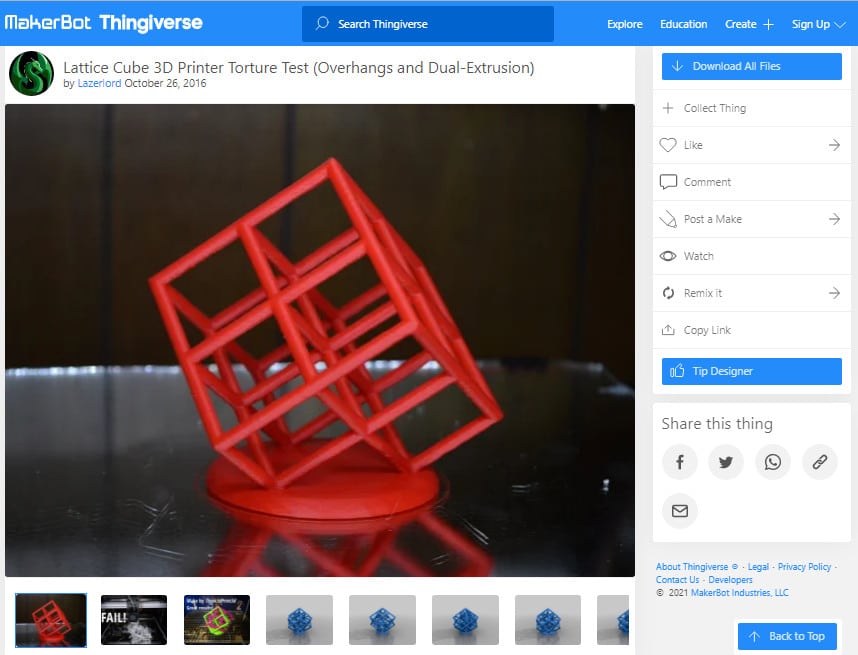
লেটিচ কিউব টৰ্চাৰ পৰীক্ষা হৈছে চূড়ান্ত মানাংকন মডেল যি আপোনাৰ 3D প্ৰিন্টাৰ ৰিট্ৰেকচন, অভাৰহেং, উষ্ণতা, আৰু শীতলতাক টিউন কৰে।
এই পৰীক্ষা মেকাৰৰ মিউজৰ জালি কিউবসমূহৰ ওপৰত ভিত্তি কৰি কৰা হৈছে, কিন্তু এইটো আপোনাৰ প্ৰিন্টাৰ মানাংকনৰ বাবে অধিক পৰিবৰ্তন।
আপুনি তলত কেইবাটাও ভিন্ন ধৰণৰ জালি কিউব পাব “থিং ফাইলসমূহ” অংশ, প্ৰত্যেকৰে নিজস্ব বৈশিষ্ট্য আছে যিবোৰত সোমোৱাৰ যোগ্য।
উদাহৰণস্বৰূপে, ছুপাৰ লেটিচ কিউব STL এটা জটিল মডেল যি দুটা লেটিচ কিউব ঘূৰোৱাকৈ গঠিত