
Tartalomjegyzék
Amikor először kezdtem el a 3D nyomtatást, nem sokat tudtam a kalibrációs tesztekről, így rögtön belevágtam a 3D nyomtatási tárgyak nyomtatásába. Miután némi tapasztalatot szereztem a területen, megtudtam, hogy mennyire fontosak a 3D nyomtatási kalibrációs tesztek.
A legjobb 3D nyomtatási kalibrációs tesztek közé tartozik a 3DBenchy, az XYZ Calibration Cube, a Smart Compact Temperature Calibration és a MINI All In One Test a 3D nyomtató hatékony konfigurálásához.
Olvassa végig ezt a cikket, hogy megtudja, melyek a legnépszerűbb 3D nyomtatási kalibrációs tesztek, így javíthatja modellje minőségét és sikerességi arányát.
1. 3DBenchy
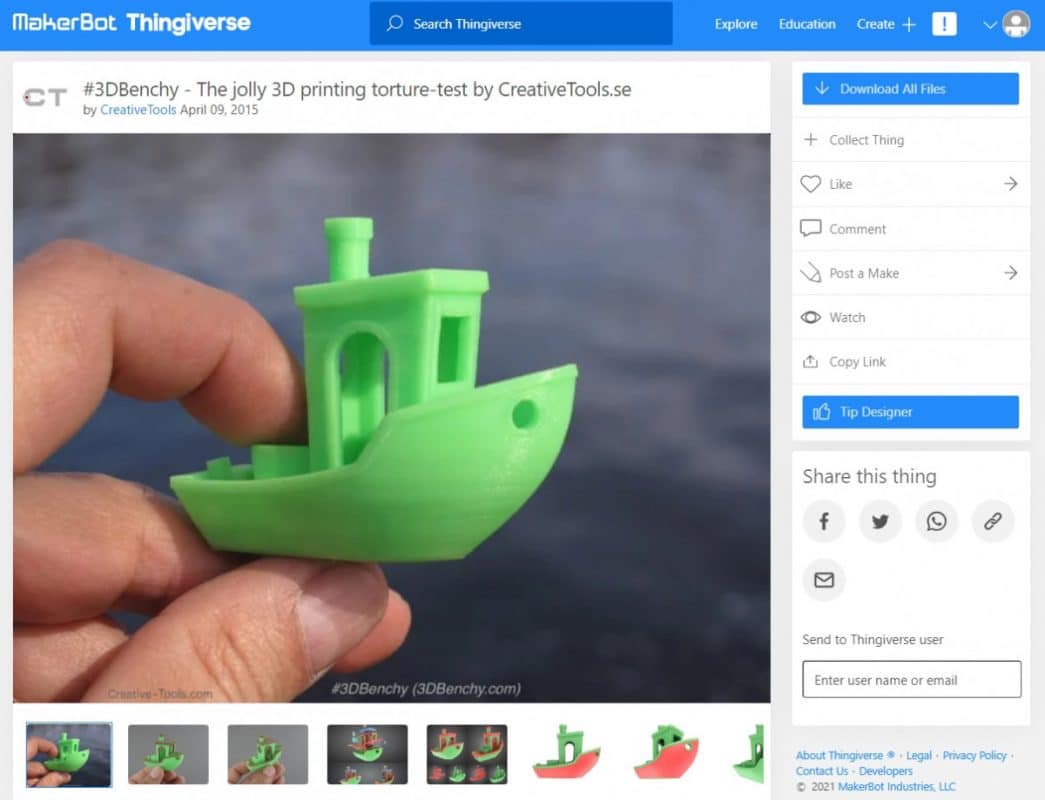
A 3DBenchy valószínűleg minden idők legtöbb 3D nyomtatott tárgya és legnépszerűbb kalibrációs tesztje, amely egy "kínzási tesztet" ad a felhasználóknak, amellyel megnézhetik, hogy egy 3D nyomtató milyen jól teljesít.
A cél egy olyan 3DBenchy 3D nyomtatása, amely sikeresen kezeli a túlnyúlásokat, áthidalásokat, dőlésszögeket, apró részleteket és a méretpontosságot. A 3DBenchy Measure oldalon megtalálod a konkrét méréseket, hogy a Benchy-nek milyen méretekkel kell rendelkeznie.
A TeachingTech készített egy nagyszerű videót, amely bemutatja, hogyan kell hibaelhárítani a 3DBenchy-t, ha nem jön ki tökéletesen.
Még egy 3DBenchy Facebook-csoport is létezik, ahol tanácsot kérhet és visszajelzést kaphat a Benchy-ről.
Egy érdekes tipp, amit egy felhasználó fedezett fel, hogy ellenőrizheti az alul- vagy túlsajtolást, ha az egyik Benchy kéményét egy másik Benchy dobozába dugja.
A 3DBenchy-t a CreativeTools hozta létre.
2. XYZ kalibrációs kocka
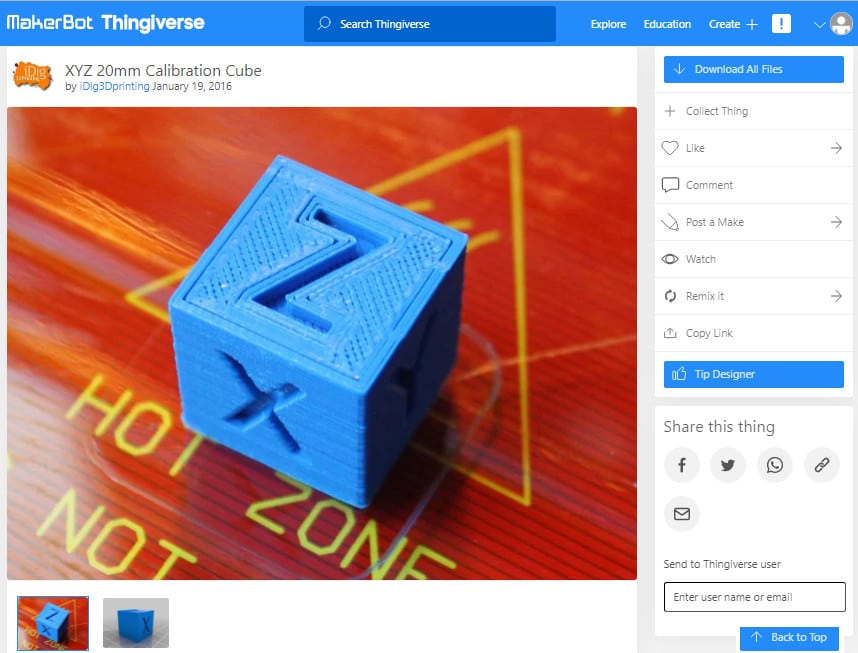
Az XYZ kalibrációs kocka egy népszerű kalibrációs teszt, amely segít beállítani a 3D nyomtatót, hogy az pontosabb és precízebb legyen a kiváló minőségű 3D nyomatok készítéséhez.
A kalibrációs kockának három tengelye van: X, Y és Z, és az a lényege, hogy a kocka nyomtatásakor mindegyiknek 20 mm-t kell mérnie. Ez meghatározhatja, hogy a 3D nyomtatója méretpontos tárgyakat hoz-e létre vagy sem.
Ha véletlenül 19,50, 20,00, 20,50 mm-t mér az X, Y és Z tengelyeknél, akkor az egyes tengelyek e-lépéseit beállíthatja, hogy közelebb kerüljön a 20 mm-es méréshez.
A következő videó egy nagyszerű bemutató az XYZ kalibrációs kocka nyomtatásáról és arról, hogyan kell a 3D nyomtatót ennek megfelelően konfigurálni.
Egy felhasználó rámutatott, hogy a pontosabb mérés érdekében a kockát a felső rétegeknél kell megmérni. Ennek oka, hogy bizonyos következetlenségeket okozhat az egyenetlen ágy, ezért a biztonság kedvéért győződjön meg róla, hogy az ágya megfelelően kiegyenlített, és a kockát a tetején mérje meg.
Az XYZ kalibrációs kockát az iDig3Dprinting hozta létre.
3. Cali Cat
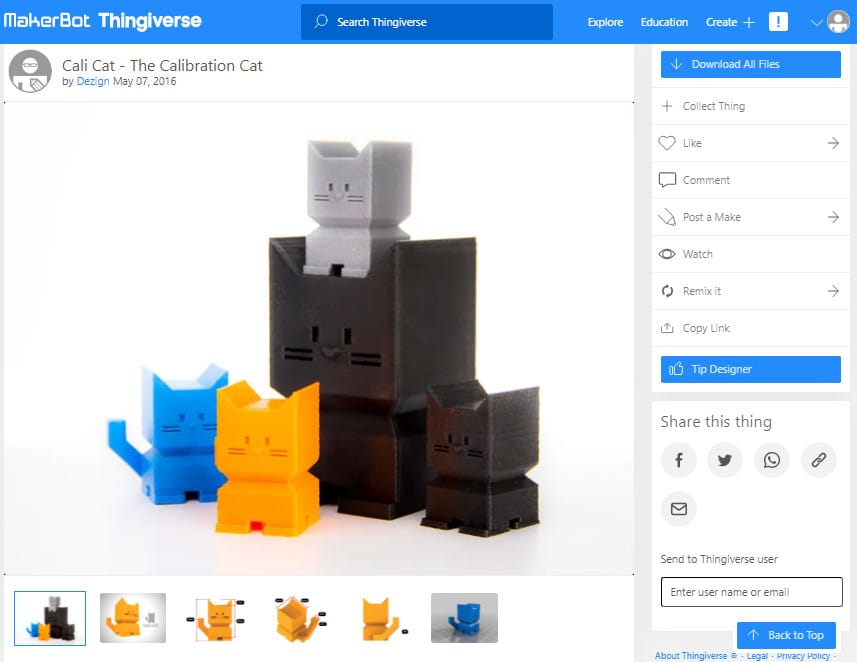
A Cali Cat tökéletes alternatívája a hagyományos kalibrációs kockáknak, és egy egyszerű teszt, amely meghatározza, hogy a nyomtató képes-e kezelni a fejlett nyomtatásokat.
A Cali Cat modell a kalibrációs kocka lineáris méretezési tesztjeivel van felszerelve, így biztosítva, hogy az alapokat elsajátítsa, mielőtt továbblépne az összetett nyomatok felé.
Emellett számos bonyolult tulajdonsággal is rendelkezik, mint például 45°-os túlnyúlás, felületi egyenetlenségek az előlapon és áthidalások. Ha a Cali Cat nyomtatásában tökéletlenségeket lát, és nem figyel meg kiváló minőségű tulajdonságokat, akkor konfigurálnia kell a 3D nyomtatóját.
Az alábbiakban nagyszerűen elmagyarázzuk, hogy mi a Cali Cat és milyen szerepet játszik.
A Cali Cat vagy Calibration Cat nyomtatása körülbelül 30 percet vesz igénybe, így gyorsan és egyszerűen kalibrálhatja 3D nyomtatóját, hogy megbízhatóan kiváló minőségű alkatrészeket kapjon.
Aranyos asztali dekorációként is szolgálhat számodra, ahogy azt sokan mondták. Határozottan szórakoztatóbb nyomtatni, mint a hagyományos kockákat vagy a 3DBenchy-t.
A Cali Cat-et Dezign hozta létre.
4. ctrlV - A nyomtató tesztelése v3
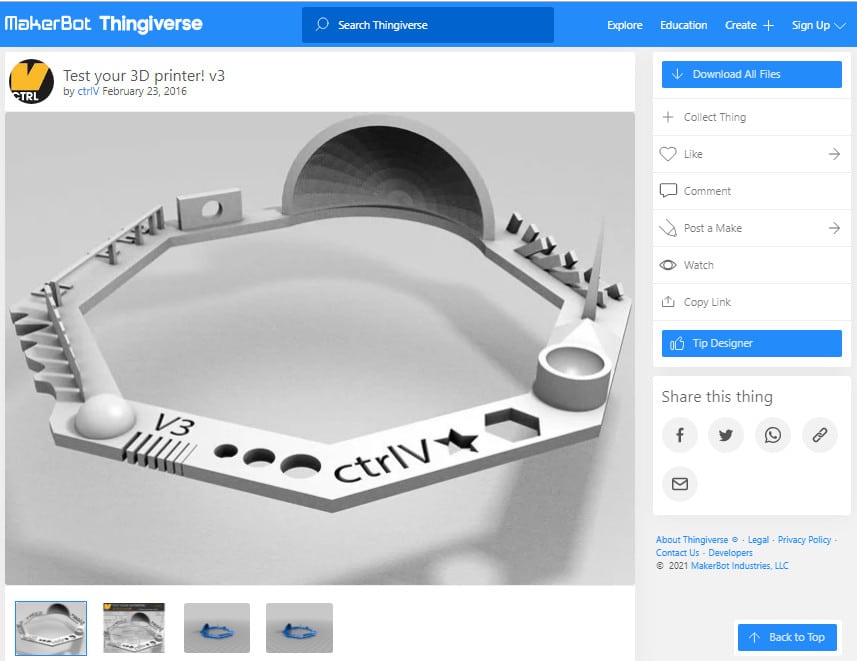
A ctrlV Printer Test V3 egy fejlett kalibrációs teszt, amely megkérdőjelezi a nyomtató képességeit, hogy kiderüljön, mennyire jól teljesít.
Számos tesztet tartalmaz, mint például:
- Z magasság ellenőrzése
- Warp ellenőrzés
- Spike
- Lyuk a falban
- Tutaj teszt
- Túlnyúlásvizsgálatok (50° - 70°)
- Extrudálási szélességi vizsgálatok (0,48mm & 0,4mm)
Ahhoz, hogy a legjobb eredményeket érje el a V3 kalibrációs teszttel, konfigurálnia kell a szeletelőgép beállításait és a behúzási beállításokat, valamint megfelelően ki kell szinteznie az ágyat. Idővel jobb eredményeket fog elérni, ha következetesen próbálgatja és hibázik.
Egy felhasználó rámutatott, hogy a nyomtatóágy 40-60 °C-ra történő felmelegítése - a szálaktól függően - segíthet abban, hogy a modell megfelelően tapadjon és sikeresen nyomtasson.
A v3-as modell nyomtatása valahol két óra körül tart, így mindenképpen az egyik legjobb kalibrációs teszt, ha viszonylag gyorsan szeretné beállítani a 3D nyomtatóját, szemben más modellekkel, amelyek jelentősen hosszabb ideig tartanak.
A ctrlV Printer Test V3-t a ctrlV hozta létre.
5. Smart Compact hőmérséklet-kalibrálás
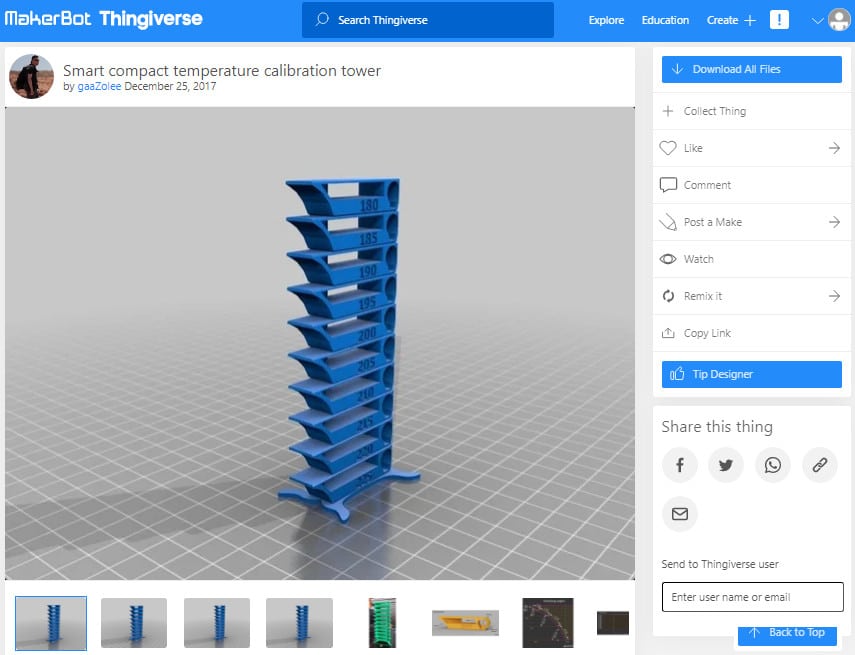
A Smart Compact hőmérséklet-kalibrációs torony hatékony teszt a 3D nyomtató szálaihoz legmegfelelőbb hőmérséklet meghatározásához. A Temp Tower "Smart" kiadása további funkciókkal bővül, amelyek segítségével konfigurálhatja a nyomtatóját.
A hőmérséklet-torony több egységből áll, és minden egységet más-más hőmérsékleten nyomtatnak, általában 5°C-os lépésekkel, hogy megtalálják az adott szálakhoz legjobban illeszkedő hőmérsékletet.
A hőmérséklet-torony sikeres nyomtatásához egy szkriptet kell implementálnia a szeletelőbe, hogy a hőmérséklet automatikusan változzon a torony minden egyes blokkjával.
Ez a kezdők számára zavaros lehet, ezért nagyon ajánlom, hogy nézze meg az alábbi videót, amely végigvezeti Önt a Smart Compact kalibrációs torony nyomtatásának folyamatán.
Sokan mondták, hogy a Smart Compact hőmérséklet-kalibráló torony csodát tett, és tökéletesen tudták kalibrálni a nyomtatójukat, különösen a fenti videó segítségével.
A Smart Compact hőmérséklet-kalibráló tornyot a gaaZolee hozta létre.
6. Ender 3 kalibrációs fájlok
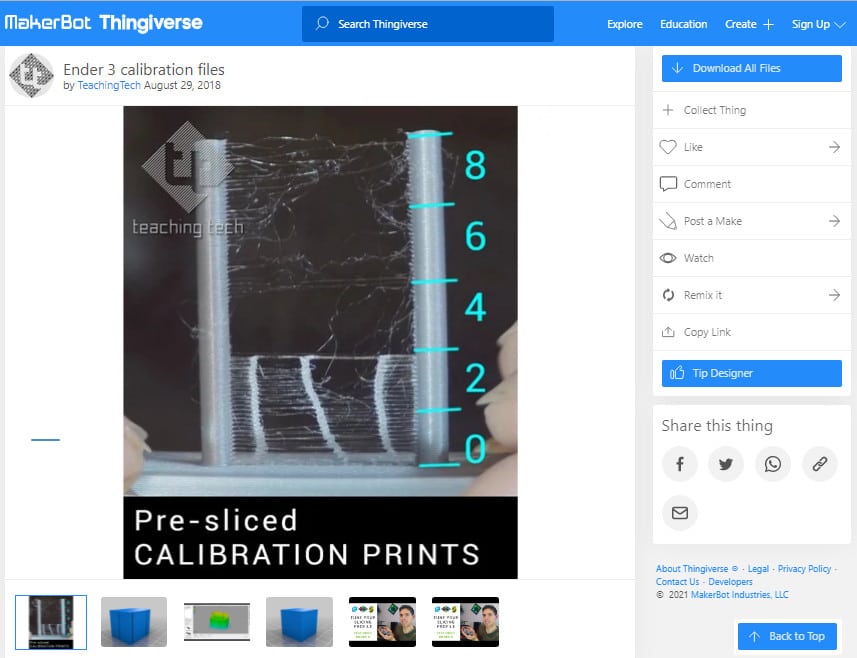
Az Ender 3 kalibrációs fájlok előre szeletelt G-kód fájlok a Creality Ender 3 vagy bármely más Marlin-alapú 3D nyomtatóhoz, amelyek segítenek megtalálni az ideális szeletelőbeállításokat.
Ez nem kifejezetten kalibrációs teszt, bár tartalmaz egy sebességtesztet a nyomtatási sebesség kalibrálásához. A letöltésben található, előre felszeletelt G-kód fájlok azonban nagyon hasznosak lehetnek a 3D nyomtató konfigurálásához.
A szeletelt fájlok a következőkből állnak:
- Visszahúzási teszt automatikus ágykiegyenlítéssel és anélkül
- Hőtorony automatikus ágykiegyenlítéssel és anélkül
- Sebességteszt automatikus ágykiegyenlítéssel és anélkül
- Teljesen konfigurált Ender 3 Simplify3D profil
Az Ender 3 kalibrációs fájlok készítőjének alábbi videója jó vizuális útmutató a szeletelő beállításainak beállításához.
Az Ender 3 kalibrációs fájlokat a TeachingTech hozta létre.
7. Alkatrész illesztés kalibrálása
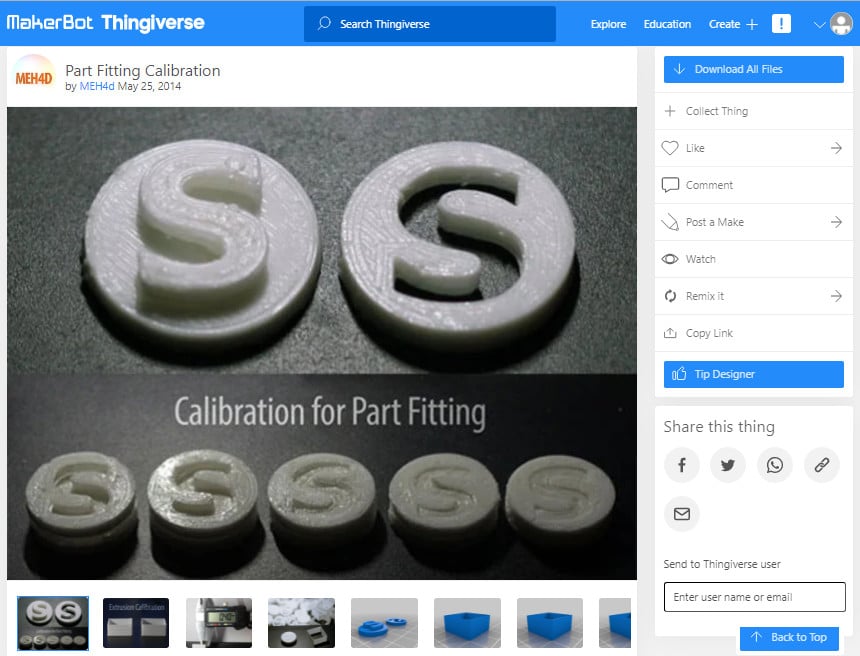
A Part Fitting Calibration teszt a 3D nyomtató extruderének beállítására szolgál, hogy az alkatrészek méretpontosabbak legyenek.
A cél az, hogy ennek a tesztnek az S-dugóit úgy nyomtassuk ki, hogy tökéletesen illeszkedjenek egymáshoz. A "Thing Files" rész alatt van egy másik modell is, a Thin Wall Test, a falvastagság kalibrálásához.
Egy érdekes információ, hogy ha a Simplify3D-t használja, akkor a Speciális beállítások "Vékony fal viselkedés" szakaszában engedélyezheti az "Egyetlen extrudálású falak engedélyezése" beállítást, hogy a legjobb eredménnyel nyomtassa ki a vékonyfalas modellt.
Azok, akik sikeresen kalibrálták az extruderüket ezzel a teszttel, azt mondják, hogy az olyan tárgyak, mint a csapágyak, fogaskerekek, anyák és csavarok most már jobban illeszkednek, és rendeltetésszerűen működnek.
A Part Fitting Calibration-t a MEH4d hozta létre.
8. Visszahúzási teszt
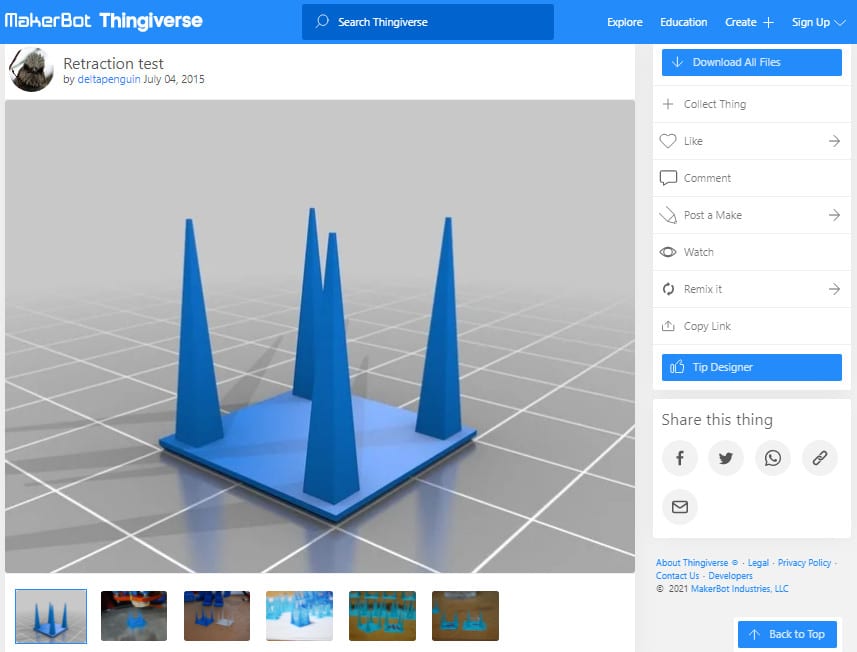
A visszahúzási teszt egy népszerű kalibrációs modell, amellyel ellenőrizheti, hogy a 3D nyomtató visszahúzási beállításai mennyire jól vannak beállítva.
A cél az, hogy kinyomtassuk a modellt, és megnézzük, hogy van-e bármilyen zsinórozás a négy piramisban. Az emberek azt mondják, hogy ez egy nagyszerű kalibrációs modell a zsinórozás kijavításához a nyomatokon, mielőtt továbblépnénk a fejlettebb objektumok felé.
Az alkotó a modell leírásában meghagyta a Slic3r szoftver munkabeállításait, például:
- Visszahúzási hossz: 3.4mm
- Visszahúzási sebesség: 15mm/s
- Visszahúzás rétegváltás után: engedélyezve
- Törlés visszahúzáskor: engedélyezve
- Réteg magassága: 0.2mm
- Nyomtatási sebesség: 20mm/s
- Menetsebesség: 250mm/s
Egy felhasználó szerint a hőmérséklet 5°C-kal való csökkentése segített csökkenteni a zsinórozást, mivel a filament nem lágyul meg annyira, és jobban megtartja az alakját. Azt tanácsoljuk, hogy próbálgassa a szeletelő beállításait, amíg meg nem találja az ideális pontot, és jó minőségű nyomatokat nem készít.
A Retraction Testet deltapenguin hozta létre.
9. Az alapvető kalibrációs készlet
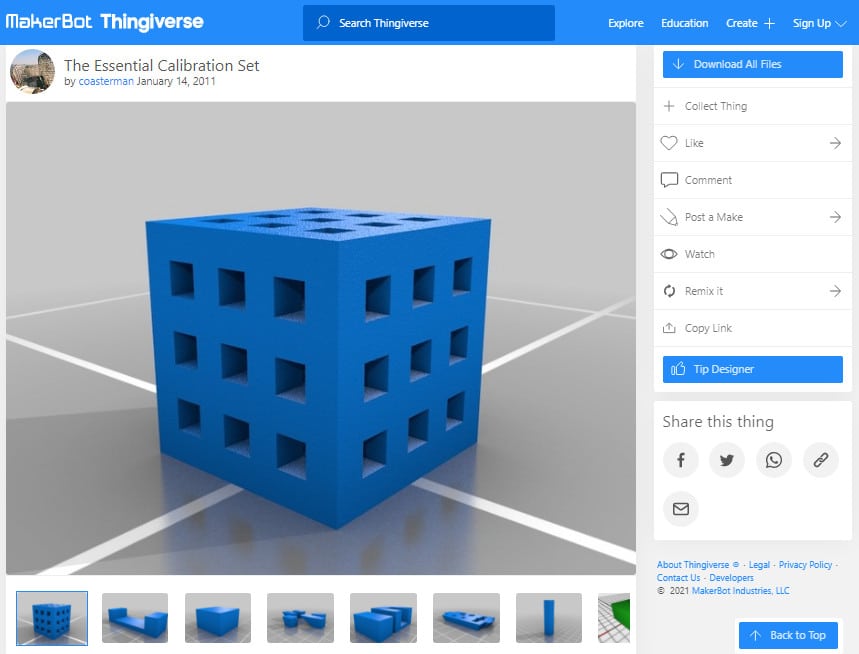
Az Essential Calibration Set több kalibrációs nyomat kombinációja, amely meghatározza, hogy a 3D nyomtatója mennyire jól van konfigurálva.
Ez a kalibrációs teszt a következő modellekből áll:
- .5mm vékony fal
- 20mm doboz
- 20 mm-es üreges doboz
- 50mm torony
- Kerületi szélesség / T teszter
- Precíziós blokk
- Túlnyúlás teszt
- Oozebane teszt
- Híd teszt
A készítő a leírásban utasításokat hagyott a készlet részét képező egyes kalibrációs nyomatok nyomtatásához. Érdemes ezeket követni a 3D nyomtató teljes kalibrálásához.
Az Essential Calibration Testet a coasterman hozta létre.
10. Ender 3 szintű teszt
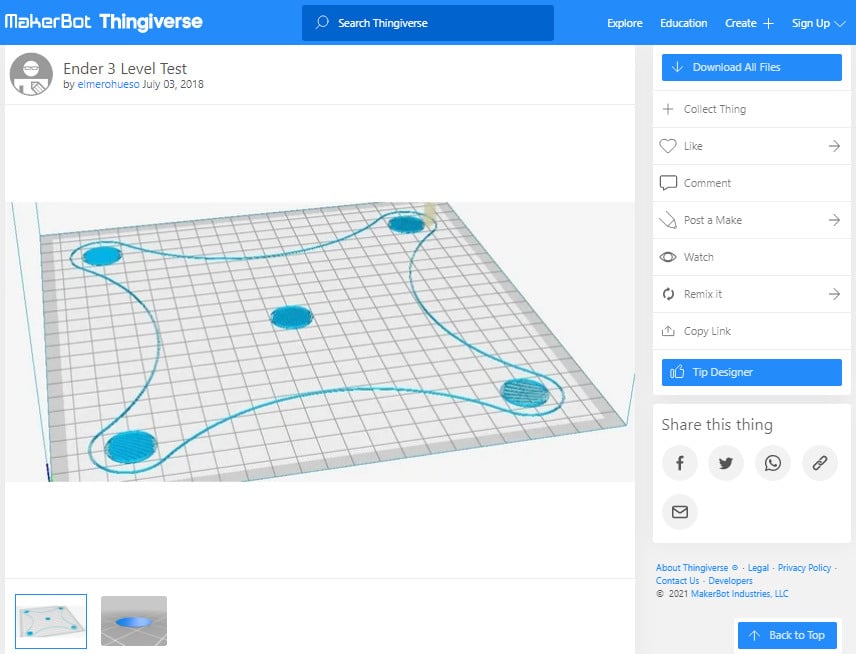
Az Ender 3 Level Test egy kalibrációs módszer, amely egy G-kód parancsot használ a nyomtatóágy egyenletes kiegyenlítéséhez, és öt 20 mm-es korongot nyomtat a tapadás beállításához.
Ez a kalibrációs teszt úgy működik, hogy utasítja a 3D nyomtató fúvókáját, hogy a nyomtatóágy minden egyes sarka felé mozogjon, és közben egy kis szünetet tart. Ez lehetővé teszi, hogy kézzel meghúzza vagy meglazítsa a szintezőgombokat, és kiegyenlítse a 3D nyomtatót.
A G-kód utasítja a fúvókát, hogy minden sarkon kétszer álljon meg, így kényelmesen kiegyenlítheti az Ender 3 nyomtatóágyát. Miután ez megtörtént, összesen öt 20 mm-es korongot nyomtat ki, hogy ellenőrizhesse a tapadást: négyet minden sarokban, és egyet középen.
Ne feledje, hogy ez a teszt olyan 3D nyomtatókkal kompatibilis, amelyek 220 x 220 mm-es építési térfogattal rendelkeznek. A modellt azonban frissítettük, hogy tartalmazza az Ender 3 V2 G-kód fájlját is, amely 235 x 235 mm-es építési térfogattal rendelkezik.
Az Ender 3 szintű tesztet elmerohueso hozta létre.
11. Mini multifunkciós teszt
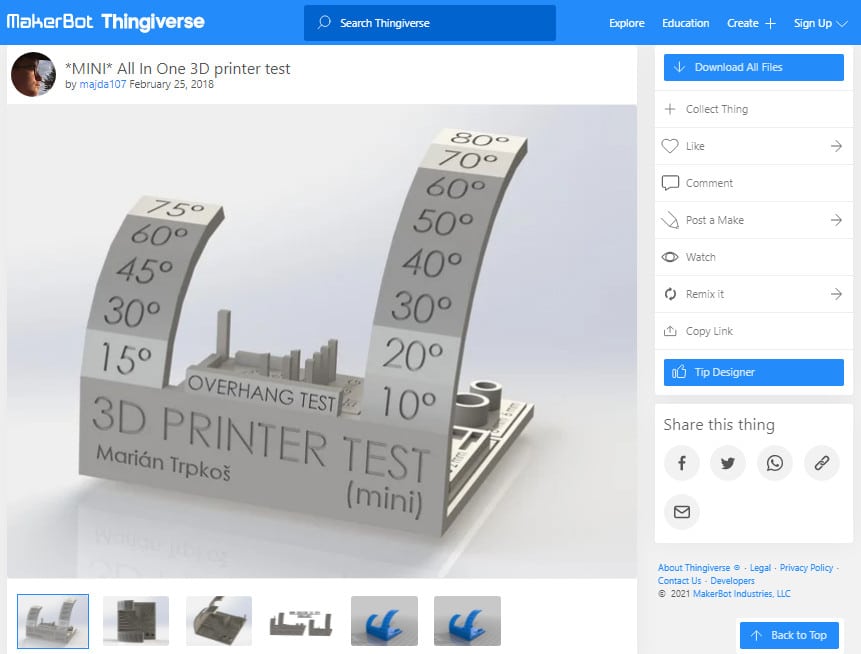
A MINI All In One 3D nyomtató teszt célja, hogy egyszerre több paramétert célozzon meg a 3D nyomtatás során, hogy ellenőrizze, mennyire képes a 3D nyomtatója valójában. Régebben egy nagyobb változat volt, de frissítette, hogy kisebb és gyorsabban nyomtatható legyen.
Ez a kalibrációs modell különböző tesztekből áll, mint például:
- Túlnyúlás teszt
- Hídvizsgálat
- Támogatási teszt
- Átmérő vizsgálat
- Skála teszt
- Lyuk teszt
A tárgy MINI kiadása 35%-kal kisebb, mint az eredeti All In One 3D nyomtató teszt. Az emberek valóban be tudták tárcsázni a 3D nyomtatójuk beállításait, miután kinyomtatták ezt a modellt.
Ennek a 3D nyomtatott tesztnek az eredményei alapján ellenőrizheti, hogy a 3D nyomtatójának mely területein van szükség munkára, így ennek megfelelően orvosolhatja a hiányosságokat.
A következő videó szépen illusztrálja, hogyan nyomtatják ki ezt a kalibrációs tesztet.
Az emberek azt tanácsolják, hogy ezt a modellt 100%-os kitöltéssel és támaszok nélkül nyomtassák ki a legjobb eredmény érdekében. A "Thing Files" rész alatt van egy szöveg nélküli verzió is, amelyet szintén ki lehet próbálni.
A készítő készített egy útmutatót, hogy megpróbáljon segítséget nyújtani azoknak a felhasználóknak, akiknek bármilyen problémájuk van a teszttel. Végigmegy a túl extrudálás rögzítésén, a PID automatikus hangolásán, a hőmérsékleti beállításokon, a szalagfeszítésen és az ágy PID-jén.
A Mini All In One-t a majda107 hozta létre.
12. Rácskocka kínzási vizsgálat
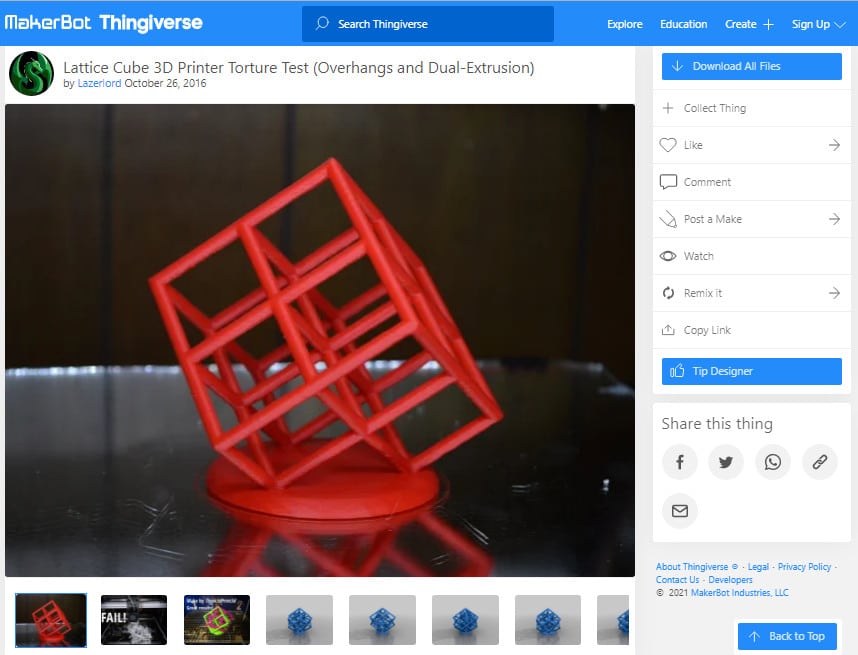
A Lattice Cube Torture Test a végső kalibrációs modell, amely a 3D nyomtató behúzását, túlnyúlásait, hőmérsékletét és hűtését hangolja.
Ez a teszt a Maker's Muse rácskockáin alapul, de ez a teszt inkább a nyomtató kalibrálásához szükséges módosítás.
A "Thing Files" menüpont alatt több különböző típusú rácskockát találsz, mindegyiknek megvannak a maga sajátosságai, amelyekkel érdemes megismerkedni.
A Super Lattice Cube STL például egy bonyolult modell, amely két egymásba forgatott rácskockából áll, ami még nehezebbé teszi a nyomtató számára, hogy mindent jól csináljon.
A készítő szerint a legjobb eredményt a rácskocka nyomtatásakor a legjobb, ha a rétegmagasságot 0,2 mm-re csökkenti.
A Maker's Muse következő videója remek bevezetés a rácsos kocka kínzási tesztjébe, úgyhogy nézze meg, ha többet szeretne megtudni.
A Lattice Cube Torture Testet Lazerlord hozta létre.
13. Végső extruder kalibrációs teszt
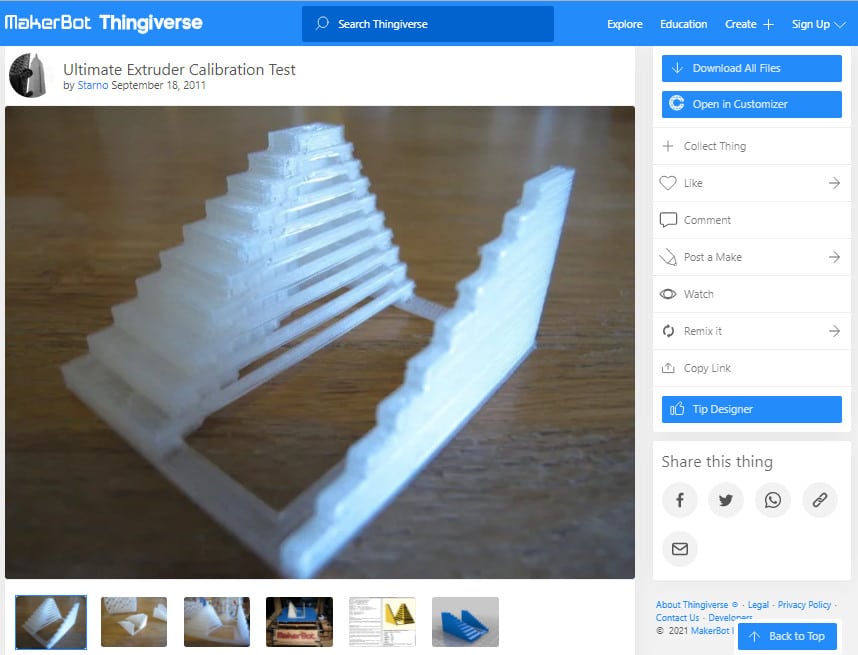
Az Ultimate Extruder Calibration Test a hőmérséklet és a haladási sebesség kalibrálásával hangolja a 3D nyomtatóját a hidak és a hézagtávolságok nyomtatására.
Ennek a modellnek a segítségével láthatja, hogy a hidak milyen messzire érnek el észrevehető hiányosságok nélkül. Ha úgy találja, hogy a hidak elkezdenek megereszkedni, az azt jelenti, hogy csökkenteni kell a hőmérsékletet.
Ezenkívül a modellen belül nagy hézagok vannak, ami kiválóan alkalmas a fordított vagy utazási sebesség beállítások tesztelésére. Az extra héjakat is ajánlott 0-ra állítani, és a lehető legkevesebb kitöltést használni, hogy időt takarítson meg és gyorsabban nyomtassa ki a modellt.
Azok, akik kipróbálták az Ultimate Extruder Calibration Testet, azt mondják, hogy ez egy nagyon hasznos kalibrációs nyomtatás, amely segített az embereknek az optimális hőmérsékleti beállítások elérésében és a tökéletes hidak elkészítésében.
Egy felhasználó, aki kinyomtatta a modellt, azt mondta, hogy a PrusaSlicerben a hézagkitöltési sebesség csökkentése kifejezetten jobb stabilitást eredményez a nyomtatás során.
Ezt a modellt saját változókkal is testreszabhatja. Ehhez a készítő az oldal leírásában hagyott utasításokat, amelyeket könnyen követhet.
Az Ultimate Extruder Calibration Testet a Starno hozta létre.
14. Testreszabható 3D tűrésvizsgálat
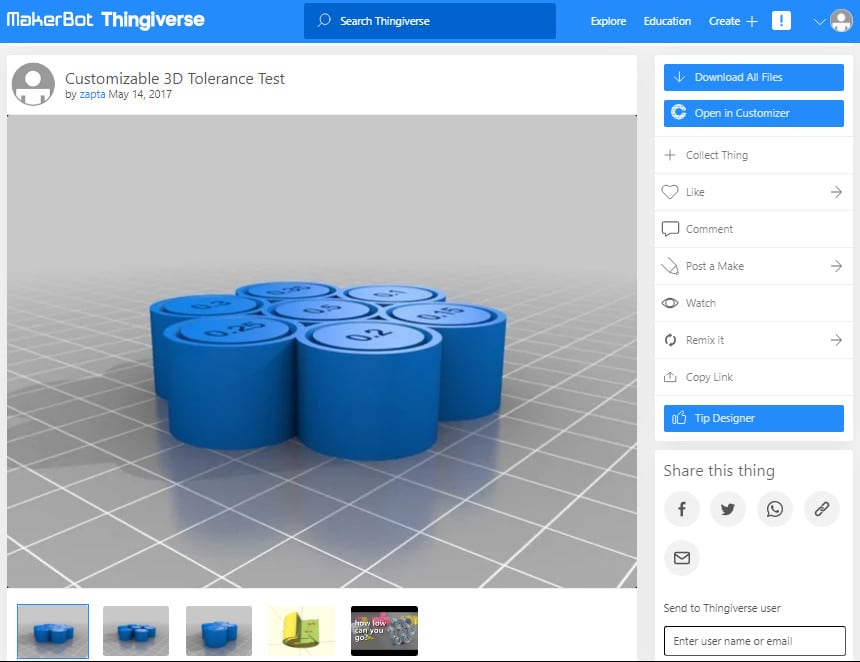
A testreszabható 3D tűrésvizsgálat beállítja a nyomtató pontosságát, és meghatározza, hogy mekkora tűrés a legjobb a 3D nyomtató számára.
A tolerancia a 3D nyomtatásban azt jelenti, hogy a 3D nyomtatott modell mennyire pontosan egyezik meg a tervezett modell méreteivel. A legjobb eredmény érdekében a lehető legkisebbre szeretnénk csökkenteni az eltérés mértékét.
Ezt akkor kell kalibrálni, ha olyan alkatrészeket szeretne készíteni, amelyeknek össze kell illeszkedniük.
Ez a modell 7 hengerből áll, amelyek mindegyike sajátos tűréssel rendelkezik. A modell kinyomtatása után gondosan megvizsgálja, hogy mely hengerek vannak szorosan beragadva, és melyek lazák.
A meglazultakat egy csavarhúzóval könnyen ki lehet venni. Így meghatározhatja a 3D nyomtatója számára legjobb tűrésértéket.
A Maker's Muse alábbi videója szépen elmagyarázza, mi az a tolerancia, és hogyan tesztelheti azt 3D nyomtatójánál.
Az egyik felhasználó azt tanácsolja, hogy a modellt 0%-os kitöltéssel nyomtassa ki, különben az egész modell összeolvadhat. A jobb tapadás és a vetemedés megakadályozása érdekében használhat tutajokat is ezzel a nyomtatással.
A testreszabható 3D tűrőképességi tesztet a zapta hozta létre.
Lásd még: A legjobb filament a fogaskerekekhez - Hogyan nyomtassuk ki őket 3D-ben?15. Ultrarövid és bélyegző; gazdaságos felfűzési vizsgálat
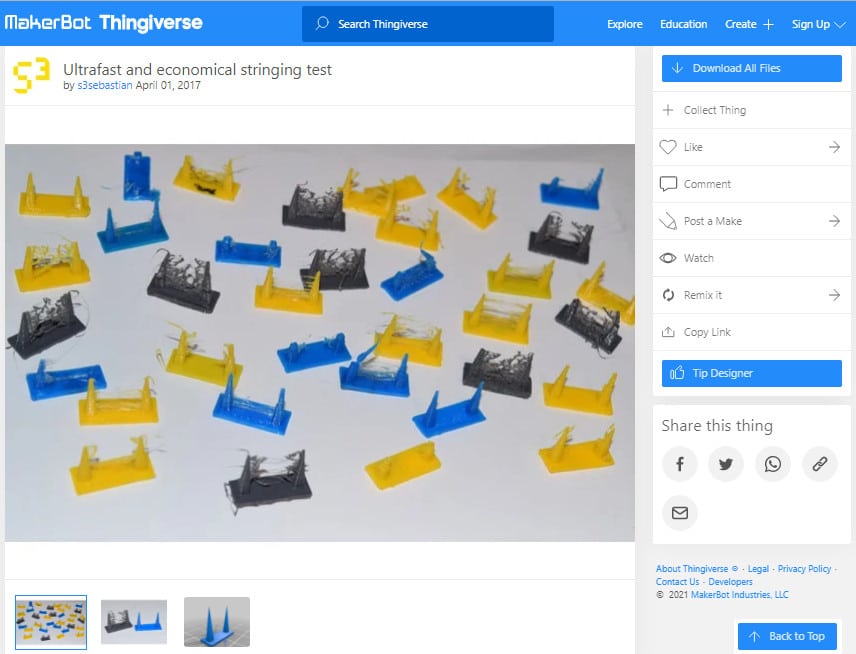
Az Ultrarövid és gazdaságos húrfűzés teszt egy gyors és egyszerű megoldás a 3D nyomatok húrfűzésére, amely nem igényel további utólagos feldolgozási lépéseket.
Ez a modell azt az előnyt nyújtja, hogy megállíthatja a nyomtatást, amint a két kinyomtatott piramison zsinórozást észlel. Ezután módosíthatja a behúzási vagy hőmérsékleti beállításokat, és kinyomtathat egy másik ilyen modellt, hogy folytassa a kalibrálást.
Ha a probléma továbbra is fennáll, ajánlom, hogy nézze meg egy másik cikkemet, amely a 3D-nyomtatásokban lévő zsinórozás és szivárgás javításának 5 módját tárgyalja.
Azok, akik megpróbálták ezzel a modellel kalibrálni a 3D nyomtatójukat, nagy elismeréssel nyilatkoztak az alkotóról. Ennek a modellnek a nyomtatása valahol 4 perc körül van, és nagyon kevés filamentet használ.
Ez időt és pénzt takarít meg, és lehetővé teszi, hogy megszabaduljon az alkatrészeken lévő szálaktól, amikor a fúvóka a felesleges filamentet kinyomja, és kis anyagszálakat hagy a nyomtatáson.
A következő videót is megnézheti, hogy vizuálisan is képet kapjon arról, hogyan lehet azonosítani a húrfelhúzást, és hogy a behúzási beállítások miért befolyásolják ezt a hibát, egyéb tényezők mellett.
Érdemes megjegyezni, hogy az izzószál szárazon tartása a munka fele a sikeres 3D nyomtatáshoz. Összeállítottam egy végső útmutatót a Hogyan szárítsuk meg a filamentet, mint egy profi, így nézd meg azt a részletes bemutatót.
Az ultragyors és gazdaságos húrozási tesztet s3sebastian hozta létre.
16. Ágyközpont kalibrációs teszt
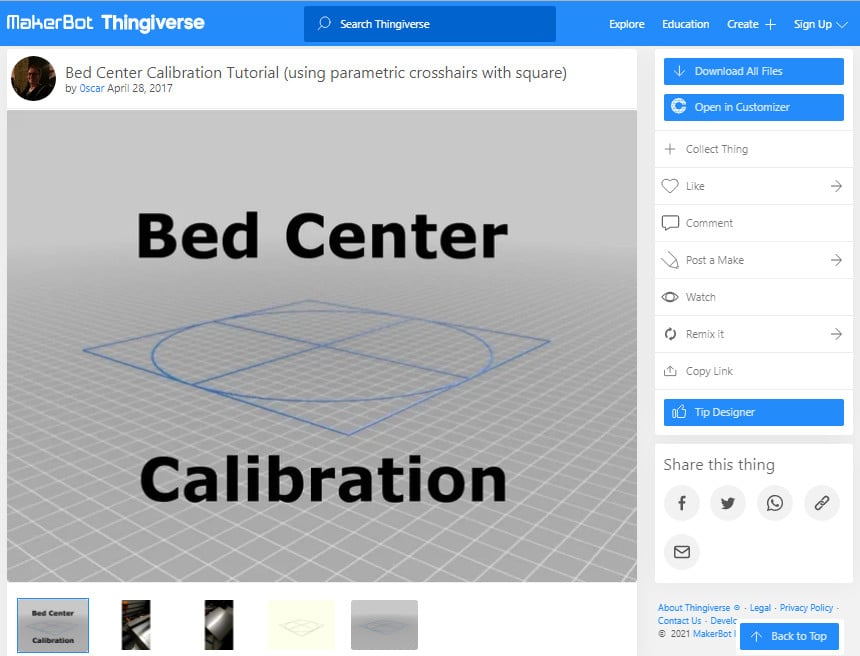
Az ágyközéppont kalibrációs teszt újból megvizsgálja a nyomtatóágyat, és segít megváltoztatni a 3D nyomtató által felismert ágyközéppontot az ágy tényleges középpontjára.
Ennek a modellnek a nyomtatásával világosan láthatja, hogy a nyomtatóágy tökéletesen középen van-e vagy sem, és erre szükség van ahhoz, hogy az alkatrészek ne legyenek eltolva a középponttól.
A modellben lévő keresztjellemzőnek pontosan a nyomtatóágy közepén kell lennie, és a külső négyzetek és a fűtött ágy szélének távolságának egyenlőnek kell lennie.
Ha úgy találja, hogy az ágya távol van a középponttól, akkor meg kell mérnie az X és Y irányú eltolódást, és a nyomtatóágy kalibrálásához meg kell változtatnia az ágy középpontjának értékét a firmware-ben.
A következő videó az ágyközpontosításról részletesen foglalkozik ezzel a folyamattal, ezért mindenképpen érdemes megnézni.
Az ágyközép kalibrációs tesztet 0scar hozta létre.
17. Lithophane kalibrációs vizsgálat
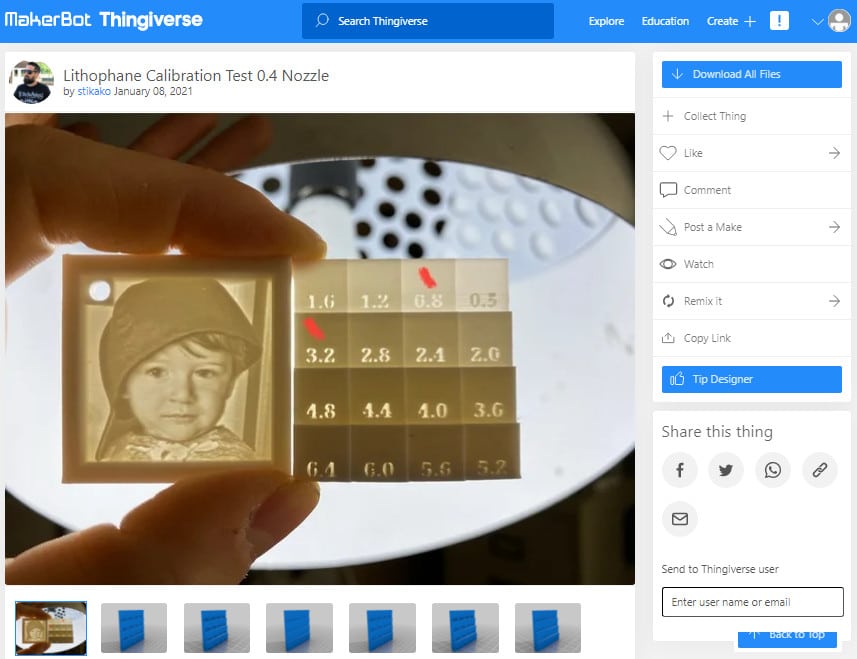
A Lithophane Calibration Test modell egy egyszerű teszt, amely segít meghatározni a legjobb nyomtatási beállításokat a 3D nyomtatott litofánok számára. 0,4 mm-rel növekvő falvastagság értékekből áll, az első 0,5 mm-es érték a kivétel.
Itt vannak az ajánlott beállítások, amelyeket a készítő a modellhez hagyott:
- Falak száma 10 (vagy 4,0 mm) - vagy magasabb
- Nincs kitöltés
- 0.1mm rétegmagasság
- Használjon karimát
- Nyomtatási sebesség 40 mm vagy kevesebb.
Ez a modell 40x40 mm-es és 80x80 mm-es változatban készül, mindegyik mérethez háromféle típusban:
- STD amely magában foglalja az emelt és süllyesztett számok kombinációját
- RAISED amely csak emelt számokat tartalmaz
- BLANK amely nem tartalmaz számokat
A készítő azt ajánlja, hogy a Lithophane Calibration Test nyomtatásához a RAISED vagy a BLANK modell használata jobb a kívánt eredmények eléréséhez, ezért alkalmazza a próbálgatásokat a 3D nyomtató kalibrálásához.
A Lithopane kalibrációs tesztet a stikako hozta létre.
18. Lego kalibrációs kocka
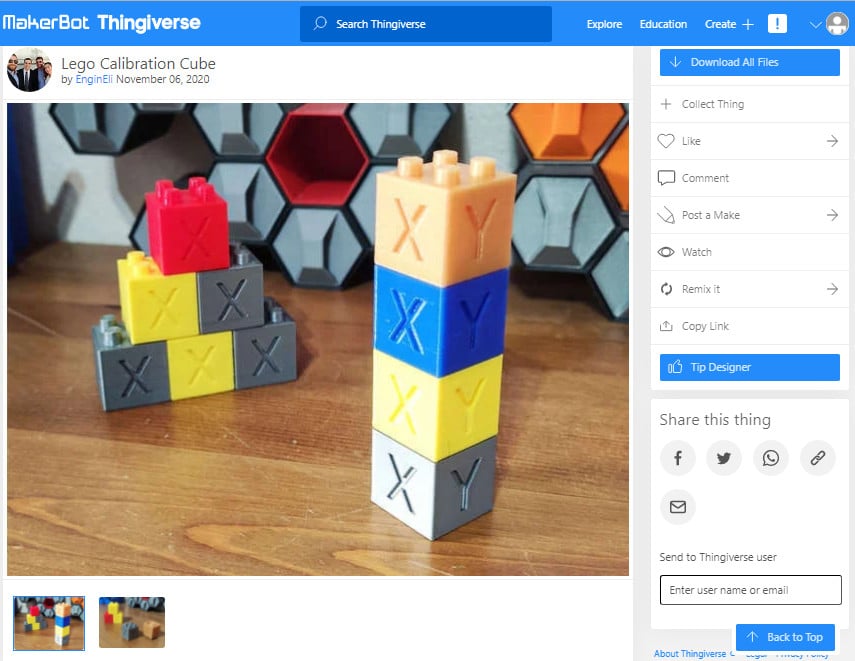
A LEGO kalibrációs kocka a nyomtatási tűrések, a felületi minőség és a szeletelőprofilok tesztelésére szolgáló hagyományos kalibrációs kockához hasonló, de ezek egymásra helyezhetők, így vizuálisan kellemesebb és hasznosabb kalibrációs kockát kapunk.
Ez a modell ugyanazt a funkciót szolgálja, mint az XYZ kalibrációs kocka, de továbbfejlesztésnek tekinthető, mivel akár menő kijelzőként vagy játékként is használható.
Ideális esetben a kocka mindhárom tengelyén 20 mm-es mérést kell végeznie, amelyet egy digitális mérőszerszámkészlettel mér.

Ha nem, akkor a 3D nyomtató finomhangolásához és a kiváló minőségű nyomatok készítéséhez külön-külön is kalibrálhatja az egyes tengelyek e-lépcsőit.
Az emberek szeretik a LEGO kalibrációs kocka ötletét, mert nem csak a nyomtatójukat konfigurálhatják vele, hanem az asztalukat is megszépíti, mivel a kockák egymásra rakhatók.
Lásd még: SKR Mini E3 V2.0 32-Bit Control Board felülvizsgálata - Megéri a frissítést?A Lego Calibration Cube-ot EnginEli készítette.
19. Áramlási sebesség kalibrálási módszer
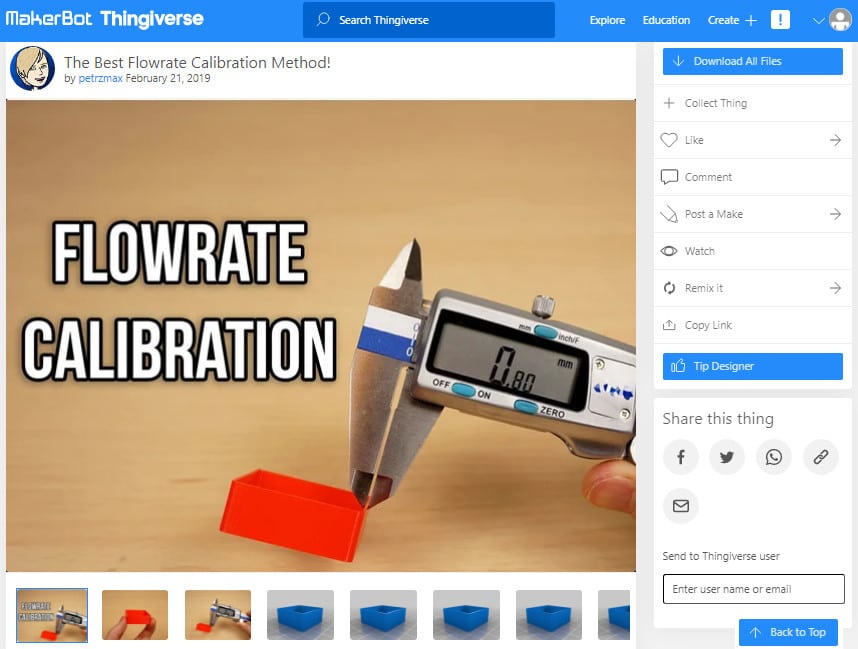
Az áramlási sebesség kalibrálási módszer egy hatékony teszt, amely segít az áramlási sebesség kalibrálásában próbálgatással, így a 3D nyomtató a megfelelő mennyiségű szál extrudálását végzi.
Ez a kalibrációs teszt gyors és egyszerű módja az áramlási sebesség beállításának, ami elengedhetetlen a kiváló minőségű nyomatok készítéséhez. Győződjön meg azonban arról, hogy az e-stepek kalibrálva vannak, mielőtt tesztelné az áramlási sebességet.
Ennek ellenére itt van, hogyan kalibrálhatja könnyen az áramlási sebességet ezzel a modellel.
1. lépés. Töltse le a fúvókaátmérőjének megfelelő áramlási sebesség-kalibrációs STL-fájlt.
2. lépés. Nyomtassa ki a modellt úgy, hogy az áramlási sebesség 100%-ra van állítva.
3. lépés. Mérje meg a nyomtatott modell minden falának szélességét.
4. lépés. Vegye ki a mérés átlagát a (A/B)*F A kapott érték lesz az új áramlási sebesség.
- A = a modell várható mérése
- B = a modell tényleges mérése
- F = új áramlási érték
5. lépés. Nyomtassa ki újra a modellt a kalibrált Áramlási sebesség értékkel, és utána mérje meg a modellt. Ha a tényleges mérés megegyezik a várt értékkel, akkor sikeresen kalibrálta az Áramlási sebességet.
Ha nem, számítsa ki újra az áramlási sebességet a mért értékkel, és ismételje meg a folyamatot, amíg a két mérés meg nem egyezik.
A következő videó azoknak szól, akik a vizuális oktatást részesítik előnyben.
Az áramlási sebesség kalibrációs módszert petrzmax hozta létre.
20. Felületkiképzési kalibrációs vizsgálat
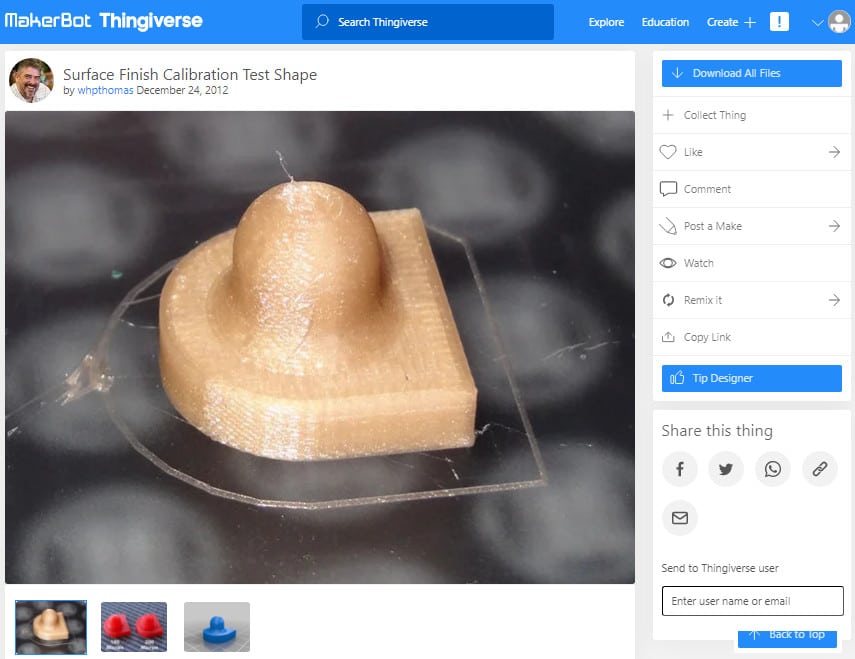
A Surface Finish Calibration Test meghatározza, hogy 3D nyomtatója mennyire jól nyomtatja ki modelljei felületeit. Tökéletes, ha problémái vannak az egyenetlen vagy ívelt felületek 3D nyomtatásával, így a főmodell megkezdése előtt megfelelően kalibrálhatja nyomtatóját.
Ez a modell gyors és egyszerű módja annak, hogy több felületet nyomtasson ki és ellenőrizze őket. Ezzel egyszerűbbé teszi a szeletelő beállításainak finomhangolását és a 3D nyomtató kalibrálását.
Az ajánlott beállításokat az oldal leírásában a modell minden egyes felbontásához megnézheti.
A készítő azt is megemlíti, hogy ha párás területen él, a fúvóka hőmérsékletének 5-10°C-kal való csökkentése segíthet jobb eredményt elérni.
A felületi felület kalibrációs tesztet whpthomas hozta létre.