
Indholdsfortegnelse
Når det kommer til 3D-print af klare harpiks-modeller, har jeg hørt om mange, der har problemer med uklare prints eller endda gulfarvning.
Jeg var nødt til at finde ud af, hvordan de erfarne 3D-printerbrugere derude kan forhindre, at deres klare, gennemsigtige harpiksudskrifter ser ufuldkomne og af dårlig kvalitet ud.
Tricket ved 3D-print af klare harpiksudskrifter er at minimere mængden af UV-lys, som modellerne får. Overeksponering for UV-lys er oftest det, der gør klare prints gule. Brug harpiksbelægning, spraybelægning eller manuel slibning for at få de bedste klare 3D-print af harpiks.
Læs resten af denne artikel for at få de vigtigste detaljer og metoder, der rent faktisk virker.
Kan du 3D-printe klare modeller i harpiks?
Du kan udskrive klare harpiks-modeller ved at bruge klar eller gennemsigtig harpiks fra mærker som Anycubic eller Elegoo. Det er vigtigt at få de rigtige indstillinger for eksponeringstid og hærdningstider efter endt udskrivning. Der er andre teknikker, du kan bruge til at gøre udskrifter klarere, f.eks. spraycoating.
Der er blevet testet og forbedret teknikker til korrekt 3D-print af klare modeller med 3D-printere med harpiks, som vil blive diskuteret i denne artikel.
Du kan udskrive helt gennemsigtige printmodeller, der er så klare, at du tydeligt kan se igennem dem og se materialet bag dine modeller.
Folk tror normalt, at de kun kan udskrive uigennemsigtige modeller med en 3D-printer, men denne printteknologi har meget mere at byde på.
Der er mange genstande, som man gerne vil have gennemsigtige, f.eks. telefonetuier, beholdere eller andre af dine modeller. Selv om de fleste modeller har farve bag dem for at give detaljer, kan klare 3D-print se rigtig godt ud.
En vigtig forskel, som folk ser på, er, om de ønsker at udskrive et gennemsigtigt print eller et gennemsigtigt print. Afhængigt af hvilke resultater du ønsker, skal du bruge visse teknikker for at opnå det.
Gennemskinnelige 3D-print af harpiks
Gennemsigtige 3D-udskrifter tillader lyset at passere gennem modellen, men du kan ikke se ordentligt gennem udskriftet. matteret papir, vokspapir og forskellige typer ark er nogle af de vigtigste eksempler på gennemskinnelige 3D-udskriftsmodeller.
Gennemsigtige 3D-print af harpiks
Gennemsigtige 3D-udskrifter i harpiks er modeller, der lader lyset passere helt igennem dem og gør det muligt at se gennem udskriften og det, der ligger bag modellerne, uden besvær.
Cellofan, klart glas, reagensglas, reagensglas og tragtrør er de mest almindelige eksempler på gennemsigtige materialer og prints.
Klar og gennemsigtig 3D-printning er ideel til modeller, der skal have et bestemt udseende, selv om de fleste modeller, der printes i klar, ser rigtig godt ud. Hvis du har set et billede af en klar statue eller skulpturmodel, ved du, hvad jeg taler om.
Uden den rette viden kan det være ret svært at få tingene så klare og gennemsigtige, som du ønsker.
Se også: Sådan løser du problemer med Ender 3 Y-akse &; Opgrader denJeg har set, hvordan nogle FDM-filamentprintere kan 3D-printe nogle ret tydelige modeller, f.eks. fjernstyrede fly eller noget som toppanelet på en værktøjskasse, men dette vil være fokuseret på harpiks.
SLA 3D-printere med klare harpikser
Fordelen ved at bruge SLA-teknologien til 3D-print af klare modeller er, at den kan printe så fine lag med præcision og detaljer. Det er den måde, lyset preller af på et objekt, der skaber gennemsigtigheden.
Overfladerne skal være meget glatte og må ikke have mange ridser eller ujævnheder.
Harpikser som Anycubic Plant-Based Clear Resin er specielt designet til at opnå fremragende klarhed, glat finish og udskrive de mest effektive gennemsigtige harpiks-modeller, der opfylder dine krav til funktionalitet og udseende.
Jeg vil tale om de bedste harpikser lidt længere nede i denne artikel, så vi kan fokusere på de faktiske metoder, der skal bruges.
Ingen printmodel vil være perfekt gennemsigtig, når den kommer ud af maskinen, hærdningen og efterbehandlingen spiller en vigtig rolle for at gøre dem krystalklare. Jo mere effektiv din hærdningsproces er, jo klarere, smukkere og mere perfekte vil dine prints være.
Sprøjtning, slibning eller overfladebehandling hjælper dig med at give dine 3D-printmodeller en bedre og glat finish, så du kan få de modeller, som du forventede og arbejdede på.
Nogle materialer kan også smeltes sammen til farverige harpikser, så du kan udskrive 3D-modeller i forskellige farver og med en vis gennemsigtighed, hvilket vil gøre modellen endnu mere charmerende eller kan hjælpe dig på nogle specifikke modeller.
Sådan 3D Print & Cure Resin Prints korrekt
Producenter har fundet på en genial metode til at lave fuldt gennemsigtige 3D-udskrifter ved hjælp af SLA-printteknologi.
Nedenfor er nogle af de bedste teknikker, der kan hjælpe dig med at gøre dine 3D-print gennemsigtige korrekt.
- Polering af harpiks
- Sprøjtelakering
- Manuel slibning
Polering af harpiks
Lad os starte med den mest effektive måde at gøre dine resinudskrifter gennemsigtige på.
Harpikspolering er den mest velegnede metode, hvis du har brug for at gøre dine prints helt gennemsigtige som glas. Den fungerer bedst på prints med flade eller næsten flade overflader.
Denne metode fungerer ved at:
- 3D-udskrivning af dit harpiksudtryk som normalt og vask det med den rengøringsopløsning, du har valgt (min er isopropylalkohol)
- Dyp nu forsigtigt dit resinprint i den klare resin for at give det et tyndt lag hele vejen rundt. Du kan også bruge en sprøjte til at påføre resinen.
- Fjern eventuelt stort overskud af harpiks på printet, f.eks. bobler med en sprøjte eller ved at duppe meget let med et papirhåndklæde
- Hærd 3D-printet som normalt, og hvis det gøres korrekt, får du et gennemsigtigt resinprint!
Du tænker måske, hvorfor kan jeg ikke bare hærde mit 3D-print direkte fra byggepladen, da det har samme lag klar harpiks omkring sig. Det er muligt at gøre dette, men du er mere tilbøjelig til at ende op med et gult print på grund af behovet for ekstra UV-lys eksponering.
Når du vasker modellen med isopropylalkohol, fjerner du overskuddet af uhærdet harpiks, som viser de ridser og laglinjer, der forhindrer fuld gennemsigtighed med harpiksudskrifter.
Hvis du efterlader lag, der ikke er så tynde med harpiksen, kan du begynde at miste detaljer og dimensionel nøjagtighed i dine modeller.
Nogle mennesker kræver kun, at visse dele af et 3D-print skal være gennemsigtige, så du kan blot dyppe den ønskede del og bruge den som en belægning for at fjerne ridser og ufuldkommenheder.
Du bør forsøge at dyppe harpiksen lidt ad gangen og skifte side, hvis modellen er lidt mere kompleks og ikke så flad. Det er en god idé at lade den tørre lidt i luften, så harpikslaget hærder og udfylder mærkerne på modellen.
Når du har gjort alt dette korrekt, kan du få et godt resultat ved at hærde modellen under UV-lys.
Hærd nu dit print under UV-lys i et UV-hærdningskammer, så det er sikkert at røre ved og bruge.
Hvis det gøres godt, forvandler det virkelig de gennemsigtige prints til transparente prints.
Sprøjtelakering
Denne metode er den næste, som mange vil kunne lide, fordi den er meget nemmere at udføre.
Du skal udskrive dit resinprint som normalt og vaske det med din rengøringsopløsning og derefter lade det tørre eller tørre det med et klap.
Når du har gjort det, skal du blot sprøjte dit harpiksudtryk og give det en belægning som ovenfor. Du skal sikre dig, at du ikke hærder udprintet lige efter sprøjtningen, da det faktisk kan gøre gulfarvningen værre.
Det anbefales altid at hærde dine modeller, når de er tørre frem for våde. Du kan investere i en lille ventilator for at fremskynde tørretiden for dine prints.
En simpel ventilator, som du kan få fra Amazon, er SmartDevil Small Personal USB Desk Fan. Den har 3 hastigheder, er ultra stille og vejer kun 6 oz for maksimal bekvemmelighed.

Vi skal faktisk bruge flere lag, så når dit print er tørret, skal du sprøjte det igen for at få endnu et lag, og nogle folk bruger endda tre lag.
Det anbefales at sprøjte prints på et rent, støvfrit sted for at forhindre, at urenheder klæber til 3D-printet.
Spraycoating er en nem og hurtig metode til at forbedre gennemsigtigheden af 3D-print uden at gå på kompromis med detaljerne i printet.
Denne metode anbefales og er effektiv til næsten alle typer 3D-harpiksudskrifter, selv om de har mange komplekse mønstre.
Sprøjtebelægning kan simpelthen dække lagene af prints og forhindre dem i at blive beskyttet mod UV-lys, hvilket kan føre til gulfarvning af prints undertiden.
Hvis du vil have prints, der skal være gennemsigtige som glas, vil det være en fordel at polere med harpiks eller den tredje metode, som jeg vil diskutere nedenfor, og derefter påføre spraycoaten bagefter.
Manuel slibning
Denne metode kan være ret vanskelig, når det gælder om at opnå total gennemsigtighed, men den kan fungere rigtig godt med øvelse og den rigtige model.
Det indebærer, at du glatter dine 3D-udskrifter med forskellige niveauer af sandpapirkorn og derefter polerer udskrifterne med en mikrofiberklud og akrylrengøringsmiddel. Udskrifterne bør blive skinnende ved 3.000 gryn og reflekterende ved ca. 12.000.
Prøv at bruge sandpapir og micromesh af forskellige sorter fra korn 400 til 12.000 til at fjerne ridser/urenheder, så det bliver helt gennemsigtigt.
Et godt sortiment af sandpapir, der bør sætte dig på rette spor med denne metode, er CenterZ 18-sheets Sandpaper 2,000-12,000 Assortment fra Amazon.

Du skal have en høj kornstørrelse på sandpapiret, før du begynder poleringsprocessen.
Videoen nedenfor er et eksempel på, hvad du forventes at gøre for at få de bedste resultater.
Metoden med manuel slibning og polering er kun fordelagtig for prints, der har færre detaljer og ikke er meget komplekse. Det kan være svært at opnå perfekt og fuldstændig gennemsigtighed ved hjælp af denne metode, især hvis dit print har for mange komplekse mønstre.
Det kan være nødvendigt med en større indsats, når du sliber og polerer dine 3D-udskrifter manuelt, men hvis du gør en indsats, kan du få et gennemsigtigt print ligesom et klart forstørrelsesglas.
Det kan tage et par forsøg at få det ned korrekt.
Til poleringssiden vil jeg anbefale at bruge Turtle Wax T-230A Rubbing Compound fra Amazon, det samme som i videoen ovenfor. Efter den indledende gnidning af den kraftige voks skal du gå videre til Turtle Wax T-417 Premium Grade Polishing Compound, også fra Amazon.
Et fantastisk værktøj til at støtte dit mål om klare 3D-print i harpiks er Huepar Tools 200W roterende værktøj med 222 stk. & 5 tilbehør. Det leveres med et væld af tilbehør, herunder dele til slibning og polering.

Husk, at det er svært at fjerne mærkerne fra hvert lag, da der kan være små ujævnheder fra slibningen. De bliver meget mere synlige, når lyset skinner fra forskellige vinkler.
En kombination af manuel slibning, harpiksbelægning og en afsluttende belægning med spray er den perfekte metode til at få klare, gennemsigtige 3D-udskrifter. Desuden skal du minimere den UV-eksponering, som du giver harpiksudskrifterne.
For at undgå uklare 3D-udskrifter af harpiks er der mange, der nævner, at rengøring med Yellow Magic eller ResinAway virkelig har hjulpet. De hvide, uklare pletter kan skyldes vandindholdet i isopropylalkohol.
Jeg vil anbefale at vælge Yellow Magic 7 Cleaner på 1 gallon, som har et lavt VOC-indhold og er menneske- og husdyrsikker. Det bruges normalt til rengøring af indirekte fødevareoverflader, men det fungerer rigtig godt til klare harpiksudskrifter.
En bruger, der brugte den til sine klare harpiksudskrifter, beskrev den som "den hellige gral inden for 3D-printning af harpiks".

Sådan finder du de bedste hærdningstider for 3D-print af harpiks
Mange mennesker sidder fast, når de skal finde ud af den ideelle hærdningstid for deres resinprint, da der er et par forskellige faktorer, der spiller ind.
For at få de bedste hærdningstider skal du selv afprøve tiderne med prøveudskrifter og se, hvordan kvaliteten bliver for hver gang. Du kan indstille normale eksponeringstider i intervaller på 1 sekund, og når du har fundet de bedste 2, kan du bruge intervaller på 0,2 sekunder for at indsnævre den allerbedste kvalitet.
Videoen nedenfor er god til at følge for at finde frem til eksponeringsindstillingerne for dit mærke af klar resin og den resinprinter, du bruger.
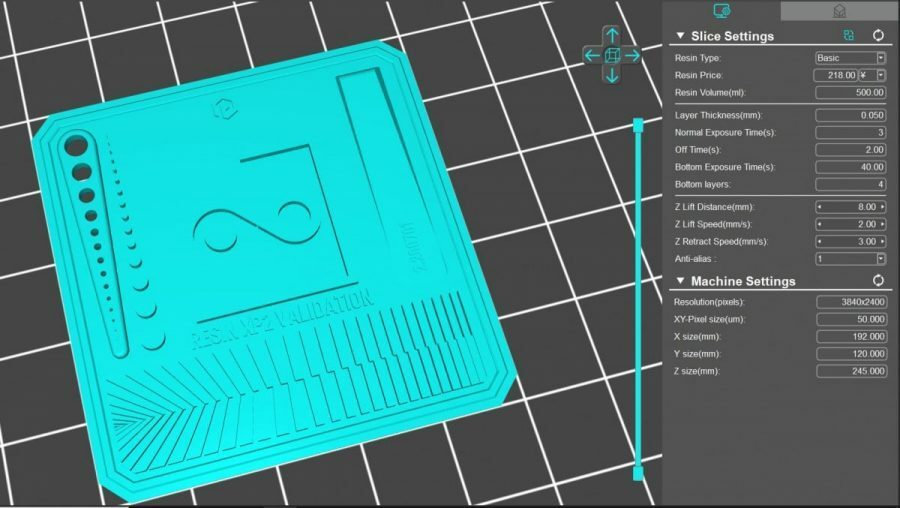
Du kan downloade og bruge Resin XP2 Validation Matrix .stl-filen (direkte download) som et testprint.
For mig på min Anycubic Photon Mono X (link til Anycubic-butik), der har en 4K Monochrome-skærm, skal jeg bruge meget mindre normal eksponering sammenlignet med et 3D-print med en 2K Monochrome-skærm, så husk på dette.
Du kan læse min grundige anmeldelse af Photon Mono X for at se, hvordan den klarer sig.
At sammenligne andres resultater er et godt udgangspunkt for at teste, snarere end en indstilling, som du skal gå ud fra vil fungere rigtig godt for dig.
Her er testprintet i Anycubic Photon Workshop slicer. Indtast blot den normale eksponeringstid, skær filen og gem den som sædvanlig, og gentag derefter dette for hver test af sekundværdier.
Det er en god idé at lave dem alle på én gang og printe dem ud en efter en med samme vaske- & kureringsproces/timing for at få en vis ensartethed.
Her er et eksempel på, hvordan testen ser ud.
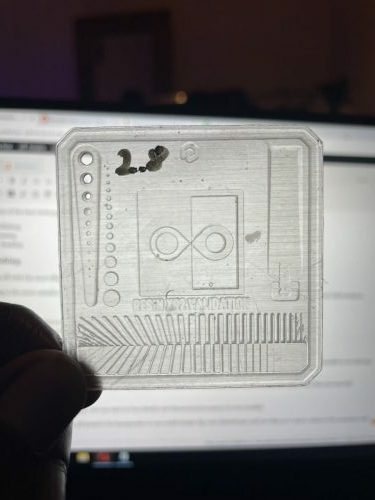
Dette er en eksponeringstid på 2,8 sekunder, som jeg skrev der for at hjælpe mig med at huske det. En normal eksponeringstid på 2,8 sekunder mangler nogle af detaljerne, f.eks. nederst til højre med de udviskede rektangler.
Selv om midten af uendeligt rører sig, er der andre detaljer, som ikke er de bedste, så kig rundt i hele testen for at finde den bedste eksponeringstidspunkt.
Du vil gerne kunne:
- Se skriften tydeligt
- Få uendelighedspunkterne til at røre hinanden perfekt
- Sørg for, at hullerne faktisk skaber et hul og ikke udfylder det
- Kontroller, at de "positive" og "negative" rektangler passer som et puslespil.
- Se detaljerne i det store rektangel til højre, samt formen nederst i rektanglet
1,6 sekunder ser lidt bedre ud, da vi kan se de rektangler lidt bedre, men det er ikke det bedste.
Se også: Sådan får du den perfekte køling af print & Ventilatorindstillinger
Nedenfor er 4 forskellige tests sat sammen for at sammenligne, selv om det er svært at se på kameraet i forhold til i virkeligheden, men 1 sekunders testen viser meget mere detaljer i de nederste rektangler sammenlignet med de andre.
Min ideelle eksponering med Anycubic Photon Mono X ved 0,05 mm laghøjde og 60 % UV-effekt er mellem 1 og 2 sekunder. Du kan derefter indsnævre tiderne for virkelig at skrue den ind.

De bedste klare harpikser til 3D-printning
Der findes mange klare og gennemsigtige harpikser til 3D-printning, men Anycubic Eco Resin Clear og IFUN 3D Printer Resin Clear anses for at være de bedste på grund af deres hurtige hærdning og bedste gennemsigtighed.
Anycubic plantebaseret øko klar harpiks

Jeg har brugt masser af Anycubic's Plant-Based Resin fra Amazon, og det gør et godt stykke arbejde med at producere prints af høj kvalitet med hurtige hærdningstider og lav lugt. Det er en af de bedste klare harpikser på markedet lige nu, og er kompatibel med alle typer harpiks printere.
Udskrifterne har en høj grad af klarhed og detaljerigdom uden synlige tegn på skævhed eller krympning. Udskrifterne er ikke særlig tilbøjelige til at gå i stykker under udskrivning på grund af deres kemiske egenskaber og styrke.
Hårdheden og styrken gør det muligt at fjerne printet nemt uden at ødelægge modellen, som det er tilfældet med andre harpikser.
Efterbehandlingen og hærdningsprocessen af denne harpiks er let, fordi den kan vaskes med vand og derefter hærdes under vand, hvilket kan give ekstra klarhed, detaljer og glathed til dine prints.
Nogle af de vigtigste funktioner omfatter:
- Nøjagtighed og høj præcision
- Reduceret dannelses- og hærdningstid
- Lavt krympning
- Let at udskrive med
- God styrke
- Ingen forvridning
- Høj modstandsdygtighed
- Effektiv fluiditet
- Ikke-bittesmelt
I en købers feedback stod der, at han købte 500 ml Anycubic Resin Clear til test, og han synes, at det er ret nyttigt, og hans direkte svar var, at han kunne lide det mest. Han sagde, at aftrykkene var af høj kvalitet og var gennemsigtige ligesom glas.
Han arbejdede på en ny 3D-printer, og for at forstå, hvordan printeren fungerer, brugte han en masse forskellige mærker af harpiks og gennemgik dem ... Efter sin første oplevelse købte han harpiksen i store mængder, fordi den fungerede så godt og også var ret billig.
Hvis du køber i løs vægt, skal du sørge for, at du opbevarer harpiksen utilgængeligt for børn og dyr på et køligt og mørkt sted.
Du kan få et par flasker Anycubic Plant-Based Clear Resin fra Amazon til en god pris.
IFUN 3D printer klar harpiks

IFUN Clear 3D-printerharpiks fra Amazon kan give gode gennemsigtige udskrifter sammenlignet med mange af konkurrenterne.
Det giver dig mulighed for at udskrive modeller, der skal vise de indre dele og detaljer tydeligt. Det er ret dyrt sammenlignet med Anycubic Plant-Based Clear Resin på grund af den effektive formel af denne harpiks.
En bruger formåede at få et klart harpiksudtryk selv med 30 minutters UV-eksponering, hvilket er mere end imponerende.
De fantastiske funktioner omfatter:
- Højere præcision og nøjagtighed
- Lavt svind på under 2 %
- Hurtig udskrivning
- Hurtig hærdning
- Høj styrke
- Lav lugt
Ryst godt før brug som sædvanlig, og sørg for at være opmærksom på efterhærdningsprocessen, da den spiller en yderst vigtig rolle for gennemsigtigheden.
For at opsummere:
- Køb noget klar harpiks, enten Anycubic Eco Resin eller IFUN Clear Resin
- Test den normale eksponeringstid med testprinten til validering af harpiks
- Vask printet med et godt rengøringsmiddel som f.eks. Yellow Magic 7
- Tør det klare harpiksudtryk og påfør en eller en kombination af ovenstående metoder (harpiksbelægning, sprøjtelakering, manuel slibning)
- Minimer udsættelse for UV-lys så meget som muligt under hærdning
- God fornøjelse med dit gennemsigtige 3D-print i harpiks!