
Sisällysluettelo
Olen kuullut, että monilla ihmisillä on ongelmia kirkkaan hartsin 3D-tulostuksen kanssa, kun tulosteet ovat sameat tai jopa kellastuneet.
Minun oli pakko selvittää, miten kokeneet 3D-tulostimen käyttäjät estävät kirkkaita, läpinäkyviä hartsitulosteita näyttämästä epätäydellisiltä ja heikkolaatuisilta.
Kirkkaiden hartsitulosteiden 3D-tulostuksen juju on minimoida mallien saaman UV-valon määrä. Liiallinen altistuminen UV-valolle saa useimmiten kirkkaat tulosteet kellastumaan. Käytä hartsipinnoitetta, ruiskupinnoitetta tai manuaalista hiontaa saadaksesi parhaat kirkkaat hartsi 3D-tulosteet.
Jatka lukemista tämän artikkelin loppuosassa tärkeimpien yksityiskohtien ja todella toimivien menetelmien löytämiseksi.
Voitko 3D-tulostaa kirkkaita hartsimalleja?
Voit tulostaa kirkkaita hartsimalleja käyttämällä kirkasta tai läpinäkyvää hartsia tuotemerkeiltä, kuten Anycubic tai Elegoo. On tärkeää, että valotusaika-asetukset ja kovettumisajat ovat oikeat tulostuksen valmistumisen jälkeen. On olemassa muitakin tekniikoita, joita voit käyttää tulosteiden kirkastamiseksi, kuten ruiskupinnoitus.
Tässä artikkelissa käsitellään tekniikoita, joita on testattu ja parannettu, jotta selkeät mallit voidaan tulostaa oikein hartsilla toimivilla 3D-tulostimilla.
Voit tulostaa täysin läpinäkyviä tulostusmalleja, jotka ovat niin kirkkaita, että voit nähdä niiden läpi ja tarkastella mallien takana olevaa materiaalia.
Ihmiset luulevat yleensä, että 3D-tulostimella voi tulostaa vain läpinäkymättömiä malleja, mutta tämä tulostustekniikka tarjoaa paljon muutakin.
On monia esineitä, joiden joku haluaisi olla läpinäkyviä, kuten puhelinkotelot, astiat tai oikeastaan kaikki mallisi. Vaikka useimmissa malleissa on väriä yksityiskohtien vuoksi, kirkkaat 3D-tulosteet voivat näyttää todella hyvältä.
Tärkein ero, jota ihmiset tarkastelevat, on se, haluavatko he tulostaa läpikuultavaa vai läpinäkyvää tulostetta. Riippuen siitä, millaisia tuloksia haluat, sinun on valittava tiettyjä tekniikoita, jotta pääset tulostamaan.
Läpikuultava hartsi 3D-tulosteet
Läpikuultavat 3D-tulosteet antavat valon kulkea mallin läpi, mutta tulosteen läpi ei näe kunnolla. Huurrettu paperi, vahapaperit ja erilaiset levyt ovat joitakin tärkeimpiä esimerkkejä läpikuultavista 3D-tulostemalleista.
Läpinäkyvä hartsi 3D-tulosteet
Läpinäkyvät hartsi-3D-tulosteet ovat malleja, jotka päästävät valon täysin niiden läpi ja joiden avulla voit nähdä tulosteen läpi ja mallin takana olevan asian ilman ongelmia.
Sellofaani, kirkas lasi, koeputket ja suppiloputket ovat yleisimpiä esimerkkejä läpinäkyvistä materiaaleista ja tulosteista.
Kirkas ja läpinäkyvä 3D-tulostus on ihanteellinen malleille, joille haluat tietynlaisen ulkonäön, vaikka useimmat kirkkaalla tulostetut mallit näyttävätkin todella hyviltä. Jos olet nähnyt kuvan kirkkaasta patsaasta tai veistosmallista, tiedät, mistä puhun.
Ilman oikeaa tietoa voi olla melko vaikeaa saada asiat niin selkeiksi ja täysin avoimiksi kuin haluat.
Olen nähnyt, miten joillakin FDM-filamenttitulostimilla voi 3D-tulostaa melko selkeitä malleja, kuten kauko-ohjattavia lentokoneita tai jotain työkalulaatikon yläpaneelia, vaikka tässä keskitytäänkin hartsiin.
Kirkkaita hartseja käyttävät SLA 3D-tulostimet
SLA-tekniikan hyöty kirkkaiden mallien 3D-tulostamisessa on se, että sillä voidaan tulostaa niin hienoja kerroksia tarkasti ja yksityiskohtaisesti. Läpinäkyvyys syntyy siitä, miten valo heijastuu kohteesta.
Pintojen on oltava hyvin sileitä, eikä niissä saa olla paljon naarmuja tai kuoppia.
Hartsit, kuten Anycubic-kasvipohjainen kirkas hartsi, on suunniteltu erityisesti erinomaisen kirkkauden ja sileän viimeistelyn aikaansaamiseksi ja tehokkaimpien läpinäkyvien hartsimallien tulostamiseksi, jotka täyttävät myös toiminnallisuuden ja ulkonäön vaatimukset.
Puhun parhaista hartseista hieman alempana tässä artikkelissa, jotta voimme keskittyä käyttämiimme menetelmiin.
Mikään tulostusmalli ei ole täysin läpinäkyvä, kun se tulee ulos koneesta, vaan kovettamisella ja jälkikäsittelyllä on tärkeä rooli kristallinkirkkaiden tulosteiden tekemisessä. Mitä tehokkaampi kovettamisprosessi on, sitä kirkkaampia, kauniimpia ja täydellisempiä tulosteistasi tulee.
Ruiskuttamalla, hiomalla tai pinnoittamalla saat paremman ja sileämmän pinnan 3D-tulostusmalleihisi, jotta saat odottamasi ja työstämäsi mallit.
Joitakin materiaaleja voidaan myös sulattaa värikkäiksi hartseiksi, joiden avulla voit tulostaa erivärisiä 3D-malleja, joissa on myös läpinäkyvyyttä. Tämä lisää mallin viehätystä tai voi auttaa sinua myös joissakin erityismalleissa.
Kuinka 3D-tulostaa & Paranna hartsi tulostaa oikein
Valmistajat ovat keksineet loistavan menetelmän täysin läpinäkyvien 3D-tulosteiden valmistamiseksi SLA-tulostustekniikalla.
Alla on joitakin parhaita tekniikoita, joiden avulla saat 3D-tulosteesi läpinäkyviksi kunnolla.
- Hartsin kiillotus
- Ruiskupinnoitus
- Manuaalinen hionta
Hartsin kiillotus
Aloitetaan tämä tehokkaimmasta tavasta tehdä hartsitulosteistasi läpinäkyviä.
Hartsikiillotus on sopivin menetelmä, jos haluat tehdä tulosteistasi täysin läpinäkyviä kuin lasi. Se toimii parhaiten tulosteissa, joiden pinta on tasainen tai lähes tasainen.
Tämä menetelmä toimii seuraavasti:
- 3D-tulosta hartsituloste normaalisti ja pese se valitsemallasi puhdistusliuoksella (omani on isopropyylialkoholi).
- Kasta nyt varovasti hartsijäljennös kirkkaaseen hartsiin ja levitä ohut kerros ympäriinsä. Voit myös käyttää ruiskua hartsin levittämiseen.
- Poista tulosteen pinnalla olevat suuret hartsin ylijäämät, kuten kuplat ruiskulla tai hyvin kevyesti paperipyyhkeellä taputtelemalla.
- Koveta 3D-tuloste normaalisti ja jos se tehdään oikein, tuloksena on läpinäkyvä hartsituloste!
Saatat miettiä, miksi en voi vain kovettaa 3D-tulostustani suoraan rakennuslevyltä, koska sen ympärillä on sama kirkas hartsikerros. Tämä on mahdollista, mutta tulostustulos on todennäköisesti keltainen, koska se tarvitsee ylimääräistä UV-valoa.
Kun peset mallin isopropyylialkoholilla, poistat ylimääräisen kovettumattoman hartsin, joka tuo esiin naarmut ja kerrosviivat, jotka estävät täydellisen läpinäkyvyyden hartsitulosteissa.
Jos jätät hartsin kanssa ohuita kerroksia, voit alkaa menettää malleissasi yksityiskohtia ja mittatarkkuutta.
Jotkut ihmiset haluavat vain tiettyjen 3D-tulosteen osien olevan läpinäkyviä, joten voit yksinkertaisesti kastaa haluamasi osan ja käyttää sitä pinnoitteena naarmujen ja epätäydellisyyksien poistamiseksi.
Hartsia kannattaa yrittää kastaa vähän kerrallaan, vuorotellen puolin ja toisin, jos malli on hieman monimutkaisempi eikä niin tasainen. Sen jälkeen on hyvä antaa sen kuivua ilmassa hieman, jotta hartsikerros kovettuu ja täyttää mallin jäljet.
Kun olet tehnyt kaiken tämän oikein, mallin kovettaminen UV-valojen alla tuottaa hienoja tuloksia.
Koveta tuloste UV-valoissa UV-kovetuskammiossa, jolloin se on turvallista koskettaa ja käyttää.
Hyvin tehtynä se todella muuttaa läpikuultavat tulosteet kauniisti läpinäkyviksi.
Ruiskupinnoitus
Seuraavaksi tämä menetelmä on se, josta monet pitävät, koska se on paljon helpompi tehdä.
Tulosta hartsituloste normaalisti ja pese se puhdistusliuoksella ja anna sen sitten kuivua tai taputtele se kuivaksi.
Tämän jälkeen ruiskutat hartsitulosteen, jolloin se saa edellä kuvatun kaltaisen pinnoitteen. Varmista, ettet koveta tulostetta heti ruiskutuksen jälkeen, koska se voi itse asiassa pahentaa kellastumista.
On aina suositeltavaa kovettaa mallisi, kun ne ovat kuivia eivätkä märkiä. Voit investoida pieneen tuulettimeen, joka nopeuttaa tulostuksen kuivumisaikaa.
Yksinkertainen, jonka saat Amazonista, on SmartDevil Small Personal USB Desk Fan. Siinä on 3 nopeutta, se on erittäin hiljainen, ja se painaa vain 6 unssia maksimimukavuuden vuoksi.

Käytämme itse asiassa useampia kerroksia, joten kun painatus on kuivunut, suihkuta se uudelleen toiseen kerrokseen, ja jotkut ihmiset käyttävät jopa kolmea kerrosta.
On suositeltavaa ruiskuttaa tulosteet puhtaassa pölyttömässä paikassa, jotta 3D-tulosteisiin ei tartu epäpuhtauksia.
Ruiskupinnoitus on helppo ja nopea tapa parantaa 3D-tulosteiden läpinäkyvyyttä ilman, että tulosteiden yksityiskohdista joudutaan tinkimään.
Katso myös: Voivatko hartsitulosteet sulaa? Ovatko ne lämmönkestäviä?Tätä menetelmää suositellaan ja se on tehokas lähes kaikentyyppisille 3D-hartsitulosteille, vaikka niissä olisi monia monimutkaisia kuvioita.
Pelkkä ruiskupinnoite voi peittää tulostekerrokset, jolloin ne eivät altistu UV-valolle, mikä voi joskus johtaa tulosteiden kellastumiseen.
Jos haluat tulosteita, joiden on oltava läpinäkyviä kuin lasi, on hyödyllistä tehdä hartsikiillotus tai kolmas menetelmä, jota käsittelen jäljempänä, ja levittää ruiskupinnoite sen jälkeen.
Manuaalinen hionta
Tämä menetelmä voi olla melko vaikea, kun on kyse täydellisestä läpinäkyvyydestä, vaikka se voi toimia todella hyvin harjoituksen ja oikean mallin avulla.
Siinä 3D-tulosteet tasoitetaan eri hiekkapaperin karkeuksilla, minkä jälkeen tulosteet kiillotetaan mikrokuituliinalla ja akryylipuhdistusaineella. Tulosteiden pitäisi kiiltää 3000 karkeuden kohdalla ja muuttua heijastaviksi noin 12 000 karkeuden kohdalla.
Yritä käyttää hiomapaperia ja mikrosilmiä eri lajikkeista vähitellen 400:sta 12 000:een ja poistaa naarmut/epäpuhtaudet, jotta se olisi täysin läpinäkyvä.
Hieno hiekkapaperivalikoima, jonka pitäisi asettaa sinut oikealle tielle tämän menetelmän kanssa, on CenterZ 18-arkkia hiekkapaperia 2 000-12 000 -lajitelma Amazonista.

Hiekkapaperin karkeus on asetettava korkealle tasolle ennen kiillotusprosessin aloittamista.
Alla oleva video on esimerkki siitä, mitä sinun pitäisi tehdä parhaiden tulosten saavuttamiseksi.
Manuaalinen hionta- ja kiillotusmenetelmä on hyödyllinen vain tulosteille, joissa on vähemmän yksityiskohtia ja jotka eivät ole kovin monimutkaisia. Täydellisen ja täysin läpinäkyvän tulosteen saaminen voi olla vaikeaa tällä menetelmällä, varsinkin jos tulosteessa on liian monimutkaisia kuvioita.
Saatat tarvita enemmän vaivaa hioessasi ja kiillottaessasi 3D-tulosteita manuaalisesti, mutta jos panostat tähän vaivaan, saat tulosteen läpinäkyväksi aivan kuten kirkas suurennuslasi.
Saattaa kestää muutaman kerran, ennen kuin tämä onnistuu kunnolla.
Kiillotuspuolella suosittelen käyttämään Turtle Wax T-230A Rubbing Compoundia Amazonista, samaa kuin yllä olevalla videolla. Raskaan vahan alkuhieronnan jälkeen siirry Turtle Wax T-417 Premium Grade Polishing Compoundiin, myös Amazonista.
Erinomainen työkalu, joka tukee tavoitettasi kirkkaiden hartsisten 3D-tulosteiden saamiseksi, on Huepar Tools 200W Rotary Tool, jossa on 222 kpl & 5 lisälaitetta. Sen mukana tulee koko joukko lisävarusteita, mukaan lukien hiomiseen ja kiillottamiseen tarkoitetut osat.

Muista, että jälkien poistaminen jokaisesta kerroksesta on vaikeaa, koska niissä voi olla pieniä hiomalla syntyneitä epätasaisuuksia. Ne tulevat paljon paremmin näkyviin, kun valo paistaa eri kulmista.
Manuaalisen hionnan, hartsipinnoituksen ja viimeisen ruiskupinnoituksen yhdistelmä on täydellinen menetelmä kirkkaiden ja läpinäkyvien 3D-tulosteiden saamiseksi. Lisäksi minimoi hartsitulosteiden UV-valoaltistus.
Monet ihmiset mainitsevat, että sameiden hartsi-3D-tulosteiden estämiseksi puhdistaminen Yellow Magicilla tai ResinAwaylla on auttanut. Nämä valkoiset sameat laikut voivat johtua isopropyylialkoholin vesipitoisuudesta.
Suosittelen käyttämään 1 gallonan Yellow Magic 7 Cleaner -puhdistusainetta, jonka VOC-pitoisuus on alhainen ja joka on ihmiselle ja lemmikkieläimille turvallinen. Sitä käytetään yleensä epäsuorien elintarvikepintojen puhdistukseen, mutta se toimii todella hyvin kirkkaille hartsitulosteille.
Eräs käyttäjä, joka käytti sitä kirkkaisiin hartsitulosteisiinsa, kuvaili sitä "hartsi-3D-tulostuksen pyhäksi Graalin maljaksi".

Miten löytää parhaat kovettumisajat hartsin 3D-tulosteille?
Monet ihmiset ovat jumissa, kun on kyse hartsitulosteiden ihanteellisten kovettumisaikojen määrittämisestä, koska asiaan vaikuttaa useita eri tekijöitä.
Parhaiden kovettumisaikojen löytämiseksi sinun on tehtävä omia kokeiluja ja testejä testitulosteiden avulla ja katsottava, miten laatu muuttuu joka kerta. Voit asettaa normaalit valotusajat 1 sekunnin askelin, ja kun olet löytänyt parhaan 2, voit käyttää 0,2 sekunnin askelia parhaan laadun rajaamiseksi.
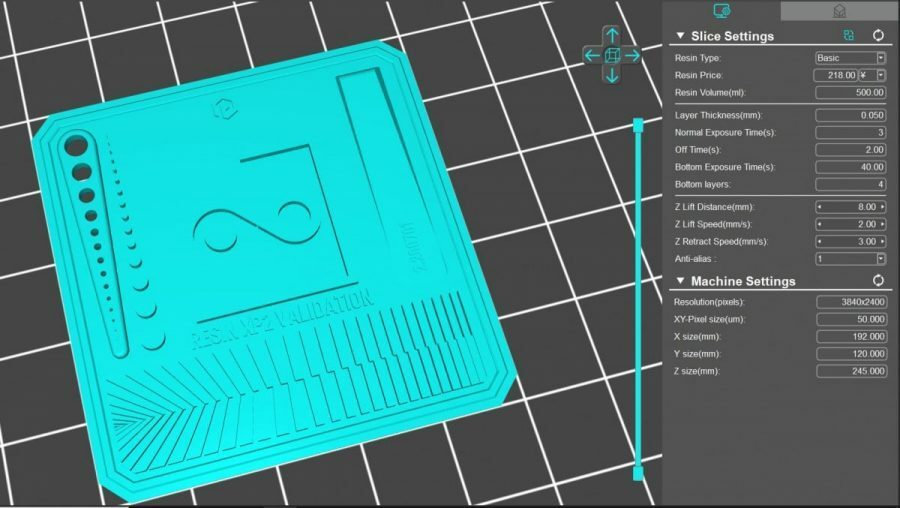
Alla olevaa videota on hyvä seurata valotusasetusten määrittämiseksi kirkkaan hartsin merkkisi ja käyttämäsi hartsitulostimen mukaan.
Voit ladata ja käyttää Resin XP2 Validation Matrix .stl-tiedostoa (suora lataus) testitulosteena.
Minulle Anycubic Photon Mono X (linkki Anycubicin myymälään), jossa on 4K-monokrominäyttö, tarvitsen paljon vähemmän normaalia valotusta verrattuna hartsin 3D-tulostukseen, jossa on 2K-monokrominäyttö, joten pidä tämä mielessä.
Voit tutustua Photon Mono X:n perusteelliseen arvosteluun nähdäksesi, miten se toimii.
Muiden ihmisten tulosten vertailu on hyvä lähtökohta testaamiselle, eikä niinkään asetus, jonka pitäisi olettaa toimivan todella hyvin omalla kohdallasi.
Tässä on testituloste Anycubic Photon Workshop -viipalointiohjelmassa. Syötä vain normaali valotusaika, viipaloi tiedosto ja tallenna se tavalliseen tapaan ja toista tämä sitten jokaiselle testisekuntiarvolle.
On hyvä ajatus tehdä ne kaikki kerralla ja tulostaa ne yksi kerrallaan samanlaisella pesu- & parannusprosessilla/ajoituksella, jotta saat jonkinlaisen johdonmukaisuuden.
Tässä on esimerkki siitä, miltä testi näyttää.
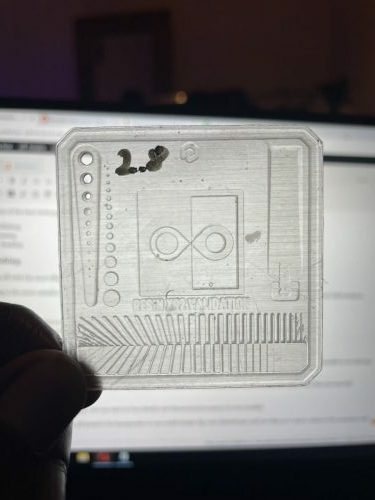
Tämä on 2,8 sekunnin valotusaika, kuten kirjoitin muistin vuoksi. 2,8 sekunnin normaali valotusaika ei riitä joihinkin yksityiskohtiin, kuten oikeassa alareunassa oleviin haalistuneisiin suorakulmioihin.
Vaikka äärettömän keskikohta koskettaa, muut yksityiskohdat eivät ole parhaita, joten katso koko testiä parhaan valotusajankohdan löytämiseksi.
Haluat pystyä:
- Näe kirjoitus selvästi
- Äärettömyyspisteet koskettavat toisiaan täydellisesti
- Varmista, että reiät todella tuottavat aukon eivätkä täytä sitä.
- Tarkista, että "positiiviset" ja "negatiiviset" suorakulmiot sopivat yhteen kuin palapeli.
- Katso oikealla olevan suuren suorakulmion yksityiskohdat sekä suorakulmion alaosassa oleva muoto.
1,6 sekuntia näyttää hieman paremmalta, koska voimme erottaa suorakulmiot hieman paremmin, mutta se ei ole paras mahdollinen.

Alla on 4 erilaista testiä, jotka on koottu yhteen vertailua varten, vaikka sitä on vaikea nähdä kamerasta ja henkilökohtaisesti, mutta 1 sekunnin testissä näkyy paljon enemmän yksityiskohtia alemmissa suorakulmioissa verrattuna muihin testeihin.
Ihanteellinen valotukseni Anycubic Photon Mono X -laitteella 0,05 mm:n kerroskorkeudella ja 60 %:n UV-teholla on 1 sekunnin ja 2 sekunnin välillä. Sen jälkeen voit tarkentaa aikoja, jotta voit todella valita sen.

Parhaat kirkkaat hartsit 3D-tulostukseen
3D-tulostukseen on olemassa monia kirkkaita ja läpinäkyviä hartseja, mutta Anycubic Eco Resin Clear ja IFUN 3D Printer Resin Clear ovat parhaita niiden nopean kovettumisen ja parhaan läpinäkyvyyden ansiosta.
Anycubic kasvipohjainen Eco Clear Hartsi

Olen käyttänyt paljon Anycubicin kasvipohjaista hartsia Amazonista, ja se tekee erinomaista työtä korkealaatuisten tulosteiden tuottamisessa nopeilla kovettumisajoilla ja vähäisellä hajulla. Se on yksi parhaista kirkkaista hartseista markkinoilla tällä hetkellä, ja se on yhteensopiva kaikentyyppisten hartsitulostimien kanssa.
Tulosteet ovat erittäin selkeitä ja yksityiskohtaisia ilman näkyviä merkkejä vääntymisestä tai kutistumisesta. Tulosteet eivät ole kovin alttiita rikkoutumaan tulostuksen aikana, koska ne ovat kemiallisilta ominaisuuksiltaan ja lujuudeltaan hyvin kestäviä.
Kovuuden ja lujuuden ansiosta voit poistaa tulosteen helposti rikkomatta mallia kuten muut hartsit.
Tämän hartsin jälkikäsittely- ja kovettumisprosessi on helppoa, koska se voidaan pestä vedellä ja kovettaa veden alla, mikä voi lisätä tulosteiden selkeyttä, yksityiskohtia ja sileyttä.
Joitakin sen tärkeimpiä ominaisuuksia ovat:
- Tarkkuus ja korkea tarkkuus
- Lyhyempi muodostumis- ja kovettumisaika
- Alhainen kutistuminen
- Helppo tulostaa
- Hyvä lujuus
- Ei vääntymistä
- Korkea vastus
- Tehokas sujuvuus
- Ei-hauraus
Erään ostajan palautteessa todettiin, että hän osti 500 ml Anycubic Resin Clear -hartsia testattavaksi ja että se on hänen mielestään varsin hyödyllinen, ja hänen suorasanainen vastauksensa oli, että hän piti siitä eniten. Hän sanoi, että tulosteet olivat korkealaatuisia ja läpinäkyviä aivan kuin lasi.
Hän työskenteli uuden 3D-tulostimen parissa, ja ymmärtääkseen tulostimen toimintaa hän käytti ja kävi läpi paljon eri hartsimerkkejä... Ensimmäisen kokemuksensa jälkeen hän meni ulos ja osti hartsia irtotavarana, koska se toimi niin hyvin ja oli myös melko edullista.
Jos ostat irtotavarana, varmista, että pidät hartsin poissa lasten ja eläinten ulottuvilta viileässä ja pimeässä paikassa.
Voit hankkia itsellesi muutaman pullon Anycubicin kasvipohjaista kirkasta hartsia Amazonista edulliseen hintaan.
Katso myös: Tukimateriaalin poistaminen 3D-tulosteista - parhaat työkalutIFUN 3D-tulostimen kirkas hartsi

IFUN Clear 3D Printer Resin Amazonista voi tarjota upeita läpinäkyviä tulosteita verrattuna moniin kilpailijoihinsa.
Sen avulla voit tulostaa malleja, joiden sisäosat ja yksityiskohdat on näytettävä selvästi. Se on melko kallista verrattuna Anycubic Plant-Based Clear Resiniin, koska se on tehokasta resiiniä.
Eräs käyttäjä onnistui saamaan kirkkaan hartsitulosteen jopa 30 minuutin UV-valotuksella, mikä on enemmän kuin vaikuttavaa.
Sen hämmästyttäviin ominaisuuksiin kuuluvat:
- Suurempi tarkkuus ja täsmällisyys
- Alhainen kutistuma alle 2%
- Nopea tulostus
- Nopea kovettuminen
- Korkea lujuus
- Alhainen haju
Ravista hyvin ennen käyttöä tavalliseen tapaan ja varmista, että kiinnität asianmukaista huomiota jälkikovettumisprosessiin, koska sillä on erittäin tärkeä rooli läpinäkyvyyden aikaansaamisessa.
Yhteenvetona:
- Hanki kirkasta hartsia, joko Anycubic Eco Resin tai IFUN Clear Resin.
- Testaa normaali valotusaika hartsin validointitestitulosteella.
- Pese tuloste hyvällä puhdistusaineella, kuten Yellow Magic 7:llä.
- Kuivaa kirkas hartsituloste ja käytä yhtä tai useampaa edellä mainituista menetelmistä (hartsipinnoitus, ruiskupinnoitus, käsinhionta).
- Minimoi UV-valolle altistuminen niin paljon kuin mahdollista kovettumisen aikana.
- Nauti läpinäkyvästä hartsi 3D-tulosteestasi!