
Innehållsförteckning
När det gäller 3D-utskrifter av klara modeller i harts har jag hört många som har problem med grumliga utskrifter eller till och med gulnande.
Jag var tvungen att ta reda på hur de erfarna 3D-skrivaranvändarna där ute kan förhindra att deras klara, genomskinliga hartsutskrifter ser ofullständiga och lågkvalitativa ut.
Tricket med 3D-utskrifter i klar harts är att minimera mängden UV-ljus som modellerna får. Överexponering för UV-ljus är oftast det som gör att klara utskrifter gulnar. Använd hartsbeläggning, spraybeläggning eller manuell slipning för att få de bästa 3D-utskrifterna i klar harts.
Fortsätt läsa resten av artikeln för att få veta mer om de viktigaste detaljerna och metoderna som faktiskt fungerar.
Kan man 3D-skriva modeller i klar harts?
Du kan skriva ut klara modeller i harts genom att använda klar eller genomskinlig harts från märken som Anycubic eller Elegoo. Det är viktigt att du har rätt inställningar för exponeringstid och härdningstid när utskriften är klar. Det finns andra tekniker som du kan använda för att göra utskrifterna klarare, t.ex. spraybeläggning.
Tekniker har testats och förfinats för att korrekt 3D-skriva tydliga modeller med 3D-skrivare med harts, vilket kommer att diskuteras i den här artikeln.
Du kan skriva ut helt genomskinliga modeller som är så tydliga att du kan se igenom dem och titta på materialet bakom dina modeller.
Folk tror vanligtvis att de bara kan skriva ut ogenomskinliga modeller med en 3D-skrivare, men denna utskriftsteknik har mycket mer att erbjuda.
Det finns många föremål som någon skulle vilja ha genomskinliga, t.ex. telefonfodral, behållare eller någon av dina modeller. Även om de flesta modeller har färg bakom sig för att ge detaljer, kan genomskinliga 3D-utskrifter se riktigt bra ut.
En viktig skillnad som folk tittar på är om de vill skriva ut ett genomskinligt eller genomskinligt tryck. Beroende på vilket resultat du vill ha måste du använda vissa tekniker för att nå dit.
Genomskinliga 3D-utskrifter i harts
Genomskinliga 3D-utskrifter gör att ljuset kan passera genom modellen, men du kan inte se igenom utskriften ordentligt. Frostat papper, vaxpapper och olika typer av ark är några av de viktigaste exemplen på genomskinliga 3D-utskrifter.
Transparenta 3D-utskrifter i harts
Transparenta 3D-utskrifter i harts är modeller som låter ljuset passera helt genom dem och gör att du kan se genom utskriften och det som finns bakom modellerna utan problem.
Cellofan, klart glas, provrör och trattrör är de vanligaste exemplen på genomskinliga material och tryck.
Klar och genomskinlig 3D-utskrift är idealisk för modeller som ska ha ett visst utseende, men de flesta modeller som skrivs ut i klar ser riktigt bra ut. Om du har sett en bild på en klar staty eller skulpturmodell vet du vad jag pratar om.
Utan rätt kunskap kan det vara svårt att få saker och ting så tydliga och öppna som du vill.
Jag har sett hur vissa FDM-filamentskrivare kan 3D-skriva ut ganska tydliga modeller, till exempel fjärrstyrda flygplan eller den övre panelen på en verktygslåda, även om detta kommer att fokusera på harts.
SLA 3D-skrivare som använder klara hartser
Fördelen med att använda SLA-teknik för 3D-utskrift av tydliga modeller är att den kan skriva ut så fina lager med precision och detaljrikedom. Det är sättet som ljuset studsar mot ett objekt som skapar transparensen.
Ytorna måste vara mycket släta och inte ha många repor eller ojämnheter.
Harts som Anycubic Plant-Based Clear Resin är speciellt utformade för att få utmärkt klarhet, jämn finish och skriva ut de mest effektiva transparenta harts-modellerna som uppfyller dina krav på funktionalitet och utseende.
Jag kommer att tala om de bästa hartserna lite längre ner i artikeln, så att vi kan fokusera på de faktiska metoderna som ska användas.
Ingen utskriftsmodell kommer att vara helt transparent när den kommer ut ur maskinen, härdningen och efterbehandlingen spelar en viktig roll för att göra dem kristallklara. Ju effektivare härdningsprocessen är, desto klarare, vackrare och perfektare blir dina utskrifter.
Sprutning, slipning eller beläggning hjälper dig att ge dina 3D-utskriftsmodeller en bättre och jämnare finish så att du kan få de modeller som du förväntade dig och arbetade på.
Vissa material kan också smältas samman till färgglada hartser som gör att du kan skriva ut 3D-modeller i olika färger och med olika transparens. Detta gör modellen ännu mer charmig eller kan hjälpa dig med vissa specifika modeller.
Hur man skriver ut 3D-amp & härdar hartsutskrifter på rätt sätt
Tillverkare har tagit fram en lysande metod för att göra helt genomskinliga 3D-utskrifter med hjälp av SLA-utskriftsteknik.
Nedan följer några av de bästa teknikerna som hjälper dig att göra dina 3D-utskrifter genomskinliga på rätt sätt.
- Polering av harts
- Sprutbeläggning
- Manuell slipning
Polering av harts
Låt oss börja med det mest effektiva sättet att göra dina hartsutskrifter transparenta.
Harts polering är den lämpligaste metoden om du vill göra dina utskrifter helt genomskinliga som glas. Den fungerar bäst på utskrifter med plana eller nästan plana ytor.
Den här metoden fungerar genom att:
- 3D-utskrift av din hartsutskrift som vanligt och tvätta den med den rengöringslösning du valt (min är isopropylalkohol).
- Doppa nu försiktigt ditt hartsavtryck i det klara hartset så att det får ett tunt lager runt om. Du kan också använda en spruta för att applicera hartset.
- Avlägsna eventuella stora överskott av harts på utskriften, t.ex. bubblor, med en spruta eller genom att duka mycket lätt med en pappershandduk.
- Hårdgör 3D-utskriften som vanligt och om du gör det på rätt sätt får du en genomskinlig hartsutskrift!
Du kanske tänker: "Varför kan jag inte bara härda min 3D-utskrift direkt från byggplattan eftersom den har samma lager av klart harts runt omkring sig. Det är möjligt att göra det, men det är mer sannolikt att du får en gul utskrift på grund av den extra UV-ljusexponeringen.
När du tvättar modellen med isopropylalkohol tar du bort överskottet av ohärdad harts, vilket gör att reporna och skiktlinjerna som förhindrar full transparens med hartsutskrifter blir synliga.
Om du lämnar lager som inte är så tunna med harts kan du börja förlora detaljer och måttnoggrannhet i dina modeller.
Vissa personer vill bara att vissa delar av en 3D-utskrift ska vara genomskinliga, så du kan helt enkelt doppa den önskade delen och använda den som ett lager för att ta bort repor och ojämnheter.
Du bör försöka doppa hartset lite i taget, och alternera sidorna om modellen är lite mer komplex och inte så platt. Det är bra att låta den lufttorka lite så att hartsskiktet härdar och fyller ut märkena på modellen.
När du har gjort allt detta på rätt sätt kan du få ett bra resultat genom att härda modellen under UV-lampor.
Nu kan du härda ditt tryck under UV-ljus i en UV-härdningskammare så att det blir säkert att röra vid och använda.
Om det görs på ett bra sätt förvandlar det verkligen de genomskinliga utskrifterna till transparenta utskrifter på ett snyggt sätt.
Sprutbeläggning
Den här metoden är den som många gillar eftersom den är mycket enklare att göra.
Det du gör här är att skriva ut ditt hartsuttryck som vanligt och tvätta det med din rengöringslösning och sedan låta det torka eller klappa det torrt.
När du har gjort det sprutar du helt enkelt på ditt hartsuttryck och ger det en beläggning som ovan. Du vill se till att du inte härdar utskriften direkt efter sprutningen eftersom det kan göra gulningen värre.
Det är alltid bäst att härda dina modeller när de är torra snarare än våta. Du kan investera i en liten fläkt för att påskynda torktiden för dina utskrifter.
En enkel fläkt som du kan köpa från Amazon är SmartDevil Small Personal USB Desk Fan. Den har tre hastigheter, är extremt tyst och väger bara 2,5 gram för maximal bekvämlighet.

Vi kommer faktiskt att använda fler lager, så när ditt tryck har torkat, spraya det igen för ett andra lager, och vissa använder till och med tre lager.
Det rekommenderas att du sprutar utskrifterna på en ren och dammfri plats för att förhindra att föroreningar fastnar på 3D-utskrifterna.
Sprutbeläggning är en enkel och snabb metod för att förbättra 3D-utskriftens transparens utan att kompromissa med detaljerna i utskrifterna.
Den här metoden rekommenderas och är effektiv för nästan alla typer av 3D-hartsutskrifter, även om de har många komplexa mönster.
En enkel spraybeläggning kan täcka tryckets lager och hindra dem från UV-ljus, vilket ibland kan leda till att trycket gulnar.
Om du vill ha avtryck som måste vara genomskinliga som glas kan det vara bra att polera med harts, eller den tredje metoden som jag kommer att diskutera nedan, och sedan applicera spraycoaten efteråt.
Manuell slipning
Den här metoden kan vara ganska svår när det gäller att få total transparens, men den kan fungera riktigt bra med övning och rätt modell.
Det innebär att du slätar ut dina 3D-utskrifter med olika nivåer av sandpapperskorn och sedan polerar utskrifterna med en mikrofiberduk och akrylrengöringsmedel. Utskrifterna ska bli blanka vid 3 000 korn och reflekterande vid cirka 12 000 korn.
Försök att använda sandpapper och micromesh av olika sorter, gradvis från 400 korn till 12 000 korn, för att avlägsna repor och orenheter så att den blir helt genomskinlig.
Ett bra sortiment av sandpapper som borde hjälpa dig på rätt spår med den här metoden är CenterZ 18-Sheets Sandpaper 2,000-12,000 Assortment från Amazon.

Du vill ha en hög sandpappersgrynsgrannhet innan du börjar polera.
Videon nedan är ett exempel på vad du förväntas göra för att få bästa möjliga resultat.
Metoden med manuell slipning och polering är endast fördelaktig för utskrifter som har få detaljer och inte är särskilt komplexa. Det kan vara svårt att få en perfekt och helt genomskinlig bild med den här metoden, särskilt om utskriften har för många komplexa mönster.
Du kan behöva anstränga dig mer när du slipar och polerar dina 3D-utskrifter manuellt, men om du anstränger dig så mycket kan du få utskrifter som är genomskinliga precis som ett klart förstoringsglas.
Det kan ta några försök att få ner detta ordentligt.
För poleringssidan rekommenderar jag att du använder Turtle Wax T-230A Rubbing Compound från Amazon, samma som i videon ovan. Efter den första gnidningen av det kraftiga vaxet kan du gå över till Turtle Wax T-417 Premium Grade Polishing Compound, också från Amazon.
Ett bra verktyg för att stödja ditt mål med tydliga 3D-utskrifter i harts är Huepar Tools 200W Rotary Tool with 222 Pcs & 5 Attachments. Det levereras med en mängd tillbehör, inklusive delar för slipning och polering.

Tänk på att det är svårt att ta bort märkena från varje lager eftersom det kan finnas små ojämnheter från slipning. De blir mycket mer synliga när ljuset lyser i olika vinklar.
En kombination av manuell slipning, hartsbeläggning och en sista spraybeläggning är den perfekta metoden för att få klara, genomskinliga 3D-utskrifter. Minimera dessutom UV-ljusexponeringen av hartsutskrifterna.
För att förhindra grumliga 3D-utskrifter av harts nämner många hur rengöring med Yellow Magic eller ResinAway verkligen hjälpte. De vita grumliga fläckarna kan orsakas av vatteninnehållet i isopropylalkohol.
Jag skulle rekommendera att du använder Yellow Magic 7 Cleaner på 1 gallon, som har låga halter av flyktiga organiska föreningar och som inte är farligt för människor och husdjur. Den används vanligtvis för att rengöra indirekta livsmedelsytor, men fungerar utmärkt för klara hartsutskrifter.
En användare som använde den för sina utskrifter i klar harts beskrev den som "den heliga graalen för 3D-utskrifter i harts".

Hur man hittar de bästa härdningstiderna för 3D-utskrifter av harts
Många människor har svårt att hitta den idealiska torktiden för sina hartsutskrifter, eftersom det finns flera olika faktorer som spelar in.
För att få fram de bästa härdningstiderna måste du prova dig fram med testutskrifter och se hur kvaliteten blir för varje gång. Du kan ställa in de normala exponeringstiderna i steg om en sekund, och när du väl har hittat den bästa tiden kan du använda steg om 0,2 sekunder för att begränsa den allra bästa kvaliteten.
Videon nedan är bra att följa för att ställa in exponeringsinställningarna för ditt märke av klar harts och den hartsskrivare du använder.
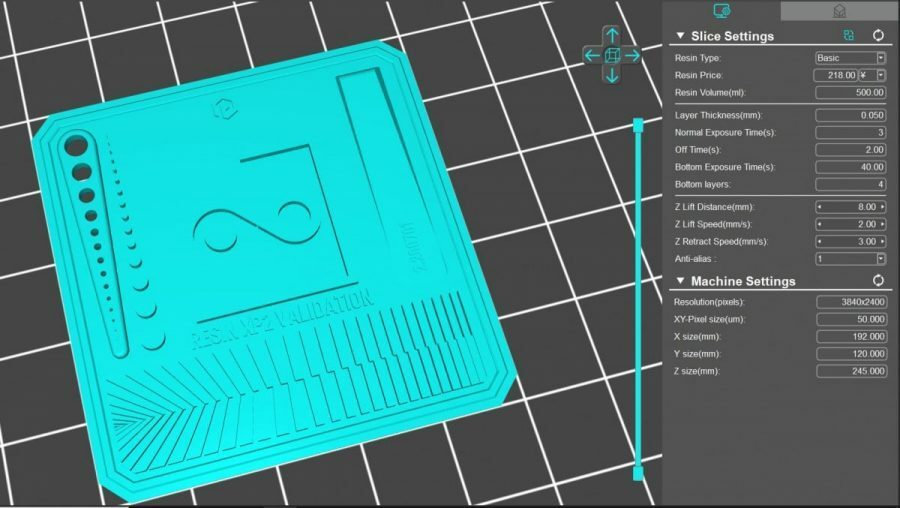
Du kan ladda ner och använda Resin XP2 Validation Matrix .stl-filen (direkt nedladdning) som en testutskrift.
På min Anycubic Photon Mono X (länk till Anycubic-butiken) som har en 4K monokrom skärm behöver jag mycket mindre normal exponering jämfört med en 3D-utskrift i harts med en 2K monokrom skärm, så tänk på detta.
Du kan läsa min ingående granskning av Photon Mono X för att se hur den fungerar.
Att jämföra andras resultat är en bra utgångspunkt för att testa, snarare än en inställning som du bör anta att den kommer att fungera bra för dig.
Här är testutskriften i Anycubic Photon Workshop slicer. Ange bara den normala exponeringstiden, skär filen och spara den som vanligt, och upprepa sedan detta för varje testning av sekundvärden.
Det är en bra idé att göra dem alla på en gång och skriva ut dem en efter en, med liknande tvätt- och kampanjmetoder och liknande kurprocess/tid för att få en viss enhetlighet.
Här är ett exempel på hur testet ser ut.
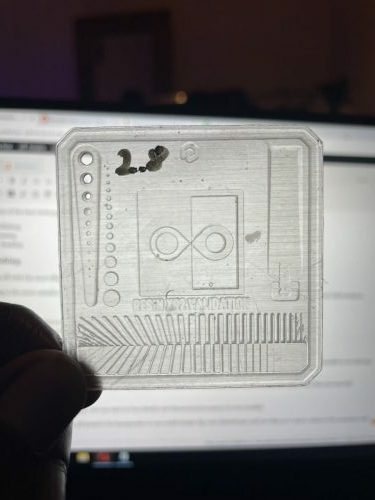
Detta är en 2,8 sekunders exponeringstid som jag skrev där för att komma ihåg. En normal exponeringstid på 2,8 sekunder är otillräcklig för vissa detaljer, t.ex. längst ner till höger, med de blekta rektanglarna.
Även om mitten av oändligheten är rörande finns det andra detaljer som inte är så bra, så titta runt hela testet för att hitta den bästa exponeringstiden.
Du vill kunna:
- Se texten klart och tydligt
- Låt oändlighetspunkterna röra sig perfekt.
- Se till att hålen faktiskt skapar en lucka och inte fyller ut den.
- Kontrollera att de "positiva" och "negativa" rektanglarna passar ihop som ett pussel.
- Se detaljerna i den stora rektangeln till höger, liksom formen längst ner i rektangeln.
1,6 sekunder ser lite bättre ut eftersom vi kan se rektanglarna lite bättre, men det är inte det bästa.

Nedan visas fyra olika tester som sammanställts för att jämföra, även om det är svårt att se på kameran jämfört med i verkligheten, men testet på en sekund visar mycket mer detaljer i de nedre rektanglarna jämfört med de andra.
Min idealiska exponering med Anycubic Photon Mono X vid 0,05 mm skikthöjd och 60 % UV-effekt är mellan 1 och 2 sekunder. Du kan sedan begränsa tiderna för att verkligen få in den.

De bästa klara hartsarna för 3D-utskrift
Det finns många klara och genomskinliga hartser för 3D-utskrift, men Anycubic Eco Resin Clear och IFUN 3D Printer Resin Clear anses vara de bästa på grund av deras snabba härdning och bästa genomskinliga resultat.
Anycubic växtbaserat ekologiskt klart harts

Jag har använt mycket Anycubics växtbaserade harts från Amazon och det gör ett bra jobb med att producera högkvalitativa utskrifter med snabba härdningstider och låg lukt. Det är ett av de bästa klara hartsarna på marknaden just nu och är kompatibelt med alla typer av hartsskrivare.
Utskrifterna har en hög grad av klarhet och detaljrikedom utan några synliga tecken på skevhet eller krympning. Utskrifterna är inte särskilt benägna att gå sönder under tryckningen på grund av dess kemiska egenskaper och styrka.
Hårdheten och hållfastheten gör att du enkelt kan ta bort avtrycket utan att modellen går sönder som med andra hartser.
Efterbehandlingen och härdningen av detta harts är enkel eftersom det kan tvättas med vatten och sedan härdas under vatten, vilket kan ge extra klarhet, detaljer och jämnhet åt dina utskrifter.
Se även: 3D-utskriftstemperaturen är för varm eller för låg - hur man åtgärdar denNågra av de viktigaste funktionerna är:
- Noggrannhet och hög precision
- Minskad bildnings- och härdningstid
- Låg krympning
- Lätt att skriva ut med
- Bra styrka
- Ingen förvrängning
- Hög motståndskraft
- Effektiv flödighet
- Icke-britbar
I en köpares feedback stod det att han köpte 500 ml Anycubic Resin Clear för testning och att han tycker att det är ganska användbart och hans raka svar var att han gillade det mest. Han sa att utskrifterna var av hög kvalitet och att de var genomskinliga precis som glas.
Han arbetade med en ny 3D-skrivare och för att förstå hur skrivaren fungerade spenderade han mycket tid på och gick igenom många olika märken av harts. Efter sin första erfarenhet gick han ut och köpte harts i stora mängder eftersom det fungerade så bra och dessutom var ganska billigt.
Om du köper i bulk ska du se till att förvara hartset utom räckhåll för barn och djur på en sval och mörk plats.
Du kan köpa några flaskor Anycubic Plant-Based Clear Resin från Amazon till ett bra pris.
IFUN 3D-skrivare Clear Resin

IFUN Clear 3D Printer Resin från Amazon kan ge fantastiska transparenta utskrifter jämfört med många av sina konkurrenter.
Det gör att du kan skriva ut modeller som behöver visa de inre delarna och detaljerna tydligt. Det är ganska dyrt jämfört med Anycubic Plant-Based Clear Resin på grund av den effektiva formeln för detta harts.
En användare lyckades få ett klart hartsuttryck till och med efter 30 minuters UV-exponering, vilket är mer än imponerande.
De fantastiska funktionerna inkluderar:
- Högre precision och noggrannhet
- Låg krympning mindre än 2 %
- Snabb utskrift
- Snabb härdning
- Hög hållfasthet
- Låg lukt
Skaka väl före användning som vanligt och se till att du uppmärksammar efterhärdningsprocessen eftersom den spelar en mycket viktig roll för att skapa transparens.
För att sammanfatta:
- Skaffa klar harts, antingen Anycubic Eco Resin eller IFUN Clear Resin.
- Testa den normala exponeringstiden med testutskriften Resin Validation Test.
- Tvätta utskriften med ett bra rengöringsmedel som Yellow Magic 7.
- Torka det klara hartsavtrycket och applicera en eller en kombination av ovanstående metoder (hartsbeläggning, sprutbeläggning, manuell slipning).
- Minimera exponering för UV-ljus så mycket som möjligt vid härdning.
- Njut av din transparenta 3D-utskrift i harts!