
Enhavtabelo
Lerni kiel uzi 3D-presilon povas esti malfacila komence, sed kun konsiloj, konsiloj kaj praktiko, vi povas ekkompreni aferojn sufiĉe rapide. Por helpi homojn pli alkutimiĝi al 3D-presado, mi kunmetis paŝon post paŝo gvidilon pri kiel uzi filamentan presilon.
Ĉi tiu artikolo donos al vi la detalojn malantaŭ kiel sukcese uzi 3D-presilon en paŝo post paŝo modo kun multaj bildoj kaj detaloj por ke vi sciu precize kiel ĝi funkcias.
Kiel uzi filamentan presilon (FDM) paŝon post paŝo?
- Elektu 3D-presilon
- Kunigu la 3D-presilon
- Metu vian deziratan filamenton sur bobeno
- Elŝutu modelon al 3D-presilo
- Aldonu 3D-presilon al tranĉilo
- Importu modelon al tranĉilo
- Enigu agordojn por via modelo
- Tranĉu la modelon
- Konservi dosieron al USB aŭ memorkarto
- Ebenigi la presan liton
- Presi la 3D-modelon
1. Elektu 3D-presilon
La unua paŝo estas elekti 3D-presilon kiu plej konvenas al vi.
Ĝi devus havi ĉiujn necesajn funkciojn, kiuj povas helpi vin kiel komencanto presi. 3D-modeloj kun facileco kaj efikeco.
Vi devus serĉi la terminojn kiel; "Plej bonaj FDM 3D-presiloj por komencantoj" aŭ "Plej bonaj 3D-presiloj por komencantoj". Vi povas ricevi grandajn nomojn kiel:
- Creality Ender 3 V2
- Originala Prusa Mini+
- Flashforge Adventurer 3

Unufoje vi havas liston de iuj el la plej bonaj, nun estas tempomalsamaj agordoj ĉefe inkluzive de retirrapideco kaj distanco.
Presa rapideco
Presrapideco estas la agordo, kiu informos la ekstrudmotorojn pri kiom rapide ili devus moviĝi inter la X kaj Y-akso. Presa rapideco ankaŭ povas varii depende de la tipo de filamento kaj ankaŭ de la 3D-modelo.
- Plej bona Presa Rapido por PLA: 30 ĝis 70mm/s
- Plej bona Presa Rapido por ABS: 30 ĝis 60 mm/s
- Plej bona Presa Rapido por TPU: 20 ĝis 50mm/s
- Plej Bona Presa Rapido por PETG: 30 ĝis 60mm/s

8. Tranĉu la Modelon
Unufoje vi kalibris ĉiujn agordojn kaj dezajnon, nun estas tempo konverti la 3D-modeldosieron en aferon komprenebla de via 3D-presilo.
Nun simple alklaku sur la "Tranĉaĵo" butonon kaj tiam alklaku la "Konservi al Disko", aŭ se via SDa karto estas enŝovita, "Konservi al forprenebla disko".
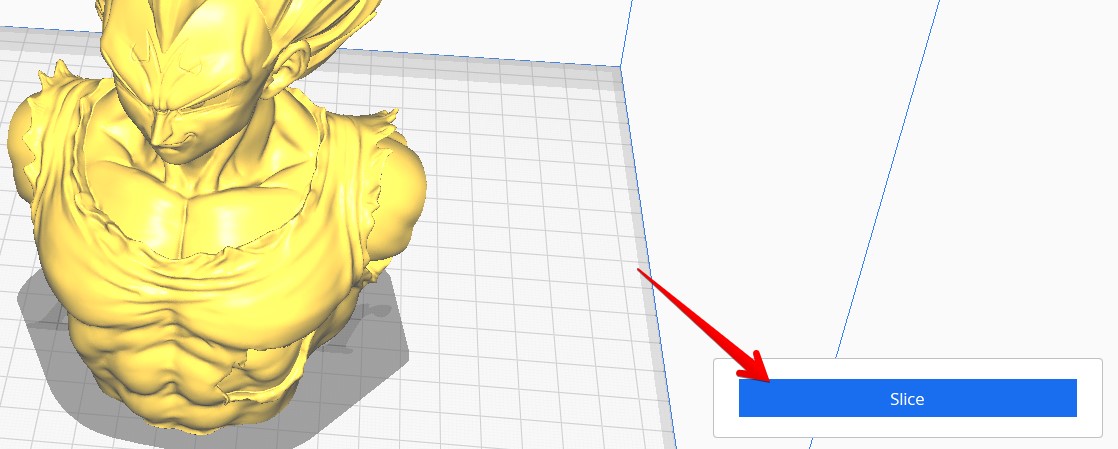
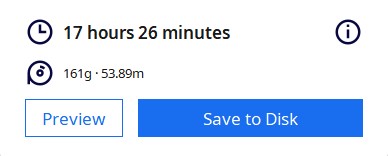
Vi povas eĉ "Antaŭrigardu" vian modelon por vidi kiel aspektas ĉiu tavolo kaj por vidi ĉu ĉio aspektas bone. Vi povas vidi kiom longe daŭros la modelo, same kiel kiom da filamento estos uzata.
9. Konservu Dosieron al USB aŭ Memorkarto
Unufoje vi tranĉis la 3D-presaĵon, nun estas tempo simple alklaki la butonon "Konservi la Dosieron" en la malsupra dekstra angulo kutime emfazita en blua koloro. Vi povas rekte konservi la dosieron sur ekstera stoka aparato aŭ iri inverse, kio konservos la dosieron en vian komputilon.
Nun vi devas kopii tion.dosiero al USB-disko aŭ Mikro-SD-Karto kiu povas esti enmetita en la havenon de la 3D-presilo.

10. Ebenigi la Presan Liton
Litonivelado estas unu el la plej gravaj kaj decidaj aspektoj de iu ajn 3D-presa procezo. Eĉ eta diferenco povas kaŭzi problemojn dum foje ruinigas la tutan vian 3D-presan modelon ankaŭ.
Vi povas ebenigi la liton permane aŭ se vi havas aŭtomatan ebenigan funkcion, tiam uzu tion.
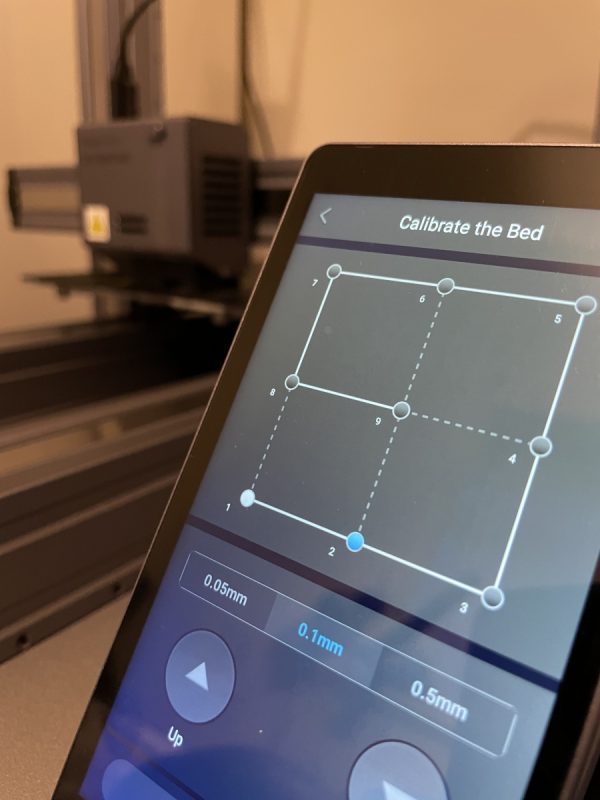
Por mana nivelo de lito, ekzistas la paperniveliga procezo, kiu igas vin hejti vian liton al temperaturo kiel 40°C, aŭtomate hejmen, malŝalti viajn ŝtupojn por ke vi povu movi la liton. presan kapon, kaj levu/malaltigu vian konstrusurfacon kun la papero tie por krei sufiĉe da spaco por ke la ajuto elstrudu.
Vi volas, ke la ajuto premu la paperon, sed ne estu tro streĉa aŭ malfiksa por ĉiu kvar. anguloj kaj la mezo de la presa lito. La lito devas esti varmigita ĉar ĝi povas deformiĝi pro varmego, do se vi faras ĝin kiam ĝi estas malvarmeta, ĝi povas malniveliĝi kiam vi efektive uzas ĝin.
Rigardu la suban videon por simpla vidaĵo de ĉi tiu procezo. .
La procezo povas preni tempon, sed ĝi certe valoros, ĉar ĝi signife pliigas vian presan sukceson. Post kiam vi faras tion kelkfoje, ĝi fariĝas vere facile.
11. Presi la 3D-Modelon
Dum vi trapasis ĉiujn necesajn paŝojn, nun estas tempo por iri al la presa butono kaj komenci lareala prilaborado. Depende de viaj agordoj kaj 3D-modelo, presado povas daŭri minutojn aŭ plej ofte horojn.
Vidu ankaŭ: 6 Manieroj Kiel Ripari Salmon Haŭton, Zebrostriojn & Moiré en 3D Presaĵoj 
Elektu tiun, kiu havas ĉiujn viajn deziratajn funkciojn kaj ankaŭ eniras vian buĝeton.
Iujn serĉendajn aferojn. 3D presilo kiu faras ĝin komencanto-amika opcio inkluzivas:
- Pre-kunmetite
- Kongruo kun malsamaj programaroj/tranĉiloj
- Facila navigado - tuŝekrano
- Aŭtomataj funkcioj
- Uzant-amika interfaco
- Konstruu volumon
- Tavola rezolucio
2. Kunvenu la 3D-presilon
Malŝlosu vian 3D-presilon kaj se ĝi estas antaŭmuntita, vi fartas bone, ĉar vi nur bezonas ŝtopi iujn etendaĵojn kaj kelkajn ekipaĵojn por fari la aferojn.
Sed se ĝi ne estas multe antaŭmuntita, nepre prenu vian tempon kun muntado, por ke vi ne faru gravajn erarojn, ĉar ili povas kaŭzi problemojn en la estonteco.
Serĉu. la uzantmanlibron kaj unue kontrolu ĉu vi havas ĉiujn ekipaĵojn, partojn kaj ilojn, kiujn vi bezonas.
La kvalito-kontrolo de la plej multaj 3D-presilaj kompanioj estas sufiĉe bona, sed se vi trovas ion mankas, eniru en. kontaktu kun la vendisto kaj ili sendu la koncernajn partojn al vi.
- Rigardu la uzantmanlibron kaj faru la procezon paŝon post paŝo kiel menciite sur ĝi.
- Agordu. la tensio por la 3D presilo inter 115V ĝis 230V, depende de la regiono de la mondo en kiu vi loĝas.
- Unufoje vi havaskunvenis la tutan ekipaĵon, kontrolu ĉiujn riglilojn denove kaj vidu ĉu ili estas perfekte streĉitaj.
- Enŝovu ĉefan tensiodraton al la nutrado kaj aliajn etendaĵojn al la ĉefa parto de la 3D-presilo ĉar ili translokigos la transformita kurento de ĉirkaŭ 24V.
Mi tre rekomendus sekvi fidindan videolerniilon ĉe Jutubo, por ke vi povu akiri belan vidaĵon de la reala kunigprocezo, kiel la suba video.
3. Metu vian Deziratan Filamenton sur Bobenan Tenilon
La filamento estas la materialo, kiu efektive estas uzata por konstrui modelojn tavolo post tavolo en plenan 3D-presaĵon.
Dum iuj 3D. presiloj sendas testbobenon de eble 50g kun siaj produktoj, vi eble bezonos aĉeti filamenton aparte (ĉirkaŭ $20 por 1KG) por presaj celoj se ne ekzistas.
Ekzemplo de bona PLA-filamento kiun vi vi havas. povas akiri por vi mem estas la TECBEARS PLA 3D Printilo-Filamento de Amazon, kun 0.02mm-toleremo, kiu estas vere bona. Ĝi havas multajn pozitivajn recenzojn, kaj devus provizi al vi glatan, konsekvencan 3D-presan sperton.
Ĝi povas varii laŭ la tipo de modeloj aŭ malsamaj marko de 3D-presiloj. La plej multaj el la 3D-presilaj markoj provizas al vi opcion de ŝarĝo kaj malŝarĝo de filamentoj en la regila menuo, kiu povas esti ĝustigita sur la ekrano de la presilo.
- Unu afero por konsideri estas, ke preskaŭ ĉiuj markoj kontrolas. iliaj 3D presiloj ĉeilia fabriko kaj estas sveltaj eblecoj, ke la ekstrudantoj povas havi iun filamenton fiksita enen.
- Kvankam estas tre maldikaj ŝancoj, vi devas forigi la plaston antaŭ antaŭeniri. Ĝi povas facile esti farita simple premante la risortan brakon kaj elprenante ĝin.
- Multaj 3D-printiloj havas opcion de ŝargado de filamento kiu permesas al uzantoj ŝargi la filamenton rekte. Ĉi tio signifas, ke vi povas enmeti la filamenton tra la extruder kaj lasi la 3D-presilo-ekstrudilon movi la filamenton traen, aŭ simple permane puŝi ĝin traen.
- Simple puŝu la risortan brakon proksime de la extruder kaj enigu la filamenton tra la truo uzante viajn manojn.
- Daŭre enmetu la filamenton ĝis vi sentas reziston de ene de la tubo kondukanta al la ajuto.
- Kiam vi vidas ke la filamento fluas tra la ajuto, vi estas preta iri. por la sekva paŝo.
4. Elŝutu Modelon por 3D Presi
Ĉar vi bezonas havi dosieron de modelo por 3D-presi same kiel ni havas tekston aŭ bildojn por presi sur 2D-presilo.
Via 3D-presilo. presilo devus veni kun USB-memoro, kiu havas testan modelon, per kiu vi povas komenci. Post tio, vi volos lerni de kie elŝuti modelojn kaj eble eĉ kiel krei viajn proprajn.
Kiel komencanto, la plej taŭga opcio estas elŝuti la modelon de malsamaj retejoj kaj 3D-modelaj arkivoj tiaj.kiel:
- Thingiverse
- MyMiniFactory
- TurboSquid
- GrabCAD
- Cults3D
Tiuj dosieroj kutime venas en tipo nomata STL-dosieroj, sed vi ankaŭ povas uzi dosierojn OBJ aŭ 3MF, kvankam multe malpli oftaj. Vi povas eĉ importi .jpg kaj .png dosiertipojn en Cura por krei Litofanan modelon.
Se vi volas krei vian propran modelon, vi povas komenci per programaro nomata TinkerCAD ĉar ĝi estas amika por komencantoj kaj kiam vi akiris sufiĉe da scio kaj kapabloj, vi povas pluiri al iuj altnivelaj platformoj kiel Fusion 360 aŭ Blender.
5. Aldonu 3D-Presilon al Slicer
Ekzistas ĉefa prilabora programaro uzata en 3D-presado nomata slicer por konverti tiujn elŝutitajn STL-dosierojn en dosierojn, kiujn 3D-presilo povas kompreni.
Ĝi esence. disigas modelojn en komandojn, kiuj movas vian 3D-presilon, varmigas la ajuton/liton, ŝaltas ventolilojn, reguligas rapidecon kaj tiel plu.
Ĉi tiuj dosieroj, kiujn ili kreas, nomiĝas G-kodaj dosieroj, kiujn via 3D. presilo uzas por movi la presan kapon al specifaj lokoj sur la konstrua surfaco por eltrudi materialon.
Estas multaj tranĉiloj tie, kiujn vi povas uzi, sed plej multaj homoj restas kun unu nomata Cura, la plej populara.
Vi ankaŭ havas aliajn eblojn kiel:
- Slic3r
- PrusaSlicer
- Simplify3D (pagita)
Kvankam ili ĉiuj estas bonaj en sia respektiva areo, Cura estas konsiderita laplej efika kaj optimuma tranĉilo por la komencanto ĉar ĝi estas kongrua kun preskaŭ ĉiuj filamentaj 3D-presiloj.
Post kiam vi elŝutis kaj malfermis la Cura 3D-tranĉilo, vi volas elekti kian 3D-presilon vi havas, por ke ĝi povu scii la dimensioj de la lito kaj kie la modelo estos presita.
Estas du manieroj aldoni 3D-presilon al Cura. La unua estas la plej simpla, nur elektante "Aldoni presilon" kun la falmenuo de elektado de 3D presilo, aŭ enirante en Agordoj > Presilo > Aldoni presilon...
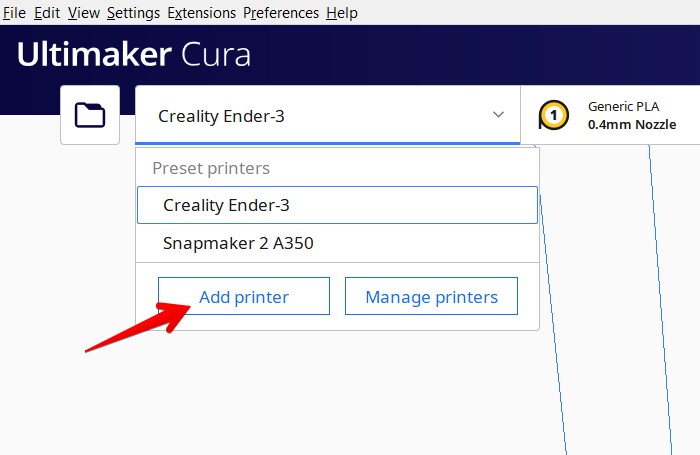
Kiam vi alklakas "Aldoni presilon" vi havos la elekton aldoni retan aŭ ne-retan presilon, kutime estante ne-retitan krom se vi havas ion. jam konektita.
Sub ne-retaj presiloj, vi trovos plurajn markojn kaj specojn de 3D-presiloj, kiujn vi povas rulumi ĝis vi trovos vian maŝinon.
En la neverŝajna scenaro, kie vi ne trovas vian maŝinon, vi povas aldoni aŭ laŭmendan maŝinon kaj enigi la dimensiojn, aŭ trovi alian 3D-presilon kun la samaj dimensioj kiel via 3D-presilo.
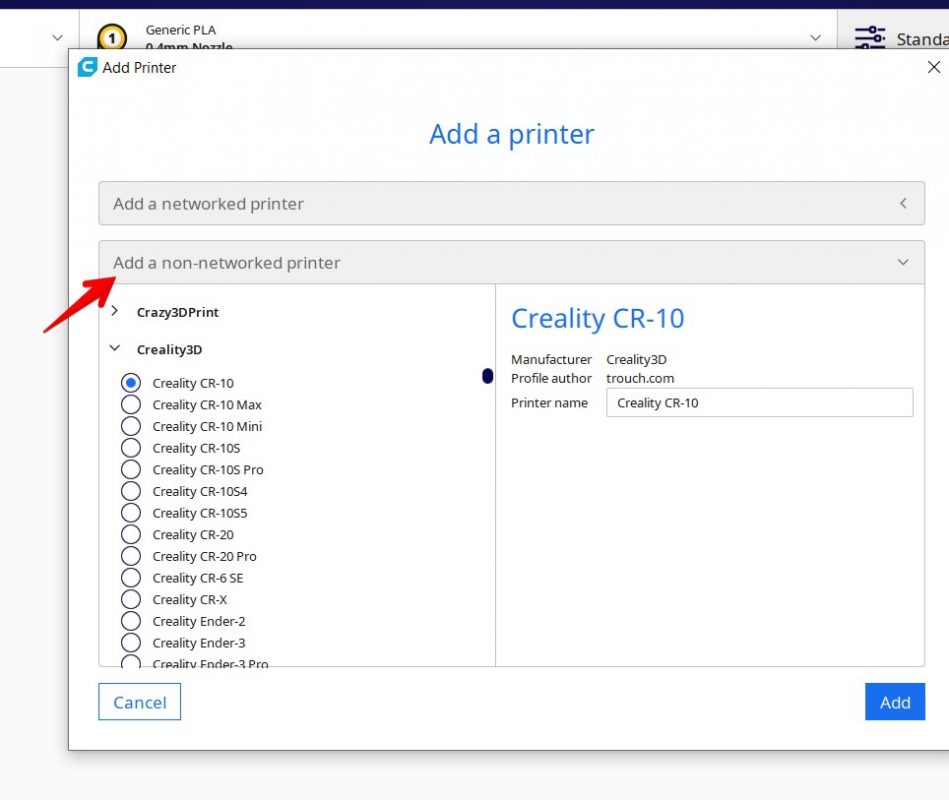
Profesia Konsilo: Se vi uzas Creality Ender 3, vi povas ŝanĝi la Larĝon (X) kaj Profundon (Y) de 220mm al 235mm ĉar ĝi estas la reala mezurado se vi mezuras ĝin sur la 3D presilo per skalo.
6. Importi modelon al Slicer
Importi modelon al Slicer estas same simpla kiel importi bildon en MS Word aŭ en iu ajn.alia platformo.
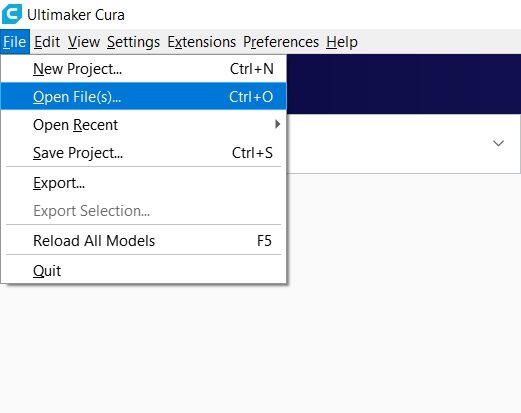
- Simple alklaku "Malfermu" aŭ la dosierujon situantan en la supra maldekstra angulo de la fenestro de la tranĉilo.
- Elektu la 3D presan dosieron de via disko aŭ komputilo. .
- Alklaku "Elektu" kaj la dosiero estos importita rekte al la presaĵa areo en la tranĉilo.
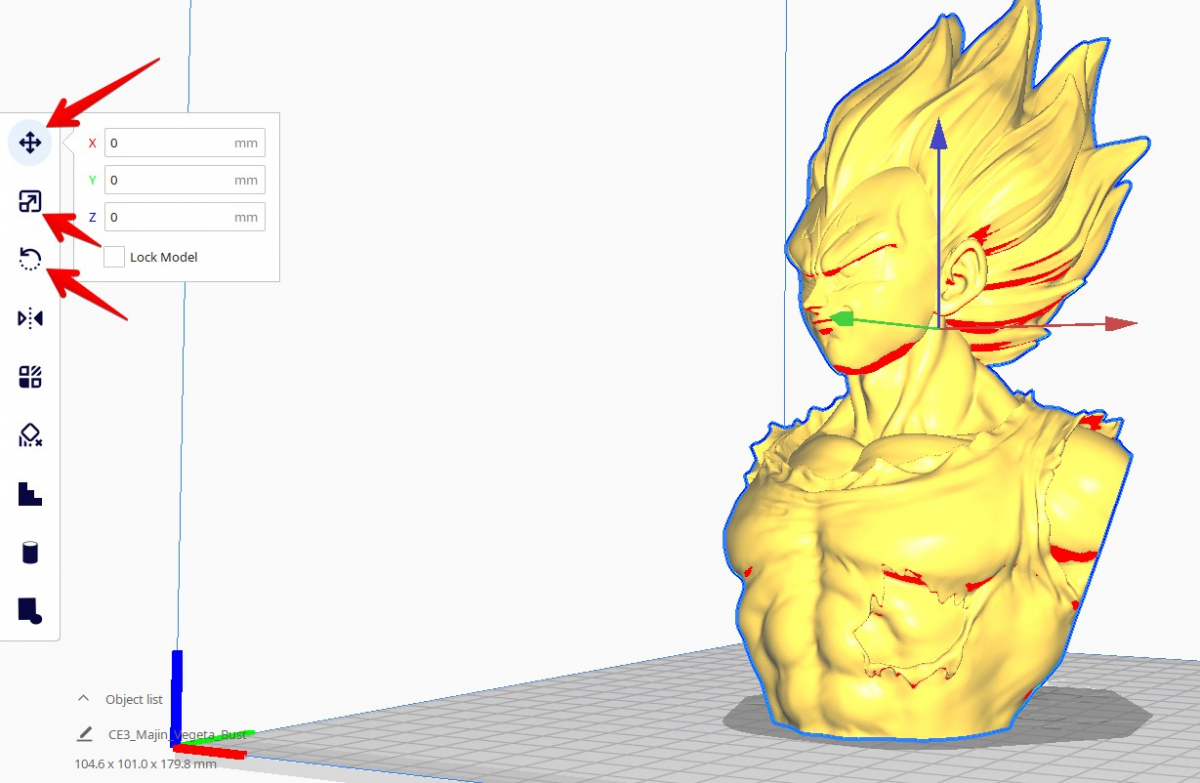
Vi ankaŭ povas simple trovi la dosieron en via komputilo, malfermu Cura, kaj trenu la dosieron el la Dosiera Esplorilo rekte en Cura. Post kiam la dosiero estas montrita sur la ekrano, alklakante la objektan modelon montros ilobreton sur la maldekstra flanko de la ekrano.
Ĉi tiu ilobreto permesas al la uzanto Movi, Rotacii kaj Skali la objekton sur la presaĵlito. pro ilia oportuno kaj pli bona poziciigo. Ekzistas ankaŭ aliaj opcioj kiel Spegulo, Per Modelaj Agordoj, Subtenaj Blokiloj, Propraj Subtenoj (aktivigitaj per kromaĵo en Marketplace), kaj Tab Anti Warping (kromaĵo).
7. Enigo-Agordoj por Via Modelo
Simple presi 3D-modelon sen kalibri ĝiajn agordojn rilate al via 3D-presilo verŝajne ne alportos la plej bonajn rezultojn.
Vi devas enigi malsamajn agordojn. alklakante la opcion en la supra dekstra angulo de la ekrano en Cura.
Estas du ĉefaj elektoj por enigi la agordojn por via modelo. Vi povas uzi la simpligitajn rekomenditajn agordojn por enmeti iujn bazajn agordojn por komenci.
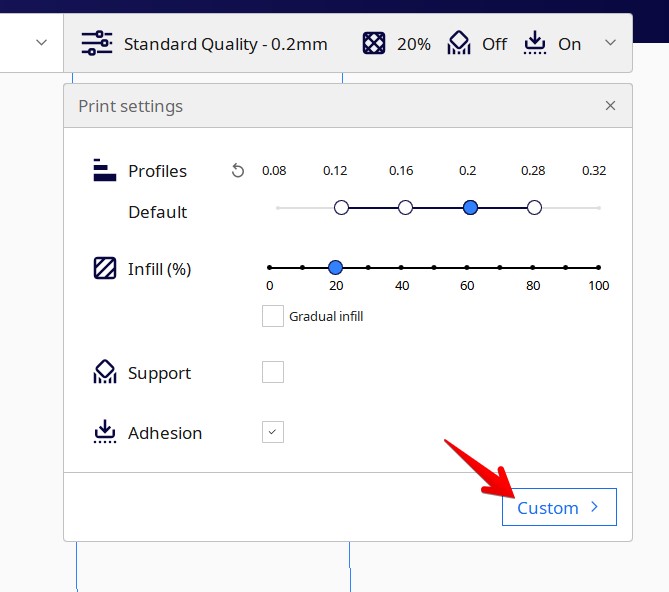
Aŭ vi povas eniri la pli altnivelan kaj agordeblan parton.de Cura-agordoj kie vi povas ŝanĝi plurajn specojn de agordoj, kune kun specialaj eksperimentaj agordoj kaj pli.
Vi povas movi tien kaj reen inter la du klakante la skatolon "Persona" aŭ "Rekomendita" malsupre dekstre. , sed plej multaj homoj uzas la pli agordeblan ekranon.
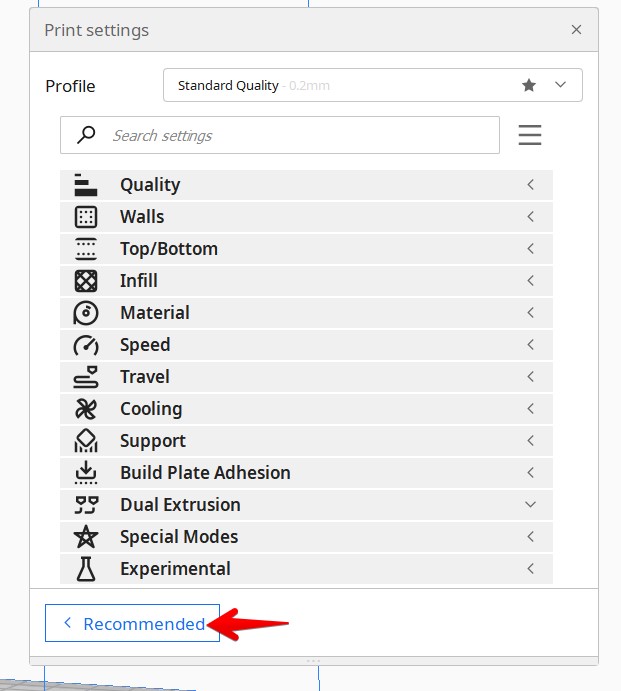
Kelkaj el la plej elstaraj agordoj por kalibri laŭ via 3D modelo inkluzivas:
- Tavolo alteco
- Presanta temperaturo
- Lita temperaturo
- Elportas
- Retiriĝajn agordojn
- Presrapidecon
Tavolo Alteco
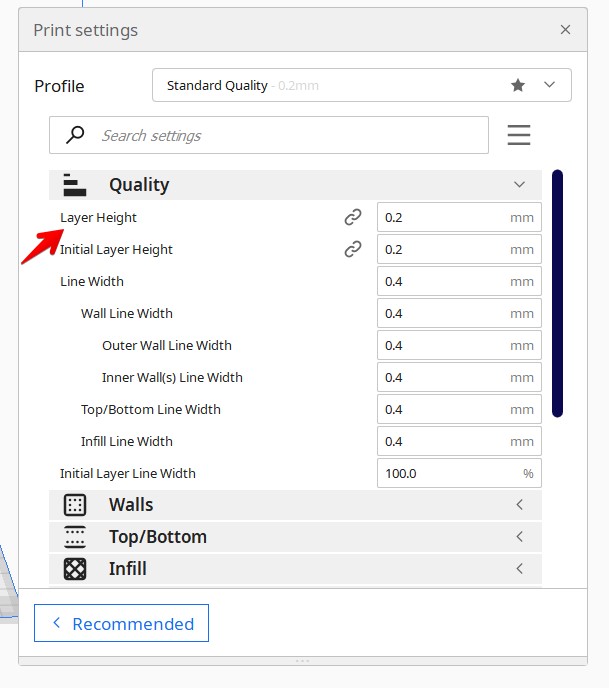
La alteco de la tavolo estas la dikeco de ĉiu tavolo en via 3D-modelo. Oni povas diri, ke tavola alteco estas la rezolucio de via 3D-modelo same kiel la pikseloj de bildo kaj video.
Pli dikaj tavolaltoj malpliigos la glatecon de la 3D-modelo sed pliigos la presan rapidecon. Aliflanke, maldikaj tavoloj faros la modelon aspekti pli glata kaj detala, sed daŭros pli longe.
- Plej bona Tavola Alto por Meza 3D Presaĵo (Ender 3): 0,12 mm ĝis 0,28 mm
Presanta Temperaturo
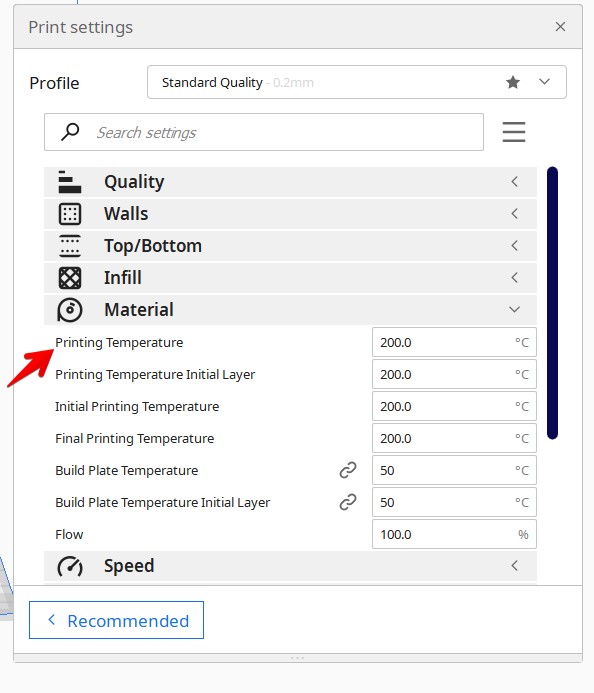
Presadtemperaturo estas la nivelo de varmo necesa por moligi la filamenton venantan tra la ajuto.
Ĝi varias iom depende de la tipo de filamento ĉar iuj postulas ekstreman varmon dum aliaj povas esti fanditaj ĉe negrava temperaturo.
- Plej bona Presa Temperaturo por PLA: 190°C ĝis 220°C.
- Plej bona Presa Temperaturo por ABS: 210°C al250°C
- Plej bona Presa Temperaturo por PETG: 220°C ĝis 245°C
- Plej bona Presa Temperaturo por TPU: 210°C ĝis 230°C
Lita Temperaturo
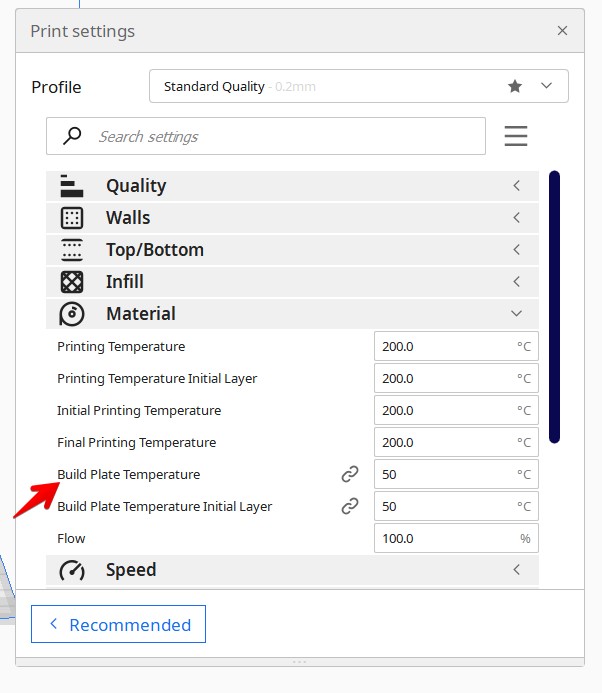
La konstruplata temperaturo estas simple la temperaturo de la lito sur kiu la modelo estos formita. Ĝi estas malgranda plato-simila platformo kiu prenas filamenton sur si kaj permesas al la tavoloj formiĝi kaj iĝi kompleta 3D-modelo.
Ĉi tiu temperaturo ankaŭ varias laŭ malsamaj filamentoj:
- Plej bona Lita Temperaturo por PLA: 30°C ĝis 60°C
- Plej Bona Lita Temperaturo por ABS: 90°C ĝis 110°C
- Plej Bona Lita Temperaturo por TPU: 30°C ĝis 60° C
- Plej bona Lita Temperaturo por PETG: 70°C ĝis 80°C
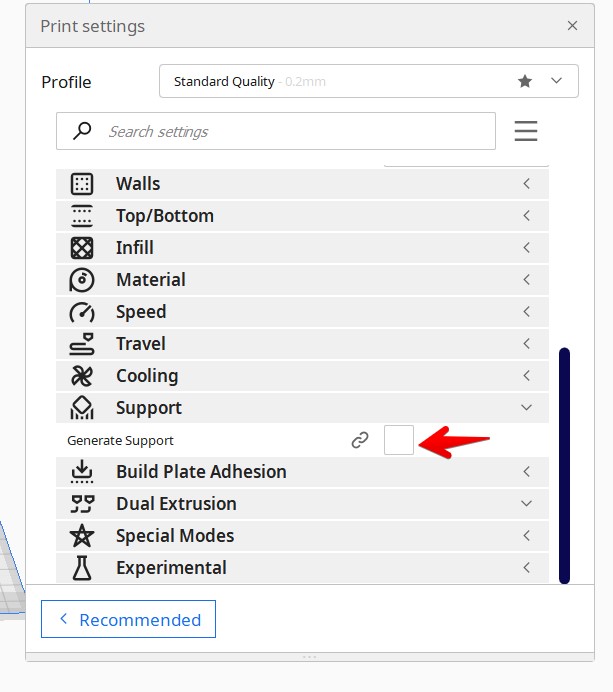
Generu Subtenojn aŭ Ne
Subtenojn estas la kolonoj kiuj helpas presi la partojn kiuj estas superpendantaj aŭ ne estas konektitaj al surterigita parto. Vi povas aldoni subtenojn simple markante la skatolon "Generu Subtenojn" en Cura.
Malsupre estas ekzemplo de Propraj Subtenoj en Cura por teni modelon.
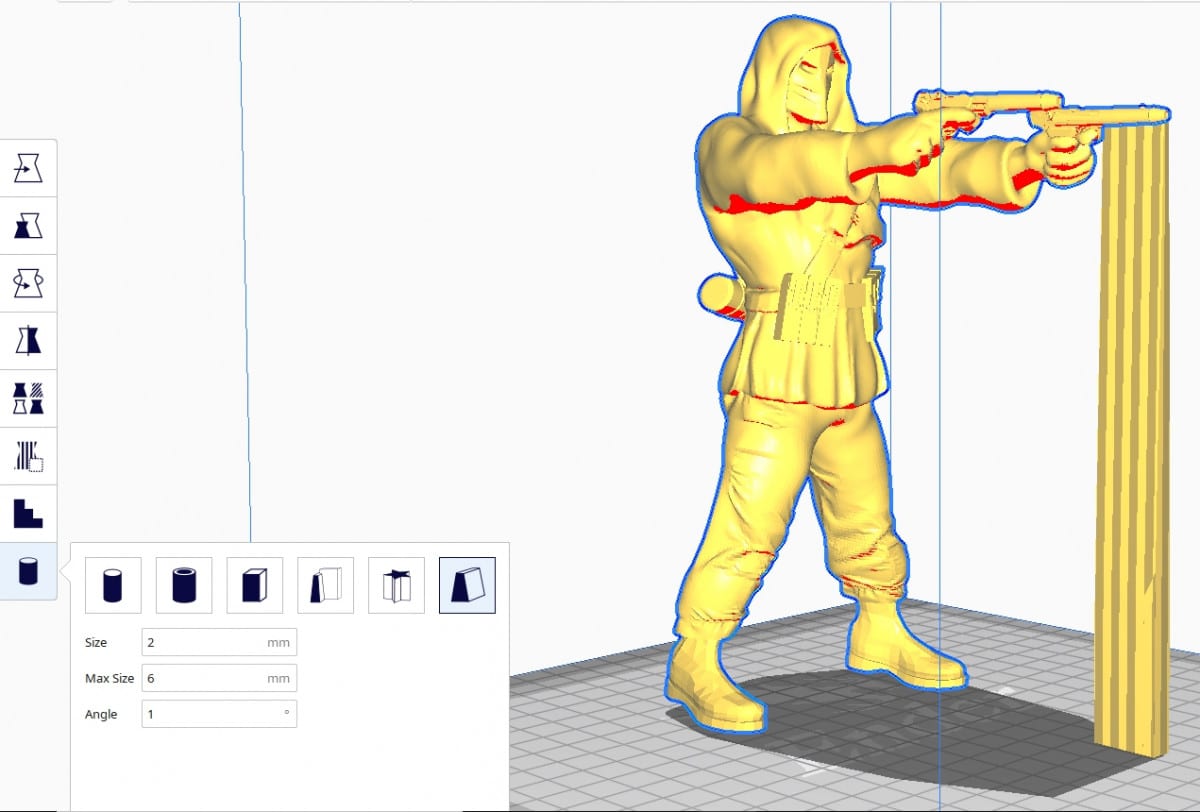
La ĉi-suba video montras al vi kiel krei Proprajn Subtenojn, kiujn mi preferas ol normalaj subtenoj ĉar ĝi kreas multe malpli kaj estas pli facile forigebla.
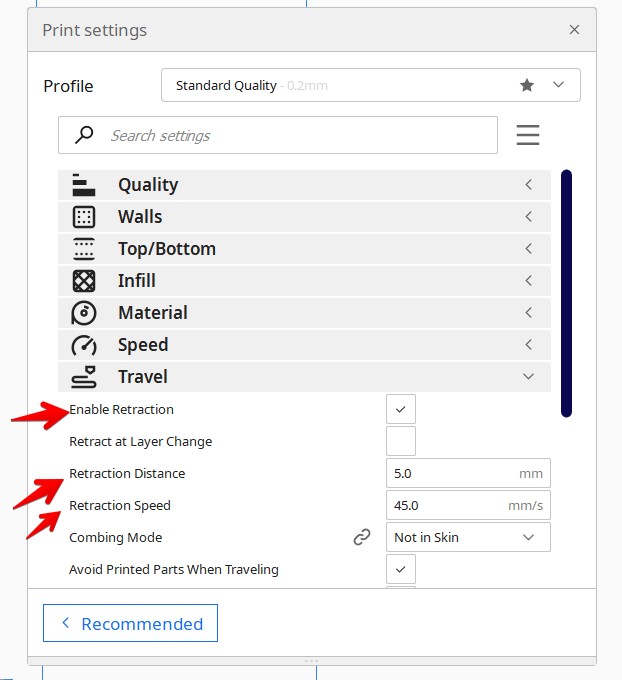
Retiraj agordoj
Retiraj agordoj kutime helpas mildigi la ŝnurefikon dum presado. Ĉi tiuj estas la agordoj, kiuj determinos, ke kiam kaj kie la filamento eliranta el la ajuto devas esti tirita reen. Ĝi fakte estas kombinaĵo de