
فہرست کا خانہ
3D پرنٹر استعمال کرنے کا طریقہ سیکھنا شروع میں مشکل ہوسکتا ہے، لیکن مشورے، تجاویز اور مشق کے ساتھ، آپ چیزوں کو بہت تیزی سے روک سکتے ہیں۔ لوگوں کو 3D پرنٹنگ کے زیادہ عادی ہونے میں مدد کرنے کے لیے، میں نے ایک مرحلہ وار گائیڈ پیش کیا ہے کہ فلیمینٹ پرنٹر کیسے استعمال کیا جائے بہت ساری تصاویر اور تفصیلات کے ساتھ ایک قدم بہ قدم فیشن تاکہ آپ کو بخوبی معلوم ہو کہ یہ کیسے کام کرتا ہے۔
فلامینٹ پرنٹر (FDM) کو مرحلہ وار کیسے استعمال کیا جائے؟
- 3D پرنٹر کا انتخاب کریں
- 3D پرنٹر کو اسمبل کریں
- اپنا مطلوبہ فلیمینٹ اسپول ہولڈر پر رکھیں
- 3D پرنٹ پر ماڈل ڈاؤن لوڈ کریں
- سلیسر میں 3D پرنٹر شامل کریں
- ماڈل کو سلائزر میں درآمد کریں
- اپنے ماڈل کے لیے ان پٹ سیٹنگز
- ماڈل کو سلائس کریں
- فائل کو USB یا میموری کارڈ میں محفوظ کریں
- پرنٹ بیڈ کو لیول کریں 7>3D ماڈل پرنٹ کریں
1۔ ایک 3D پرنٹر کا انتخاب کریں
پہلا مرحلہ ایک ایسا 3D پرنٹر منتخب کرنا ہے جو آپ کے لیے بہترین ہو۔
اس میں تمام ضروری خصوصیات ہونی چاہئیں جو پرنٹ کرنے میں آپ کی مدد کر سکیں۔ آسانی اور کارکردگی کے ساتھ 3D ماڈلز۔
آپ کو ایسی اصطلاحات تلاش کرنی چاہئیں جیسے؛ "بہترین FDM 3D پرنٹرز برائے ابتدائیہ" یا "بہترین 3D پرنٹرز برائے ابتدائیہ"۔ آپ کو بڑے نام مل سکتے ہیں جیسے:
- Creality Ender 3 V2
- Original Prusa Mini+
- Flashforge Adventurer 3
<14
ایک بار جب آپ کو کچھ بہترین چیزوں کی فہرست مل جائے تو اب وقت آگیا ہے۔مختلف ترتیبات جن میں بنیادی طور پر پیچھے ہٹنے کی رفتار اور فاصلہ شامل ہے۔
پرنٹنگ اسپیڈ
پرنٹ اسپیڈ وہ ترتیب ہے جو ایکسٹروڈر موٹرز کو بتائے گی کہ انہیں کتنی تیزی سے درمیان میں جانا چاہیے۔ X اور Y محور۔ پرنٹ کی رفتار فلیمینٹ کی قسم کے ساتھ ساتھ 3D ماڈل کے لحاظ سے بھی مختلف ہو سکتی ہے۔
- PLA کے لیے بہترین پرنٹ کی رفتار: 30 سے 70mm/s
- ABS کے لیے پرنٹ کی بہترین رفتار: 30 سے 60 ملی میٹر فی سیکنڈ
- ٹی پی یو کے لیے پرنٹ کی بہترین رفتار: 20 سے 50 ملی میٹر فی سیکنڈ
- پی ای ٹی جی کے لیے پرنٹ کی بہترین رفتار: 30 سے 60 ملی میٹر فی سیکنڈ
<30
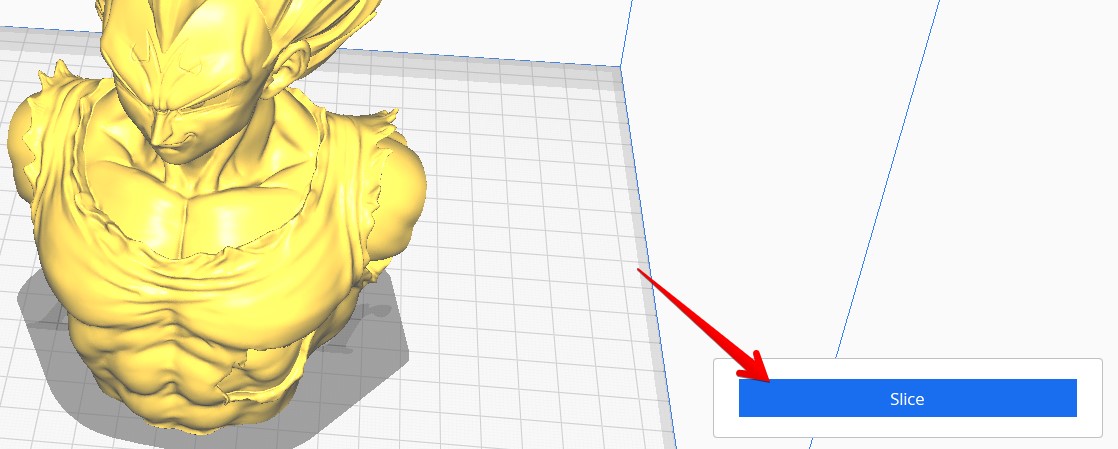
8۔ ماڈل کو سلائس کریں
ایک بار جب آپ تمام ترتیبات اور ڈیزائن کیلیبریٹ کر لیں، اب وقت آگیا ہے کہ 3D ماڈل فائل کو ایسی چیز میں تبدیل کریں جسے آپ کا 3D پرنٹر سمجھ سکتا ہے۔
اب بس پر کلک کریں۔ "سلائس" بٹن کو دبائیں اور پھر "ڈسک میں محفوظ کریں" پر دبائیں، یا اگر آپ کا SD کارڈ پلگ ان ہے تو، "ہٹنے کے قابل ڈسک میں محفوظ کریں"۔
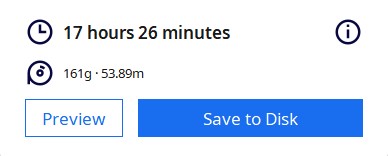
آپ یہ دیکھنے کے لیے کہ ہر پرت کیسی دکھتی ہے اور یہ دیکھنے کے لیے کہ کیا سب کچھ اچھا لگتا ہے اپنے ماڈل کا "پیش نظارہ" کریں۔ آپ دیکھ سکتے ہیں کہ ماڈل میں کتنا وقت لگے گا، ساتھ ہی ساتھ کتنا فلیمینٹ استعمال ہوگا۔
9۔ فائل کو USB یا میموری کارڈ میں محفوظ کریں
ایک بار جب آپ 3D پرنٹ کو کاٹ چکے ہیں، اب وقت آگیا ہے کہ نیچے دائیں کونے میں عام طور پر نیلے رنگ میں نمایاں ہونے والے "Save the File" بٹن پر کلک کریں۔ آپ فائل کو براہ راست کسی بیرونی اسٹوریج ڈیوائس پر محفوظ کر سکتے ہیں یا دوسری طرف جا سکتے ہیں جو فائل کو آپ کے PC میں محفوظ کر دے گا۔
اب آپ کو اسے کاپی کرنے کی ضرورت ہے۔USB ڈرائیو یا مائیکرو SD کارڈ پر فائل کریں جسے 3D پرنٹر کے پورٹ میں داخل کیا جا سکتا ہے۔

10۔ پرنٹ بیڈ کو لیول کریں
بیڈ لیولنگ کسی بھی 3D پرنٹنگ کے عمل کا سب سے اہم اور اہم پہلو ہے۔ یہاں تک کہ تھوڑا سا فرق بھی مسائل کا سبب بن سکتا ہے جبکہ بعض اوقات آپ کے پورے 3D پرنٹ ماڈل کو بھی برباد کر دیتا ہے۔
آپ بیڈ کو دستی طور پر برابر کر سکتے ہیں یا اگر آپ کے پاس خودکار بیڈ لیولنگ کی خصوصیت ہے تو اسے استعمال کریں۔
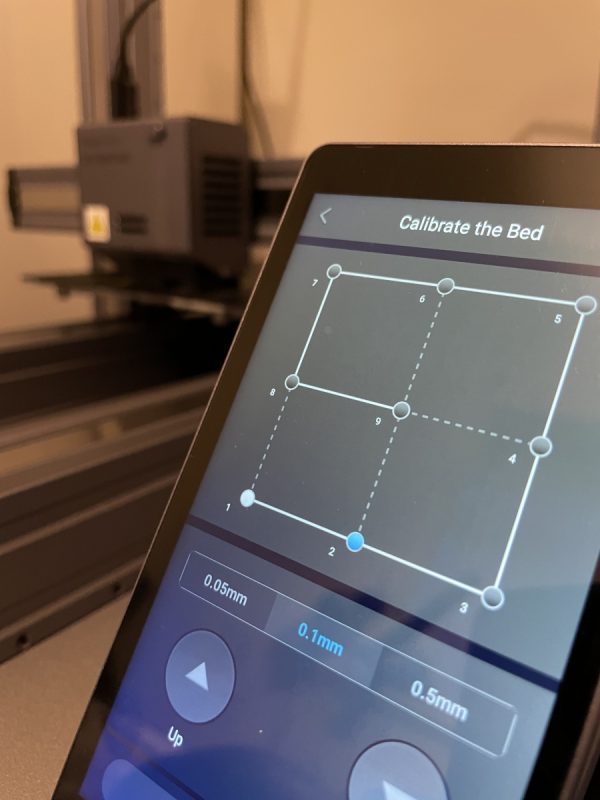
دستی طور پر بیڈ لیولنگ کے لیے، کاغذ کی سطح لگانے کا عمل ہوتا ہے جس کے تحت آپ اپنے بستر کو 40 °C درجہ حرارت پر گرم کرتے ہیں، آٹو ہوم، اپنے سٹیپرز کو غیر فعال کر دیتے ہیں تاکہ آپ پرنٹ ہیڈ، اور نوزل کو باہر نکالنے کے لیے کافی جگہ بنانے کے لیے وہاں موجود کاغذ کے ساتھ اپنی تعمیر کی سطح کو اٹھا/نیچا کریں۔
آپ چاہتے ہیں کہ نوزل کاغذ پر دبائے لیکن ہر چار کے لیے زیادہ تنگ یا ڈھیلا نہ ہو۔ کونے اور پرنٹ بستر کے درمیان. بستر کو گرم کیا جانا چاہیے کیونکہ یہ گرمی سے تپ سکتا ہے، اس لیے اگر آپ اسے ٹھنڈا ہونے پر کرتے ہیں، تو جب آپ اسے استعمال کرتے ہیں تو یہ سطح سے باہر آ سکتا ہے۔
اس عمل کے سادہ انداز کے لیے نیچے دی گئی ویڈیو کو دیکھیں۔ .
بھی دیکھو: 3D پرنٹنگ کے لیے بہترین پرنٹ کی رفتار کیا ہے؟ کامل ترتیباتاس عمل میں وقت لگ سکتا ہے لیکن یہ یقینی طور پر قابل قدر ہوگا کیونکہ اس سے آپ کی پرنٹ کی کامیابی میں نمایاں اضافہ ہوتا ہے۔ چند بار ایسا کرنے کے بعد، یہ کرنا واقعی آسان ہو جاتا ہے۔
11۔ 3D ماڈل پرنٹ کریں
جیسا کہ آپ تمام ضروری مراحل سے گزر چکے ہیں، اب وقت آگیا ہے کہ پرنٹ بٹن پر جائیں اور شروع کریںاصل پروسیسنگ. آپ کی ترتیبات اور 3D ماڈل پر منحصر ہے، پرنٹنگ میں منٹ یا عام طور پر گھنٹے لگ سکتے ہیں۔
ایسے کو منتخب کریں جس میں آپ کی تمام مطلوبہ خصوصیات ہوں اور آپ کے بجٹ میں بھی آئیں۔
کچھ چیزیں جس میں تلاش کرنا ہے۔ 3D پرنٹر جو اسے ابتدائی طور پر دوستانہ آپشن بناتا ہے اس میں شامل ہیں:
- پہلے سے اسمبل شدہ
- مختلف سافٹ ویئر/سلیسرز کے ساتھ مطابقت
- آسان نیویگیشن – ٹچ اسکرین
- خودکار خصوصیات
- صارف دوست انٹرفیس
- بلڈ والیوم 7>پرت ریزولوشن
2۔ 3D پرنٹر کو اسمبل کریں
اپنے 3D پرنٹر کو ان باکس کریں اور اگر یہ پہلے سے اسمبل ہو تو آپ ٹھیک اور اچھے ہیں کیونکہ چیزوں کو آگے بڑھانے کے لیے آپ کو صرف کچھ ایکسٹینشنز اور آلات کے کچھ ٹکڑوں کو لگانے کی ضرورت ہے۔
لیکن اگر یہ پہلے سے جمع نہیں ہے، تو یقینی بنائیں کہ اسمبلی کے ساتھ اپنا وقت نکالیں تاکہ آپ کوئی اہم غلطی نہ کریں کیونکہ وہ مستقبل میں مسائل کا سبب بن سکتے ہیں۔
تلاش کریں یوزر مینوئل اور سب سے پہلے اس بات کی تصدیق کریں کہ آیا آپ کے پاس تمام آلات، پرزے اور ٹولز ہیں جن کی آپ کو ضرورت ہے۔
زیادہ تر 3D پرنٹر کمپنیوں کا کوالٹی کنٹرول بہت اچھا جانا جاتا ہے، لیکن اگر آپ کو کچھ غائب نظر آتا ہے، بیچنے والے سے رابطہ کریں اور انہیں متعلقہ پرزے آپ کو بھیجنے چاہئیں۔
- صارف کے مینوئل پر ایک نظر ڈالیں اور طریقہ کار کو مرحلہ وار کریں جیسا کہ اس میں بتایا گیا ہے۔
- سیٹ 3D پرنٹر کے لیے 115V سے 230V کے درمیان وولٹیج، دنیا کے اس خطے پر منحصر ہے جس میں آپ رہ رہے ہیں۔
- ایک بار جب آپتمام آلات کو جمع کیا، تمام بولٹس کی دوبارہ تصدیق کریں اور دیکھیں کہ آیا وہ بالکل سخت ہیں تقریباً 24V کا تبدیل شدہ کرنٹ۔
میں یوٹیوب پر ایک قابل اعتماد ویڈیو ٹیوٹوریل کی پیروی کرنے کا مشورہ دوں گا تاکہ آپ کو اصل اسمبلی کے عمل کا ایک عمدہ بصری مل سکے، جیسا کہ نیچے دی گئی ویڈیو۔
<10 3۔ اپنے مطلوبہ فلیمینٹ کو اسپول ہولڈر پر رکھیںفلامینٹ وہ مواد ہے جو دراصل ماڈلز کو تہہ بہ تہہ مکمل 3D پرنٹ میں بنانے کے لیے استعمال ہوتا ہے۔
جبکہ کچھ 3D پرنٹرز اپنی مصنوعات کے ساتھ شاید 50 گرام کا ٹیسٹر سپول بھیجتے ہیں، اگر کوئی نہیں ہے تو آپ کو پرنٹنگ کے مقاصد کے لیے الگ سے فلیمینٹ خریدنے کی ضرورت ہو سکتی ہے (تقریباً $20 1 کلو گرام)۔ ایمیزون سے TECBEARS PLA 3D پرنٹر فلیمینٹ حاصل کر سکتے ہیں، جس میں 0.02 ملی میٹر رواداری ہے جو واقعی اچھی ہے۔ اس کے کافی مثبت جائزے ہیں، اور اسے آپ کو ایک ہموار، مسلسل 3D پرنٹنگ کا تجربہ فراہم کرنا چاہیے۔
بھی دیکھو: شیشے کے تھری ڈی پرنٹر بیڈ کو کیسے صاف کیا جائے – Ender 3 & مزیدیہ ماڈل کی قسم یا مختلف 3D پرنٹرز برانڈ کے لحاظ سے مختلف ہو سکتا ہے۔ زیادہ تر 3D پرنٹر برانڈز آپ کو کنٹرولر مینو میں فلیمینٹ لوڈنگ اور ان لوڈنگ آپشن فراہم کرتے ہیں جسے پرنٹر کی ڈسپلے اسکرین پر ایڈجسٹ کیا جا سکتا ہے۔
- ایک بات ذہن میں رکھیں کہ تقریباً تمام برانڈز چیک کرتے ہیں۔ ان کے 3D پرنٹرز پران کی فیکٹری اور اس بات کے بہت کم امکانات ہیں کہ ایکسٹروڈرز کے اندر کچھ فلیمینٹ پھنس گیا ہے۔
- اگرچہ بہت کم امکانات ہیں، آپ کو آگے بڑھنے سے پہلے پلاسٹک کو ہٹانا ہوگا۔ یہ آسانی سے بہار کے بازو کو نچوڑ کر اور اسے باہر نکال کر کیا جا سکتا ہے۔
- بہت سے 3D پرنٹرز میں فلیمینٹ لوڈ کرنے کا آپشن ہوتا ہے جو صارفین کو براہ راست فلیمینٹ لوڈ کرنے کی اجازت دیتا ہے۔ اس کا مطلب ہے کہ آپ ایکسٹروڈر کے ذریعے فلیمینٹ داخل کر سکتے ہیں اور 3D پرنٹر ایکسٹروڈر کو فلیمینٹ کو منتقل کرنے دے سکتے ہیں، یا اسے دستی طور پر دھکیل سکتے ہیں۔
- بس اسپرنگ بازو کو ایکسٹروڈر کے قریب دھکیلیں اور سوراخ کے ذریعے تنت داخل کریں۔ آپ کے ہاتھ۔
- فلامینٹ کو اس وقت تک داخل کرتے رہیں جب تک کہ آپ کو ٹیوب کے اندر سے نوزل کی طرف مزاحمت محسوس نہ ہو۔
- ایک بار جب آپ دیکھیں کہ تنت نوزل سے بہہ رہی ہے، آپ جانے کے لیے تیار ہیں۔ اگلے مرحلے کے لیے۔
4۔ 3D پرنٹ کے لیے ایک ماڈل ڈاؤن لوڈ کریں
جیسا کہ آپ کے پاس 3D پرنٹ کے لیے ماڈل کی فائل کی ضرورت ہے بالکل اسی طرح جیسے ہمارے پاس 2D پرنٹر پر پرنٹ کرنے کے لیے متن یا تصاویر موجود ہیں۔
آپ کا 3D پرنٹر کو ایک USB اسٹک کے ساتھ آنا چاہئے جس پر ایک ٹیسٹ ماڈل ہے جس کے ساتھ آپ شروعات کر سکتے ہیں۔ اس کے بعد، آپ یہ جاننا چاہیں گے کہ ماڈلز کہاں سے ڈاؤن لوڈ کرنا ہے اور ہو سکتا ہے کہ خود بھی کیسے بنائیں۔
ایک ابتدائی کے طور پر، بہترین موزوں آپشن مختلف ویب سائٹس اور 3D ماڈل آرکائیوز سے ماڈل کو ڈاؤن لوڈ کرنا ہے۔جیسا کہ:
- Thingiverse
- MyMiniFactory
- TurboSquid
- GrabCAD
- Cults3D
یہ فائلیں عام طور پر ایک قسم میں آتی ہیں جسے STL فائلز کہتے ہیں، لیکن آپ OBJ یا 3MF فائل کی اقسام کو بھی استعمال کر سکتے ہیں، اگرچہ بہت کم عام ہے۔ آپ لیتھوفین ماڈل بنانے کے لیے .jpg اور .png فائل کی قسمیں بھی Cura میں درآمد کر سکتے ہیں۔
اگر آپ اپنا ماڈل بنانا چاہتے ہیں، تو آپ ایک سافٹ ویئر کے ساتھ شروع کر سکتے ہیں۔ TinkerCAD چونکہ یہ ابتدائی طور پر دوستانہ ہے اور ایک بار جب آپ کافی علم اور مہارت حاصل کر لیتے ہیں، تو آپ کچھ جدید پلیٹ فارمز جیسے کہ Fusion 360 یا Blender پر جا سکتے ہیں۔
5۔ Slicer میں 3D پرنٹر شامل کریں
3D پرنٹنگ میں استعمال ہونے والا ایک اہم پروسیسنگ سافٹ ویئر ہے جسے سلائسر کہا جاتا ہے تاکہ ان ڈاؤن لوڈ کی گئی STL فائلوں کو فائلوں میں تبدیل کیا جا سکے جسے 3D پرنٹر سمجھ سکتا ہے۔
یہ بنیادی طور پر ماڈلز کو کمانڈز میں تقسیم کرتا ہے جو آپ کے 3D پرنٹر کو حرکت میں لاتے ہیں، نوزل/بیڈ کو گرم کرتے ہیں، پنکھے کو آن کرتے ہیں، رفتار کو کنٹرول کرتے ہیں وغیرہ پرنٹر مواد کو باہر نکالنے کے لیے پرنٹ ہیڈ کو تعمیراتی سطح پر مخصوص جگہوں پر منتقل کرنے کے لیے استعمال کرتا ہے۔
وہاں بہت سے سلائسرز موجود ہیں جنہیں آپ استعمال کر سکتے ہیں، لیکن زیادہ تر لوگ Cura نامی ایک کے ساتھ چپکتے ہیں، جو کہ سب سے زیادہ مقبول ہے۔
آپ کے پاس دوسرے اختیارات بھی ہیں جیسے:
- Slic3r
- PrusaSlicer
- Simplify3D (ادائیگی)
اگرچہ وہ سب اپنے اپنے علاقے میں اچھے ہیں، Cura کو سمجھا جاتا ہے۔ابتدائی افراد کے لیے سب سے زیادہ موثر اور بہترین سلائسر کیونکہ یہ تمام فلیمینٹ 3D پرنٹرز کے ساتھ مطابقت رکھتا ہے۔
ایک بار جب آپ Cura 3D سلائسر ڈاؤن لوڈ اور کھول لیتے ہیں، تو آپ یہ منتخب کرنا چاہتے ہیں کہ آپ کے پاس کون سا 3D پرنٹر ہے تاکہ اسے معلوم ہو سکے۔ بیڈ کے طول و عرض اور جہاں ماڈل پرنٹ کیا جائے گا۔
کیورا میں 3D پرنٹر شامل کرنے کے دو طریقے ہیں۔ پہلا سب سے آسان ہے، صرف 3D پرنٹر کو منتخب کرنے سے ڈراپ ڈاؤن مینو کے ساتھ "پرنٹر شامل کریں" کو منتخب کرکے، یا ترتیبات میں جا کر > پرنٹر > پرنٹر شامل کریں…
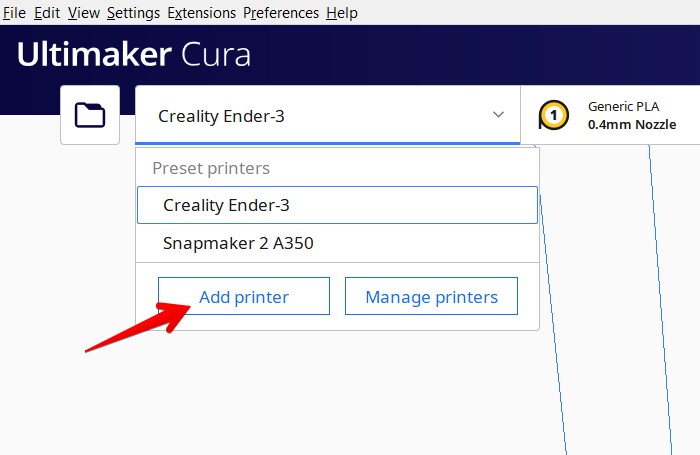
جب آپ "پرنٹر شامل کریں" پر کلک کریں گے تو آپ کے پاس نیٹ ورک یا غیر نیٹ ورک پرنٹر شامل کرنے کا انتخاب ہوگا، عام طور پر اس وقت تک غیر نیٹ ورک ہوتا ہے جب تک کہ آپ کے پاس کچھ نہ ہو۔ پہلے سے منسلک ہے۔
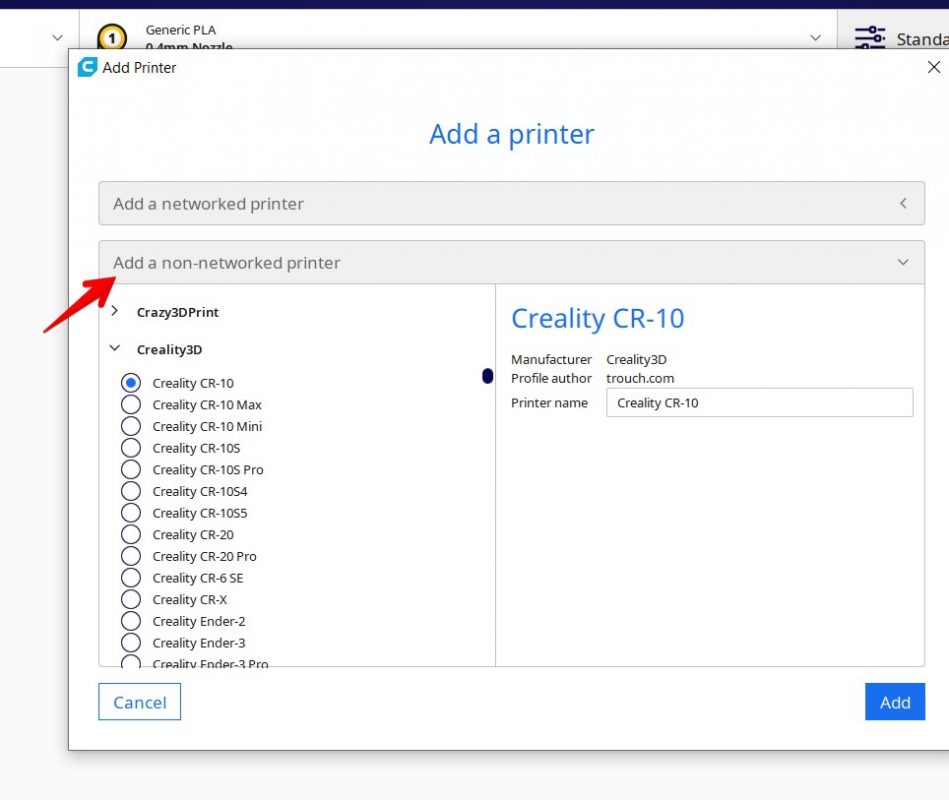
غیر نیٹ ورک والے پرنٹرز کے تحت، آپ کو 3D پرنٹرز کے کئی برانڈز اور اقسام ملیں گے جنہیں آپ اس وقت تک اسکرول کر سکتے ہیں جب تک کہ آپ اپنی مشین کو تلاش نہ کر لیں۔
غیر امکانی منظر نامے میں جہاں آپ آپ کی مشین نہیں ملتی ہے، آپ اپنی مرضی کی مشین کو شامل کر سکتے ہیں اور ڈائمینشنز داخل کر سکتے ہیں، یا اپنے 3D پرنٹر جیسی ڈائمینشن کے ساتھ دوسرا 3D پرنٹر تلاش کر سکتے ہیں۔
پرو ٹِپ: اگر آپ کریالٹی اینڈر 3 استعمال کر رہے ہیں، تو آپ چوڑائی (X) اور گہرائی (Y) کو 220mm سے 235mm میں تبدیل کر سکتے ہیں کیونکہ اگر آپ اسے 3D پرنٹر پر پیمانے سے ناپتے ہیں تو یہ اصل پیمائش ہے۔
6۔ Slicer میں ماڈل درآمد کریں
سلائسر میں ماڈل درآمد کرنا اتنا ہی آسان ہے جتنا MS Word یا کسی میں تصویر درآمد کرنادوسرا پلیٹ فارم۔
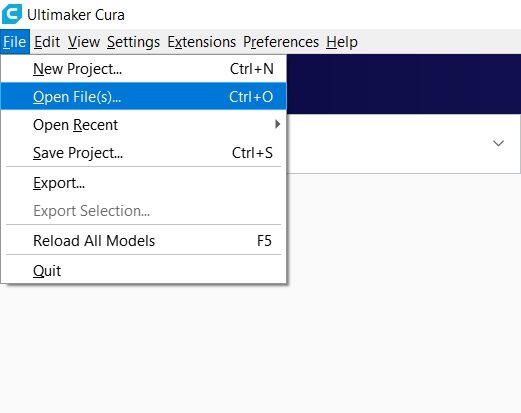
- صرف "اوپن" یا سلائیسر کی ونڈو کے اوپری بائیں کونے میں موجود فولڈر آئیکن پر کلک کریں۔
- اپنی ڈرائیو یا پی سی سے 3D پرنٹ فائل کو منتخب کریں۔ .
- "منتخب کریں" پر کلک کریں اور فائل براہ راست سلائیسر میں پرنٹ بیڈ ایریا پر درآمد ہو جائے گی۔
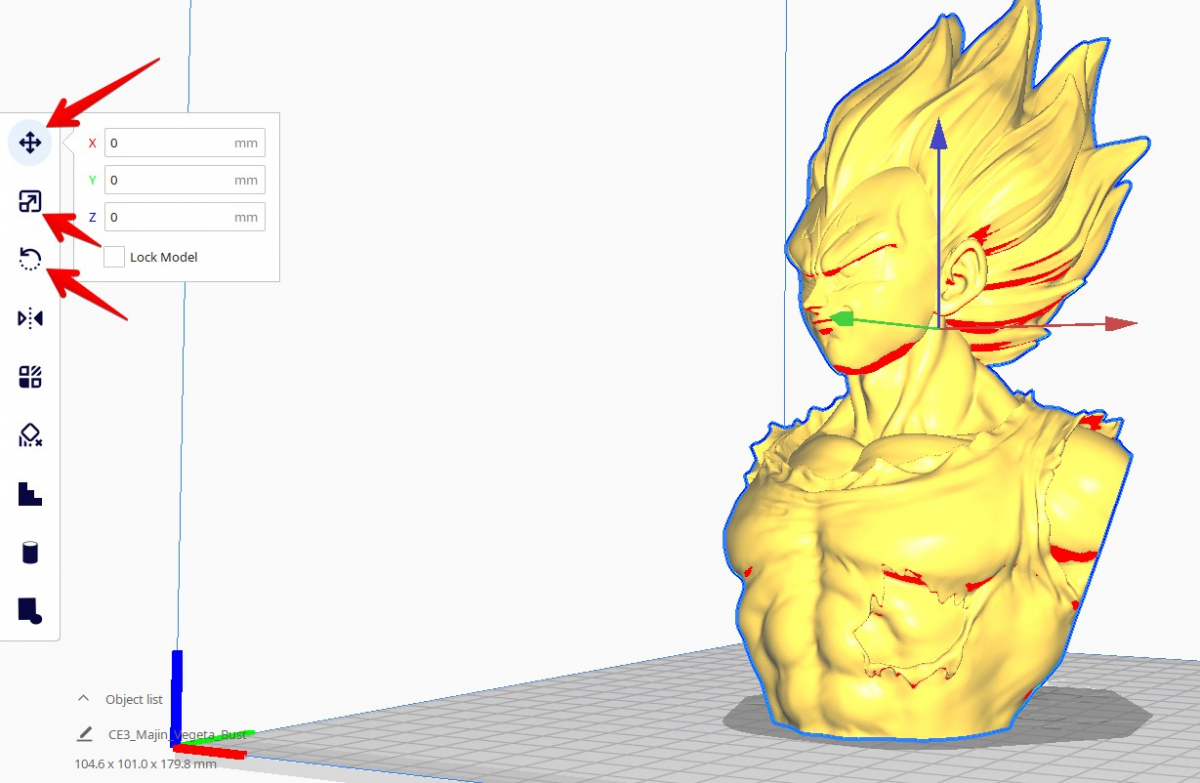
آپ آسانی سے تلاش بھی کر سکتے ہیں آپ کے کمپیوٹر میں فائل، Cura کھولیں، اور فائل کو فائل ایکسپلورر سے سیدھا Cura میں گھسیٹیں۔ فائل کے اسکرین پر ظاہر ہونے کے بعد، آبجیکٹ ماڈل پر کلک کرنے سے اسکرین کے بائیں جانب ایک ٹول بار نظر آئے گا۔
یہ ٹول بار صارف کو پرنٹ بیڈ پر آبجیکٹ کو منتقل کرنے، گھمانے اور اسکیل کرنے کی اجازت دیتا ہے۔ ان کی سہولت اور بہتر پوزیشننگ کے لیے۔ دیگر اختیارات بھی ہیں جیسے مررنگ، فی ماڈل سیٹنگز، سپورٹ بلاکرز، کسٹم سپورٹس (مارکیٹ پلیس میں پلگ ان کے ذریعے فعال) اور ٹیب اینٹی وارپنگ (پلگ ان)۔
7۔ آپ کے ماڈل کے لیے ان پٹ سیٹنگز
آپ کے 3D پرنٹر کے حوالے سے اس کی سیٹنگز کیلیبریٹ کیے بغیر صرف 3D ماڈل کو پرنٹ کرنے سے شاید بہترین نتائج حاصل نہیں ہوں گے۔
آپ کو مختلف سیٹنگز داخل کرنے کی ضرورت ہے Cura میں اسکرین کے اوپری دائیں کونے میں موجود آپشن پر کلک کرکے۔
آپ کے ماڈل کے لیے سیٹنگز داخل کرنے کے لیے دو اہم انتخاب ہیں۔ آپ شروع کرنے کے لیے کچھ بنیادی ترتیبات میں ڈالنے کے لیے آسان تجویز کردہ ترتیبات کا استعمال کر سکتے ہیں۔
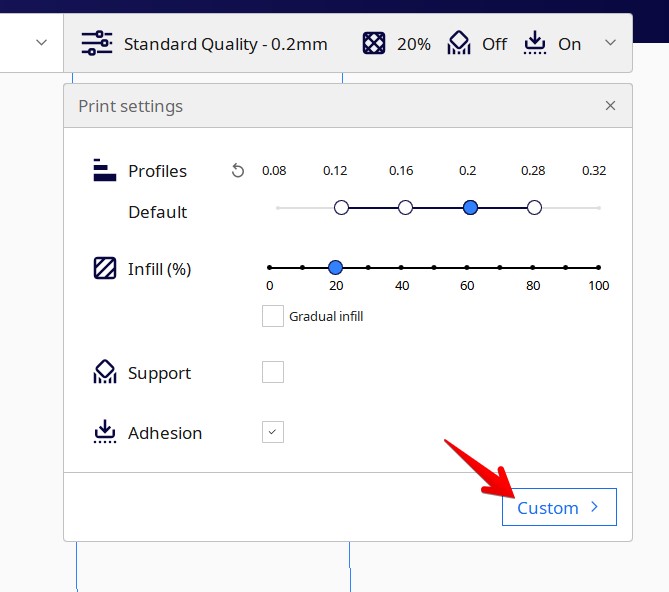
یا آپ زیادہ جدید اور حسب ضرورت حصے میں جا سکتے ہیں۔Cura سیٹنگز کی جہاں آپ خصوصی تجرباتی سیٹنگز اور بہت کچھ کے ساتھ کئی قسم کی سیٹنگز کو تبدیل کر سکتے ہیں۔
آپ نیچے دائیں جانب "اپنی مرضی کے مطابق" یا "تجویز کردہ" باکس کو دبا کر دونوں کے درمیان آگے پیچھے جھٹک سکتے ہیں۔ ، لیکن زیادہ تر لوگ زیادہ حسب ضرورت اسکرین استعمال کرتے ہیں۔
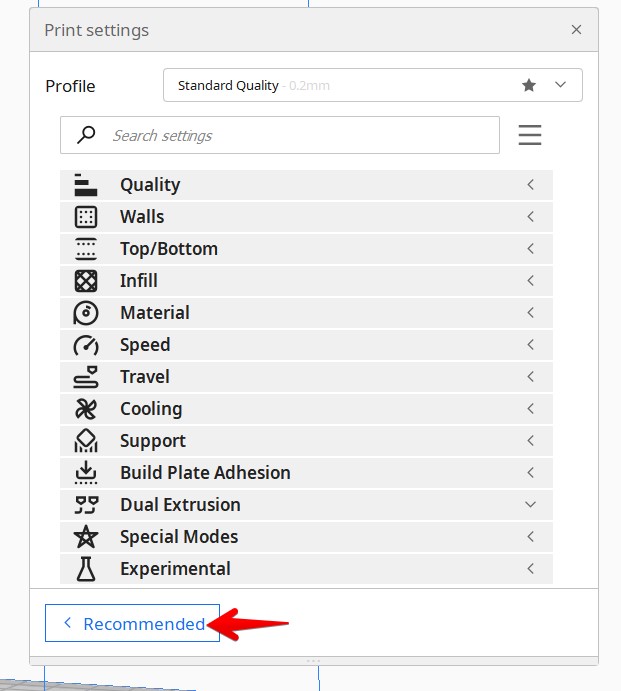
آپ کے 3D ماڈل کے مطابق کیلیبریٹ کرنے کے لیے کچھ نمایاں ترتیبات میں شامل ہیں:
- پرت اونچائی
- پرنٹنگ کا درجہ حرارت
- بستر کا درجہ حرارت
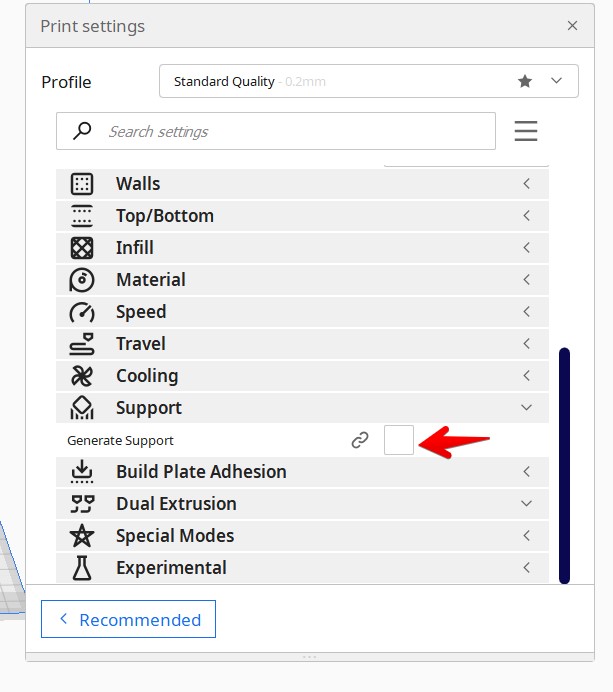
- سپورٹ کرتا ہے
- ریٹریکشن سیٹنگز
- پرنٹنگ کی رفتار
پرت اونچائی
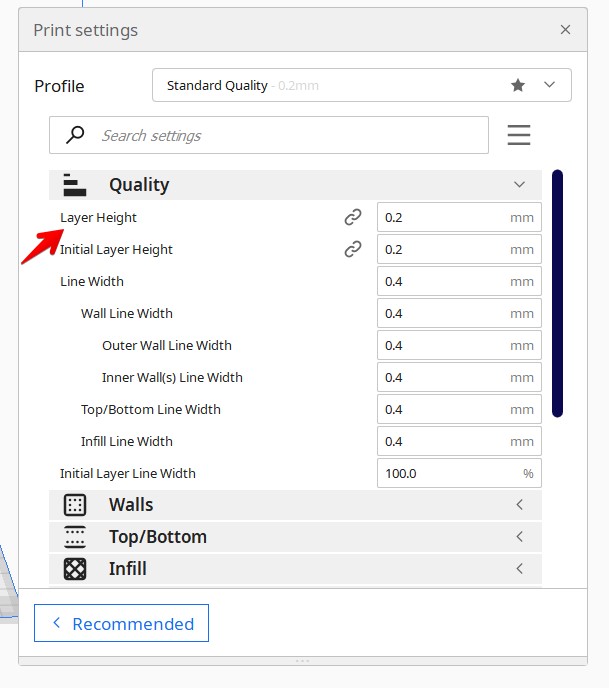
پرت کی اونچائی آپ کے 3D ماڈل میں ہر پرت کی موٹائی ہے۔ یہ کہا جا سکتا ہے کہ پرت کی اونچائی آپ کے 3D ماڈل کی ریزولوشن ہے بالکل اسی طرح جیسے کسی تصویر اور ویڈیو کے پکسلز۔
موٹی تہہ کی اونچائی 3D ماڈل کی ہمواری کو کم کرے گی لیکن پرنٹنگ کی رفتار کو بڑھا دے گی۔ دوسری طرف، پتلی پرتیں ماڈل کو مزید ہموار اور تفصیلی نظر آئیں گی لیکن اس میں زیادہ وقت لگے گا۔
- اوسط 3D پرنٹ کے لیے بہترین پرت کی اونچائی (Ender 3): 0.12mm سے 0.28 mm
پرنٹنگ کا درجہ حرارت
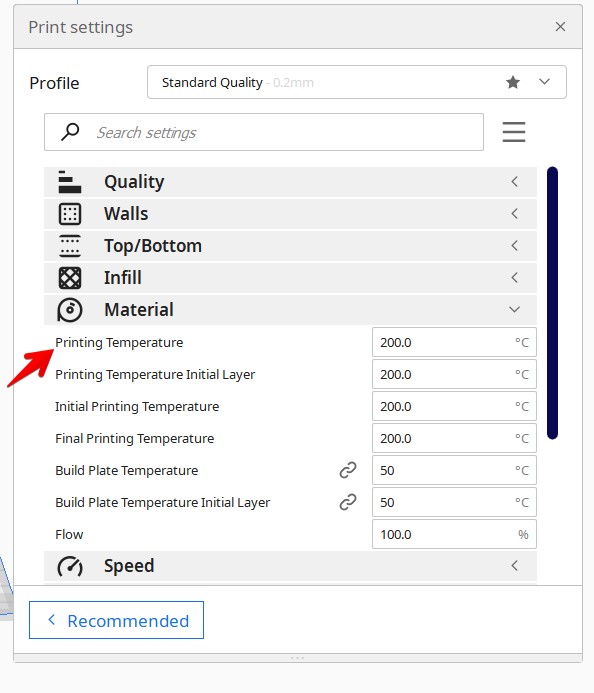
پرنٹ درجہ حرارت نوزل کے ذریعے آنے والے تنت کو نرم کرنے کے لیے درکار حرارت کی سطح ہے۔
یہ فلیمینٹ کی قسم کے لحاظ سے تھوڑا سا مختلف ہوتا ہے کیونکہ کچھ کو شدید گرمی کی ضرورت ہوتی ہے جبکہ دوسروں کو معمولی درجہ حرارت پر پگھلایا جا سکتا ہے۔
- PLA کے لیے بہترین پرنٹ درجہ حرارت: 190°C سے 220°C
- ABS کے لیے پرنٹ کا بہترین درجہ حرارت: 210°C سے250°C
- PETG کے لیے بہترین پرنٹ درجہ حرارت: 220°C سے 245°C
- TPU کے لیے بہترین پرنٹ درجہ حرارت: 210°C سے 230°C
بیڈ کا درجہ حرارت
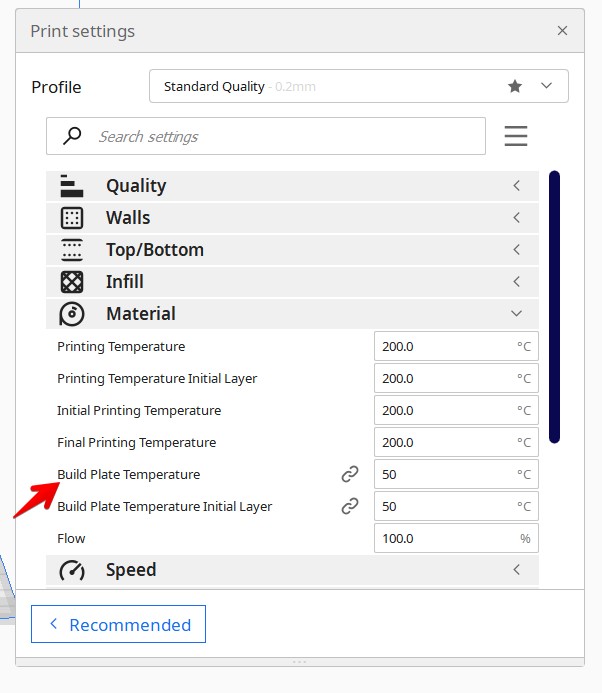
بلڈ پلیٹ کا درجہ حرارت صرف بستر کا درجہ حرارت ہے جس پر ماڈل بنایا جائے گا۔ یہ ایک چھوٹا سا پلیٹ نما پلیٹ فارم ہے جو اپنے اوپر تنت لیتا ہے اور تہوں کو بننے اور مکمل 3D ماڈل بننے دیتا ہے۔
یہ درجہ حرارت مختلف تنتوں کے مطابق بھی مختلف ہوتا ہے:
- PLA کے لیے بہترین بستر کا درجہ حرارت: 30°C سے 60°C
- ABS کے لیے بستر کا بہترین درجہ حرارت: 90°C سے 110°C
- TPU کے لیے بستر کا بہترین درجہ حرارت: 30°C سے 60°C C
- PETG کے لیے بستر کا بہترین درجہ حرارت: 70°C سے 80°C
سپورٹ پیدا کریں یا نہ کریں
سپورٹ وہ ستون ہیں جو پرزوں کو پرنٹ کرنے میں مدد کرتے ہیں زیادہ لٹک رہے ہیں یا زمینی حصے سے جڑے ہوئے نہیں ہیں۔ آپ صرف Cura میں "جنریٹ سپورٹس" باکس کو چیک کر کے سپورٹ شامل کر سکتے ہیں۔
نیچے ایک ماڈل کو رکھنے کے لیے Cura میں کسٹم سپورٹس کی ایک مثال ہے۔
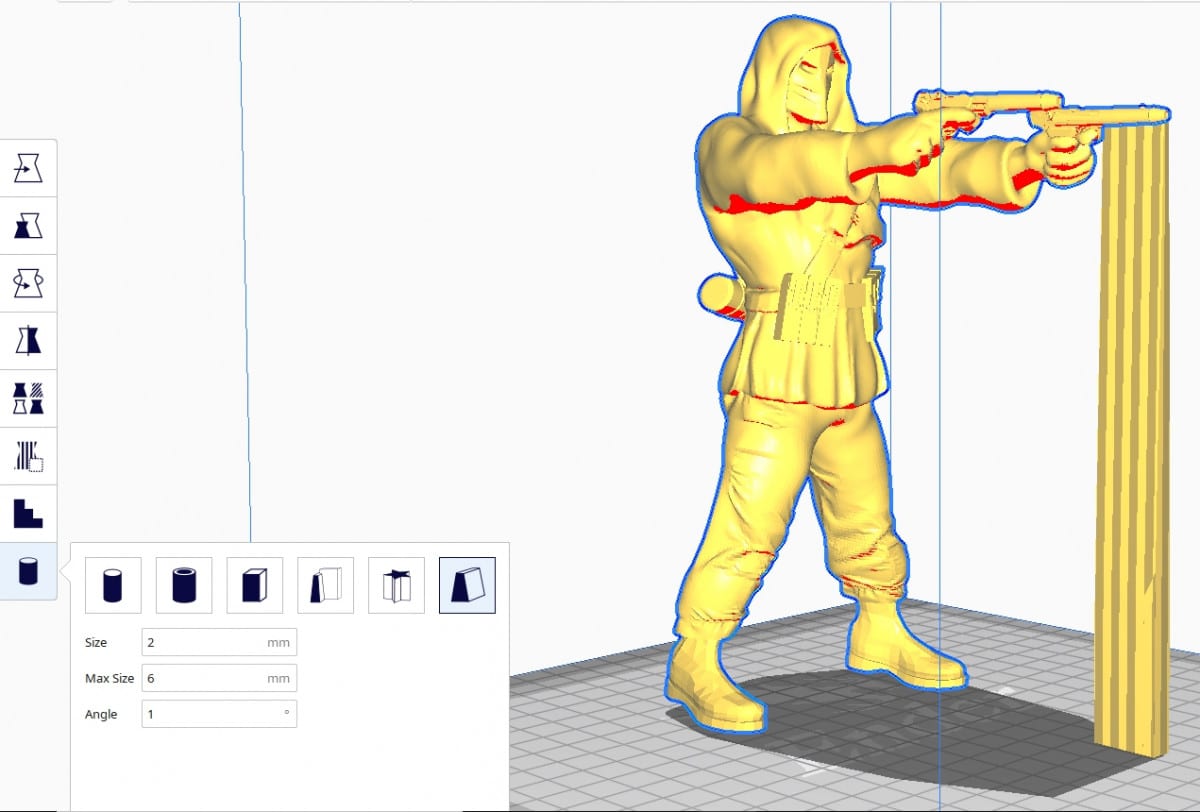
نیچے دی گئی ویڈیو میں آپ کو کسٹم سپورٹ بنانے کا طریقہ دکھایا گیا ہے، جسے میں عام سپورٹ پر ترجیح دیتا ہوں کیونکہ یہ بہت کم تخلیق کرتا ہے اور اسے ہٹانا آسان ہوتا ہے۔
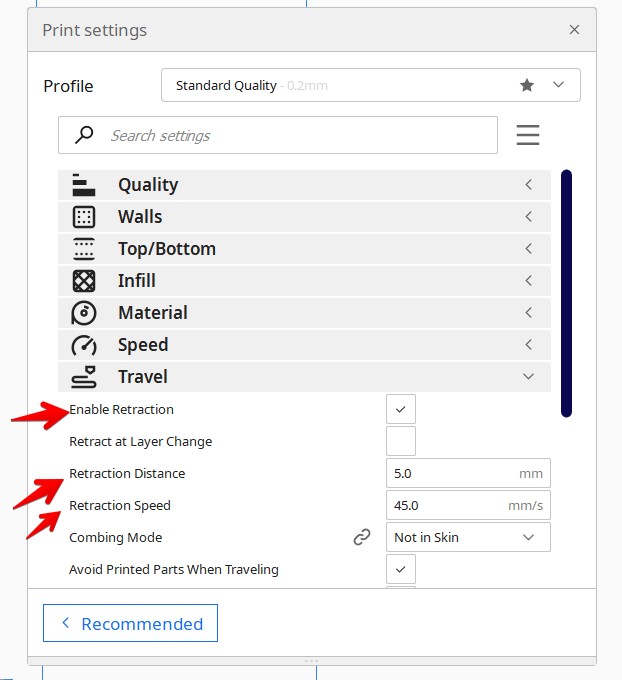
مسترد کرنے کی ترتیبات
ریٹریکشن سیٹنگز عموماً پرنٹنگ کے دوران سٹرنگنگ اثر کو کم کرنے میں مدد کرتی ہیں۔ یہ وہ ترتیبات ہیں جو اس بات کا تعین کریں گی کہ نوزل سے نکلنے والے تنت کو کب اور کہاں واپس کھینچنا چاہیے۔ یہ دراصل کا ایک مجموعہ ہے۔