
فہرست کا خانہ
PLA سب سے زیادہ مقبول 3D پرنٹنگ فلیمینٹ ہے اور اسے پرنٹ کرنا عام طور پر آسان ہوتا ہے لیکن بعض اوقات لوگوں کو PLA کو بستر سے چپکنے میں دشواری ہوتی ہے، چاہے وہ شیشہ ہو، PEI، یا مقناطیسی سطح۔ میں نے ایک مضمون لکھنے کا فیصلہ کیا ہے جس سے لوگوں کو PLA کو اچھی طرح سے چپکنے میں مدد ملے گی۔
پی ایل اے کو پرنٹ بیڈ پر قائم رکھنے کا بہترین طریقہ یہ ہے کہ آپ اپنے بستر کو صحیح طریقے سے برابر کریں اور ایک اچھا بستر استعمال کریں اور پرنٹنگ کا درجہ حرارت تاکہ تنت اچھی طرح سے عمل کرنے کے لئے کافی نرم ہو۔ آپ اپنے ماڈل کو مضبوط بنیاد فراہم کرنے کے لیے بیڑا/کنارے کا بھی استعمال کر سکتے ہیں۔ چیک کریں کہ آپ کا نوزل بند یا خراب تو نہیں ہے اور اپنے پرنٹ بیڈ کو صاف کریں۔
یہ بنیادی جواب ہے لیکن مزید اہم معلومات ہیں جو آپ جاننا چاہیں گے، لہذا اس مضمون کو پڑھتے رہیں۔
- 5> پورے پرنٹ ماڈل کی مضبوطی اور کامیابی میں خلل ڈال سکتا ہے۔
- سطح کو 70% یا 99% IPA سلوشن، یا اسی طرح کی صفائی کی مصنوعات سے ہر بار صاف کریں
- PEI شیٹس کو اس مسئلے کا بہترین مناسب حل سمجھا جاتا ہے کیونکہ ان کو بہت سارے صارفین نے سراہا ہے۔
- صارفین میں سے ایک نے اپنے Amazon کے جائزے میں یہ بھی دعویٰ کیا کہ PEI شیٹس PLA کو بستر پر چپکنے کی اجازت دیتی ہیں چاہے بستر کے توازن یا سطح میں تھوڑی سی خامی ہے۔
- کچھ لوگ تجویز کرتے ہیں کہ آپ اپنے شیشے کے بستر کو سینڈ پیپر کا استعمال کرکے قدرے کھردرا بنائیں، حالانکہ یہ آپ کو عام طور پر ملنے والی ہموار تکمیل کو متاثر کر سکتا ہے۔
- میں میں نے سنا ہے کہ صارفین نے PLA 3D پرنٹس کے لیے عام تصویری فریم گلاس کے ساتھ کامیابی حاصل کی ہے۔
- بیڈ ٹھیک طرح سے برابر نہیں ہے
- بستر کا درجہ حرارت بہت کم ہے
- پرنٹنگ کا درجہ حرارت بہت کم ہے 8
- بیڈ چپکنے والی چیزوں کا استعمال نہیں کرنا
- بلڈ پلیٹ میٹریل میں چپکنے کی کمی ہے
- فلامینٹ جذب شدہ نمی
- کولنگ بہت زیادہ ہے
- پہلی پرت کی پرنٹنگ کی رفتار بہت زیادہ ہے
- ابتدائی پرت کے بہاؤ کی شرح کم
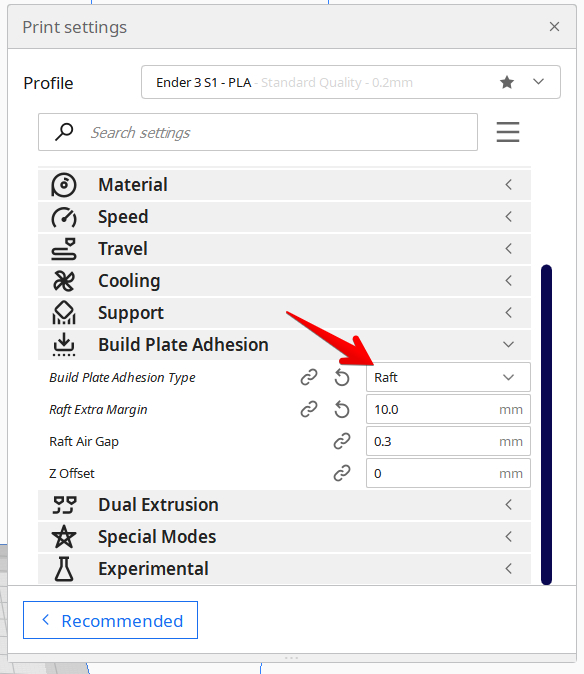
- اپنی Z-Offset ویلیو درست طریقے سے سیٹ کریں
- Raft or Brim استعمال کریں
- چیک کریں کہ آپ کا بیڈ خراب تو نہیں ہے
- اپنی نوزل کھولیں یا تبدیل کریں ایک نئی نوزل کے لیے
- اپنے پرنٹ بیڈ کو صاف کریں
- بیڈ چپکنے والی اشیاء استعمال کریں
- اپنا پرنٹ بیڈ تبدیل کریں
- اپنے فلیمینٹ کو خشک کریں
- اپنا کم کریں کولنگ سیٹنگز
- اپنی پہلی پرت کی پرنٹنگ کی رفتار کو کم کریں
- اپنی ابتدائی پرت کے بہاؤ کی شرح میں اضافہ کریں
اگر آپ ایک کامیاب 3D پرنٹ چاہتے ہیں جس میں تمام پوائنٹس کو صحیح طریقے سے نشان زد کیا گیا ہو، تو آپ کو یہ یقینی بنانا ہوگا کہ پہلی پرت پرنٹ بیڈ پر چپکی ہوئی ہے۔ مؤثر انداز. یہ وہ عنصر ہے جو بنیادی طور پر 3D پرنٹر کے بیڈ آسنشن کے نام سے جانا جاتا ہے۔
بھی دیکھو: اپنے اینڈر 3 کو وائرلیس بنانے کا طریقہ سیکھیں۔ دیگر 3D پرنٹرزاگرچہ PLA پرنٹنگ کے مقاصد کے لیے استعمال کرنے کے لیے سب سے عام اور آسان ترین 3D فلیمینٹ ہے، پھر بھی یہ بعض اوقات چپکنے کے مسائل کا سبب بن سکتا ہے۔ ذیل میں سب سے نمایاں وجوہات ہیں۔پرت پر پنکھے کی باقاعدہ رفتار۔ اگر آپ کے پاس بیڑا ہے، تو اچھی چپکنے کے لیے یہ بہت زیادہ مسئلہ نہیں ہونا چاہیے کیونکہ یہ آپ کے پرنٹ کے لیے ایک وسیع بنیاد کا کام کرتا ہے۔
ٹھنڈا کرنے کے بارے میں مزید معلومات کے لیے، میرا مضمون کیسے دیکھیں پرفیکٹ پرنٹ کولنگ حاصل کرنے کے لیے & پرستار کی ترتیبات۔
13۔ اپنی ابتدائی پرت کی پرنٹنگ کی رفتار کو کم کریں

جس رفتار سے آپ کی پہلی پرت پرنٹ کرتی ہے یا ابتدائی پرت کی رفتار بہت زیادہ نہیں ہونی چاہیے، اس لیے آپ کی پہلی پرت میں اس پر عمل کرنے کی صلاحیت ہوتی ہے۔ اچھی طرح سے بستر پر. Cura کی ڈیفالٹ ویلیو 20mm/s ہونی چاہیے جو واقعی اچھی طرح کام کرتی ہے۔
چیک کریں کہ آپ کی ابتدائی پرت کی رفتار اتنی کم ہے کہ آپ کے پرنٹس کو تعمیراتی سطح پر قائم رہنے کا بہترین موقع ملے۔
اس سے قطع نظر کہ آپ اپنی پرنٹ کی رفتار کو کیسے تبدیل کرتے ہیں، ابتدائی پرت کی رفتار کسی دوسری ترتیبات سے متاثر نہیں ہوتی ہے، اس لیے اسے وہی رہنا چاہیے۔ ایک صارف جس نے پی ایل اے کو قائم رکھنے کے لیے کئی اصلاحات کی کوشش کی، اسے معلوم ہوا کہ اپنی ابتدائی پرت کی رفتار کو کم کرنے کے بعد، اس نے آخر کار مسئلہ حل کر دیا۔
میں نے ایک بہت مفید مضمون لکھا جس کا نام ہے 3D پرنٹنگ کے لیے بہترین پرنٹ کی رفتار کیا ہے؟ بہترین ترتیبات، لہذا بلا جھجھک اسے چیک کریں۔
14۔ اپنی ابتدائی پرت کے بہاؤ کی شرح میں اضافہ کریں
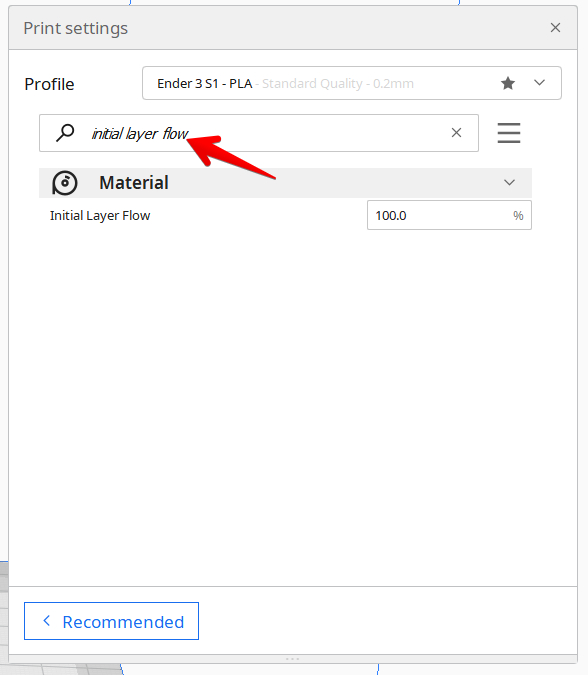
یہ ترتیب ایک اچھی چھوٹی چال ہے جسے آپ صرف پہلی پرت کے لیے مزید مواد کو نکالنے کے لیے استعمال کر سکتے ہیں، جسے کیورا میں ابتدائی پرت کا بہاؤ کہا جاتا ہے۔ یہ ایک فیصد ہے جو آپ کے PLA کو سختی سے آگے بڑھانے کے لیے 100% تک ڈیفالٹ ہے۔بیڈ آسنجن کو بہتر بنانے کے لیے بلڈ پلیٹ۔
آپ کو اوپر تصویر میں دکھائے گئے سیٹنگز کو شاید تلاش کرنا پڑے گا کیونکہ یہ ڈیفالٹ طور پر ظاہر نہیں ہوتا ہے۔
یہ عام طور پر استعمال ہوتا ہے اگر آپ ایک بری طرح سے ہموار بستر ہے، لہذا اگر بستر بہت قریب ہے، تو آپ بہاؤ کو کم کر دیں گے، جب کہ اگر بستر بہت دور ہو تو بہاؤ میں اضافہ کریں گے۔ اگر آپ کے پاس ٹھیک طرح سے ہموار بستر ہے تو آپ کو اس ترتیب کو استعمال کرنے کی ضرورت نہیں ہے۔
بیڈ سے چپکنے والے PLA کو کیسے ٹھیک کریں - گلاس، پی ای آئی، مقناطیسی
نیچے کچھ نکات اور ترکیبیں ہیں۔ جو کہ مختلف قسم کے پرنٹ بیڈز کے لیے ہیں تاکہ اگر آپ PLA پرنٹ کرتے وقت چپکنے کے مسائل کا سامنا کر رہے ہوں تو آپ انہیں استعمال کر سکتے ہیں۔ ان میں سے زیادہ تر تینوں قسم کے پرنٹ بیڈ کی سطحوں پر لاگو کیا جا سکتا ہے۔
ایک صارف نے دعویٰ کیا کہ اس نے صفائی کے لیے پانی اور نمک کا مرکب استعمال کیامقاصد. پھر اس نے پلیٹ کو مکمل طور پر خشک ہونے دیا۔
اس عنصر نے شیشے کی سطح پر نمک کی باقیات چھوڑتے ہوئے پانی کو بخارات بننے دیا۔ اس مشق نے بستر کے چپکنے میں اضافہ کیا اور اس کے لیے تقریباً ہمیشہ کام کیا۔
ایک اور صارف نے چینی کے پانی کے ساتھ یہی طریقہ کار تجویز کیا کیونکہ اس کا خیال ہے کہ کسی بھی کرسٹلائن مادے کے پرنٹ بیڈ پر وہی نتائج برآمد ہوں گے۔
بیڈ کی سطح کے مسئلے پر PLA چپکی نہ رہنے کے پیچھے:بیڈ سے چپکی ہوئی PLA کو کیسے ٹھیک کیا جائے؟
حالانکہ مختلف عوامل ہیں جو اس کی وجہ بن سکتے ہیں۔ مسئلہ، آپ کو پریشان ہونے کی ضرورت نہیں ہے کیونکہ ہر وجہ کا اپنا حل بھی ہوتا ہے۔ بس آرام سے رہیں، اپنے 3D پرنٹر کے ساتھ مسئلہ تلاش کریں اور بہترین مناسب حل کے ساتھ جائیں پرنٹنگ ٹمپریچر
1۔ پرنٹ بیڈ کو لیول کریں
جب PLA پرنٹ بیڈ سے چپکی نہ ہو تو آپ کو سب سے پہلا کام اپنے بستر کو برابر کرنا ہے۔ دیاس کے کام کرنے کی وجہ یہ ہے کہ آپ چاہتے ہیں کہ ایکسٹروڈڈ فلیمینٹ بیڈ کی سطح اور نوزل کے درمیان زیادہ سے زیادہ فاصلہ رکھے تاکہ اس پر بلڈ پلیٹ پر کچھ دباؤ پڑے۔
معمول کا فاصلہ تقریباً 0.1 ملی میٹر یا کاغذ کے A4 ٹکڑے کی موٹائی۔
جب آپ کا بستر ناہموار ہوتا ہے، تو باہر نکالا ہوا تنت کچھ جگہوں پر بستر پر چپک جاتا ہے اور کچھ جگہوں پر نہیں، جس کی وجہ سے پرنٹ کی ناکامی ہوتی ہے۔
دو ہیں اپنے بستر کو برابر کرنے کے اہم طریقے، یا تو مینوئل لیولنگ یا آٹومیٹک لیولنگ۔
دستی طور پر بیڈ لیولنگ
- اونچائی یا نیچے کرنے کے لیے عموماً پرنٹ بیڈ کے بالکل نیچے لیس چار بیڈ لیولنگ نوبس کا استعمال کریں۔ بستر
- نوزل کو اس کی ڈیفالٹ پوزیشن پر رکھ کر شروع کریں یا پرنٹر کو آٹو ہومنگ کرکے بہترین مناسب پوزیشن پر رکھیں۔
- جب آپ پرنٹر پر گھر جائیں تو نوزل بستر سے زیادہ دور نہیں ہونی چاہیے۔ . آپ کو ایلومینیم کے بستر پر پیچ کو ایڈجسٹ کرنے یا Z-endstop کو منتقل کرنے کی ضرورت ہو سکتی ہے
- اپنے بستر کو معمول کے پرنٹ درجہ حرارت (تقریبا 50 °C) پر گرم کرنا اچھا خیال ہے۔
- آپ نیچے بائیں کونے سے شروع کر سکتے ہیں اور لیولنگ نوب کو ایڈجسٹ کر سکتے ہیں جب تک کہ نوزل بند نہ ہو جائے
- اپنے کاغذ کا ٹکڑا حاصل کریں اور اسے نوزل کے نیچے رکھیں، پھر بیڈ لیولنگ نوب کو اس وقت تک نیچے رکھیں جب تک کہ کافی جگہ نہ ہو۔ کاغذ کو ہلائیں۔
- ایک بار جب کاغذ ایک زاویے پر رگڑ کے نشانات دکھا رہا ہو، تو اگلے کونے پر جائیں اور اسی طرح فاصلے کو جانچیں۔
- ایک بار جب فاصلہ ایک جیسا ہوجائےتمام کونوں اور درمیان میں، آپ یہ دیکھنے کے لیے پرنٹ کی جانچ کر سکتے ہیں کہ آیا مسئلہ حسب منشا حل ہو گیا ہے۔
خودکار بیڈ لیولنگ فیچر کا استعمال
- آٹو بیڈ لیولنگ فیچر عام طور پر بیڈ لیولنگ سینسر سے مدد لیں جس میں کام کرنے کا پہلے سے طے شدہ منظر نامہ ہے۔
- بس اس کی چھوٹی اسکرین کا استعمال کرتے ہوئے پرنٹر کے مینو میں جائیں۔
- آپ کے پرنٹر کی کنٹرول اسکرین پر بیڈ لیولنگ کا آپشن ہونا چاہیے۔
- اسے دبائیں پھر اسے معمول کے مطابق خودکار بیڈ لیولنگ کرنا چاہیے اور پیمائش کی بنیاد پر فاصلوں کو خود بخود ایڈجسٹ کرنا چاہیے۔
خودکار بیڈ لیولر کی ایک مثال ANTCLABS BLTouch آٹو بیڈ لیولنگ ہوگی۔ ایمیزون سے سینسر۔ یہ تمام قسم کے بیڈ میٹریل کے ساتھ کام کرتا ہے اور اس کی درستگی تقریباً 0.005 ملی میٹر ہے۔ یہ ایک 1M کنیکٹر ایکسٹینشن کیبل کے ساتھ بھی آتا ہے۔

پرو ٹپ: اگر آپ خودکار بیڈ لیولنگ فیچر کے ساتھ جاتے ہیں، تو یہ سیٹ کرنا ضروری ہے۔ مناسب توازن کے لیے Z-offset کی قدر بالکل درست ہے۔
اس کے بعد، آپ کو مثالی طور پر ایک درمیانے سائز کی چیز کو کیورا جیسے سلائیسر میں ڈالنا چاہیے، 5 اسکرٹس لگائیں تاکہ آپ اپنے بستر کو برابر کر سکیں جب تک کہ فلیمینٹ کو باہر نکالا جا رہا ہو۔ نمونہ. آپ آسانی سے بتا سکتے ہیں کہ جب اسکرٹ پرنٹ ہو رہا ہو تو آپ کا بستر کتنا اچھا ہے۔
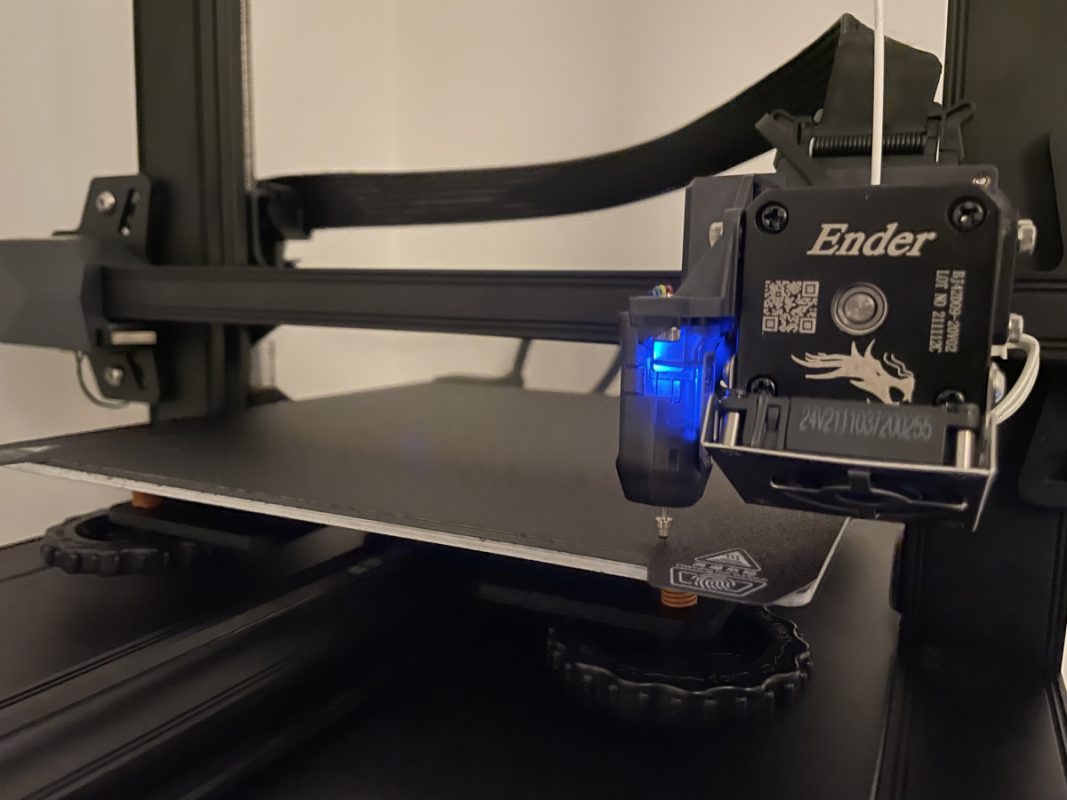
2۔ اپنے بستر کا درجہ حرارت بڑھائیں
اگلی چیز جو آپ دیکھنا چاہتے ہیں وہ آپ کے بستر کا درجہ حرارت ہے کیونکہ یہ PLA کو بستر پر بہتر طور پر قائم رہنے میں مدد کرسکتا ہے۔ جب آپ PLA کے ساتھ پرنٹ کریں، تو بستر کا استعمال کریں۔درجہ حرارت 40-60 °C کے درمیان۔
ایک بار جب آپ یہ کر لیں، ایک ٹیسٹ ماڈل پرنٹ کرنے کی کوشش کریں تاکہ یہ معلوم ہو سکے کہ فلیمینٹ کس طرح چلتا ہے۔ شیشے کے پرنٹ بیڈ پر اور دیکھا کہ 50°C نے اس کے لیے کام کیا، جبکہ ایک اور صارف نے 60°C کیا۔
3۔ پرنٹنگ کا درجہ حرارت بڑھائیں جب آپ کا فلیمینٹ کافی نرم نہیں ہوتا ہے، تو بستر پر چپکنا مشکل ہو سکتا ہے۔
بہترین کوالٹی کے لیے اپنے پرنٹنگ کا درجہ حرارت کیلیبریٹ کرنا ضروری ہے، لیکن اگر آپ کو چپکنے میں پریشانی ہو رہی ہے، تو اپنے پرنٹنگ کے درجہ حرارت کو بڑھانے کی کوشش کریں۔ 5-10°C کے ارد گرد اور دیکھیں کہ آیا اس سے مدد ملتی ہے۔
4۔ اپنی Z-Offset ویلیو کو درست طریقے سے سیٹ کریں
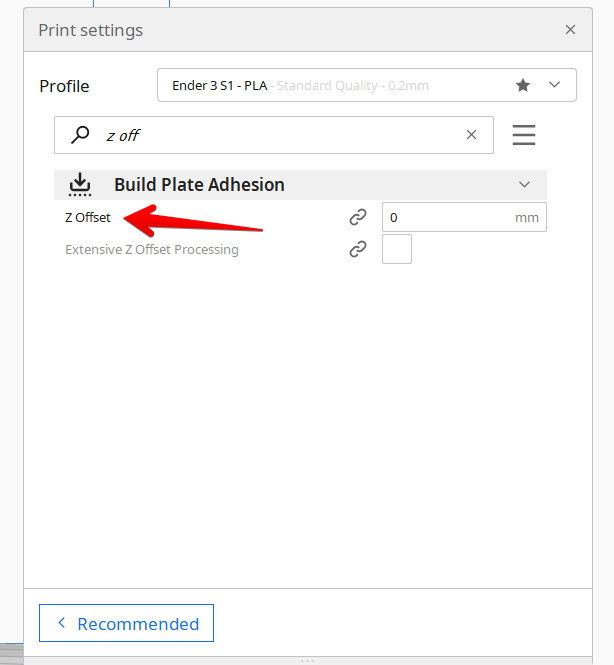
آپ کا Z-Offset بنیادی طور پر ایک ایڈجسٹمنٹ ہے جسے آپ کا 3D پرنٹر پرنٹنگ کے عمل کے دوران نوزل کی اونچائی پر کرتا ہے۔ عام طور پر، اپنے پرنٹ بیڈ کو برابر کرنے کے لیے آپ کی نوزل کو لگانا ایک کافی اچھی جگہ ہے جس کے لیے Z-Offset کی ضرورت نہیں ہے، لیکن یہ آپ کے لیے اضافی درست لیولنگ حاصل کرنے کے لیے استعمال کرنے کا ایک اضافی آپشن ہے۔
اگر آپ کو اپنی نوزل نظر آتی ہے ابھی بھی بلڈ پلیٹ سے بہت دور ہے، اپنے 3D پرنٹر یا سلائیسر میں Z-Offset ویلیو ڈالنے کی کوشش کریں۔
ایک مثبت Z-Offset ویلیو نوزل کو بڑھا دے گی جبکہ منفی قدر نوزل کو کم کر دے گی۔<1
5۔ ایک بیڑا یا برم استعمال کریں

کا ایک بیڑاکنارا PLA 3D پرنٹس کے ساتھ چپکنے کو بڑھانے کا ایک بہترین طریقہ ہے۔ میں اسے اپنے زیادہ تر بڑے 3D پرنٹس کے لیے استعمال کرتا ہوں تاکہ یہ یقینی بنایا جا سکے کہ یہ پرنٹنگ کے پورے عمل میں بلڈ پلیٹ سے چپک جاتا ہے۔
ایک raft/brim بنیادی طور پر ایک اضافی معاون پرنٹ ہے جو آپ کے ماڈل کے نیچے شامل کیا جاتا ہے تاکہ ایک مضبوط بنیاد بنانے میں مدد مل سکے۔ . ایک بیڑا اس بلڈ پلیٹ چپکنے والی تکنیک کی بڑی اور زیادہ محفوظ شکل ہے، جب کہ کنارا ایک پتلا پرنٹ ہے جو ماڈل کے ارد گرد پرنٹ کرتا ہے۔
میرا مضمون اسکرٹس بمقابلہ برمس بمقابلہ رافٹس – ایک فوری 3D پرنٹنگ گائیڈ دیکھیں مزید تفصیلات کے لیے۔
6۔ چیک کریں کہ آپ کا بیڈ خراب تو نہیں ہے

وارپڈ 3D پرنٹ بیڈ کم عام لیکن پھر بھی ممکنہ مسئلہ ہے جو PLA کے لیے پرنٹ بیڈ پر قائم رہنا مشکل بنا دیتا ہے۔ کچھ صارفین نے اپنے ماڈلز کو پرنٹ بیڈ پر چپکانے کے لیے پوری کوشش کی اور کچھ بھی کام نہ آیا۔
انہوں نے ایک حکمران حاصل کیا اور جانچ کی کہ اصل بلڈ پلیٹ کتنی فلیٹ ہے اور پتہ چلا کہ یہ گرم ہونے کے بعد جھک رہی ہے۔ .
اگر آپ کو پتہ چلتا ہے کہ آپ کا بستر خراب ہے، تو غالباً یہی وجہ ہے کہ آپ کے PLA 3D پرنٹس ٹھیک طرح سے چپک نہیں رہے ہیں۔ یہاں آپ کا بہترین آپشن یہ ہے کہ تعمیر کی سطح کو تبدیل کیا جائے۔
سب سے چپٹی تعمیراتی سطح عام طور پر بوروسیلیٹ یا ٹمپرڈ گلاس ہوتی ہے۔ PEI یا اسپرنگ اسٹیل پرنٹ بیڈز کے ساتھ لوگوں کو کافی کامیابی ملتی ہے۔
7۔ اپنی نوزل کو کھولیں یا ایک نئی نوزل میں تبدیل کریں
ایک نوزل جو بند یا خراب ہے یہ بھی ہوسکتا ہےپی ایل اے پرنٹس کے صحیح طریقے سے چپکنے میں تعاون کریں۔ مثالی طور پر، ایک 3D پرنٹر کو بستر پر اچھی گرفت حاصل کرنے کے لیے فلیمینٹ کو آسانی سے نکالنے کی ضرورت ہوتی ہے، اس لیے اگر نوزل بند ہو جائے یا خراب ہو جائے، تو یہ اخراج کو منفی طور پر متاثر کرے گا۔
انکلاگ کو کھولنے کے لیے "کولڈ پل" کا طریقہ اختیار کریں۔ نوزل کو صاف کرنے کے لیے اپنا تنت یا کلیننگ فلیمینٹ استعمال کریں۔
8۔ اپنے پرنٹ بیڈ کو صاف کریں
ایک پرنٹ بیڈ جس میں گندگی اور گندگی ہو PLA 3D پرنٹس کے چپکنے پر منفی اثر ڈال سکتی ہے، خاص طور پر جب آپ بلڈ پلیٹ کو تیل والے ہاتھوں سے بہت زیادہ چھوتے ہیں۔
بہت سے لوگوں کو ذکر کیا کہ اپنے بستر کو متعدد بار چھونے کے بعد، وہ پی ایل اے کو چپکنے کے لیے حاصل نہیں کر سکے، لیکن پرنٹ بیڈ کو صاف کرنے اور بستر کو کم چھونے کے بعد، آخر کار انھیں کچھ اچھی چپکنے لگی۔
اس کے علاوہ، بعض اوقات پچھلے پرنٹس سے بچ جانے والی باقیات چپکنے کو کم کر سکتی ہیں، اس لیے اسے بھی صاف کرنا یقینی بنائیں۔
بہت سی دوسری اصلاحات کو لاگو کرنے کے بعد بھی، اگر آپ پرنٹ بیڈ کو صاف نہیں کرتے ہیں، تو یہ PLA فلیمینٹ کے لیے ایک مسئلہ بن سکتا ہے۔ چسپاں کریں، لہذا صفائی کے عمل سے گزریں:
- کاغذ کا تولیہ یا صاف کپڑا حاصل کریں جس میں کم از کم 70% آئسو پروپیل الکحل یا ایسیٹون ہو
- کاغذ کے تولیے یا کپڑے پر صفائی کا محلول لگائیں۔ اور بستر کو آہستہ سے صاف کریں
- پرنٹ بیڈ کو ہوا خشک ہونے دیں تاکہ مائع بخارات بن جائے، پھر آپ کے پاس ایک اچھا صاف بستر ہونا چاہیے
- آپ یہ اس وقت بھی کرسکتے ہیں جب بستر تقریباً 40 تک گرم ہوجائے۔ صفائی اور بخارات میں مدد کے لیے °Cعمل۔
9۔ بیڈ چپکنے والی اشیاء کا استعمال کریں
بیڈ سے چپکنے والی چیزیں جیسے ہیئر سپرے، گلو سٹکس، یا یہاں تک کہ مختلف ٹیپ جیسے پینٹر ٹیپ یا کپٹن ٹیپ PLA پرنٹس کو چپکنے میں آپ کی نمایاں طور پر مدد کر سکتی ہے۔
یہ ایک اچھا خیال ہے۔ ان چپکنے والی چیزوں کو شیشے کے بستر کی طرح سطحوں پر استعمال کریں، اور یہ کچھ پرنٹ بیڈ میٹریل کی زندگی کو طول دینے میں بھی مدد کر سکتے ہیں۔ ایک بار جب پہلی تہہ اچھی طرح سے بیڈ کے چپکنے والی چیز سے چپک جائے تو، آپ کا باقی پرنٹ مستحکم ہونا چاہیے۔
کوشش کریں کہ آپ بستر پر جو چپکنے والی چیز استعمال کرتے ہیں اس سے زیادہ نہ جائیں۔
- گلو اسٹک
- ہیئر سپرے 5>0>23>1>4>
- بلیو پینٹرز ٹیپ
24>
بھی دیکھو: صاف پلاسٹک اور 3D پرنٹ کیسے کریں شفاف آبجیکٹ10۔ اپنا پرنٹ بیڈ تبدیل کریں
اگر ان میں سے بہت سی اصلاحات کام نہیں کرتی ہیں، تو آپ اپنے پرنٹ کو کسی ایسے مواد میں تبدیل کرنے کی کوشش کر سکتے ہیں جو زیادہ چپکنے والی ہو۔ مجھے حال ہی میں ایک 3D پرنٹر ملا ہے جو پی سی اسپرنگ اسٹیل شیٹ کا استعمال کرتا ہے اور چپکنے والا واقعی اچھا ہے۔
اس تعمیراتی سطح کے بارے میں ایک بہترین چیز یہ ہے کہ بستر کا درجہ حرارت ٹھنڈا ہونے کے بعد، پرنٹ دراصل خود ہی ڈھیلا ہو جاتا ہے۔ اور اسے ہٹانے کے لیے کسی اسپاٹولا یا فلیکس کی بھی ضرورت نہیں ہے۔
میں آپ کے 3D پرنٹر کے لیے مقناطیسی بیڈ، پی ای آئی بیڈ یا پی سی اسپرنگ اسٹیل شیٹ لینے کی انتہائی سفارش کروں گا۔
PEI سطح کے ساتھ HICTOP لچکدار اسٹیل پلیٹ فارم & مقناطیسی باٹم شیٹ آپ کے 3D پرنٹر کے لیے بہترین امتزاج ہے۔ یہ سائز کی ایک رینج میں آتا ہے اور آپ ڈبل رخا کا انتخاب بھی کر سکتے ہیں۔ہموار اور بناوٹ والے اطراف کے ساتھ سطح۔
۔
11۔ اپنے فلیمینٹ کو خشک کریں
3D پرنٹنگ فلیمینٹ ہائیگروسکوپک کے طور پر جانا جاتا ہے جس کا مطلب ہے کہ وہ ماحول سے نمی جذب کرنے کا خطرہ رکھتے ہیں۔ جب آپ کا PLA نمی جذب کرتا ہے، تو یہ اس کے باہر نکالنے کے طریقے کے ساتھ ساتھ آسنجن کو بھی متاثر کر سکتا ہے۔
آسجن کو کم کرنے کے علاوہ، آپ کے PLA فلیمینٹ کے اندر موجود نمی آپ کے ماڈلز پر بلبنگ اور زِٹ جیسی خرابیوں کا سبب بن سکتی ہے، لہذا آپ اس مسئلے کو جلد حل کرنا چاہتے ہیں۔
اپنے فلیمینٹ کو خشک کرنے کا آسان طریقہ یہ ہے کہ فلیمینٹ ڈرائر کا استعمال کریں جیسا کہ ایمیزون سے SUNLU اپ گریڈڈ فلیمینٹ ڈرائر باکس۔ آپ اپنے فلیمینٹ کا سپول مشین میں رکھ سکتے ہیں اور درجہ حرارت کی ترتیبات داخل کر سکتے ہیں۔ نمی کو خشک کرنے کا وقت۔
میرا مضمون فلیمینٹ موئسچر گائیڈ دیکھیں: کون سا فلامنٹ پانی جذب کرتا ہے؟ مزید معلومات کے لیے اسے کیسے ٹھیک کریں۔
12۔ اپنی کولنگ سیٹنگز کو کم کریں
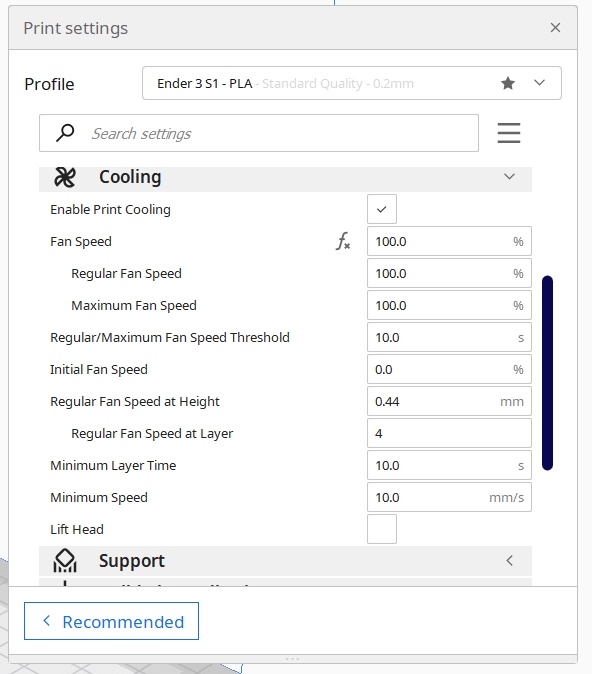
آپ کے سلائسر کو چپکنے میں مدد کے لیے پہلی چند تہوں کے لیے کولنگ فین کو بند کر دینا چاہیے، لیکن آپ دو بار چیک کرنا چاہتے ہیں کہ یہ صحیح طریقے سے سیٹ اپ ہوا ہے . اگر آپ ان تہوں سے گزرتے ہیں تو آپ اس پرت کی اونچائی کو بڑھانا چاہتے ہیں جس پر آپ کے پنکھے کو چپکنے میں مدد ملتی ہے۔
PLA عام طور پر اس وقت بہترین پرنٹ کرتا ہے جب کولنگ فین 100% پر ہوتا ہے لہذا میں اس کے خلاف مشورہ دوں گا۔ فیصد کو کم کرنا۔
یقینی بنائیں کہ پنکھے کی ابتدائی رفتار 0% ہے اور باقاعدہ پنکھے کی رفتار 100% ہے، لیکن اس کو تبدیل کرنے پر غور کریں۔