
မာတိကာ
PLA သည် လူကြိုက်အများဆုံး 3D ပုံနှိပ်စက်ကြိုးဖြစ်ပြီး ပုံမှန်အားဖြင့် ပုံနှိပ်ရလွယ်ကူသော်လည်း တစ်ခါတစ်ရံတွင် PLA သည် ဖန်၊ PEI သို့မဟုတ် သံလိုက်မျက်နှာပြင်ဖြစ်စေ အိပ်ရာပေါ်မကပ်စေရန် အခက်အခဲရှိသည်။ လူတွေကို PLA ကောင်းကောင်းကပ်နိုင်အောင် ကူညီပေးတဲ့ ဆောင်းပါးတစ်ပုဒ်ရေးဖို့ ဆုံးဖြတ်လိုက်တယ်။
PLA ကို ပုံနှိပ်အိပ်ရာပေါ်မှာ ကပ်ဖို့ အကောင်းဆုံးနည်းလမ်းက သင့်အိပ်ရာကို မှန်ကန်စွာ အဆင့်သတ်မှတ်ပြီး ကောင်းမွန်တဲ့ အိပ်ယာကို အသုံးပြုပါ။ Printing temperature ကြောင့် filament သည် ပျော့ပျောင်းပြီး ကောင်းစွာ တွယ်ကပ်နိုင်စေပါသည်။ သင့်မော်ဒယ်အတွက် ပိုခိုင်ခံ့သောအခြေခံအုတ်မြစ်ကိုပေးဆောင်ရန် ဖေါင်/ဘောင်ကို အသုံးပြုနိုင်သည်။ သင်၏ နော်ဇယ်သည် ပိတ်ဆို့ခြင်း သို့မဟုတ် ပျက်စီးခြင်းမရှိကြောင်း စစ်ဆေးပြီး သင်၏ပုံနှိပ်အိပ်ရာကို သန့်ရှင်းပါ။
ကြည့်ပါ။: ပထမအလွှာပြဿနာများ - Ripples & နောက်ထပ်၎င်းသည် အခြေခံအဖြေဖြစ်သည်၊ သို့သော် သင်သိလိုမည့် အရေးကြီးသော အချက်အလက်များစွာရှိပါသည်၊ ထို့ကြောင့် ဤဆောင်းပါးကို ဆက်လက်ဖတ်ရှုပါ။
အဘယ်ကြောင့် PLA သည် ကျွန်ုပ်၏တည်ဆောက်ပုံမျက်နှာပြင်တွင် မကပ်ပါသနည်း။
မည်သည့် 3D ပရင့်တွင်မဆို ကောင်းမွန်သောပထမအလွှာရှိခြင်းသည် ဤအချက်တွင် ပြဿနာအသေးအမွှားများဖြစ်သောကြောင့် အရေးကြီးဆုံးနှင့် မရှိမဖြစ်အချက်တစ်ချက်ဖြစ်သည်။ ပရင့်မော်ဒယ်တစ်ခုလုံး၏ ကြံ့ခိုင်မှုနှင့် အောင်မြင်မှုကို နှောင့်ယှက်နိုင်သည်။
သင်သည် အမှတ်များအားလုံးကို မှန်ကန်စွာ အမှတ်ခြစ်ထားသော အောင်မြင်သော 3D ပရင့်ကို လိုချင်ပါက၊ ပထမအလွှာသည် ပရင့်ကုတင်ပေါ်တွင် ကပ်နေကြောင်း သေချာရန် လိုအပ်ပါသည်။ ထိရောက်သောနည်းလမ်း။ ၎င်းသည် 3D ပရင်တာ၏ အိပ်ရာကို ကပ်တွယ်မှုအဖြစ် လူသိများသော အချက်ဖြစ်သည်။
PLA သည် ပုံနှိပ်ခြင်းအတွက် အသုံးပြုရန် အလွယ်ကူဆုံးနှင့် အလွယ်ကူဆုံး 3D ချည်မျှင်ဖြစ်သော်လည်း၊ ၎င်းသည် တစ်ခါတစ်ရံတွင် ကပ်ငြိမှုပြဿနာများကို ဖြစ်ပေါ်စေနိုင်ပါသည်။ အောက်ပါတို့သည် အထင်ရှားဆုံးသော အကြောင်းတရားများဖြစ်သည်။Layer တွင် ပုံမှန် Fan Speed။ သင့်တွင် ဖောင်တစ်ခုရှိပါက၊ ၎င်းသည် သင်၏ပုံနှိပ်ခြင်းကို လိုက်နာရန် ကျယ်ပြန့်သောအခြေခံအုတ်မြစ်ဖြစ်သောကြောင့် ၎င်းသည် ကောင်းမွန်သော ကပ်တွယ်မှုရရှိရန်အတွက် ပြဿနာများစွာမဖြစ်သင့်ပါ။
အအေးခံခြင်းအကြောင်း နောက်ထပ်အချက်အလက်များအတွက်၊ ကျွန်ုပ်၏ဆောင်းပါးကို မည်ကဲ့သို့ ကြည့်ပါ၊ ပြီးပြည့်စုံသော Print Cooling & ပရိသတ် ဆက်တင်များ။
၁၃။ သင်၏ ကနဦးအလွှာ ပုံနှိပ်ခြင်း မြန်နှုန်းကို လျှော့ချပါ

သင်၏ ပထမအလွှာ ပုံနှိပ်သည့် မြန်နှုန်း သို့မဟုတ် ကနဦး အလွှာ မြန်နှုန်းသည် အလွန်မြင့်မားသင့်သည်၊ ထို့ကြောင့် သင်၏ ပထမအလွှာသည် လိုက်နာနိုင်သည် ကောင်းကောင်းအိပ်ရာဆီသို့။ Cura သည် 20mm/s ၏ ပုံသေတန်ဖိုးရှိသင့်သည်။
သင်၏ Print များကို တည်ဆောက်သည့်မျက်နှာပြင်တွင် ကပ်ထားရန် အကောင်းဆုံးအခွင့်အရေးပေးရန်အတွက် သင်၏ ကနဦးအလွှာအမြန်နှုန်းသည် နိမ့်နေသေးကြောင်း စစ်ဆေးပါ။
သင်၏ပရင့်အမြန်နှုန်းကို သင်မည်ကဲ့သို့ပြောင်းလဲစေကာမူ၊ ကနဦးအလွှာအမြန်နှုန်းကို အခြားဆက်တင်များမှ သက်ရောက်မှုမရှိပါ၊ ထို့ကြောင့် ၎င်းသည် တူညီနေသင့်သည်။ PLA ကို စွဲမြဲစေရန် ပြုပြင်မှုများစွာကို ကြိုးစားခဲ့သော အသုံးပြုသူတစ်ဦးက ၎င်း၏ ကနဦးအလွှာမြန်နှုန်းကို လျှော့ချပြီးနောက် နောက်ဆုံးတွင် ပြဿနာကို ဖြေရှင်းနိုင်ခဲ့ကြောင်း တွေ့ရှိခဲ့သည်။
3D ပရင့်အတွက် အကောင်းဆုံး ပုံနှိပ်မြန်နှုန်းက ဘာလဲ ဟူသော ဆောင်းပါးတစ်ပုဒ်ကို ကျွန်တော်ရေးခဲ့သည်။ ပြီးပြည့်စုံသော ဆက်တင်များ၊ ထို့ကြောင့် ၎င်းကို စစ်ဆေးကြည့်ပါ။
၁၄။ သင်၏ ကနဦးအလွှာစီးဆင်းမှုနှုန်းကို မြှင့်တင်ပါ
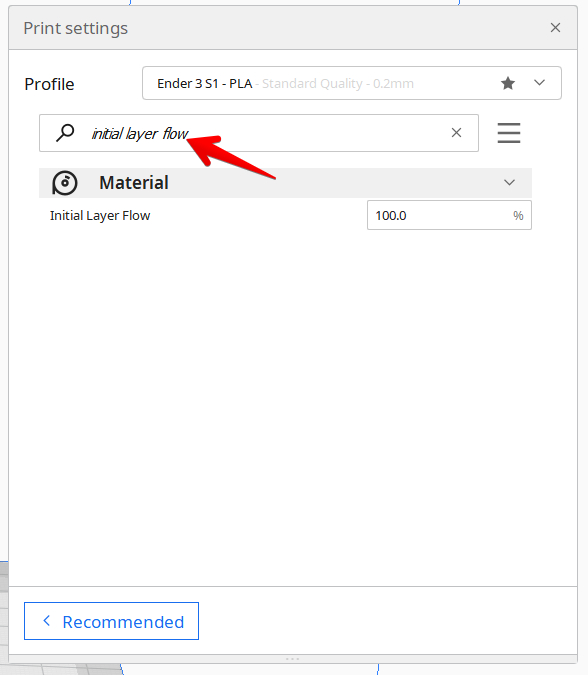
ဤဆက်တင်သည် Cura initial Layer Flow ဟုခေါ်သော ပထမအလွှာအတွက် ပစ္စည်းများပိုမိုထုတ်ယူရန်အတွက် သင်အသုံးပြုနိုင်သည့် ကောင်းသောလှည့်ကွက်လေးတစ်ခုဖြစ်သည်။ ၎င်းသည် သင်၏ PLA ကို ပိုမိုခက်ခဲအောင် တွန်းအားပေးရန် 100% သို့ ပုံသေသတ်မှတ်ထားသည့် ရာခိုင်နှုန်းတစ်ခုဖြစ်သည်။အိပ်ရာ၏ ကပ်ငြိမှုကို ပိုမိုကောင်းမွန်စေရန် တည်ဆောက်ထားသော ပန်းကန်ပြား။
၎င်းသည် ပုံသေပြထားသည့်အတိုင်း မပြသောကြောင့် အထက်ပုံတွင်ပြထားသည့်အတိုင်း ဆက်တင်များကို သင်ရှာဖွေရပေမည်။
၎င်းကို အများအားဖြင့် သင်အသုံးပြုပါက၊ ဆိုးရွားစွာ အဆင့်သတ်မှတ်ထားသော အိပ်ရာတစ်ခုရှိ၍ အိပ်ရာသည် အလွန်နီးကပ်ပါက၊ အိပ်ရာသည် ဝေးလွန်းပါက စီးဆင်းမှုကို တိုးစေပြီး စီးဆင်းမှုကို လျှော့ချနိုင်မည်ဖြစ်သည်။ သင့်တွင် မှန်ကန်စွာ အဆင့်သတ်မှတ်ထားသော အိပ်ရာတစ်ခုရှိပါက ဤဆက်တင်ကို အသုံးပြုရန် မလိုအပ်ပါ။
အိပ်ရာပေါ်တွင် PLA မကပ်ခြင်းကို ဖြေရှင်းနည်း – Glass, PEI, Magnetic
အောက်တွင် အကြံပြုချက်များနှင့် လှည့်ကွက်အချို့ဖြစ်သည်။ PLA ပရင့်ထုတ်စဉ်တွင် ကပ်တွယ်မှုပြဿနာများနှင့် ရင်ဆိုင်နေရပါက ၎င်းတို့ကို အမျိုးမျိုးသော ပုံနှိပ်ကုတင်များအတွက် အသုံးပြုနိုင်မည်ဖြစ်သည်။ ၎င်းတို့အများစုကို ပုံနှိပ်အိပ်ရာမျက်နှာပြင်သုံးမျိုးစလုံးတွင် အသုံးပြုနိုင်ပါသည်။
- မျက်နှာပြင်အား 70% သို့မဟုတ် 99% IPA ဖြေရှင်းချက် သို့မဟုတ် အလားတူ သန့်ရှင်းရေးထုတ်ကုန်
- ဖြင့် မကြာခဏ သန့်စင်ပါ။ PEI စာရွက်များသည် သုံးစွဲသူများစွာ၏ သဘောကျနှစ်သက်မှုကြောင့် ဤပြဿနာအတွက် အကောင်းဆုံးဖြေရှင်းနည်းဖြစ်သည်ဟု ယူဆပါသည်။
- အသုံးပြုသူများထဲမှတစ်ဦးက PEI စာရွက်များသည် အိပ်ရာပေါ်တွင်ပင် PLA ကို ကပ်ထားနိုင်စေကြောင်း ၎င်း၏ Amazon ပြန်လည်သုံးသပ်မှုတွင်လည်း တောင်းဆိုထားသည်။ အိပ်ရာသည် ၎င်း၏ဟန်ချက် သို့မဟုတ် အဆင့်တွင် အနည်းငယ်ချို့ယွင်းချက်ရှိသည်။
- အချို့သောလူများက သင်ရရှိလေ့ရှိသော ချောမွေ့သော အပြီးသတ်မှုကို ထိခိုက်စေနိုင်သော်လည်း သဲစက္ကူဖြင့် သင့်ဖန်ခင်းကို အနည်းငယ်ကြမ်းအောင်ပြုလုပ်ရန် အကြံပြုထားသည်။
- ကျွန်တော် PLA 3D ပရင့်ထုတ်ခြင်းအတွက် သာမာန်ပုံဘောင်မှန်ဖြင့် အောင်မြင်သောအသုံးပြုသူများကြားသိဖူးပါသည်။
သန့်ရှင်းရေးအတွက် ရေနှင့်ဆားကို အသုံးပြုသူတစ်ဦးက အခိုင်အမာဆိုသည်။ရည်ရွယ်ချက်များ။ ထို့နောက် ပန်းကန်ပြားကို လုံးဝခြောက်သွေ့သွားအောင် ထားလိုက်ပါ။
ဤအချက်က ဖန်မျက်နှာပြင်ပေါ်တွင် ဆားအကြွင်းအကျန်များကို ချန်ထားချိန်တွင် ရေကို အငွေ့ပျံစေပါသည်။ ဤအလေ့အကျင့်သည် အိပ်ယာ၏ ကပ်ငြိမှုကို တိုးစေပြီး သူ့အတွက် အမြဲနီးပါး လုပ်ဆောင်ပေးခဲ့သည်။
အခြားအသုံးပြုသူတစ်ဦးက ပုံဆောင်ခဲများသည် ပုံဆောင်ခဲများသည် ပုံနှိပ်အိပ်ယာပေါ်တွင် တူညီသောရလဒ်များရရှိမည်ဟု ယုံကြည်သောကြောင့် အခြားအသုံးပြုသူတစ်ဦးက သကြားရေဖြင့် အလားတူလုပ်ဆောင်မှုကို အကြံပြုခဲ့သည်။
PLA ၏နောက်ကွယ်တွင် အိပ်ရာမျက်နှာပြင်ပြဿနာကို ကပ်မထားပါနှင့်-- အိပ်ရာကို အဆင့်အတန်းမမီပါ
- အိပ်ရာအပူချိန်သည် အလွန်နိမ့်နေပါသည်
- ပုံနှိပ်အပူချိန်သည် အလွန်နိမ့်နေပါသည်
- Z-Offset တန်ဖိုး မှားနေပါသည်
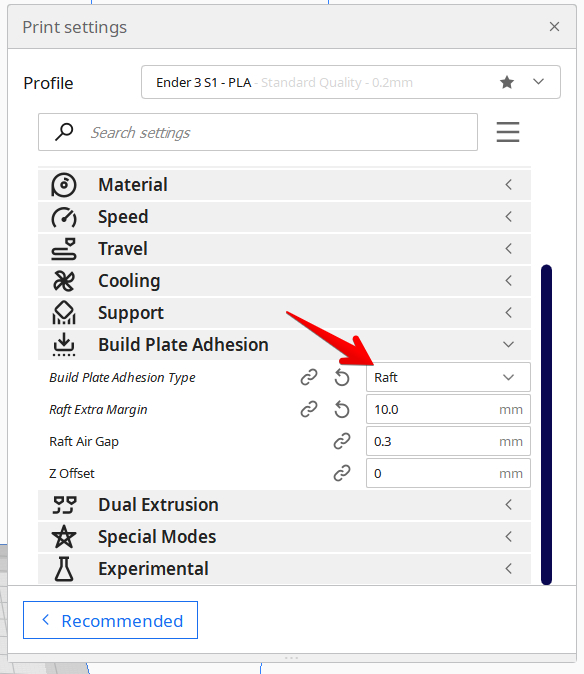
- ဖောင် သို့မဟုတ် အနားစွန်းကို မသုံးပါ
- အိပ်ရာ ပျက်နေပါသည်
- Nozzle ပိတ်ဆို့ခြင်း သို့မဟုတ် ပျက်စီးခြင်း
- ပရင့်အိပ်ရာ မသန့်ရှင်းပါ
- Bed Adhesive များကို မသုံးပါ
- Build Plate Material သည် Adhesion အားနည်းခြင်း
- Filament Absorbed Moisture
- Cooling သည် မြင့်မားလွန်းသည်
- ပထမထပ် Printing Speed မြင့်မားလွန်းသည်
- ကနဦး အလွှာ၏ စီးဆင်းမှုနှုန်း နိမ့်သည်
အိပ်ရာပေါ်တွင် PLA မကပ်ခြင်းကို မည်ကဲ့သို့ ဖြေရှင်းရမည်နည်း။
၎င်းကို ဖြစ်စေနိုင်သော အကြောင်းအရင်း အမျိုးမျိုးရှိသော်လည်း၊ ပြသနာတစ်ခုစီမှာ သူ့ကိုယ်ပိုင်ဖြေရှင်းချက်ရှိလို့ စိတ်ပူနေစရာမလိုပါဘူး။ စိတ်အေးလက်အေးနေပါ၊ သင်၏ 3D ပရင်တာတွင် ပြဿနာကို ရှာဖွေပြီး အကောင်းဆုံး သင့်လျော်သော ဖြေရှင်းချက်ဖြင့် သွားပါ။
- ပရင့်ကုတင်ကို အဆင့်သတ်မှတ်ပါ
- သင့်အိပ်ရာအပူချိန်ကို တိုးပါ
- သင့်ကို တိုးမြင့်ပါ။ ပုံနှိပ်ခြင်း အပူချိန်
- သင့် Z-Offset တန်ဖိုးကို မှန်ကန်စွာ သတ်မှတ်ပါ
- ဖေါင် သို့မဟုတ် အနားစွန်းကို အသုံးပြုပါ
- သင့်အိပ်ယာ မပျက်စီးကြောင်း စစ်ဆေးပါ
- သင်၏ Nozzle ကို ဖြုတ်ပါ သို့မဟုတ် ပြောင်းလဲခြင်း Nozzle အသစ်တစ်ခုသို့
- သင်၏ Print Bed ကို သန့်ရှင်းပါ
- အိပ်ရာကော်များသုံးပါ
- သင်၏ Print Bed ကိုပြောင်းပါ
- သင့်ရဲ့ Filament ကို အခြောက်ခံပါ
- သင့်ကို လျှော့ချပါ အအေးခံဆက်တင်များ
- သင်၏ ပထမအလွှာ ပုံနှိပ်ခြင်းမြန်နှုန်းကို လျှော့ချပါ
- သင်၏ ကနဦးအလွှာ စီးဆင်းမှုနှုန်းကို မြှင့်တင်ပါ
၁။ Print Bed ကို အဆင့်သတ်မှတ်ပါ
PLA သည် ပုံနှိပ်အိပ်ရာပေါ်တွင် ကပ်မနေသည့်အခါ ပထမဆုံးလုပ်သင့်သည်မှာ သင့်အိပ်ရာကို အဆင့်သတ်မှတ်ရန်ဖြစ်သည်။ ဟိ၎င်းအလုပ်လုပ်ရခြင်းအကြောင်းရင်းမှာ သင်သည် extruded filament ကို အိပ်ရာမျက်နှာပြင်နှင့် nozzle အကြား အသင့်တော်ဆုံးအကွာအဝေးရှိစေလိုသောကြောင့် ၎င်းသည် build plate တွင် ဖိအားအနည်းငယ်ရှိနေသောကြောင့်ဖြစ်သည်။
ပုံမှန်အကွာအဝေးကို 0.1mm သို့မဟုတ် ဝန်းကျင်ဟုသိရသည်။ A4 စာရွက်၏အထူ။
သင့်အိပ်ရာမညီမညာဖြစ်သောအခါ၊ အချို့သောနေရာများတွင် ဖြန့်ထားသောချည်မျှင်သည် ကုတင်ပေါ်တွင်မဟုတ်ဘဲ အခြားနေရာများတွင် တွယ်ကပ်နေမည်ဖြစ်ပြီး ပုံနှိပ်မှုမအောင်မြင်နိုင်ပါ။
နှစ်ခုရှိသည်။ လက်ဖြင့်အဆင့်ခြင်း သို့မဟုတ် အလိုအလျောက်အဆင့်ခြင်းဖြင့်ဖြစ်စေ သင့်ကုတင်ကို အဆင့်သတ်မှတ်ရန် အဓိကနည်းလမ်းများ။
Manual Bed Leveling
- အတက်အဆင်းပြုလုပ်ရန် သို့မဟုတ် နိမ့်စေရန်အတွက် ပုံမှန်အားဖြင့် ပုံနှိပ်ကုတင်အောက်ရှိ ခလုတ်လေးခုကို အသုံးပြုပါ။ အိပ်ယာ
- ပရင်တာကို အလိုအလျောက် တပ်ဆင်ခြင်းဖြင့် နော်ဇယ်ကို ၎င်း၏ ပုံသေ သို့မဟုတ် အသင့်တော်ဆုံး အနေအထားတွင် နေရာချထားခြင်းဖြင့် စတင်ပါ။
- ပရင်တာသို့ သင်အိမ်ရောက်သောအခါတွင် နော်ဇယ်သည် အိပ်ရာနှင့် သိပ်မဝေးသင့်ပါ။ . သင်သည် အလူမီနီယံကုတင်ပေါ်ရှိ ဝက်အူများကို ချိန်ညှိရန် လိုအပ်နိုင်သည် သို့မဟုတ် Z-endstop ကိုရွှေ့ရန်
- ၎င်းသည် သင့်အိပ်ရာကို ပုံမှန်ပရင့်အပူချိန် (50°C ဝန်းကျင်တွင်) အပူပေးရန်အတွက် သင့်လျော်ပါသည်။
- ဘယ်ဘက်အောက်ခြေထောင့်မှ စတင်၍ နော်ဇယ်ပိတ်သည်အထိ အဆင့်ညှိခလုတ်ကို ချိန်ညှိနိုင်သည်
- သင့်စာရွက်တစ်ရွက်ကိုယူကာ နော်ဇယ်အောက်တွင် ထားပြီးနောက် နေရာအလုံအလောက်ရှိသည်အထိ အိပ်ရာချိန်ညှိခလုတ်ကို လျှော့ချနိုင်သည် စာရွက်ကို တလှုပ်လှုပ်လှုပ်လှုပ်။
- စက္ကူသည် ထောင့်တစ်ခုတွင် ပွတ်တိုက်မှုလက္ခဏာများပြသည်နှင့်၊ နောက်ထောင့်သို့ရွှေ့ပြီး ထိုနည်းအတိုင်း အကွာအဝေးကို စမ်းသပ်ပါ။
- အကွာအဝေးသည် တူညီသည်နှင့်ထောင့်အားလုံးနှင့် အလယ်၊ ပြဿနာကို အလိုရှိသည့်အတိုင်း ဖြေရှင်းပြီးကြောင်း သိရှိရန် ပရင့်ထုတ်ခြင်းကို စမ်းသပ်နိုင်ပါသည်။
အလိုအလျောက် အိပ်ယာအဆင့်ခြင်း အင်္ဂါရပ်ကို အသုံးပြုခြင်း
- အလိုအလျောက် အိပ်ယာချိန်ညှိခြင်း အင်္ဂါရပ်များသည် များသောအားဖြင့် ကြာပါသည်။ အလုပ်လုပ်ရန် ကြိုတင်သတ်မှတ်ထားသော မြင်ကွင်းတစ်ခုပါရှိသော အိပ်ရာချိန်ညှိအာရုံခံကိရိယာမှ အကူအညီ။
- ၎င်း၏သေးငယ်သောစခရင်ကို အသုံးပြု၍ ပရင်တာ၏မီနူးထဲသို့ ရိုးရှင်းစွာသွားပါ။
- သင့်ပရင်တာ၏ထိန်းချုပ်မှုစခရင်တွင် ကုတင်အဆင့်ရွေးချယ်စရာတစ်ခု ရှိသင့်သည်။
- ဤအရာကို နှိပ်ပြီးနောက် ၎င်းသည် ပုံမှန်အတိုင်း အလိုအလျောက် အိပ်ရာကို ညှိပေးကာ တိုင်းတာမှုများအပေါ် အခြေခံ၍ အကွာအဝေးများကို အလိုအလျောက် ချိန်ညှိပေးသင့်သည်။
အလိုအလျောက် အိပ်ယာချိန်ညှိခြင်း၏ ဥပမာတစ်ခုသည် ANTCLABS BLTouch Auto Bed Leveling ဖြစ်သည် Amazon မှ အာရုံခံကိရိယာ။ 0.005mm အနီးအနားရှိ အိပ်ရာပစ္စည်းများနှင့် တွဲဖက်အသုံးပြုနိုင်ပါသည်။ ၎င်းတွင် 1M ချိတ်ဆက်ကိရိယာ တိုးချဲ့ကြိုးလည်း ပါရှိသည်။

ပရို အကြံပြုချက်- သင်သည် အလိုအလျောက် အိပ်ရာအတက်အဆင်း အင်္ဂါရပ်ကို အသုံးပြုပါက၊ ၎င်းကို သတ်မှတ်ရန် အရေးကြီးပါသည်။ သင့်လျော်သောလက်ကျန်အတွက် Z-offset ၏တန်ဖိုး။
ထို့နောက်၊ သင်သည် Cura ကဲ့သို့ အလတ်စားအရာတစ်ခုကို အချပ်လိုက်တစ်ခုထဲသို့ စံပြထားသင့်ပြီး စကတ် 5 ခုကို အသုံးချကာ၊ ချည်မျှင်ကို ပတ်ပတ်လည်တွင် ဆွဲထုတ်နေချိန်တွင် သင့်အိပ်ရာကို အဆင့်သတ်မှတ်နိုင်မည်ဖြစ်သည်။ မော်ဒယ်။ စကတ်ပုံနှိပ်သည့်အခါတွင် သင့်အိပ်ရာကို မည်မျှအဆင့်လိုက်ကြောင်း အလွယ်တကူ ပြောပြနိုင်သည်။
၂။ သင့်အိပ်ရာအပူချိန်ကို တိုးပေးပါ
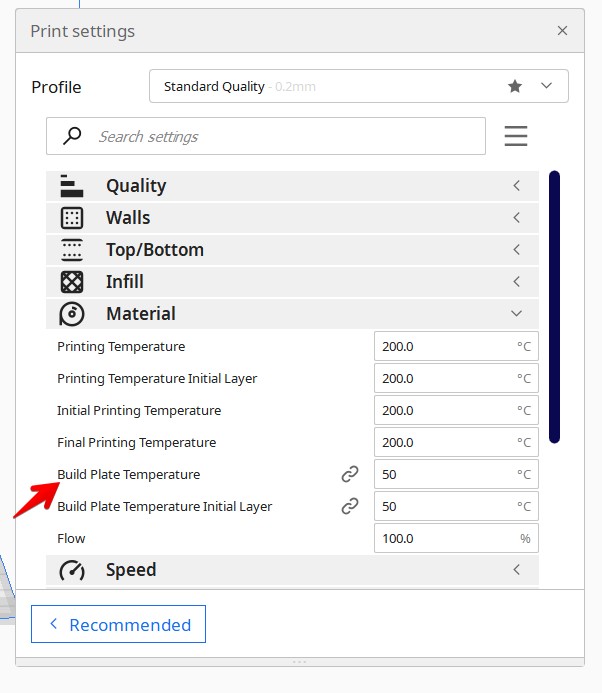
နောက်တစ်ခုကြည့်လိုသည်မှာ သင့်အိပ်ရာအပူချိန်သည် PLA သည် အိပ်ရာကို ပိုမိုကောင်းမွန်စွာ တွယ်ကပ်နိုင်စေသောကြောင့်ဖြစ်သည်။ PLA ဖြင့် ပရင့်ထုတ်သည့်အခါ အိပ်ရာကို အသုံးပြုပါ။အပူချိန် 40 မှ 60°C အကြား။
ဤအရာကို သင်ပြုလုပ်ပြီးသည်နှင့်အမျှ အမျှင်များ ကပ်ငြိနေပုံကို သိရှိရန် စမ်းသပ်ပုံစံတစ်ခုကို ပရင့်ထုတ်ကြည့်ပါ။
PLA ဖြင့် 3D ပရင့်ထုတ်သည့် အသုံးပြုသူတစ်ဦးက PLA ၏ ကပ်ငြိမှုကို စမ်းသပ်ခဲ့ကြောင်း ပြောကြားခဲ့သည်။ ဖန်ပရင့်ခုတင်တစ်ခုပေါ်တွင် 50°C သည် သူ့အတွက် အသုံးဝင်ကြောင်း တွေ့ရှိခဲ့ပြီး အခြားအသုံးပြုသူမှာ 60°C တွင်ရှိနေသည်ကို တွေ့ရှိခဲ့သည်။
၃။ သင့်ပုံနှိပ်ခြင်းအပူချိန်ကို တိုးမြင့်စေသည်
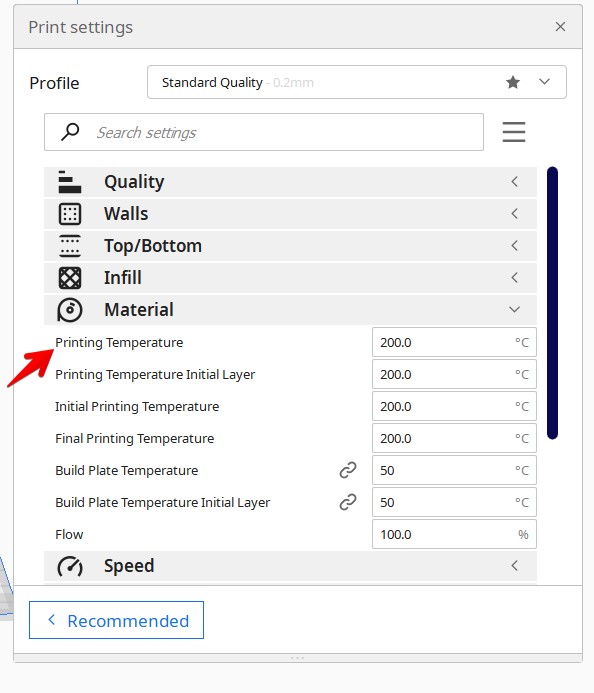
သင့်အိပ်ရာအပူချိန်နှင့်ဆင်တူသည်၊ ပုံနှိပ်ခြင်းအပူချိန်ကို တိုးမြှင့်ခြင်းသည် သင့်ချည်မျှင်ကို ပိုမိုပျော့ပျောင်းစေကာ ၎င်းအား အိပ်ရာပေါ်တွင် ပိုမိုကောင်းမွန်စွာ ကပ်စေနိုင်သည်။ သင့်ချည်မျှင်များကို လုံလောက်အောင် မပျော့ပျောင်းပါက အိပ်ရာပေါ်တွင် ကပ်ငြိရန် ခက်ခဲနိုင်သည်။
သင့်ပုံနှိပ်ခြင်းအပူချိန်ကို ချိန်ညှိခြင်းသည် အကောင်းဆုံးအရည်အသွေးအတွက် အရေးကြီးသော်လည်း ကပ်တွယ်မှုပြဿနာရှိနေပါက သင့်ပုံနှိပ်ခြင်းအပူချိန်ကို မြှင့်တင်ကြည့်ပါ။ 5-10°C ဝန်းကျင်ရှိပြီး အဲဒါက အထောက်အကူဖြစ်မဖြစ် ကြည့်ပါ။
၄။ သင်၏ Z-Offset တန်ဖိုးကို မှန်ကန်စွာ သတ်မှတ်ပါ
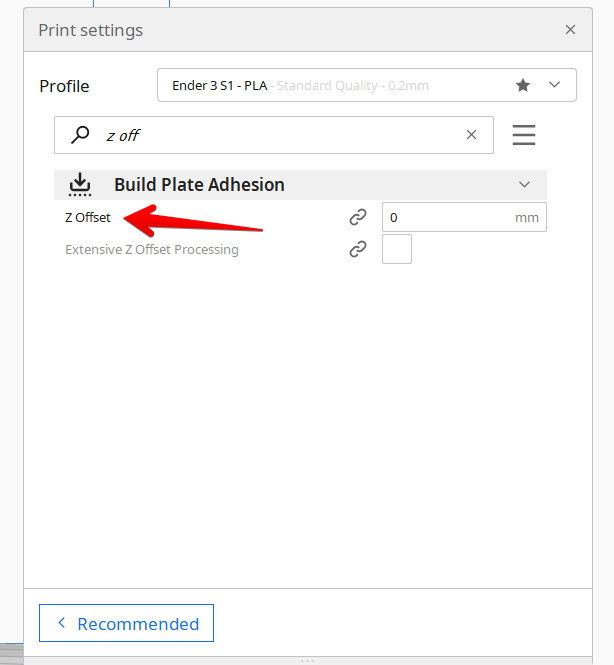
သင်၏ Z-Offset သည် ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်အတွင်း သင်၏ 3D ပရင်တာ၏ နော်ဇယ်အမြင့်သို့ ပြုလုပ်ပေးသည့် အခြေခံအားဖြင့် ချိန်ညှိမှုတစ်ခုဖြစ်သည်။ ပုံမှန်အားဖြင့်၊ သင့်ပရင့်အိပ်ရာကို ချိန်ညှိခြင်းသည် Z-Offset မလိုအပ်ရန်အတွက် လုံလောက်သောတည်နေရာကောင်းတစ်ခုဖြစ်သင့်သည်၊ သို့သော် ၎င်းသည် ပိုမိုတိကျသောအဆင့်ကိုရရှိရန် သင်အသုံးပြုရန်အတွက် အပိုရွေးချယ်မှုတစ်ခုဖြစ်သည်။
သင်၏ nozzle ကိုသတိပြုမိပါက၊ build plate နှင့် ဝေးနေသေးသည်၊ သင်၏ 3D ပရင်တာ သို့မဟုတ် ခွဲခြမ်းစိပ်စက်တွင် Z-Offset တန်ဖိုးကို ထည့်သွင်းကြည့်ပါ။
အပြုသဘောဆောင်သော Z-Offset တန်ဖိုးသည် နော်ဇယ်ကို မြှင့်တင်ပေးမည်ဖြစ်ပြီး အနုတ်တန်ဖိုးသည် နော်ဇယ်ကို နိမ့်သွားစေမည်ဖြစ်သည်။
၅။ ဖောင် သို့မဟုတ် ကမ်းနားကိုသုံးပါ

ဖောင်တစ်ခုbrim သည် PLA 3D ပရင့်များဖြင့် ကပ်ငြိမှုကို တိုးလာစေသော နည်းလမ်းကောင်းတစ်ခုဖြစ်သည်။ ပုံနှိပ်ခြင်းလုပ်ငန်းစဉ်တစ်ခုလုံးတွင် ၎င်းသည် ပုံနှိပ်ပြားပေါ်တွင် ကပ်ကြောင်းသေချာစေရန် ကျွန်ုပ်၏ပိုကြီးသော 3D ပရင့်အများစုအတွက် ၎င်းကိုအသုံးပြုပါသည်။
ဖောင်/ဘောင်တစ်ခုသည် အခြေခံအားဖြင့် ပိုမိုခိုင်မာသောအခြေခံအုတ်မြစ်ကိုတည်ဆောက်ရာတွင်ကူညီရန်အတွက် သင့်မော်ဒယ်အောက်တွင်ထည့်သွင်းထားသော အပိုပုံနှိပ်ခြင်းတစ်ခုဖြစ်သည်။ . ဖေါင်တစ်ဖောင်သည် ဤတည်ဆောက်ပုံပြားကပ်တွယ်မှုနည်းစနစ်၏ ပိုကြီးပြီး လုံခြုံသောပုံစံဖြစ်ပြီး ဘောင်တစ်ခုသည် မော်ဒယ်ပတ်လည်တွင် ရိုက်နှိပ်ထားသော ပိုပါးလွှာသောပရင့်တစ်ခုဖြစ်သည်။
ကျွန်ုပ်၏ Skirts Vs Brims Vs Rafts – အမြန် 3D ပရင့်ထုတ်ခြင်းလမ်းညွှန် အသေးစိတ်အချက်အလက်များအတွက်။
၆။ သင့်အိပ်ရာကို ချွတ်ထားခြင်းမရှိကြောင်း စစ်ဆေးပါ

အကြောပြတ်နေသော 3D ပရင့်ကုတင်သည် သာမန်နည်းဖြစ်သော်လည်း ဖြစ်နိုင်ချေရှိသည့် ပြဿနာမှာ PLA အတွက် ပရင့်ခင်းအိပ်ရာကို လိုက်နာရန် ပိုမိုခက်ခဲစေသည်။ အချို့သောအသုံးပြုသူများသည် ၎င်းတို့၏မော်ဒယ်များကို ပုံနှိပ်အိပ်ရာပေါ်တွင် ကပ်ထားရန် လုံး၀ကြိုးစားခဲ့သော်လည်း ဘာမှအလုပ်မဖြစ်ပေ။
ကြည့်ပါ။: ဆယ်လမွန်အရေခွံ၊ မြင်းကျားအစင်းကြောင်းများ နှင့် ဆယ်လမွန်အသားရေကို ပြုပြင်နည်း 6 နည်းလမ်း 3D ပရင့်များတွင် Moiréသူတို့သည် ပေတံတစ်ခုရယူပြီး အမှန်တကယ်တည်ဆောက်သည့်ပန်းကန်ပြားသည် မည်မျှအပြားရှိသည်ကို စမ်းသပ်ပြီးနောက် ၎င်းသည် အပူတက်လာပြီးနောက် ကွေးနေကြောင်း တွေ့ရှိခဲ့သည်။ .
သင့်အိပ်ရာ ကွဲသွားကြောင်း သင်သိပါက၊ ၎င်းသည် သင့် PLA 3D ပရင့်များ ကောင်းစွာ မကပ်နိုင်တော့သည့် အကြောင်းရင်း ဖြစ်နိုင်သည်။ ဤနေရာတွင် သင်၏အကောင်းဆုံးရွေးချယ်မှုမှာ တည်ဆောက်မှုမျက်နှာပြင်ကို အစားထိုးရန်ဖြစ်သည်။
အပြားဆုံးသောတည်ဆောက်မှုမျက်နှာပြင်သည် အများအားဖြင့် borosilicate သို့မဟုတ် tempered glass ဖြစ်သည်။ လူများသည် PEI သို့မဟုတ် နွေဦးစတီးလ်ပရင့်ကုတင်များဖြင့် အောင်မြင်မှုများစွာ ရရှိကြသည်။
၇။ သင်၏ Nozzle ကိုဖြုတ်ပါ သို့မဟုတ် နော်ဇယ်အသစ်သို့ ပြောင်းပါ
ပိတ်ဆို့နေသော သို့မဟုတ် ပျက်စီးနေသော နော်ဇယ်ကိုလည်း ဖြုတ်နိုင်သည်။PLA ပရင့်များကို ကောင်းစွာမကပ်စေရန် အထောက်အကူဖြစ်စေသည်။ အကောင်းဆုံးကတော့၊ 3D ပရင်တာတစ်ခုသည် အိပ်ယာပေါ်တွင် ကောင်းမွန်စွာ ဆုပ်ကိုင်နိုင်ရန် အမျှင်များကို ချောမွေ့စွာ ထုတ်ယူရန် လိုအပ်သည်၊ ထို့ကြောင့် နော်ဇယ်သည် ပိတ်ဆို့နေပါက သို့မဟုတ် ပျက်စီးပါက၊ ၎င်းသည် ထုတ်ယူမှုကို ထိခိုက်စေမည်ဖြစ်သည်။
“Cold Pull” နည်းလမ်းကို ဖြုတ်ပစ်ရန်၊ နော်ဇယ်ကို သန့်စင်ရန် သင့်ချည်မျှင်မျှင် သို့မဟုတ် သန့်စင်ရေးကြိုးကို အသုံးပြုပါ။
၈။ သင့်ပရင့်အိပ်ရာကို သန့်ရှင်းပါ
ဖုန်နှင့်အညစ်အကြေးများပါသော ပရင့်အိပ်ရာသည် အထူးသဖြင့် သင်အဆီပြန်သောလက်ဖြင့် အလွန်အကျွံထိမိသောအခါတွင် အထူးသဖြင့် PLA 3D ပရင့်များ၏ ကပ်ငြိမှုကို ထိခိုက်စေနိုင်ပါသည်။
လူများစွာရှိကြပါသည်။ အိပ်ရာကို အကြိမ်များစွာထိပြီးနောက်တွင် PLA ကပ်ရန်မဖြစ်နိုင်ကြောင်း ဖော်ပြထားသော်လည်း ပရင့်ကုတင်ကို သန့်ရှင်းရေးလုပ်ကာ ကုတင်ကိုထိခြင်းနည်းသွားပြီးနောက်တွင် ၎င်းတို့သည် နောက်ဆုံးတွင် ကောင်းမွန်သော ကပ်ငြိမှုအချို့ရရှိလာကြောင်း ဖော်ပြခဲ့သည်။
ထို့အပြင် တစ်ခါတစ်ရံတွင်၊ ယခင်ပရင့်မှ ကျန်အကြွင်းအကျန်များသည် ကပ်ငြိမှုကို လျှော့ချနိုင်သည်၊ ထို့ကြောင့် ၎င်းကိုလည်း ဖယ်ရှားရန် သေချာစေပါ။
အခြားပြင်ဆင်မှုများများစွာကို အသုံးပြုပြီးနောက်တွင်ပင် ပရင့်ခင်းကို မသန့်ရှင်းပါက၊ PLA ချည်မျှင်အတွက် ပြဿနာတစ်ခုဖြစ်နိုင်ပါသည်။ တုတ်၊ ထို့ကြောင့် သန့်ရှင်းရေးလုပ်ငန်းစဉ်ကို ဖြတ်သန်းပါ-
- စက္ကူသုတ်ပဝါ သို့မဟုတ် သန့်ရှင်းသောအ၀တ်ကို ယူပါ အနည်းဆုံး 70% isopropyl alcohol သို့မဟုတ် acetone
- သန့်စင်ဆေးရည်ကို စက္ကူပဝါ သို့မဟုတ် အဝတ်စပေါ်တွင် လိမ်းပါ။ ပြီးလျှင် အိပ်ယာကို ညင်သာစွာသုတ်ပါ
- ပရင့်အိပ်ရာကို လေအခြောက်ခံပြီး အရည်များ အငွေ့ပျံသွားအောင်၊ ထို့နောက် သန့်ရှင်းသပ်ရပ်သော အိပ်ရာတစ်ခုရှိသင့်သည်
- အိပ်ရာ 40 ဝန်းကျင်အထိ ပူလာသောအခါတွင်လည်း ၎င်းကို ပြုလုပ်နိုင်သည်။ သန့်ရှင်းရေးနှင့် အငွေ့ပျံခြင်းကို ကူညီရန်°Cလုပ်ငန်းစဉ်။
၉။ Bed Adhesives ကိုသုံးပါ
ဆံပင်မှုတ်ဆေး၊ ကော်ချောင်းများ၊ သို့မဟုတ် Painter's တိပ် သို့မဟုတ် Kapton တိပ်ကဲ့သို့သော အခြားတိပ်ခွေများကဲ့သို့သော အိပ်ရာကော်များ သည် သင့်အား PLA ပရင့်များ ကပ်စေရန် သိသိသာသာ ကူညီပေးနိုင်ပါသည်။
ပြုလုပ်ရန် အကြံဥာဏ်ကောင်း ဖြစ်ပါသည်။ ဖန်သားအိပ်ရာကဲ့သို့ မျက်နှာပြင်များပေါ်တွင် အဆိုပါကော်များကို အသုံးပြုကာ အချို့သောပုံနှိပ်အိပ်ရာပစ္စည်းများ၏ သက်တမ်းကို တာရှည်ခံစေရန် ကူညီပေးနိုင်ပါသည်။ ပထမအလွှာသည် အိပ်ရာကော်ကို ကောင်းစွာကပ်လိုက်သည်နှင့် သင်၏ပရင့်၏ကျန်သည် တည်ငြိမ်နေသင့်သည်။
ကုတင်ပေါ်တွင် သင်အသုံးပြုသည့်ကော်ပမာဏနှင့်အတူ ပေါ်မတက်သွားအောင် ကြိုးစားပါ။
- ကော်ပြား

- ဆံပင်ဖြန်းဆေး

- အပြာရောင်ပန်းချီဆရာ တိပ်

၁၀။ သင်၏ပရင့်အိပ်ရာကိုပြောင်းပါ
ဤပြင်ဆင်မှုများအများအပြားအလုပ်မလုပ်ပါက၊ သင်၏ပုံနှိပ်ခြင်းကိုပိုမိုကော်နှင့်လိုက်ဖက်သောပစ္စည်းအဖြစ်သို့ပြောင်းလဲရန်ကြိုးစားနိုင်သည်။ PC စပရိန်သံမဏိစာရွက်ကိုအသုံးပြုသည့် 3D ပရင်တာတစ်ခုကို ကျွန်ုပ်မကြာသေးမီက ရရှိခဲ့ပြီး ကပ်တွယ်မှုမှာ အမှန်တကယ်ကောင်းမွန်ပါသည်။
ဤတည်ဆောက်မှုမျက်နှာပြင်၏ အကောင်းဆုံးအရာတစ်ခုမှာ အိပ်ရာအပူချိန် အေးသွားပြီးနောက်၊ ပရင့်သည် သူ့အလိုလို ပြေလျော့သွားခြင်းဖြစ်သည် ဖယ်ရှားရန် မည်သည့် spatula သို့မဟုတ် flex မလိုအပ်ပါ။
သံလိုက်အိပ်ရာ၊ PEI အိပ်ယာ သို့မဟုတ် သင်၏ 3D ပရင်တာအတွက် PC စပရိန်သံမဏိစာရွက်တစ်ခုခုအတွက် ကျွန်ုပ်အကြံပြုလိုပါသည်။
PEI Surface နှင့် HICTOP Flexible Steel Platform Magnetic Bottom Sheet သည် သင်၏ 3D ပရင်တာအတွက် ပြီးပြည့်စုံသော ပေါင်းစပ်မှုဖြစ်သည်။ ၎င်းသည် အရွယ်အစားအကွာအဝေးဖြင့် ထွက်ပေါ်လာပြီး နှစ်ဘက်ခြမ်းကိုပင် သင်ရွေးချယ်နိုင်သည်။မျက်နှာပြင်ကို ချောမွေ့ပြီး အသွင်အပြင်ဖြင့် ပြုလုပ်ထားသည်။
။
၁၁။ သင်၏ ချည်မျှင်ကို အခြောက်ခံခြင်း
3D ပုံနှိပ်စက် အမျှင်များသည် ပတ်ဝန်းကျင်မှ အစိုဓာတ်ကို စုပ်ယူရန် လွယ်ကူသည်ဟု ဆိုလိုသည်မှာ ၎င်းတို့သည် hygroscopic ဖြစ်သည်ဟု လူသိများသည်။ သင်၏ PLA သည် အစိုဓာတ်ကို စုပ်ယူသောအခါ၊ ၎င်းသည် ၎င်းကို ထုတ်ယူသည့်နည်းလမ်းအပြင် ကပ်တွယ်မှုကို ထိခိုက်စေနိုင်သည်။
Adhesion ကို လျှော့ချပေးသည့်အပြင်၊ သင်၏ PLA ချည်မျှင်အတွင်းမှ အစိုဓာတ်သည် သင့်မော်ဒယ်များပေါ်ရှိ blobbing နှင့် zits ကဲ့သို့သော မစုံလင်မှုများကို ဖြစ်စေနိုင်သည်၊ ထို့ကြောင့်၊ သင်သည် ဤပြဿနာကို အမြန်ဖြေရှင်းလိုပါသည်။
သင့်ချည်မျှင်များကို အခြောက်ခံရန် ရိုးရှင်းသောနည်းလမ်းမှာ Amazon မှ SUNLU အဆင့်မြှင့်ထားသော Filament Dryer Box ကဲ့သို့ အမျှင်ခြောက်စက်ကို အသုံးပြုခြင်းဖြစ်သည်။ သင့်စက်တွင် ချည်မျှင်ချည်မျှင်များကို ထားနိုင်ပြီး အပူချိန် ဆက်တင်များ & အစိုဓာတ်ကို ခြောက်သွေ့ရန်အချိန်ဖြစ်သည်။
ကျွန်ုပ်၏ဆောင်းပါးတွင် Filament Moisture Guide- မည်သည့် Filament သည် ရေကိုစုပ်ယူသနည်း။ နောက်ထပ်အချက်အလက်များအတွက် ၎င်းကိုမည်သို့ပြင်မည်နည်း။
၁၂။ သင်၏ အအေးခံဆက်တင်များကို လျှော့ချပါ
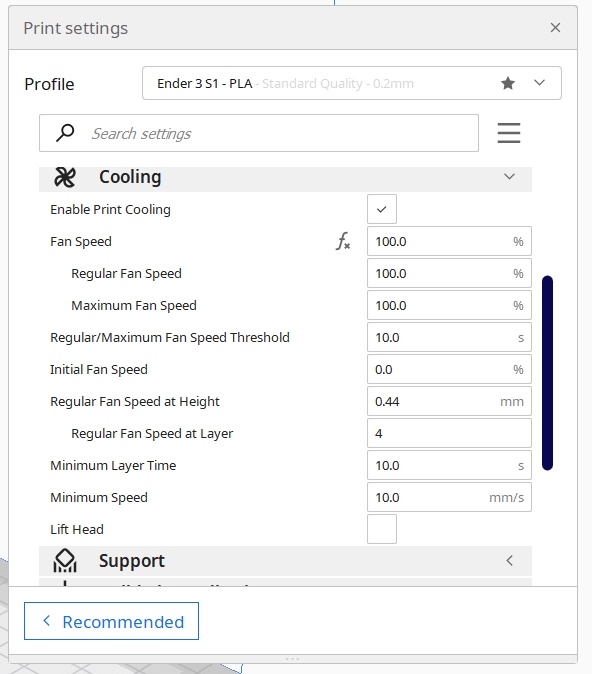
သင်၏ ခွဲခြမ်းစိပ်စက်သည် ကပ်တွယ်မှုကို အထောက်အကူဖြစ်စေရန်အတွက် ပထမအလွှာအနည်းငယ်အတွက် အအေးခံပန်ကာကို ပိတ်သင့်သည်၊ သို့သော် ၎င်းကို မှန်ကန်စွာထည့်သွင်းထားကြောင်း သင်နှစ်ဆစစ်ဆေးလိုပါသည်။ . ထိုအလွှာများကို ကျော်သွားပါက သင့်ပန်ကာမှ ကပ်တွယ်လာမည့် အလွှာ၏ အမြင့်ကို တိုးမြှင့်လိုပေမည်။
အအေးခံပန်ကာသည် 100% အချိန်တွင် PLA သည် အကောင်းဆုံး ပရင့်ထုတ်နိုင်သောကြောင့် ကျွန်ုပ်အကြံပြုလိုပါသည်။ ရာခိုင်နှုန်းကို လျှော့ချလိုက်ပါသည်။
ကနဦး ပန်ကာမြန်နှုန်းမှာ 0% နှင့် ပုံမှန်ပန်ကာအမြန်နှုန်းမှာ 100% ရှိကြောင်း သေချာပါစေ။ သို့သော် ပြောင်းလဲရန် စဉ်းစားပါ။