
বিষয়বস্তুৰ তালিকা
PLA হৈছে আটাইতকৈ জনপ্ৰিয় 3D প্ৰিন্টিং ফিলামেণ্ট আৰু সাধাৰণতে প্ৰিন্ট কৰাটো সহজ কিন্তু কেতিয়াবা মানুহে PLA বিচনাত লাগি নাথাকিলে সমস্যাত পৰে, সেয়া কাঁচ হওক, PEI হওক, বা চুম্বকীয় পৃষ্ঠ হওক। মই সিদ্ধান্ত ললোঁ যে মানুহক পিএলএক সুন্দৰকৈ লাগি থাকিবলৈ সহায় কৰি এটা লেখা লিখিম।
পিএলএক প্ৰিন্ট বেডত লাগি থাকিবলৈ দিয়াৰ আটাইতকৈ উত্তম পদ্ধতিটো হ'ল আপোনাৰ বিচনাখন সঠিকভাৱে সমতল কৰি ভাল বিচনা ব্যৱহাৰ কৰা & প্ৰিন্টিং উষ্ণতা যাতে ফিলামেণ্টটো সুন্দৰকৈ আঠাযুক্ত হ'ব পৰাকৈ কোমল হয়। আপোনাৰ মডেলৰ বাবে শক্তিশালী ভেটি প্ৰদান কৰিবলৈ আপুনি এটা ৰাফ্ট/ব্ৰিমও ব্যৱহাৰ কৰিব পাৰে। আপোনাৰ নজেল বন্ধ বা ক্ষতিগ্ৰস্ত হোৱা নাই পৰীক্ষা কৰক আৰু আপোনাৰ প্ৰিন্ট বেড পৰিষ্কাৰ কৰক।
See_also: আপুনি আপোনাৰ পুৰণি 3D প্ৰিন্টাৰ & ফিলামেণ্ট স্পুলএইটোৱেই মূল উত্তৰ কিন্তু ইয়াত অধিক গুৰুত্বপূৰ্ণ তথ্য আছে যিবোৰ আপুনি জানিব বিচাৰিব, গতিকে এই প্ৰবন্ধটো পঢ়ি থাকিব।
PLA মোৰ বিল্ড পৃষ্ঠত কিয় লাগি নাথাকে?
যিকোনো 3D প্ৰিন্টত এটা ভাল প্ৰথম স্তৰ থকাটো আটাইতকৈ গুৰুত্বপূৰ্ণ আৰু অপৰিহাৰ্য কাৰক কাৰণ এইখিনিতে যিকোনো সৰু সমস্যা যদি আপুনি এটা সফল 3D প্ৰিন্ট বিচাৰে য'ত সকলো বিন্দু সঠিকভাৱে টিক কৰা থাকে, আপুনি নিশ্চিত হ'ব লাগিব যে প্ৰথম স্তৰটো এটাত প্ৰিন্ট বেডত লাগি আছে ফলপ্ৰসূ পদ্ধতিৰে। এইটোৱেই হৈছে কাৰক যিটোক মূলতঃ 3D প্ৰিণ্টাৰৰ বিচনাৰ আঠাযুক্ততা বুলি জনা যায়।
যদিও PLA হৈছে প্ৰিন্টিঙৰ উদ্দেশ্যে ব্যৱহাৰ কৰিবলৈ আটাইতকৈ সাধাৰণ আৰু সহজ 3D ফিলামেণ্ট, তথাপিও ই কেতিয়াবা ষ্টিক হোৱাৰ সমস্যাৰ সৃষ্টি কৰিব পাৰে। তলত ইয়াৰ আটাইতকৈ বিশিষ্ট কাৰণসমূহ উল্লেখ কৰা হ’লস্তৰত নিয়মীয়া ফেনৰ গতি। যদি আপোনাৰ এটা ৰাফ্ট আছে, এইটো ভাল আঠা পোৱাৰ বাবে বেছি সমস্যা হ'ব নালাগে কাৰণ ই আপোনাৰ প্ৰিন্টক আঠাযুক্ত হ'বলৈ বহল ভেটি হিচাপে কাম কৰে।
শীতল কৰাৰ বিষয়ে অধিক তথ্যৰ বাবে, মোৰ প্ৰবন্ধটো চাওক কেনেকৈ নিখুঁত প্ৰিন্ট শীতল & ফেন ছেটিংছ।
13. আপোনাৰ প্ৰাৰম্ভিক স্তৰ প্ৰিন্ট কৰাৰ গতি হ্ৰাস কৰক

আপোনাৰ প্ৰথম স্তৰে প্ৰিন্ট কৰা গতি বা প্ৰাৰম্ভিক স্তৰৰ গতি বেছি হ'ব নালাগে, গতিকে আপোনাৰ প্ৰথম স্তৰৰ আনুগত্য কৰাৰ ক্ষমতা থাকে বিচনাখনলৈ সুন্দৰকৈ। Cura ৰ এটা অবিকল্পিত মান 20mm/s হব লাগে যি সঁচাকৈয়ে ভাল কাম কৰে।
আপোনাৰ প্ৰাৰম্ভিক স্তৰৰ গতি যথেষ্ট কম নেকি পৰীক্ষা কৰক যাতে আপোনাৰ প্ৰিন্টসমূহক নিৰ্মাণ পৃষ্ঠত লাগি থকাৰ সৰ্বোত্তম সুযোগ দিয়ে।
আপুনি আপোনাৰ প্ৰিন্ট গতি কেনেকৈ সলনি কৰক, প্ৰাৰম্ভিক স্তৰৰ গতি অন্য কোনো সংহতিৰ দ্বাৰা প্ৰভাৱিত নহয়, গতিকে ই একেই থাকিব লাগে। এজন ব্যৱহাৰকাৰীয়ে যিয়ে PLA ষ্টিক কৰিবলৈ বহুতো সমাধান চেষ্টা কৰিছিল, তেওঁ দেখিলে যে তেওঁৰ Initial Layer Speed হ্ৰাস কৰাৰ পিছত তেওঁ অৱশেষত সমস্যাটো সমাধান কৰিলে।
মই এটা যথেষ্ট উপযোগী প্ৰবন্ধ লিখিলোঁ যাৰ নাম আছিল What is the Best Print Speed for 3D Printing? নিখুঁত সংহতিসমূহ, গতিকে সেইটো পৰীক্ষা কৰিবলৈ নিঃসংকোচে অনুভৱ কৰক।
14. আপোনাৰ প্ৰাৰম্ভিক স্তৰৰ প্ৰবাহৰ হাৰ বৃদ্ধি কৰক
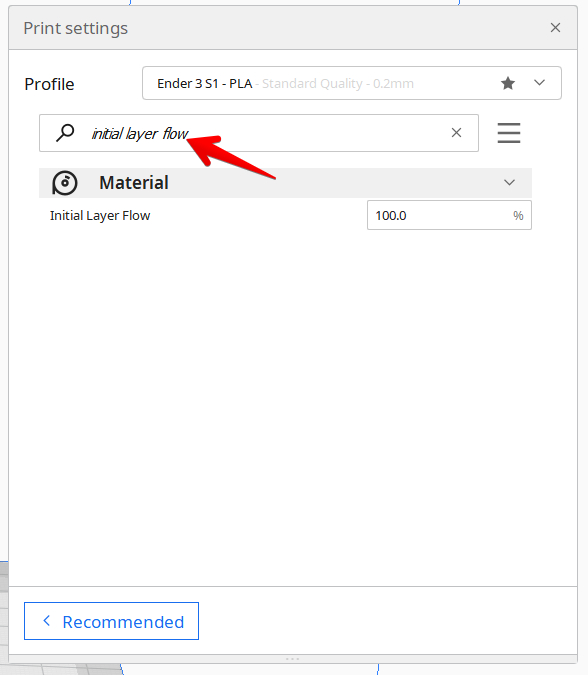
এই সংহতিটো এটা সুন্দৰ সৰু কৌশল যি আপুনি কেৱল প্ৰথম স্তৰৰ বাবে অধিক সামগ্ৰী এক্সট্ৰুড কৰিবলে ব্যৱহাৰ কৰিব পাৰে, যাক Cura ত প্ৰাৰম্ভিক স্তৰৰ প্ৰবাহ বুলি কোৱা হয়। ই এটা শতাংশ যি আপোনাৰ PLA ক অধিক জোৰকৈ ঠেলিবলৈ 100% লৈ অবিকল্পিত হয়বিচনাৰ আঠা উন্নত কৰিবলৈ বিল্ড প্লেট।
আপুনি সম্ভৱতঃ ওপৰৰ ছবিত দেখুওৱাৰ দৰে সংহতিসমূহ সন্ধান কৰিব লাগিব কাৰণ ই অবিকল্পিতভাৱে দেখুৱাব নোৱাৰে।
ই সাধাৰণতে ব্যৱহাৰ কৰা হয় যদি আপুনি বেয়াকৈ সমতল কৰা বিচনা এখন থাকে, গতিকে যদি বিচনাখন বেছি ওচৰত থাকে, তেন্তে আপুনি প্ৰবাহ হ্ৰাস কৰিব, আনহাতে বিচনাখন বেছি দূৰত থাকিলে প্ৰবাহ বৃদ্ধি কৰিব। আপুনি এই ছেটিং ব্যৱহাৰ কৰিব নালাগে যদি আপোনাৰ এটা সঠিকভাৱে লেভেল কৰা বিচনা আছে।
পিএলএ বিচনাত আঠা লাগি থকাটো কেনেকৈ সমাধান কৰিব – কাঁচ, পিইআই, মেগনেটিক
তলত কিছুমান টিপছ আৰু ট্ৰিক্স দিয়া হৈছে যিবোৰ বিভিন্ন ধৰণৰ প্ৰিন্ট বেডৰ বাবে যাতে আপুনি সিহতক ব্যৱহাৰ কৰিব পাৰে যদি আপুনি PLA প্ৰিন্ট কৰাৰ সময়ত আঠাযুক্ত সমস্যাৰ সন্মুখীন হয়। ইয়াৰে বেছিভাগেই তিনিওবিধ প্ৰিন্ট বেডৰ পৃষ্ঠত প্ৰয়োগ কৰিব পাৰি।
- পৃষ্ঠটো প্ৰতিবাৰেই ৭০% বা ৯৯% আইপিএ দ্ৰৱ, বা একেধৰণৰ চাফাই সামগ্ৰীৰে পৰিষ্কাৰ কৰক
- এই সমস্যাৰ বাবে পিইআই শ্বীটক সৰ্বোত্তম উপযুক্ত সমাধান বুলি গণ্য কৰা হয় কাৰণ ইয়াক প্ৰচুৰ ব্যৱহাৰকাৰীয়ে প্ৰশংসা কৰিছে।
- ব্যৱহাৰকাৰীসকলৰ এজনে তেওঁৰ এমাজন পৰ্যালোচনাতো দাবী কৰিছে যে পিইআই শ্বীটে পিএলএক বিচনাত লাগি থাকিবলৈ অনুমতি দিয়ে যদিও... বিচনাখনৰ ভাৰসাম্য বা স্তৰত সামান্য ত্ৰুটি আছে।
- কিছুমান মানুহে আপোনাৰ কাঁচৰ বিচনাখন বালিৰ কাগজ ব্যৱহাৰ কৰি অলপ ৰুক্ষ কৰিবলৈ পৰামৰ্শ দিয়ে, যদিও ই আপুনি সাধাৰণতে পোৱা মসৃণ ফিনিচিংত প্ৰভাৱ পেলাব পাৰে।
- I 'পিএলএ থ্ৰীডি প্ৰিন্টৰ বাবে সাধাৰণ ছবি ফ্ৰেম গ্লাছৰ সৈতে ব্যৱহাৰকাৰীয়ে সফলতা লাভ কৰাৰ কথা শুনিছো।
এজন ব্যৱহাৰকাৰীয়ে দাবী কৰিছে যে তেওঁ চাফাইৰ বাবে পানী আৰু নিমখৰ মিশ্ৰণ ব্যৱহাৰ কৰিছিলউদ্দেশ্য। তাৰ পিছত তেওঁ প্লেটখন সম্পূৰ্ণৰূপে শুকুৱাই ল’বলৈ দিলে।
এই কাৰকে পানী বাষ্পীভৱন হ’বলৈ দিলে আৰু নিমখৰ অৱশিষ্টবোৰ কাঁচৰ পৃষ্ঠত এৰি দিলে। এই প্ৰথাই বিচনাৰ আঠা বৃদ্ধি কৰিছিল আৰু তেওঁৰ বাবে প্ৰায় সদায় কাম কৰিছিল।
আন এজন ব্যৱহাৰকাৰীয়ে চেনিৰ পানীৰ ক্ষেত্ৰতো একে পদ্ধতিৰ পৰামৰ্শ দিছিল কাৰণ তেওঁৰ মতে যিকোনো স্ফটিকীয় পদাৰ্থই প্ৰিন্ট বেডত একে ফলাফল পাব।
পিএলএৰ পিছফালে বিচনাৰ পৃষ্ঠৰ সমস্যাত আঁঠু লোৱা নাই:- বিচনাখন সঠিকভাৱে সমতল কৰা হোৱা নাই
- বিচনাৰ উষ্ণতা অতি কম
- প্ৰিণ্টিং তাপমাত্ৰা অতি কম
- ভুল Z-অফছেট মান
- ৰাফ্ট বা ব্ৰিম ব্যৱহাৰ নকৰা
- বিচনাখন ৱাৰ্প কৰা হৈছে
- নজেল বন্ধ বা ক্ষতিগ্ৰস্ত হৈছে
- প্ৰিণ্ট বেড পৰিষ্কাৰ নহয়
- বিচনা আঠা ব্যৱহাৰ নকৰা
- বিল্ড প্লেট সামগ্ৰীত আঠাৰ অভাৱ
- ফিলামেণ্টে শোষিত আৰ্দ্ৰতা
- শীতলতা অতি বেছি
- প্ৰথম স্তৰৰ প্ৰিন্টিঙৰ গতি is Too High
- প্ৰাথমিক স্তৰৰ প্ৰবাহৰ হাৰ কম
পিএলএ বিচনাত লাগি থকাটো কেনেকৈ সমাধান কৰিব?
যদিও ইয়াৰ কাৰণ হ'ব পৰা বিভিন্ন কাৰক আছে বিষয়টো, আপুনি চিন্তিত হ'ব নালাগে কাৰণ প্ৰতিটো কাৰণৰ নিজস্ব সমাধানো আছে। মাত্ৰ শিথিল হৈ থাকক, আপোনাৰ 3D প্ৰিণ্টাৰৰ সৈতে সমস্যাটো বিচাৰি উলিয়াওক আৰু সৰ্বোত্তম উপযুক্ত সমাধানৰ সৈতে যাওক।
- প্ৰিণ্ট বিচনা সমতল কৰক
- আপোনাৰ বিচনাৰ উষ্ণতা বৃদ্ধি কৰক
- আপোনাৰ প্ৰিন্টিং তাপমাত্ৰা
- আপোনাৰ Z-অফছেট মান সঠিকভাৱে সংহতি কৰক
- এটা ৰাফ্ট বা ব্ৰিম ব্যৱহাৰ কৰক
- আপোনাৰ বিচনাখন ৱাৰ্প কৰা হোৱা নাই পৰীক্ষা কৰক
- আপোনাৰ নজেল আনক্লগ কৰক বা সলনি কৰক এটা নতুন নজেললৈ
- আপোনাৰ প্ৰিন্ট বেড পৰিষ্কাৰ কৰক
- বিচনা আঠা ব্যৱহাৰ কৰক
- আপোনাৰ প্ৰিন্ট বেড সলনি কৰক
- আপোনাৰ ফিলামেণ্ট শুকুৱাওক
- আপোনাৰ... শীতল সংহতিসমূহ
- আপোনাৰ প্ৰথম স্তৰৰ প্ৰিন্টিং গতি হ্ৰাস কৰক
- আপোনাৰ প্ৰাৰম্ভিক স্তৰৰ প্ৰবাহ হাৰ বৃদ্ধি কৰক
1. প্ৰিন্ট বেডখন সমতল কৰক
যেতিয়া PLA প্ৰিন্ট বেডত লাগি নাথাকে তেতিয়া আপুনি প্ৰথমে কৰা উচিত কামটো হ'ল আপোনাৰ বিচনাখন সমতল কৰা। দ্য...এইটো কাম কৰাৰ কাৰণ হ'ল আপুনি বিচাৰে যে এক্সট্ৰুড কৰা ফিলামেণ্টৰ বিচনাৰ পৃষ্ঠ আৰু নজেলৰ মাজত অনুকূল দূৰত্ব থাকে যাতে ইয়াৰ বিল্ড প্লেটত কিছু চাপ থাকে।
সাধাৰণ দূৰত্ব প্ৰায় 0.1 মিলিমিটাৰ বা 0.1 মিলিমিটাৰ বুলি জনা যায়
যেতিয়া আপোনাৰ বিচনাখন অসমান হয়, এক্সট্ৰুড কৰা ফিলামেণ্টটো কিছুমান ঠাইত বিচনাখনৰ লগত লাগি থাকিব আৰু আন কোনো ঠাইত নহয়, যাৰ ফলত প্ৰিন্ট বিকল হ'ব।
দুটা আছে আপোনাৰ বিচনাখন সমতল কৰাৰ মূল উপায়, হয় হাতৰ লেভেলিং বা স্বয়ংক্ৰিয় লেভেলিঙৰ সৈতে।
মেনুৱেল বেড লেভেলিং
- সাধাৰণতে প্ৰিন্ট বেডৰ ঠিক তলত সজ্জিত চাৰিটা বিচনা লেভেলিং নব ব্যৱহাৰ কৰক বিচনা
- নজেলক ইয়াৰ অবিকল্পিত অৱস্থাত স্থাপন কৰি আৰম্ভ কৰক বা প্ৰিন্টাৰক স্বয়ংক্ৰিয়-হোমিং কৰি সৰ্বোত্তম উপযুক্ত অৱস্থান কৰি আৰম্ভ কৰক।
- নজেল বিচনাৰ পৰা বেছি দূৰত থাকিব নালাগে যেতিয়া আপুনি প্ৰিন্টাৰলৈ ঘৰলৈ যায় . আপুনি এলুমিনিয়াম বিচনাৰ স্ক্ৰুসমূহ সামঞ্জস্য কৰিব লাগিব বা Z-এণ্ডষ্টপক স্থানান্তৰ কৰিব লাগিব
- আপোনাৰ বিচনাখন সাধাৰণ প্ৰিন্ট উষ্ণতালৈ (প্ৰায় 50°C) গৰম কৰাটো এটা ভাল ধাৰণা।
- আপুনি তলৰ বাওঁফালৰ চুকটোৰ পৰা আৰম্ভ কৰিব পাৰে আৰু নজেল বন্ধ নোহোৱালৈকে লেভেলিং নবটো সামঞ্জস্য কৰিব পাৰে
- আপোনাৰ কাগজখন লৈ নজেলৰ তলত ৰাখক, তাৰ পিছত বেড লেভেলিং নবটো তললৈ নমাই দিয়ক যেতিয়ালৈকে মাত্ৰ যথেষ্ট ঠাই নাথাকে কাগজখন লৰচৰ কৰক।
- এবাৰ কাগজখনে এটা কোণত ঘৰ্ষণৰ চিন দেখুৱালে, পৰৱৰ্তী চুকলৈ যাওক আৰু একেদৰেই দূৰত্ব পৰীক্ষা কৰক।
- এবাৰ দূৰত্ব একে হ'লেসকলো চুক আৰু মাজৰ, আপুনি প্ৰিন্ট পৰীক্ষা কৰিব পাৰে সমস্যাটো আকাংক্ষিতভাৱে সমাধান কৰা হৈছে নে নাই চাবলৈ।
স্বয়ংক্ৰিয় বিচনা সমতল বৈশিষ্ট্য ব্যৱহাৰ কৰা
- স্বয়ংক্ৰিয় বিচনা সমতল বৈশিষ্ট্যসমূহে সাধাৰণতে লয় এটা বেড লেভেলিং সেন্সৰৰ পৰা সহায় কৰক যাৰ কাম কৰাৰ এটা পূৰ্বনিৰ্ধাৰিত পৰিস্থিতি আছে।
- কেৱল ইয়াৰ সৰু পৰ্দা ব্যৱহাৰ কৰি প্ৰিন্টাৰ মেনুলৈ যাওক।
- আপোনাৰ প্ৰিন্টাৰ নিয়ন্ত্ৰণ পৰ্দাত এটা বেড লেভেলিং বিকল্প থাকিব লাগে।
- এইটো টিপক তেতিয়া ই সাধাৰণ স্বয়ংক্ৰিয় বিচনা লেভেলিং কৰিব লাগে আৰু জোখৰ ওপৰত ভিত্তি কৰি স্বয়ংক্ৰিয়ভাৱে দূৰত্ব সামঞ্জস্য কৰিব লাগে।
এটা স্বয়ংক্ৰিয় বিচনা লেভেলাৰৰ এটা উদাহৰণ হ'ব ANTCLABS BLTouch অটো বেড লেভেলিং আমাজনৰ পৰা চেন্সৰ। ই সকলো ধৰণৰ বিচনাৰ সামগ্ৰীৰ সৈতে কাম কৰে আৰু ইয়াৰ নিখুঁততা প্ৰায় ০.০০৫ মিলিমিটাৰ। ইয়াৰ সৈতে এটা 1M সংযোগকাৰী এক্সটেনচন কেবলও আছে।

প্ৰ' টিপ: যদি আপুনি স্বয়ংক্ৰিয় বেড লেভেলিং বৈশিষ্ট্যৰ সৈতে যায়, তেন্তে ইয়াক ছেট কৰাটো অতি প্ৰয়োজনীয় ইয়াৰ পিছত আপুনি আদৰ্শগতভাৱে Cura ৰ দৰে স্লাইচাৰত এটা মধ্যমীয়া আকাৰৰ বস্তু ৰাখিব লাগে, 5 টা স্কাৰ্ট প্ৰয়োগ কৰিব লাগে যাতে আপুনি আপোনাৰ বিচনাখন সমতল কৰিব পাৰে যেতিয়া ফিলামেণ্টটো চাৰিওফালে এক্সট্ৰুড কৰা হয় মডেলটো। আপুনি সহজেই ক'ব পাৰে যে স্কাৰ্ট প্ৰিন্ট কৰাৰ সময়ত আপোনাৰ বিচনাখন কিমান ভালদৰে সমতল কৰা হৈছে।
2. আপোনাৰ বিচনাৰ উষ্ণতা বৃদ্ধি কৰক
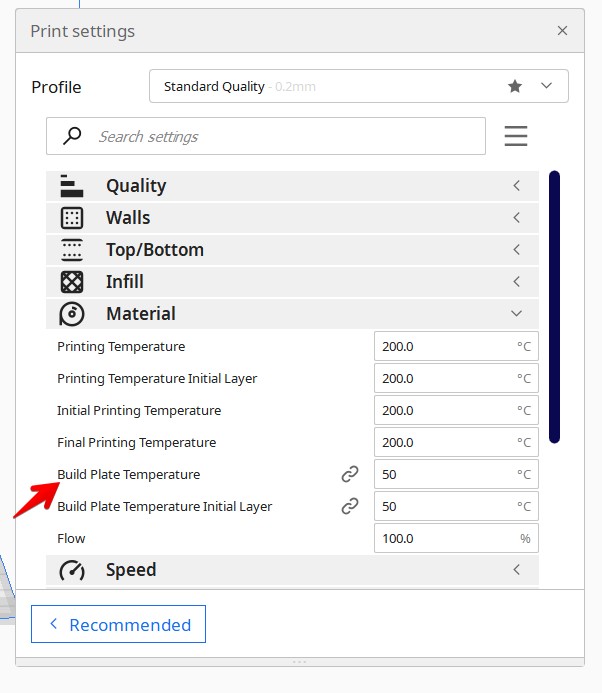
আপুনি পৰৱৰ্তী কথাটো হ’ল আপোনাৰ বিচনাৰ উষ্ণতা যিহেতু ই পিএলএক বিচনাৰ লগত ভালদৰে আঁকোৱালি লোৱাত সহায় কৰিব পাৰে। যেতিয়া আপুনি PLA ৰ সৈতে প্ৰিন্ট কৰে, তেতিয়া বিচনা ব্যৱহাৰ কৰক40-60°C ৰ ভিতৰত উষ্ণতা।
এবাৰ এইটো কৰিলে, ফিলামেণ্ট কেনেকৈ আঠাযুক্ত হয় চাবলৈ এটা পৰীক্ষাৰ মডেল প্ৰিন্ট কৰি চাওক।
পিএলএৰ সৈতে 3D প্ৰিন্ট কৰা এজন ব্যৱহাৰকাৰীয়ে কয় যে তেওঁ পিএলএৰ আঠাযুক্ততা পৰীক্ষা কৰিছিল কাঁচৰ প্ৰিন্ট বেড এখনত উঠি দেখিলে যে ৫০ ডিগ্ৰী চেলছিয়াছে তেওঁৰ বাবে কাম কৰে, আনহাতে আন এজন ব্যৱহাৰকাৰীয়ে ৬০ ডিগ্ৰী চেলছিয়াছ কাম কৰে।
3. আপোনাৰ প্ৰিন্টিং উষ্ণতা বৃদ্ধি কৰক
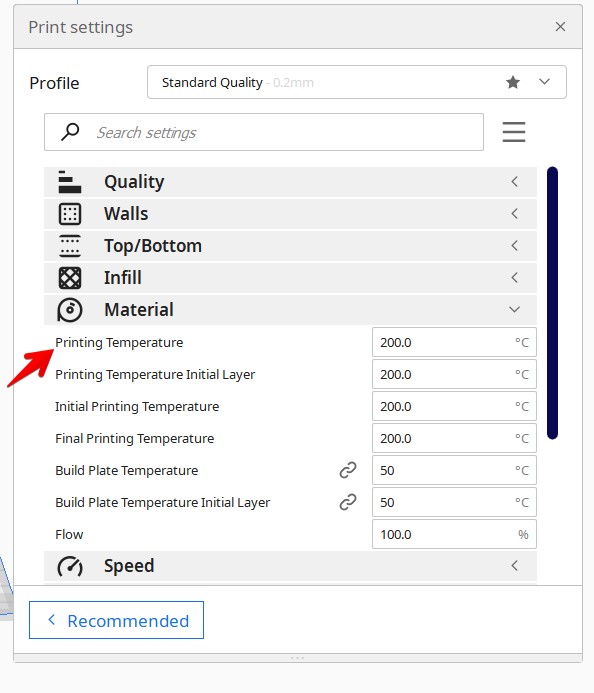
আপোনাৰ বিচনাৰ উষ্ণতাৰ দৰেই, প্ৰিন্টিং উষ্ণতা বৃদ্ধি কৰিলে আপোনাৰ ফিলামেণ্ট কোমল হ'ব পাৰে, যিয়ে ইয়াক বিচনাত ভালদৰে লাগি থাকিবলৈ সক্ষম কৰে। যেতিয়া আপোনাৰ ফিলামেণ্ট যথেষ্ট কোমল নহয়, বিচনাৰ সৈতে আঠাযুক্ত হোৱাটো কঠিন হ'ব পাৰে।
আপোনাৰ প্ৰিন্টিং উষ্ণতা মানাংকন কৰাটো উত্তম মানৰ বাবে গুৰুত্বপূৰ্ণ, কিন্তু যদি আপুনি আঠাযুক্ত হোৱাৰ সমস্যাত পৰিছে, আপোনাৰ প্ৰিন্টিং উষ্ণতা বৃদ্ধি কৰিবলৈ চেষ্টা কৰক ৫-১০ ডিগ্ৰী চেলছিয়াছৰ ওচৰত আৰু চাওক যে ই সহায় কৰে নেকি।
4. আপোনাৰ Z-অফছেট মান সঠিকভাৱে সংহতি কৰক
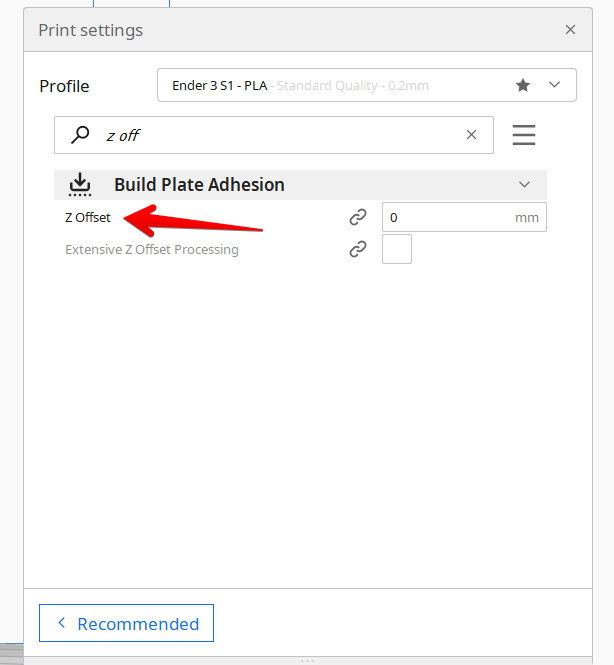
আপোনাৰ Z-অফছেট মূলতঃ এটা সমন্বয় যি আপোনাৰ 3D প্ৰিন্টাৰ প্ৰিন্টিং প্ৰক্ৰিয়াৰ সময়ত নজেলৰ উচ্চতালৈ কৰে। সাধাৰণতে, আপোনাৰ প্ৰিন্ট বেড সমতল কৰাটো আপোনাৰ নজেল ৰাখিব লাগে এটা যথেষ্ট ভাল অৱস্থান যাতে এটা Z-অফছেটৰ প্ৰয়োজন নহয়, কিন্তু ই আপোনাৰ বাবে সেই অতিৰিক্ত সঠিক সমতল পাবলৈ ব্যৱহাৰ কৰিবলে এটা অতিৰিক্ত বিকল্প।
যদি আপুনি আপোনাৰ নজেল লক্ষ্য কৰে বিল্ড প্লেটৰ পৰা বহু দূৰত আছে, আপোনাৰ 3D প্ৰিন্টাৰ বা স্লাইচাৰত এটা Z-অফছেট মান ইনপুট কৰিবলৈ চেষ্টা কৰক><১০>৫. ৰাফ্ট বা ব্ৰীম ব্যৱহাৰ কৰক

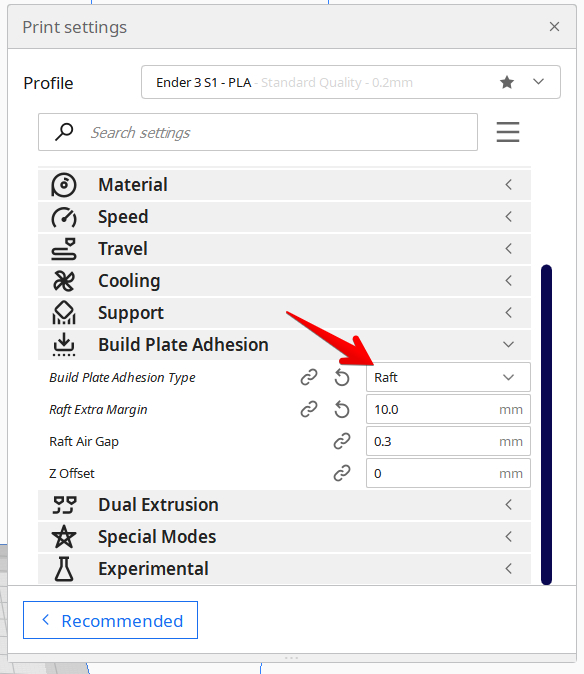
এটা ৰাফ্টৰ...brim হৈছে PLA 3D প্ৰিন্টৰ সৈতে আঠা বৃদ্ধি কৰাৰ এটা উত্তম পদ্ধতি। মই ইয়াক মোৰ বেছিভাগ ডাঙৰ 3D প্ৰিন্টৰ বাবে ব্যৱহাৰ কৰো যাতে ই গোটেই প্ৰিন্টিং প্ৰক্ৰিয়াটোত বিল্ড প্লেটত লাগি থাকে।
এটা ৰাফ্ট/ব্ৰিম হৈছে মূলতঃ আপোনাৰ মডেলৰ তলত যোগ কৰা এটা অতিৰিক্ত সমৰ্থনকাৰী প্ৰিন্ট যাতে এটা শক্তিশালী ভেটি নিৰ্মাণত সহায় কৰে . এটা ৰাফ্ট হৈছে এই বিল্ড প্লেট আঠাযুক্ত কৌশলৰ ডাঙৰ আৰু অধিক সুৰক্ষিত ৰূপ, আনহাতে এটা ব্ৰিম হৈছে এটা পাতল প্ৰিন্ট যি মডেলৰ চাৰিওফালে প্ৰিন্ট কৰে।
মোৰ প্ৰবন্ধটো চাওক স্কাৰ্টছ বনাম ব্ৰীমছ বনাম ৰাফ্টছ – এটা দ্ৰুত 3D প্ৰিন্টিং গাইড অধিক বিৱৰণৰ বাবে।
6. আপোনাৰ বিচনাখন ৱাৰ্প কৰা হোৱা নাই পৰীক্ষা কৰক

এটা ৱাৰ্পড 3D প্ৰিন্ট বেড এটা কম সাধাৰণ কিন্তু তথাপিও সম্ভাৱ্য সমস্যা যিয়ে PLA ৰ বাবে প্ৰিন্ট বেডত আঁকোৱালি লোৱাটো কঠিন কৰি তোলে। কিছুমান ব্যৱহাৰকাৰীয়ে তেওঁলোকৰ মডেলবোৰ প্ৰিন্ট বেডত লাগি থাকিবলৈ একেবাৰে সকলো চেষ্টা কৰিছিল আৰু একোৱেই কাম কৰা নাছিল।
তেওঁলোকে শেষত এটা ৰুলাৰ লৈ প্ৰকৃত বিল্ড প্লেটখন কিমান সমতল সেইটো পৰীক্ষা কৰিছিল আৰু দেখিছিল যে ই গৰম কৰাৰ পিছত বেঁকা হৈ আছে .
যদি আপুনি আপোনাৰ বিচনাখন বেঁকা হৈ আছে বুলি গম পায়, তেন্তে সেইটোৱেই আপোনাৰ PLA 3D প্ৰিন্টসমূহ সঠিকভাৱে তললৈ লাগি নথকাৰ কাৰণ হোৱাৰ সম্ভাৱনা বেছি। ইয়াত আপোনাৰ সৰ্বোত্তম বিকল্প হ'ল নিৰ্মাণ পৃষ্ঠ সলনি কৰা।
আটাইতকৈ সমতল নিৰ্মাণ পৃষ্ঠ সাধাৰণতে ব'ৰ'চিলিকেট বা টেম্পাৰড গ্লাছ। পিইআই বা স্প্ৰিং ষ্টীল প্ৰিন্ট বেডৰ সৈতে মানুহে বহু সফলতা লাভ কৰে।
7. আপোনাৰ নজেল আনক্ল’গ কৰক বা নতুন নজেললৈ সলনি কৰক
এটা নজেল যিটো বন্ধ বা ক্ষতিগ্ৰস্ত হৈছেPLA প্ৰিন্টসমূহ সঠিকভাৱে ষ্টিক নকৰাত অৰিহণা যোগায়। আদৰ্শগতভাৱে, এটা 3D প্ৰিন্টাৰ বিচনাখনত ভালদৰে ধৰি ৰাখিবলৈ ফিলামেণ্ট মসৃণভাৱে এক্সট্ৰুড কৰিব লাগিব, গতিকে যদি নজেল বন্ধ হৈ যায় বা ক্ষতিগ্ৰস্ত হয়, তেন্তে ই এক্সট্ৰুচনত নেতিবাচক প্ৰভাৱ পেলাব।
বন্ধ খুলিবলৈ “কল্ড পুল” পদ্ধতি কৰক আপোনাৰ ফিলামেণ্ট ব্যৱহাৰ কৰক বা নজেল পৰিষ্কাৰ কৰিবলৈ এটা পৰিষ্কাৰ কৰা ফিলামেণ্ট ব্যৱহাৰ কৰক।
8. আপোনাৰ প্ৰিন্ট বেড পৰিষ্কাৰ কৰক
মলি আৰু লেতেৰা থকা প্ৰিন্ট বেডে PLA 3D প্ৰিন্টৰ আঠাযুক্ততাত নেতিবাচক প্ৰভাৱ পেলাব পাৰে, বিশেষকৈ যেতিয়া আপুনি তেলীয়া হাতেৰে বিল্ড প্লেটখন অত্যধিক স্পৰ্শ কৰে।
বহুতে আছে উল্লেখ কৰিছে যে তেওঁলোকৰ বিচনাখন বহুবাৰ স্পৰ্শ কৰাৰ পিছত তেওঁলোকে পিএলএ ষ্টিক কৰিব পৰা নাছিল, কিন্তু প্ৰিন্ট বেডখন পৰিষ্কাৰ কৰি বিচনাখন কমকৈ স্পৰ্শ কৰাৰ পিছত অৱশেষত তেওঁলোকে কিছু ভাল আঠাযুক্ততা পাইছিল।
তাৰ উপৰিও কেতিয়াবা... পূৰ্বৰ প্ৰিন্টসমূহৰ পৰা বাকী থকা অৱশিষ্টই আঠা হ্ৰাস কৰিব পাৰে, গতিকে সেইটোও পৰিষ্কাৰ কৰাটো নিশ্চিত কৰক।
See_also: আপোনাৰ 3D প্ৰিন্টৰ বাবে 7 টা শ্ৰেষ্ঠ ৰেজিন UV লাইট কিউৰিং ষ্টেচনআন বহুতো সমাধান প্ৰয়োগ কৰাৰ পিছতো, যদি আপুনি প্ৰিন্ট বেড পৰিষ্কাৰ নকৰে, ই PLA ফিলামেণ্টৰ বাবে এটা সমস্যা হ'ব পাৰে ষ্টিক, গতিকে চাফাই প্ৰক্ৰিয়াটোৰ মাজেৰে যাওক:
- অন্ততঃ ৭০% আইছ'প্ৰ'পাইল এলক'হল বা এচিটনযুক্ত কাগজৰ টাৱেল বা পৰিষ্কাৰ কাপোৰ লওক
- কাগজৰ টাৱেল বা কাপোৰত চাফাই দ্ৰৱ প্ৰয়োগ কৰক আৰু বিচনাখন লাহে লাহে মচি দিয়ক
- প্ৰিণ্ট বেডখন বায়ু শুকুৱাই লওক যাতে তৰল পদাৰ্থটো বাষ্পীভৱন হয়, তেতিয়া আপোনাৰ ওচৰত এখন ভাল পৰিষ্কাৰ বিচনা থাকিব লাগে
- আপুনি এইটো কৰিব পাৰে যেতিয়া বিচনাখন প্ৰায় ৪০ লৈকে গৰম হয় °C চাফাই আৰু বাষ্পীভৱনত সহায় কৰিবলৈপ্ৰক্ৰিয়া।
9. বিচনা আঠা ব্যৱহাৰ কৰক
বিচনা আঠা যেনে হেয়াৰস্প্ৰে, আঠাৰ লাঠি, বা আনকি পেইণ্টাৰৰ টেপ বা কেপটন টেপৰ দৰে বিভিন্ন টেপে আপোনাক পিএলএ প্ৰিন্ট ষ্টিক কৰাত যথেষ্ট সহায় কৰিব পাৰে।
এইটো এটা ভাল ধাৰণা এই আঠাবোৰ কাঁচৰ বিচনাৰ দৰে পৃষ্ঠত ব্যৱহাৰ কৰক, আৰু ই আনকি কিছুমান প্ৰিন্ট বেডৰ সামগ্ৰীৰ আয়ুস বৃদ্ধি কৰাত সহায় কৰিব পাৰে। প্ৰথম স্তৰটো এবাৰ বিচনা আঠাৰ লগত ভালদৰে লাগি গ'লে, আপোনাৰ প্ৰিন্টৰ বাকী অংশ সুস্থিৰ হ'ব লাগে।
বিচনাত ব্যৱহাৰ কৰা আঠাৰ পৰিমাণৰ সৈতে অতিৰিক্ত নহ'বলৈ চেষ্টা কৰক।
- <৮>গ্লু ষ্টিক

- হেয়াৰ স্প্ৰে

- নীলা পেইণ্টাৰৰ টেপ

১০. আপোনাৰ প্ৰিন্ট বিচনা সলনি কৰক
যদি এই সমাধানসমূহৰ বহুতেই কাম নকৰে, আপুনি আপোনাৰ প্ৰিন্টক অধিক আঠা-বন্ধুত্বপূৰ্ণ সামগ্ৰীলৈ সলনি কৰিবলৈ চেষ্টা কৰিব পাৰে। শেহতীয়াকৈ মই এটা 3D প্ৰিণ্টাৰ পাইছো যিয়ে পিচি স্প্ৰিং ষ্টীল শ্বীট ব্যৱহাৰ কৰে আৰু আঠা সঁচাকৈয়ে ভাল।
এই বিল্ড ছাৰ্ফেচৰ এটা ভাল কথা হ'ল বিচনাৰ উষ্ণতা ঠাণ্ডা হোৱাৰ পিছত প্ৰিন্টটো আচলতে নিজেই ঢিলা হৈ যায় আৰু আঁতৰাবলৈ কোনো স্পেটুলা বা ফ্লেক্সৰ প্ৰয়োজনো নাই।
মই আপোনাৰ 3D প্ৰিন্টাৰ বাবে এটা চুম্বকীয় বিচনা, এটা PEI বিচনা বা এটা PC স্প্ৰিং ষ্টীল শ্বীটৰ বাবে যাবলৈ অতিশয় পৰামৰ্শ দিম।
পিইআই পৃষ্ঠৰ সৈতে HICTOP নমনীয় ষ্টীল প্লেটফৰ্ম & আপোনাৰ 3D প্ৰিন্টাৰ বাবে মেগনেটিক বটম শ্বীট হৈছে নিখুঁত সংমিশ্ৰণ। ইয়াৰ আকাৰ বিভিন্ন ধৰণৰ আৰু আনকি আপুনি দুপক্ষীয়ও বাছি ল’ব পাৰেমসৃণ আৰু টেক্সচাৰযুক্ত কাষৰ পৃষ্ঠ।
.
11. আপোনাৰ ফিলামেণ্ট শুকুৱাওক
3D প্ৰিন্টিং ফিলামেণ্ট হাইগ্ৰস্কোপিক বুলি জনা যায় যাৰ অৰ্থ হৈছে ই পৰিৱেশৰ পৰা আৰ্দ্ৰতা শোষণ কৰাৰ প্ৰৱণতা থাকে। যেতিয়া আপোনাৰ পিএলএই আৰ্দ্ৰতা শোষণ কৰে, ই ইয়াক এক্সট্ৰুড কৰাৰ ধৰণত প্ৰভাৱ পেলাব পাৰে, লগতে আঠাযুক্ততাকো প্ৰভাৱিত কৰিব পাৰে।
আঠা হ্ৰাস কৰাৰ উপৰিও, আপোনাৰ পিএলএ ফিলামেণ্টৰ ভিতৰৰ আৰ্দ্ৰতাই আপোনাৰ মডেলসমূহত ব্লবিং আৰু জিটৰ দৰে অসম্পূৰ্ণতা সৃষ্টি কৰিব পাৰে, গতিকে আপুনি এই সমস্যাটো দ্ৰুতভাৱে সমাধান কৰিব বিচাৰে।
আপোনাৰ ফিলামেণ্ট শুকুৱাবলৈ সহজ উপায় হ'ল Amazon ৰ পৰা SUNLU উন্নীতকৃত ফিলামেণ্ট ড্ৰাইয়াৰ বক্সৰ দৰে এটা ফিলামেণ্ট ড্ৰাইয়াৰ ব্যৱহাৰ কৰা। আপুনি আপোনাৰ ফিলামেণ্টৰ স্পুল মেচিনত ৰাখিব পাৰে আৰু উষ্ণতাৰ ছেটিংছ ইনপুট কৰিব পাৰে & আৰ্দ্ৰতা শুকুৱাবলৈ সময়।
মোৰ প্ৰবন্ধটো চাওক ফিলামেণ্ট আৰ্দ্ৰতা গাইড: কোনটো ফিলামেণ্টে পানী শোষণ কৰে? অধিক তথ্যৰ বাবে ইয়াক কেনেকৈ সমাধান কৰিব পাৰি।
12. আপোনাৰ শীতল সংহতিসমূহ হ্ৰাস কৰক
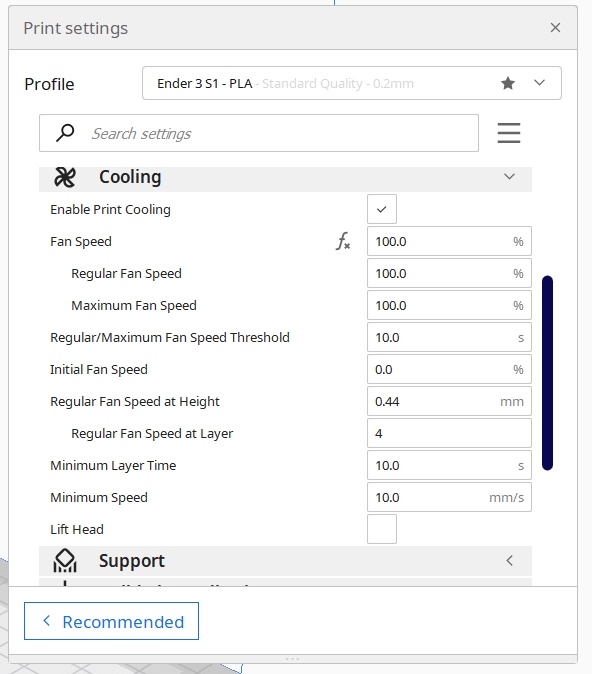
আপোনাৰ স্লাইচাৰে আঠাযুক্ততাত সহায় কৰিবলৈ প্ৰথম কেইটামান স্তৰৰ বাবে শীতল ফেন বন্ধ কৰিব লাগে, কিন্তু আপুনি ইয়াক সঠিকভাৱে সংস্থাপন কৰা হৈছে নে নাই দুবাৰ পৰীক্ষা কৰিব বিচাৰে . আপুনি আপোনাৰ ফেনটোৱে অহা স্তৰৰ উচ্চতা বৃদ্ধি কৰিব বিচাৰিব পাৰে যাতে আপুনি সেই স্তৰবোৰৰ কাষেৰে ৱাৰ্পিং কৰে।
PLA এ সাধাৰণতে সৰ্বোত্তম প্ৰিন্ট কৰে যেতিয়া শীতল ফেন ১০০% হয় গতিকে মই পৰামৰ্শ দিম
নিশ্চিত কৰক যে প্ৰাৰম্ভিক ফেনৰ গতি 0% আৰু নিয়মীয়া ফেনৰ গতি 100%, কিন্তু সলনি কৰাৰ কথা চিন্তা কৰক