
INHOUDSOPGAWE
PLA is die gewildste 3D-drukfilament en is gewoonlik maklik om te druk, maar soms sukkel mense met PLA wat nie aan die bed vassit nie, of dit nou glas, PEI of magnetiese oppervlak is. Ek het besluit om 'n artikel te skryf wat mense help om PLA mooi te laat vassit.
Die beste metode om PLA by die drukbed te laat bly, is om jou bed behoorlik gelyk te maak en 'n goeie bed te gebruik & druktemperatuur sodat die filament sag genoeg is om mooi te kleef. Jy kan ook 'n vlot/rand gebruik om 'n sterker fondament vir jou model te verskaf. Maak seker jou spuitkop is nie verstop of beskadig nie en maak jou drukbed skoon.
Dit is die basiese antwoord, maar daar is meer belangrike inligting wat jy sal wil weet, so hou aan om deur hierdie artikel te lees.
Hoekom hou PLA nie by my bouoppervlak nie?
Om 'n goeie eerste laag in enige 3D-afdruk te hê is die belangrikste en noodsaaklikste faktor, want enige geringe kwessie op hierdie stadium kan die sterkte en sukses van die hele drukmodel versteur.
As jy 'n suksesvolle 3D-druk wil hê wat al die punte behoorlik gemerk het, moet jy seker maak dat die eerste laag aan die drukbed in 'n effektiewe wyse. Dit is die faktor wat hoofsaaklik bekend staan as 'n 3D-drukker se bedhegting.
Alhoewel PLA die algemeenste en maklikste 3D-filament is om vir drukdoeleindes te gebruik, kan dit soms steeds kleefprobleme veroorsaak. Hieronder is die mees prominente redesGereelde waaierspoed by laag. As jy 'n vlot het, behoort dit nie te veel van 'n probleem te wees om goeie adhesie te kry nie, want dit dien as 'n wye fondament vir jou druk om vas te heg.
Vir meer inligting oor verkoeling, kyk na my artikel Hoe om die perfekte drukverkoeling te kry & Aanhanger-instellings.
13. Verminder jou aanvanklike laagdrukspoed

Die spoed waarteen jou eerste laag afdruk of die aanvanklike laagspoed nie te hoog moet wees nie, so jou eerste laag het die vermoë om te heg lekker bed toe. Cura moet 'n verstekwaarde van 20 mm/s hê wat baie goed werk.
Kyk dat jou aanvanklike laagspoed laag genoeg is om jou afdrukke die beste kans te gee om by die bouoppervlak te hou.
Ongeag hoe jy jou drukspoed verander, die aanvanklike laagspoed word nie deur enige ander instellings beïnvloed nie, so dit behoort dieselfde te bly. Een gebruiker wat baie regstellings probeer het om PLA te laat vasstaan, het gevind dat nadat hy sy aanvanklike laagspoed verminder het, hy uiteindelik die probleem opgelos het.
Ek het 'n redelik nuttige artikel geskryf genaamd Wat is die beste drukspoed vir 3D-drukwerk? Perfekte instellings, so kyk gerus daarna.
14. Verhoog jou aanvanklike laagvloeitempo
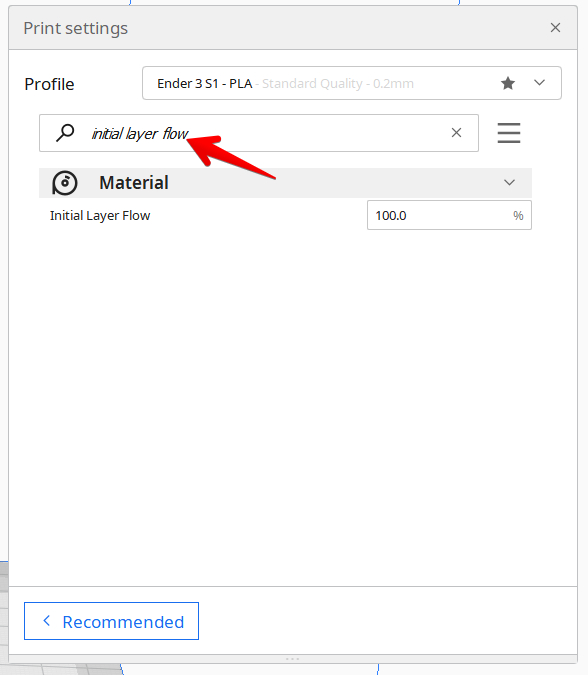
Hierdie instelling is 'n lekker truuk wat jy kan gebruik om meer materiaal net vir die eerste laag uit te druk, wat die aanvanklike laagvloei in Cura genoem word. Dit is 'n persentasie wat by verstek 100% is om jou PLA harder in te drukdie bouplaat om bedhegting te verbeter.
Jy sal waarskynlik moet soek vir die instellings soos in die prent hierbo getoon, aangesien dit nie by verstek wys nie.
Dit word gewoonlik gebruik as jy het 'n swak gelyke bedding, so as die bedding te naby is, sal jy die vloei verminder, terwyl die vloei verhoog word as die bedding te ver is. Jy hoef egter nie hierdie instelling te gebruik as jy 'n behoorlik gelykgemaakte bed het nie.
Hoe om PLA reg te maak wat nie aan die bed vashou nie – Glas, PEI, Magneties
Hieronder is 'n paar wenke en truuks wat vir verskillende soorte drukbeddens is, sodat jy dit kan gebruik as jy probleme met adhesie ondervind terwyl jy PLA druk. Die meeste hiervan kan op al drie soorte drukbedoppervlaktes aangewend word.
- Maak die oppervlak elke nou en dan skoon met 70% of 99% IPA-oplossing, of 'n soortgelyke skoonmaakproduk
- PEI-lakens word beskou as die beste geskikte oplossing vir hierdie probleem, aangesien dit deur baie gebruikers waardeer is.
- Een van die gebruikers het ook in sy Amazon-resensie beweer dat PEI-lakens die PLA toelaat om aan die bed vas te hou, selfs al die bed het 'n effense fout in sy balans of vlak.
- Sommige mense beveel aan om jou glasbed effens grof te maak deur skuurpapier te gebruik, alhoewel dit die gladde afwerking wat jy gewoonlik kry, kan beïnvloed.
- I het al gehoor van gebruikers wat sukses behaal met normale prentraamglas vir PLA 3D-afdrukke.
'n Gebruiker het beweer dat hy 'n mengsel van water en sout gebruik het vir skoonmaakdoeleindes. Toe het hy die plaat heeltemal laat uitdroog.
Hierdie faktor het die water laat verdamp terwyl die soutreste op die glasoppervlak gelaat is. Hierdie praktyk het die bedadhesie verhoog en het feitlik altyd vir hom gewerk.
'n Ander gebruiker het dieselfde prosedure met suikerwater voorgestel, aangesien hy glo dat enige kristallyne stowwe dieselfde resultate op die drukbed sal hê.
agter PLA hou nie by die bedoppervlakkwessie nie:- Die bed is nie behoorlik gelykgemaak nie
- Bedtemperatuur is te laag
- Druktemperatuur is te laag
- Verkeerde Z-afsetwaarde
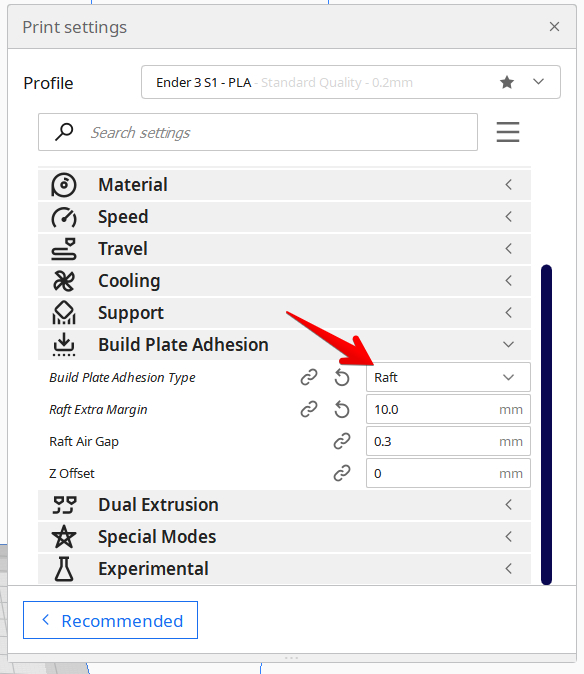
- Gebruik nie 'n vlot of rand nie
- Bed is skeef
- Spuitstuk verstop of beskadig
- Drukbed is nie skoon nie
- Gebruik nie bedkleefmiddels nie
- Bouplaatmateriaal ontbreek adhesie
- Draadgeabsorbeerde vog
- Verkoeling is te hoog
- Eerste laag drukspoed is te hoog
- Aanvanklike laagvloeitempo laag
Hoe om PLA reg te maak wat nie aan die bed bly nie?
Alhoewel daar verskeie faktore is wat 'n oorsaak hiervan kan wees probleem, jy hoef nie bekommerd te wees nie, want elke oorsaak het ook sy eie oplossing. Bly net ontspanne, vind die probleem met jou 3D-drukker en gaan met die beste geskikte oplossing.
- Laat die drukbed gelyk
- Verhoog jou bedtemperatuur
- Verhoog jou Druktemperatuur
- Stel jou Z-Offset-waarde korrek in
- Gebruik 'n vlot of rand
- Kyk dat jou bed nie skeef is nie
- Ontstop jou spuitstuk of verander na 'n nuwe mondstuk
- Maak jou drukbed skoon
- Gebruik bedkleefmiddels
- Verander jou drukbed
- Droog jou filament
- Verminder jou Verkoelinginstellings
- Verminder jou eerstelaagdrukspoed
- Verhoog jou aanvanklike laagvloeitempo
1. Maak die drukbed gelyk
Die eerste ding wat jy moet doen wanneer PLA nie aan die drukbed vassit nie, is om jou bed gelyk te maak. Dierede waarom dit werk, is omdat jy wil hê dat die geëxtrudeerde filament 'n optimale afstand tussen die bedoppervlak en die spuitstuk moet hê, sodat dit 'n mate van druk op die bouplaat het.
Die gewone afstand is bekend om ongeveer 0,1 mm of die dikte van 'n A4 stuk papier.
Wanneer jou bed ongelyk is, sal die geëxtrudeerde filament op sommige plekke aan die bed kleef en nie op ander nie, wat lei tot drukfoute.
Daar is twee hoofmaniere om jou bed gelyk te maak, hetsy met handmatige nivellering of outomatiese nivellering.
Handmatige bednivellering
- Gebruik die vier bed-nivelleringsknoppies wat gewoonlik reg onder die drukbed toegerus is om te lig of te verlaag die bed
- Begin deur die spuitstuk op sy verstek- of beste geskikte posisie te plaas deur die drukker outomaties te plaas.
- Die spuitstuk moet nie te ver van die bed af wees wanneer jy by die drukker tuisgaan nie. . Jy sal dalk die skroewe op die aluminiumbed moet verstel of die Z-eindstop moet skuif
- Dit is 'n goeie idee om jou bed tot die gewone druktemperatuur (ongeveer 50°C) te verhit.
- Jy kan met die onderste linkerhoek begin en die nivelleringsknop verstel totdat die spuitstuk naby is
- Kry jou stuk papier en plaas dit onder die spuitkop, en laat sak dan die bed-nivelleringsknop totdat daar net genoeg spasie is om beweeg die papier.
- Sodra die papier tekens van wrywing teen een hoek toon, beweeg na die volgende hoek en toets die afstand op dieselfde manier.
- Sodra die afstand dieselfde is opalle hoeke en die middel, kan jy toetsdruk om te sien of die probleem opgelos is soos verlang.
Gebruik outomatiese bednivelleringskenmerk
- Outo-bednivelleringskenmerke neem gewoonlik hulp van 'n bed-nivellering-sensor wat 'n voorafbepaalde scenario van werk het.
- Gaan eenvoudig na die drukker se spyskaart deur die klein skerm te gebruik.
- Daar behoort 'n Bed-nivelleringsopsie op jou drukker se beheerskerm te wees.
- Druk hierop dan behoort dit die gewone outomatiese bednivellering te doen en afstande outomaties aan te pas op grond van die afmetings.
'n Voorbeeld van 'n outomatiese bednivellering sal die ANTCLABS BLTouch Auto Bed Leveling wees Sensor van Amazon. Dit werk met allerhande bedmateriaal en het 'n presisie van ongeveer 0,005 mm. Dit kom ook met 'n 1M connector verlengkabel.

Pro Wenk: As jy met die Outomatiese Bed Leveling-funksie gaan, is dit noodsaaklik om die waarde van Z-offset perfek vir behoorlike balans.
Hierna moet jy ideaal 'n mediumgrootte voorwerp in 'n snyer soos Cura sit, 5 rompe aanbring sodat jy jou bed gelyk kan maak terwyl die filament rondom geëxtrudeer word die model. Jy kan maklik sien hoe goed jou bed gelyk is wanneer die romp druk.
2. Verhoog jou bedtemperatuur
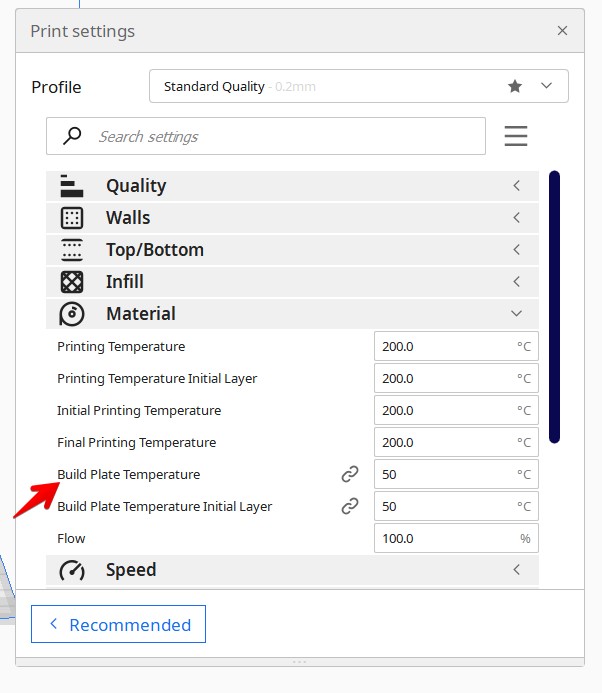
Die volgende ding waarna jy wil kyk, is jou bedtemperatuur, want dit kan help om die PLA beter aan die bed te kleef. Wanneer jy met PLA druk, gebruik 'n bedtemperatuur tussen 40-60°C.
Sodra jy dit gedoen het, probeer om 'n toetsmodel te druk om te sien hoe die filament heg.
Een gebruiker wat 3D-druk met PLA het gesê hy het adhesie van PLA getoets op 'n glasdrukbed en gevind dat 50°C vir hom gewerk het, terwyl 'n ander gebruiker 60°C gedoen het.
3. Verhoog jou druktemperatuur
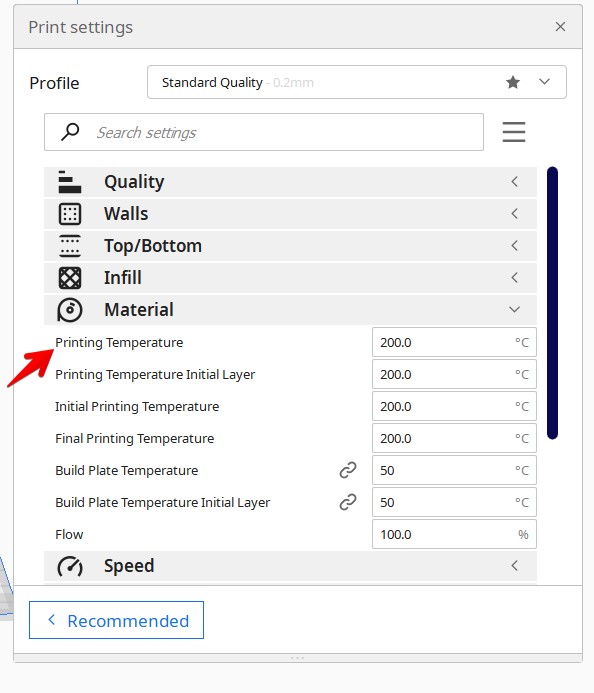
Soortgelyk aan jou bedtemperatuur, kan die verhoging van die druktemperatuur jou filament sagter maak, wat dit in staat stel om beter aan die bed te kleef. Wanneer jou filament nie genoeg sag gemaak is nie, kan adhesie aan die bed moeilik wees.
Sien ook: 8 Beste ingeslote 3D-drukkers wat jy kan kry (2022)Om jou druktemperatuur te kalibreer is belangrik vir die beste gehalte, maar as jy probleme ondervind met adhesie, probeer om jou druktemperatuur te verhoog deur rondom 5-10°C en kyk of dit help.
4. Stel jou Z-Offset-waarde korrek
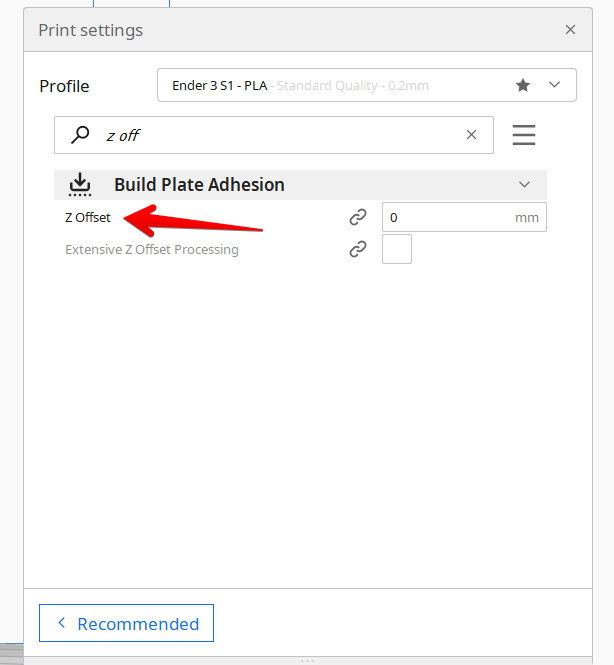
Jou Z-Offset is basies 'n aanpassing wat jou 3D-drukker aan die spuitpunthoogte maak tydens die drukproses. Gewoonlik, om jou drukbed gelyk te maak, moet jou spuitstuk 'n goeie genoeg plek wees om nie 'n Z-Offset te benodig nie, maar dit is 'n ekstra opsie vir jou om te gebruik om daardie ekstra akkurate nivellering te kry.
As jy jou spuitkop agterkom. is nog te ver van die bouplaat af, probeer om 'n Z-Offset-waarde in jou 3D-drukker of snyer in te voer.
'n Positiewe Z-Offset-waarde sal die spuitstuk verhoog terwyl 'n negatiewe waarde die spuitstuk sal verlaag.
5. Gebruik 'n vlot of rand

'n Vlot vanrand is 'n uitstekende metode om adhesie te verhoog met PLA 3D-afdrukke. Ek gebruik dit vir die meeste van my groter 3D-afdrukke om te verseker dat dit regdeur die hele drukproses aan die bouplaat vashou.
'n Vlot/rand is basies 'n ekstra ondersteunende afdruk wat onder jou model bygevoeg word om te help om 'n sterker fondasie te bou . 'n Vlot is die groter en veiliger vorm van hierdie bouplaat-adhesietegniek, terwyl 'n rand 'n dunner druk is wat rondom die model druk.
Kyk na my artikel Skirts Vs Brims Vs Rafts – A Quick 3D Printing Guide vir meer besonderhede.
6. Kyk of jou bed nie skeefgetrek is nie

'n Verdraaide 3D-drukbed is 'n minder algemene, maar steeds moontlike probleem wat dit vir PLA moeiliker maak om aan die drukbed te voldoen. Sommige gebruikers het absoluut alles probeer om hul modelle te kry om by die drukbed te hou en niks het gewerk nie.
Hulle het uiteindelik 'n liniaal gekry en getoets hoe plat die werklike bouplaat was en gevind dat dit buig nadat dit verhit is .
As jy agterkom dat jou bed skeefgetrek is, is dit heel waarskynlik die oorsaak dat jou PLA 3D-afdrukke nie behoorlik vassit nie. Jou beste opsie hier is om die bouoppervlak te vervang.
Die platste bouoppervlak is gewoonlik borosilikaat of gehard glas. Mense het baie sukses met PEI- of veerstaaldrukbeddens.
7. Maak jou mondstuk los of verander na 'n nuwe mondstuk
'n Spuitstuk wat verstop of beskadig is, kan ookdra daartoe by dat PLA-afdrukke nie behoorlik vassit nie. Ideaal gesproke moet 'n 3D-drukker filament glad uitdruk om 'n goeie greep op die bed te kry, so as die spuitstuk verstop of beskadig is, sal dit die ekstrusie negatief beïnvloed.
Doen die "Cold Pull"-metode om te ontstop jou filament of gebruik 'n skoonmaakfilament om die mondstuk skoon te maak.
8. Maak jou drukbed skoon
'n Drukbed met vuilheid en vuilheid kan die adhesie van PLA 3D-afdrukke negatief beïnvloed, veral wanneer jy te veel aan die bouplaat raak met olierige hande.
Baie mense het genoem dat nadat hulle hul bed verskeie kere aangeraak het, hulle PLA nie kon kry om vas te hou nie, maar nadat hulle die drukbed skoongemaak het en minder aan die bed geraak het, het hulle uiteindelik goeie adhesie gekry.
Daarbenewens het soms die oorblyfsels van vorige afdrukke kan adhesie verminder, so maak seker dat jy dit ook skoonmaak.
Selfs nadat jy baie ander oplossings toegepas het, as jy nie die drukbed skoonmaak nie, kan dit 'n probleem wees vir PLA filament om stok, so gaan deur die skoonmaakproses:
- Kry 'n papierhanddoek of skoon lap met ten minste 70% isopropylalkohol of asetoon
- Smeer die skoonmaakoplossing op die papierhanddoek of lap en vee die bed liggies af
- Laat die drukbed lugdroog sodat die vloeistof verdamp, dan behoort jy 'n mooi skoon bed te hê
- Jy kan dit ook doen wanneer die bed tot so 40 opgewarm is °C om te help met die skoonmaak en verdampingproses.
9. Gebruik bedkleefmiddels
Bedkleefmiddels soos haarsproei, gomstokkies of selfs verskillende bande soos Painter's tape of Kapton-kleefband kan jou aansienlik help om PLA-afdrukke te laat vassit.
Dit is 'n goeie idee om gebruik hierdie kleefmiddels op oppervlaktes soos 'n glasbed, en dit kan selfs help om die lewensduur van sommige drukbedmateriaal te verleng. Sodra die eerste laag mooi op die bed gom vassit, behoort die res van jou druk stabiel te wees.
Probeer om nie oorboord te gaan met die hoeveelheid gom wat jy op die bed gebruik nie.
- Gomstok

- Haarsproei

- Blue Painter's Band

10. Verander jou drukbed
As baie van hierdie regstellings nie werk nie, kan jy probeer om jou druk te verander na 'n materiaal wat meer kleefvriendelik is. Ek het onlangs 'n 3D-drukker gekry wat 'n PC-veerstaalplaat gebruik en die adhesie is regtig goed.
Een van die beste dinge van hierdie bouoppervlak is dat nadat die bedtemperatuur afgekoel het, die afdruk eintlik vanself losmaak. en het nie eens 'n spatel of buiging nodig om te verwyder nie.
Ek sal sterk aanbeveel om vir óf 'n magnetiese bed, 'n PEI-bed óf 'n PC veerstaalplaat vir jou 3D-drukker te kies.
Die HICTOP buigsame staalplatform met PEI-oppervlak en amp; Magnetiese onderblad is die perfekte kombinasie vir jou 3D-drukker. Dit kom in 'n reeks groottes en jy kan selfs die dubbelsydige kiesoppervlak met gladde en tekstuurkante.
.
11. Droog jou filament
3D-drukfilament is bekend om higroskopies te wees, wat beteken dat hulle geneig is om vog uit die omgewing te absorbeer. Wanneer jou PLA vog absorbeer, kan dit die manier waarop dit geëxtrudeer word, sowel as die adhesie beïnvloed.
Benewens die vermindering van adhesie, kan vog binne jou PLA-filament onvolmaakthede soos blobbing en sitplekke op jou modelle veroorsaak, dus jy wil hierdie probleem vinnig oplos.
Die eenvoudige manier om jou filament droog te maak, is om 'n filamentdroër soos die SUNLU Upgraded Filament Dryer Box van Amazon te gebruik. Jy kan jou spoel filament in die masjien plaas en die temperatuurinstellings invoer & amp; tyd om die vog uit te droog.
Kyk na my artikel Filament Moisture Guide: Watter filament absorbeer water? Hoe om dit reg te stel vir meer inligting.
12. Verminder jou verkoelingsinstellings
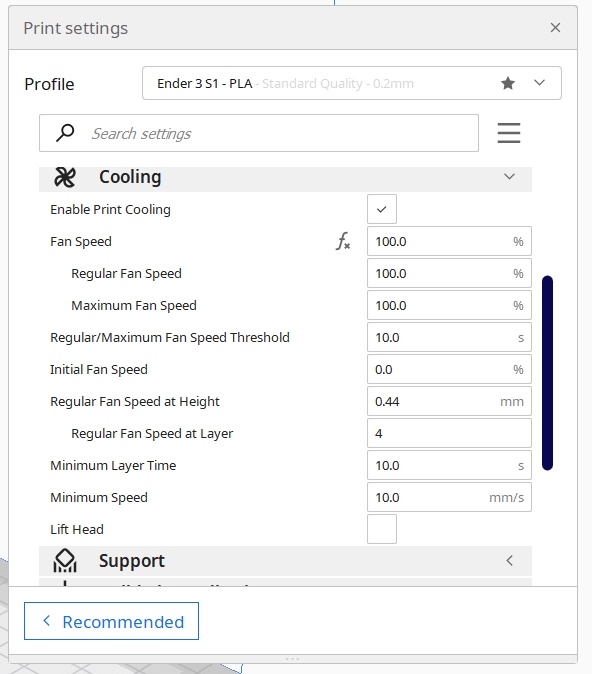
Jou snyer moet die verkoelingswaaier afskakel vir die eerste paar lae om te help met adhesie, maar jy wil dubbel seker maak dat dit reg opgestel is . Jy sal dalk die hoogte van die laag wat jou waaier opkom, wil verhoog om te help met adhesie as jy verby daardie lae kromtrek.
PLA druk gewoonlik die beste wanneer die verkoelingwaaier op 100% is, so ek raai daarteen aan die persentasie verlaag.
Maak seker dat die aanvanklike waaierspoed op 0% is en die gewone waaierspoed op 100% is, maar oorweeg dit om die