
સામગ્રીઓનું કોષ્ટક
PLA એ સૌથી લોકપ્રિય 3D પ્રિન્ટીંગ ફિલામેન્ટ છે અને સામાન્ય રીતે છાપવામાં સરળ હોય છે પરંતુ કેટલીકવાર લોકોને PLAને બેડ પર ચોંટી ન રહેવાની સમસ્યા હોય છે, પછી ભલે તે કાચ હોય, PEI હોય કે ચુંબકીય સપાટી હોય. મેં લોકોને PLA ને સારી રીતે વળગી રહેવામાં મદદ કરવા માટે એક લેખ લખવાનું નક્કી કર્યું છે.
પ્રિન્ટ બેડને વળગી રહેવા માટે PLA મેળવવા માટેની શ્રેષ્ઠ પદ્ધતિ એ છે કે તમારા બેડને યોગ્ય રીતે લેવલ કરો અને સારા બેડનો ઉપયોગ કરો & છાપવાનું તાપમાન જેથી ફિલામેન્ટ સારી રીતે વળગી રહે તેટલું નરમ હોય. તમે તમારા મોડેલ માટે મજબૂત પાયો પૂરો પાડવા માટે રાફ્ટ/બ્રિમનો પણ ઉપયોગ કરી શકો છો. તપાસો કે તમારી નોઝલ ભરાયેલી કે ક્ષતિગ્રસ્ત નથી અને તમારા પ્રિન્ટ બેડને સાફ કરો.
આ મૂળભૂત જવાબ છે પરંતુ વધુ મહત્વપૂર્ણ માહિતી છે જે તમે જાણવા માગો છો, તેથી આ લેખ વાંચતા રહો.
- 5> સમગ્ર પ્રિન્ટ મોડલની મજબૂતાઈ અને સફળતાને ખલેલ પહોંચાડી શકે છે.
- 70% અથવા 99% IPA સોલ્યુશન અથવા સમાન સફાઈ ઉત્પાદન વડે વારંવાર સપાટીને સાફ કરો
- PEI શીટ્સને આ સમસ્યાનો શ્રેષ્ઠ યોગ્ય ઉકેલ માનવામાં આવે છે કારણ કે તેની પુષ્કળ વપરાશકર્તાઓ દ્વારા પ્રશંસા કરવામાં આવી છે.
- એક વપરાશકર્તાઓએ તેની એમેઝોન સમીક્ષામાં એવો પણ દાવો કર્યો હતો કે PEI શીટ્સ PLA ને બેડ પર વળગી રહેવાની મંજૂરી આપે છે. પલંગમાં તેના સંતુલન અથવા સ્તરમાં થોડી ખામી છે.
- કેટલાક લોકો સેન્ડપેપરનો ઉપયોગ કરીને તમારા કાચના પલંગને સહેજ ખરબચડી બનાવવાની ભલામણ કરે છે, જો કે તે તમને સામાન્ય રીતે મળેલી સરળ ફિનિશને અસર કરી શકે છે.
- હું PLA 3D પ્રિન્ટ્સ માટે સામાન્ય પિક્ચર ફ્રેમ ગ્લાસ સાથે સફળતા મેળવતા વપરાશકર્તાઓ વિશે સાંભળ્યું છે.
- બેડ યોગ્ય રીતે લેવલ થયેલ નથી
- બેડનું તાપમાન ખૂબ ઓછું છે
- પ્રિન્ટિંગ તાપમાન ખૂબ ઓછું છે 8
- બેડ એડહેસિવ્સનો ઉપયોગ ન કરવો
- બિલ્ડ પ્લેટ મટિરિયલમાં સંલગ્નતાનો અભાવ છે
- ફિલામેન્ટ શોષાયેલ ભેજ
- ઠંડક ખૂબ વધારે છે
- પ્રથમ સ્તરની પ્રિન્ટિંગ ઝડપ શું ખૂબ વધારે છે
- પ્રારંભિક સ્તરનો પ્રવાહ દર નીચો
- પ્રિન્ટ બેડને સ્તર આપો
- તમારા બેડનું તાપમાન વધારો
- તમારું વધારો પ્રિન્ટિંગ ટેમ્પરેચર
- તમારી Z-ઓફસેટ વેલ્યુ બરાબર સેટ કરો
- રાફ્ટ અથવા બ્રિમનો ઉપયોગ કરો
- તમારી બેડ વિકૃત નથી તે તપાસો
- તમારી નોઝલને અનક્લોગ કરો અથવા બદલો નવી નોઝલ પર
- તમારા પ્રિન્ટ બેડને સાફ કરો
- બેડ એડહેસિવ્સનો ઉપયોગ કરો
- તમારી પ્રિન્ટ બેડ બદલો
- તમારા ફિલામેન્ટને સૂકવો
- તમારો ઘટાડો કૂલીંગ સેટિંગ્સ
- તમારી પ્રથમ લેયર પ્રિન્ટીંગ સ્પીડમાં ઘટાડો
- તમારી પ્રારંભિક લેયર ફ્લો રેટમાં વધારો
- સામાન્ય રીતે પ્રિન્ટ બેડની નીચેથી સજ્જ ચાર બેડ લેવલિંગ નોબનો ઉપયોગ કરો બેડ
- પ્રિંટરને ઓટો-હોમિંગ કરીને નોઝલને તેના ડિફૉલ્ટ અથવા શ્રેષ્ઠ યોગ્ય સ્થાન પર સ્થિત કરીને પ્રારંભ કરો.
- જ્યારે તમે પ્રિન્ટરને ઘરે આવો ત્યારે નોઝલ બેડથી વધુ દૂર ન હોવી જોઈએ. . તમારે એલ્યુમિનિયમ બેડ પરના સ્ક્રૂને સમાયોજિત કરવાની જરૂર પડી શકે છે અથવા Z-એન્ડસ્ટોપ ખસેડવાની જરૂર પડી શકે છે
- તમારા બેડને સામાન્ય પ્રિન્ટ તાપમાન (લગભગ 50 °C) પર ગરમ કરવું એ સારો વિચાર છે.
- તમે નીચે-ડાબા ખૂણાથી શરૂઆત કરી શકો છો અને જ્યાં સુધી નોઝલ બંધ ન થાય ત્યાં સુધી લેવલિંગ નોબને સમાયોજિત કરી શકો છો
- તમારા કાગળનો ટુકડો લો અને તેને નોઝલની નીચે મૂકો, પછી બેડ લેવલિંગ નોબને નીચે કરો જ્યાં સુધી પૂરતી જગ્યા ન હોય ત્યાં સુધી કાગળને હલાવો.
- એકવાર કાગળ એક ખૂણા પર ઘર્ષણના ચિહ્નો બતાવે, પછી આગલા ખૂણા પર જાઓ અને તે જ રીતે અંતરનું પરીક્ષણ કરો.
- એકવાર અંતર સરખું થઈ જાય.બધા ખૂણાઓ અને મધ્યમાં, તમે ઇચ્છિત રીતે સમસ્યા હલ કરવામાં આવી છે કે કેમ તે જોવા માટે પ્રિન્ટનું પરીક્ષણ કરી શકો છો.
- ઓટો બેડ લેવલિંગ સુવિધાઓ સામાન્ય રીતે લે છે બેડ લેવલિંગ સેન્સરથી મદદ કે જેમાં કામ કરવાની પૂર્વવ્યાખ્યાયિત સ્થિતિ છે.
- તેની નાની સ્ક્રીનનો ઉપયોગ કરીને ફક્ત પ્રિન્ટરના મેનૂમાં જાઓ.
- તમારા પ્રિન્ટરની કંટ્રોલ સ્ક્રીન પર બેડ લેવલિંગ વિકલ્પ હોવો જોઈએ.
- આને દબાવો પછી તે સામાન્ય ઓટોમેટિક બેડ લેવલિંગ કરશે અને માપના આધારે આપમેળે અંતર સમાયોજિત કરશે.
- ઓછામાં ઓછા 70% આઈસોપ્રોપીલ આલ્કોહોલ અથવા એસીટોન સાથે કાગળનો ટુવાલ અથવા સ્વચ્છ કાપડ મેળવો
- કાગળના ટુવાલ અથવા કાપડ પર સફાઈ ઉકેલ લાગુ કરો અને પથારીને હળવેથી સાફ કરો
- પ્રિન્ટ બેડને હવામાં સૂકવવા દો જેથી પ્રવાહી બાષ્પીભવન થઈ જાય, પછી તમારી પાસે એક સરસ સ્વચ્છ પલંગ હોવો જોઈએ
- જ્યારે પથારી લગભગ 40 સુધી ગરમ થાય ત્યારે તમે આ પણ કરી શકો છો સફાઈ અને બાષ્પીભવન કરવામાં મદદ કરવા માટે °Cપ્રક્રિયા.
- ગ્લુ સ્ટિક
- હેર સ્પ્રે
- બ્લુ પેઇન્ટર્સ ટેપ
જો તમે સફળ 3D પ્રિન્ટ ઇચ્છતા હોવ કે જેમાં તમામ પોઈન્ટ યોગ્ય રીતે ટિક કરેલ હોય, તો તમારે ખાતરી કરવી જરૂરી છે કે પ્રથમ સ્તર પ્રિન્ટ બેડ પર ચોંટે છે. અસરકારક રીત. આ તે પરિબળ છે જે મુખ્યત્વે 3D પ્રિન્ટરના બેડ સંલગ્નતા તરીકે ઓળખાય છે.
જોકે PLA એ પ્રિન્ટિંગ હેતુઓ માટે ઉપયોગમાં લેવા માટેનું સૌથી સામાન્ય અને સૌથી સરળ 3D ફિલામેન્ટ છે, તે હજુ પણ કેટલીકવાર ચોંટતા સમસ્યાઓનું કારણ બની શકે છે. નીચે સૌથી અગ્રણી કારણો છેસ્તર પર નિયમિત ચાહક ઝડપ. જો તમારી પાસે રાફ્ટ હોય, તો સારી સંલગ્નતા મેળવવા માટે આ બહુ મોટી સમસ્યા ન હોવી જોઈએ કારણ કે તે તમારી પ્રિન્ટને વળગી રહેવા માટે વિશાળ પાયા તરીકે કામ કરે છે.
ઠંડક વિશે વધુ માહિતી માટે, મારો લેખ કેવી રીતે તપાસો પરફેક્ટ પ્રિન્ટ કૂલીંગ મેળવવા માટે & ચાહક સેટિંગ્સ.
13. તમારી પ્રારંભિક સ્તરની છાપવાની ઝડપ ઘટાડો

તમારું પ્રથમ સ્તર છાપે છે તે ઝડપ અથવા પ્રારંભિક સ્તરની ઝડપ ખૂબ ઊંચી ન હોવી જોઈએ, તેથી તમારા પ્રથમ સ્તરમાં તેને વળગી રહેવાની ક્ષમતા હોય છે. પથારી પર સરસ રીતે. Cura નું ડિફૉલ્ટ મૂલ્ય 20mm/s હોવું જોઈએ જે ખરેખર સારી રીતે કાર્ય કરે છે.
તમારી પ્રિન્ટને બિલ્ડ સપાટી પર વળગી રહેવાની શ્રેષ્ઠ તક આપવા માટે તમારી પ્રારંભિક સ્તરની ગતિ એટલી ઓછી છે કે નહીં તે તપાસો.
તમે તમારી પ્રિન્ટની ઝડપ કેવી રીતે બદલો છો તે ધ્યાનમાં લીધા વિના, પ્રારંભિક સ્તરની ગતિ અન્ય કોઈપણ સેટિંગ્સથી પ્રભાવિત થતી નથી, તેથી તે સમાન રહેવી જોઈએ. એક વપરાશકર્તા કે જેણે PLAને વળગી રહેવા માટે ઘણા સુધારા કરવાનો પ્રયાસ કર્યો, તેણે જોયું કે તેની પ્રારંભિક સ્તરની ઝડપ ઘટાડ્યા પછી, તેણે આખરે સમસ્યા હલ કરી.
મેં 3D પ્રિન્ટિંગ માટે શ્રેષ્ઠ પ્રિન્ટ ઝડપ શું છે તે નામનો એક ખૂબ જ ઉપયોગી લેખ લખ્યો? પરફેક્ટ સેટિંગ્સ, તેથી તે તપાસવા માટે નિઃસંકોચ.
14. તમારો પ્રારંભિક સ્તર પ્રવાહ દર વધારો
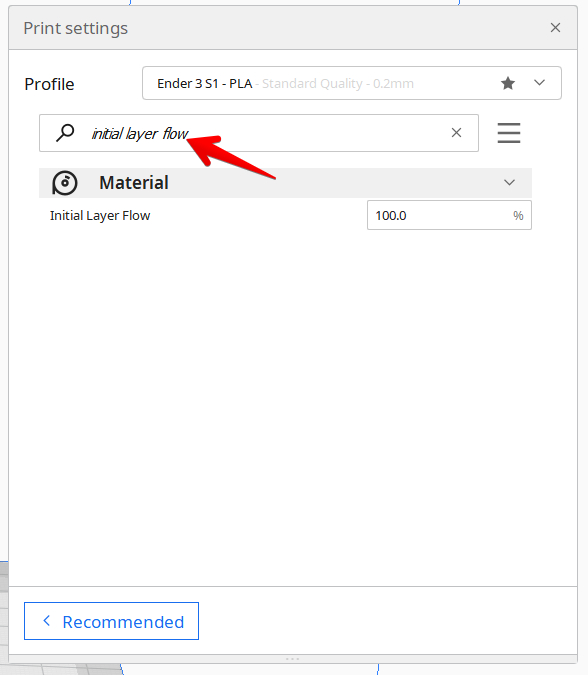
આ સેટિંગ એક સરસ નાની યુક્તિ છે જેનો ઉપયોગ તમે ફક્ત પ્રથમ સ્તર માટે વધુ સામગ્રીને બહાર કાઢવા માટે કરી શકો છો, જેને ક્યુરામાં પ્રારંભિક સ્તર પ્રવાહ કહેવાય છે. તે ટકાવારી છે જે તમારા PLA ને વધુ સખત દબાણ કરવા માટે 100% પર ડિફોલ્ટ થાય છેપથારીની સંલગ્નતા સુધારવા માટે બિલ્ડ પ્લેટ.
તમારે ઉપરના ચિત્રમાં બતાવ્યા પ્રમાણે સેટિંગ્સ શોધવાની જરૂર પડશે કારણ કે તે મૂળભૂત રીતે દેખાતું નથી.
તે સામાન્ય રીતે ઉપયોગમાં લેવાય છે જો તમે ખરાબ રીતે સમતળ કરેલો પલંગ હોય, તેથી જો પથારી ખૂબ નજીક હોય, તો તમે પ્રવાહ ઘટાડશો, જ્યારે પથારી ખૂબ દૂર હોય તો પ્રવાહ વધારશો. જો તમારી પાસે યોગ્ય રીતે લેવલ કરેલ બેડ હોય તો તમારે આ સેટિંગનો ઉપયોગ કરવાની જરૂર નથી.
કેવી રીતે PLA ને બેડ પર ચોંટતા નથી - ગ્લાસ, PEI, મેગ્નેટિક
નીચે કેટલીક ટીપ્સ અને યુક્તિઓ છે જે વિવિધ પ્રકારના પ્રિન્ટ બેડ માટે છે જેથી કરીને જો તમે PLA પ્રિન્ટ કરતી વખતે સંલગ્નતાની સમસ્યાઓનો સામનો કરી રહ્યા હોવ તો તમે તેનો ઉપયોગ કરી શકો. આમાંથી મોટાભાગની તમામ ત્રણ પ્રકારની પ્રિન્ટ બેડ સરફેસ પર લાગુ કરી શકાય છે.
એક વપરાશકર્તાએ દાવો કર્યો કે તેણે સફાઈ માટે પાણી અને મીઠાના મિશ્રણનો ઉપયોગ કર્યોહેતુઓ પછી તેણે પ્લેટને સંપૂર્ણપણે સૂકવવા દીધી.
આ પરિબળ કાચની સપાટી પર મીઠાના અવશેષોને છોડતી વખતે પાણીને બાષ્પીભવન થવા દે છે. આ પ્રેક્ટિસ બેડની સંલગ્નતામાં વધારો કરે છે અને લગભગ હંમેશા તેના માટે કામ કરતી હતી.
અન્ય વપરાશકર્તાએ ખાંડના પાણી સાથે સમાન પ્રક્રિયા સૂચવી કારણ કે તે માને છે કે કોઈપણ સ્ફટિકીય પદાર્થો પ્રિન્ટ બેડ પર સમાન પરિણામો આપશે.
પીએલએ પલંગની સપાટીની સમસ્યાને વળગી ન રહેવા પાછળ:કેવી રીતે PLA બેડ પર ચોંટતા નથી તેને કેવી રીતે ઠીક કરવું?
જો કે આનું કારણ હોઈ શકે તેવા વિવિધ પરિબળો છે સમસ્યા, તમારે ચિંતા કરવાની જરૂર નથી કારણ કે દરેક કારણનું પોતાનું સમાધાન પણ હોય છે. ફક્ત હળવા રહો, તમારા 3D પ્રિન્ટર સાથે સમસ્યા શોધો અને શ્રેષ્ઠ યોગ્ય ઉકેલ સાથે જાઓ.
1. પ્રિન્ટ બેડને લેવલ કરો
જ્યારે PLA પ્રિન્ટ બેડને વળગી ન હોય ત્યારે તમારે જે કરવું જોઈએ તે છે તમારા બેડને લેવલ કરવું. આઆ કામ કરે છે તેનું કારણ એ છે કે તમે ઇચ્છો છો કે એક્સટ્રુડેડ ફિલામેન્ટ બેડની સપાટી અને નોઝલ વચ્ચે શ્રેષ્ઠ અંતર રાખે જેથી તે બિલ્ડ પ્લેટ પર થોડું દબાણ કરે.
સામાન્ય અંતર લગભગ 0.1mm અથવા કાગળના A4 ટુકડાની જાડાઈ.
જ્યારે તમારી પથારી અસમાન હોય, ત્યારે એક્સટ્રુડેડ ફિલામેન્ટ અમુક જગ્યાએ બેડને વળગી રહે છે અને અન્ય જગ્યાએ નહીં, જે પ્રિન્ટ નિષ્ફળતા તરફ દોરી જાય છે.
બે છે તમારા બેડને લેવલ કરવાની મુખ્ય રીતો, ક્યાં તો મેન્યુઅલ લેવલિંગ અથવા ઓટોમેટિક લેવલિંગ સાથે.
મેન્યુઅલ બેડ લેવલિંગ
ઓટોમેટિક બેડ લેવલિંગ ફીચરનો ઉપયોગ
ઓટોમેટિક બેડ લેવલરનું ઉદાહરણ ANTCLABS BLTouch ઓટો બેડ લેવલિંગ હશે. એમેઝોન તરફથી સેન્સર. તે તમામ પ્રકારની બેડ સામગ્રી સાથે કામ કરે છે અને તેની ચોકસાઇ લગભગ 0.005mm છે. તે 1M કનેક્ટર એક્સ્ટેંશન કેબલ સાથે પણ આવે છે.

પ્રો ટીપ: જો તમે ઓટોમેટિક બેડ લેવલીંગ સુવિધા સાથે જાઓ છો, તો તે સેટ કરવું આવશ્યક છે. યોગ્ય સંતુલન માટે સંપૂર્ણપણે Z-ઓફસેટનું મૂલ્ય.
આ પછી, તમારે આદર્શ રીતે ક્યુરા જેવા સ્લાઈસરમાં મધ્યમ કદની વસ્તુ મૂકવી જોઈએ, 5 સ્કર્ટ લગાવો જેથી જ્યારે ફિલામેન્ટ બહાર કાઢવામાં આવે ત્યારે તમે તમારા પલંગને સમાન કરી શકો. મોડેલ જ્યારે સ્કર્ટ પ્રિન્ટ થઈ રહી હોય ત્યારે તમે સરળતાથી કહી શકો છો કે તમારી પથારી કેટલી સારી રીતે સમતળ છે.
2. તમારા પથારીનું તાપમાન વધારવો
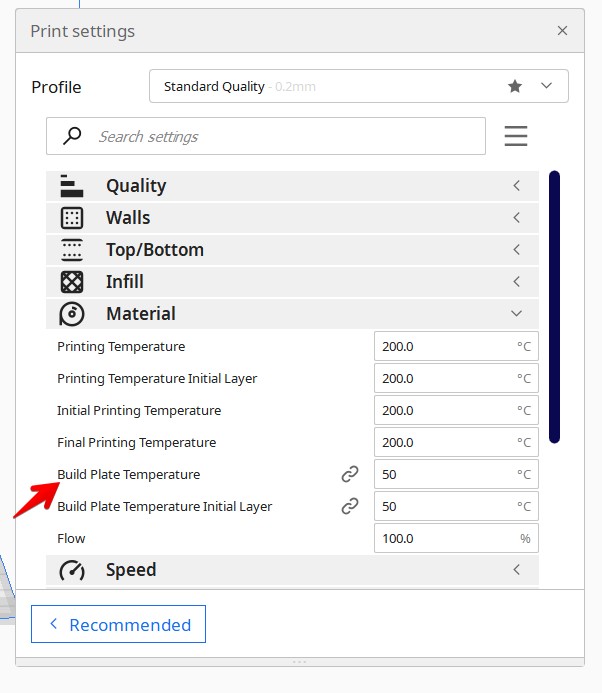
આગલી વસ્તુ જે તમે જોવા માંગો છો તે તમારા બેડનું તાપમાન છે કારણ કે તે PLA ને બેડને વધુ સારી રીતે વળગી રહેવામાં મદદ કરી શકે છે. જ્યારે તમે PLA સાથે છાપો છો, ત્યારે બેડનો ઉપયોગ કરો40-60°C ની વચ્ચે તાપમાન ગ્લાસ પ્રિન્ટ બેડ પર અને જોયું કે 50°C તેના માટે કામ કરે છે, જ્યારે અન્ય વપરાશકર્તાએ 60°C કર્યું હતું.
3. તમારું પ્રિન્ટિંગ ટેમ્પરેચર વધારો
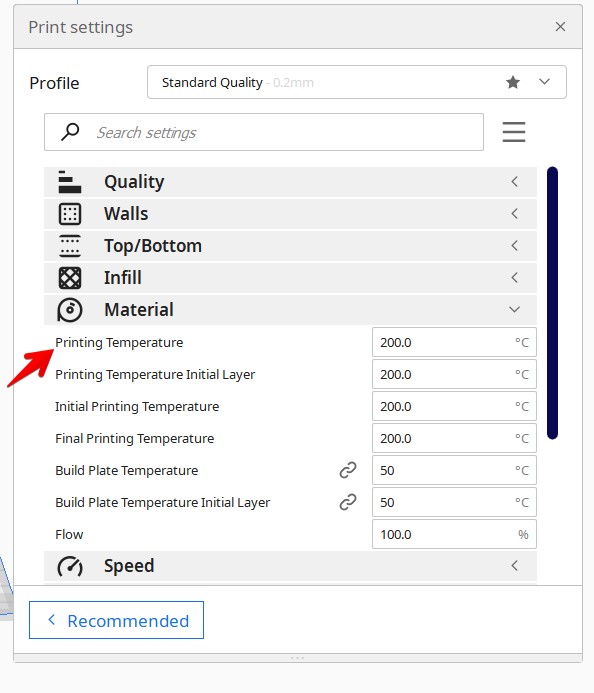
તમારા બેડ ટેમ્પરેચરની જેમ જ, પ્રિન્ટિંગ ટેમ્પરેચર વધારવાથી તમારા ફિલામેન્ટને નરમ બનાવી શકાય છે, જે તેને બેડ પર વધુ સારી રીતે વળગી રહેવા માટે સક્ષમ બનાવે છે. જ્યારે તમારું ફિલામેન્ટ પૂરતું નરમ ન થાય, ત્યારે બેડને સંલગ્ન કરવું મુશ્કેલ બની શકે છે.
તમારા પ્રિન્ટિંગ તાપમાનનું માપાંકન શ્રેષ્ઠ ગુણવત્તા માટે મહત્વપૂર્ણ છે, પરંતુ જો તમને સંલગ્નતામાં મુશ્કેલી આવી રહી હોય, તો તમારા પ્રિન્ટિંગ તાપમાનને આના દ્વારા વધારવાનો પ્રયાસ કરો 5-10°C આસપાસ અને જુઓ કે શું તે મદદ કરે છે.
4. તમારું Z-ઓફસેટ મૂલ્ય યોગ્ય રીતે સેટ કરો
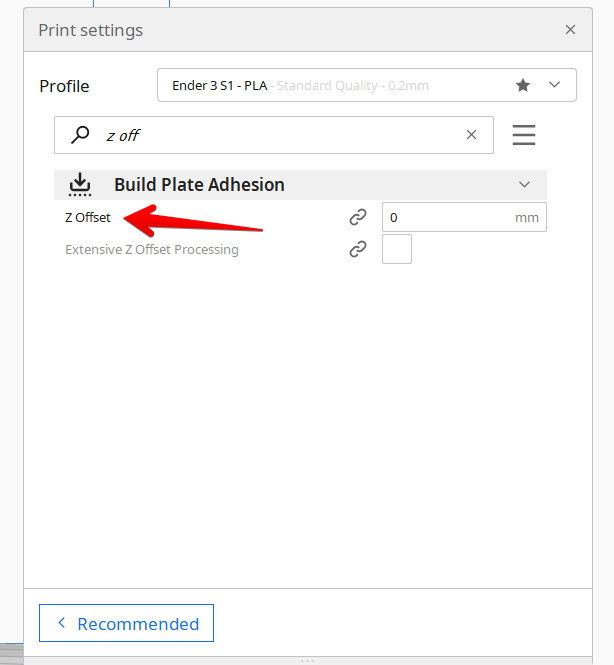
તમારું Z-ઓફસેટ મૂળભૂત રીતે એક ગોઠવણ છે જે તમારું 3D પ્રિન્ટર પ્રિન્ટીંગ પ્રક્રિયા દરમિયાન નોઝલની ઊંચાઈ પર બનાવે છે. સામાન્ય રીતે, તમારા પ્રિન્ટ બેડને સમતળ કરવા માટે તમારી નોઝલ મૂકવી જોઈએ તે માટે Z-ઓફસેટની જરૂર ન પડે તે માટે તે પર્યાપ્ત સ્થાન છે, પરંતુ તે વધારાના સચોટ સ્તરીકરણ મેળવવા માટે તમારા માટે ઉપયોગ કરવા માટે તે એક વધારાનો વિકલ્પ છે.
જો તમે તમારી નોઝલને જોશો બિલ્ડ પ્લેટથી હજુ દૂર છે, તમારા 3D પ્રિન્ટર અથવા સ્લાઇસરમાં Z-ઓફસેટ મૂલ્ય ઇનપુટ કરવાનો પ્રયાસ કરો.
સકારાત્મક Z-ઓફસેટ મૂલ્ય નોઝલને વધારશે જ્યારે નકારાત્મક મૂલ્ય નોઝલને ઓછું કરશે.<1
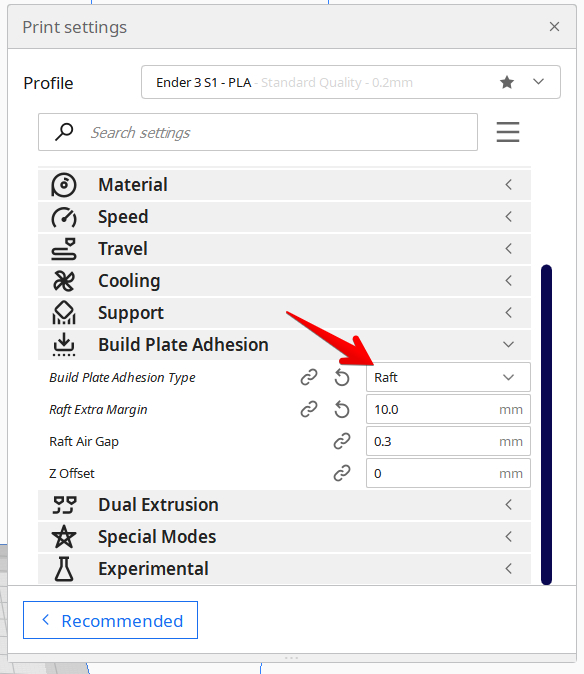
5. રાફ્ટ અથવા બ્રિમનો ઉપયોગ કરો

નો એક રાફ્ટPLA 3D પ્રિન્ટ સાથે સંલગ્નતા વધારવા માટે બ્રિમ એ એક સરસ પદ્ધતિ છે. સમગ્ર પ્રિન્ટીંગ પ્રક્રિયા દરમિયાન તે બિલ્ડ પ્લેટ સાથે ચોંટી જાય તેની ખાતરી કરવા માટે હું તેનો ઉપયોગ મારા મોટા ભાગના મોટા 3D પ્રિન્ટ માટે કરું છું.
એક રાફ્ટ/બ્રિમ મૂળભૂત રીતે એક મજબૂત પાયો બનાવવામાં મદદ કરવા માટે તમારા મોડેલની નીચે ઉમેરવામાં આવેલ વધારાની સહાયક પ્રિન્ટ છે. . રાફ્ટ એ આ બિલ્ડ પ્લેટ એડહેસન ટેકનિકનું મોટું અને વધુ સુરક્ષિત સ્વરૂપ છે, જ્યારે કિનારી એ પાતળી પ્રિન્ટ છે જે મોડેલની આસપાસ છાપે છે.
મારો લેખ સ્કર્ટ્સ વિ બ્રિમ્સ વિ રાફ્ટ્સ – એક ઝડપી 3D પ્રિન્ટિંગ માર્ગદર્શિકા જુઓ વધુ વિગતો માટે.
6. તપાસો કે તમારો પલંગ વિકૃત નથી

એક વિકૃત 3D પ્રિન્ટ બેડ એ ઓછી સામાન્ય પરંતુ હજુ પણ સંભવિત સમસ્યા છે જે PLA માટે પ્રિન્ટ બેડને વળગી રહેવું મુશ્કેલ બનાવે છે. કેટલાક વપરાશકર્તાઓએ તેમના મોડલને પ્રિન્ટ બેડ પર વળગી રહે તે માટે સંપૂર્ણ પ્રયાસ કર્યો અને કંઈ કામ ન થયું.
તેમને એક શાસક મળ્યો અને વાસ્તવિક બિલ્ડ પ્લેટ કેટલી સપાટ છે તેનું પરીક્ષણ કર્યું અને જાણવા મળ્યું કે તે ગરમ થયા પછી નમી રહી છે. .
જો તમે સમજો છો કે તમારો પલંગ વિકૃત છે, તો સંભવતઃ તે તમારી PLA 3D પ્રિન્ટ યોગ્ય રીતે ચોંટી ન રહેવાનું કારણ છે. અહીં તમારો શ્રેષ્ઠ વિકલ્પ બિલ્ડ સપાટીને બદલવાનો છે.
સપાટ બિલ્ડ સપાટી સામાન્ય રીતે બોરોસિલિકેટ અથવા ટેમ્પર્ડ ગ્લાસ હોય છે. PEI અથવા સ્પ્રિંગ સ્ટીલ પ્રિન્ટ બેડ સાથે લોકોને ઘણી સફળતા મળે છે.
7. તમારી નોઝલને અનક્લોગ કરો અથવા નવી નોઝલમાં બદલો
એક નોઝલ જે ભરાયેલી અથવા ક્ષતિગ્રસ્ત છે તે પણ હોઈ શકે છેPLA પ્રિન્ટ યોગ્ય રીતે ચોંટતા નથી તેમાં યોગદાન આપો. આદર્શ રીતે, 3D પ્રિન્ટરને બેડ પર સારી પકડ મેળવવા માટે ફિલામેન્ટને સરળતાથી બહાર કાઢવાની જરૂર પડે છે, તેથી જો નોઝલ ચોંટી જાય અથવા ક્ષતિગ્રસ્ત હોય, તો તે એક્સટ્રુઝનને નકારાત્મક અસર કરશે.
અનક્લોગ કરવા માટે "કોલ્ડ પુલ" પદ્ધતિ કરો તમારા ફિલામેન્ટ અથવા નોઝલને સાફ કરવા માટે ક્લિનિંગ ફિલામેન્ટનો ઉપયોગ કરો.
8. તમારા પ્રિન્ટ બેડને સાફ કરો
એક પ્રિન્ટ બેડ કે જેમાં ગંદકી અને ગિરિમાળા હોય છે તે પીએલએ 3 ડી પ્રિન્ટ્સના સંલગ્નતાને નકારાત્મક અસર કરી શકે છે, ખાસ કરીને જ્યારે તમે બિલ્ડ પ્લેટને તેલયુક્ત હાથથી ખૂબ સ્પર્શ કરો છો.
ઘણા લોકો પાસે છે ઉલ્લેખ કર્યો છે કે તેમના પલંગને ઘણી વખત સ્પર્શ કર્યા પછી, તેઓ PLA ને ચોંટી શક્યા નહોતા, પરંતુ પ્રિન્ટ બેડને સાફ કર્યા પછી અને પલંગને ઓછો સ્પર્શ કર્યા પછી, આખરે તેમને થોડી સારી સંલગ્નતા મળી.
તે ઉપરાંત, કેટલીકવાર અગાઉની પ્રિન્ટમાંથી બચેલા અવશેષો સંલગ્નતા ઘટાડી શકે છે, તેથી તેને પણ સાફ કરવાનું સુનિશ્ચિત કરો.
અન્ય ઘણા સુધારાઓ લાગુ કર્યા પછી પણ, જો તમે પ્રિન્ટ બેડ સાફ ન કરો, તો તે PLA ફિલામેન્ટ માટે સમસ્યા બની શકે છે. લાકડી રાખો, તેથી સફાઈ પ્રક્રિયામાંથી પસાર થાઓ:
9. બેડ એડહેસિવ્સનો ઉપયોગ કરો
બેડ એડહેસિવ્સ જેમ કે હેરસ્પ્રે, ગ્લુ સ્ટિક, અથવા પેઇન્ટરની ટેપ અથવા કેપ્ટોન ટેપ જેવી વિવિધ ટેપ પણ તમને PLA પ્રિન્ટને વળગી રહેવામાં નોંધપાત્ર રીતે મદદ કરી શકે છે.
તે એક સારો વિચાર છે. કાચના પલંગ જેવી સપાટી પર આ એડહેસિવનો ઉપયોગ કરો, અને તે કેટલીક પ્રિન્ટ બેડ સામગ્રીના જીવનને લંબાવવામાં પણ મદદ કરી શકે છે. એકવાર પ્રથમ સ્તર બેડ એડહેસિવ પર સારી રીતે ચોંટી જાય, પછી તમારી બાકીની પ્રિન્ટ સ્થિર હોવી જોઈએ.
તમે બેડ પર જેટલા એડહેસિવનો ઉપયોગ કરો છો તેના પર વધુ પડતો ન જવાનો પ્રયાસ કરો.



10. તમારો પ્રિન્ટ બેડ બદલો
જો આમાંના ઘણા સુધારાઓ કામ ન કરે, તો તમે તમારી પ્રિન્ટને વધુ એડહેસિવ-ફ્રેન્ડલી સામગ્રીમાં બદલવાનો પ્રયાસ કરી શકો છો. મને તાજેતરમાં એક 3D પ્રિન્ટર મળ્યું છે જે પીસી સ્પ્રિંગ સ્ટીલ શીટનો ઉપયોગ કરે છે અને સંલગ્નતા ખરેખર સારી છે.
આ બિલ્ડ સપાટી વિશેની એક શ્રેષ્ઠ બાબત એ છે કે બેડનું તાપમાન ઠંડું થયા પછી, પ્રિન્ટ વાસ્તવમાં જાતે જ ઢીલી થઈ જાય છે. અને તેને દૂર કરવા માટે કોઈ સ્પેટુલા અથવા ફ્લેક્સની પણ જરૂર નથી.
હું તમારા 3D પ્રિન્ટર માટે મેગ્નેટિક બેડ, પીઈઆઈ બેડ અથવા પીસી સ્પ્રિંગ સ્ટીલ શીટ માટે જવાની ખૂબ ભલામણ કરીશ.
PEI સપાટી સાથે HICTOP ફ્લેક્સિબલ સ્ટીલ પ્લેટફોર્મ & મેગ્નેટિક બોટમ શીટ એ તમારા 3D પ્રિન્ટર માટે યોગ્ય સંયોજન છે. તે કદની શ્રેણીમાં આવે છે અને તમે ડબલ-સાઇડેડ પણ પસંદ કરી શકો છોસરળ અને ટેક્ષ્ચર બાજુઓ સાથે સપાટી.
.
આ પણ જુઓ: અંધારકોટડી માટે 3D પ્રિન્ટ માટે 30 શાનદાર વસ્તુઓ & ડ્રેગન (મફત)11. ડ્રાય યોર ફિલામેન્ટ
3D પ્રિન્ટીંગ ફિલામેન્ટ હાઇગ્રોસ્કોપિક તરીકે ઓળખાય છે જેનો અર્થ છે કે તેઓ પર્યાવરણમાંથી ભેજને શોષી લે છે. જ્યારે તમારું PLA ભેજને શોષી લે છે, ત્યારે તે તેને બહાર કાઢવાની રીત તેમજ સંલગ્નતાને અસર કરી શકે છે.
સંલગ્નતા ઘટાડવા ઉપરાંત, તમારા PLA ફિલામેન્ટની અંદરની ભેજ તમારા મોડલ્સ પર બ્લોબિંગ અને ઝિટ્સ જેવી અપૂર્ણતા પેદા કરી શકે છે, તેથી તમે આ સમસ્યાને ઝડપથી ઠીક કરવા માંગો છો.
તમારા ફિલામેન્ટને સૂકવવાની સરળ રીત એ છે કે એમેઝોન પરથી SUNLU અપગ્રેડેડ ફિલામેન્ટ ડ્રાયર બોક્સ જેવા ફિલામેન્ટ ડ્રાયરનો ઉપયોગ કરવો. તમે તમારા સ્પૂલ ઓફ ફિલામેન્ટને મશીનમાં મૂકી શકો છો અને તાપમાન સેટિંગ્સ & ભેજને સૂકવવાનો સમય.
આ પણ જુઓ: તમારા 3D પ્રિન્ટ્સમાં ઓવર-એક્સ્ટ્રુઝનને કેવી રીતે ઠીક કરવાની 4 રીતો
મારો લેખ ફિલામેન્ટ મોઇશ્ચર ગાઇડ તપાસો: કયું ફિલામેન્ટ પાણીને શોષે છે? વધુ માહિતી માટે તેને કેવી રીતે ઠીક કરવું.
12. તમારી ઠંડક સેટિંગ્સને ઓછી કરો
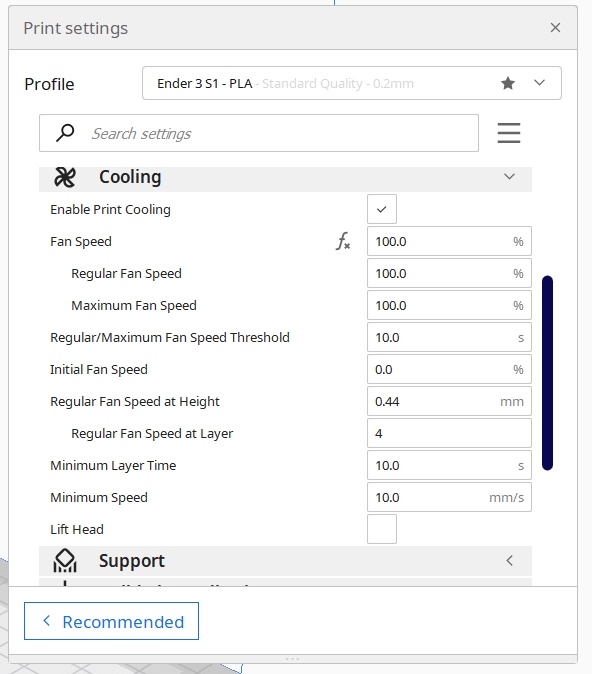
તમારા સ્લાઈસરને સંલગ્નતામાં મદદ કરવા માટે પ્રથમ થોડા સ્તરો માટે કૂલિંગ ફેન બંધ કરવો જોઈએ, પરંતુ તમે બે વાર તપાસવા માંગો છો કે આ યોગ્ય રીતે સેટ થયેલ છે કે નહીં . જો તમે તે સ્તરોમાંથી પસાર થતા હોવ તો તમારા પંખાને સંલગ્નતામાં મદદ કરવા માટે તમે તે સ્તરની ઊંચાઈ વધારવા માગી શકો છો.
જ્યારે કૂલિંગ ફેન 100% પર હોય ત્યારે PLA સામાન્ય રીતે શ્રેષ્ઠ પ્રિન્ટ કરે છે તેથી હું તેની સામે સલાહ આપીશ ટકાવારી ઘટાડવી.
ખાતરી કરો કે પ્રારંભિક પંખાની ઝડપ 0% છે અને નિયમિત પંખાની ઝડપ 100% છે, પરંતુ તેને બદલવાનું વિચારો