
Inhaltsverzeichnis
PLA ist das beliebteste 3D-Druck-Filament und lässt sich in der Regel leicht drucken, aber manchmal haben die Leute Probleme damit, dass PLA nicht auf dem Bett haftet, egal ob es sich um Glas, PEI oder eine magnetische Oberfläche handelt.
Die beste Methode, um PLA auf dem Druckbett haften zu lassen, besteht darin, das Bett richtig zu nivellieren und ein gutes Bett und eine gute Drucktemperatur zu verwenden, damit das Filament weich genug ist, um gut zu haften. Sie können auch ein Floß/einen Rand verwenden, um eine stärkere Grundlage für Ihr Modell zu schaffen. Stellen Sie sicher, dass Ihre Düse nicht verstopft oder beschädigt ist und reinigen Sie Ihr Druckbett.
Das ist die grundsätzliche Antwort, aber es gibt noch weitere wichtige Informationen, die Sie wissen möchten, also lesen Sie diesen Artikel weiter.
Warum klebt PLA nicht an meiner Oberfläche?
Eine gute erste Schicht ist bei jedem 3D-Druck der wichtigste und wesentlichste Faktor, denn jedes kleine Problem an dieser Stelle kann die Stärke und den Erfolg des gesamten Druckmodells beeinträchtigen.
Wenn Sie einen erfolgreichen 3D-Druck wünschen, bei dem alle Punkte richtig angekreuzt sind, müssen Sie sicherstellen, dass die erste Schicht effektiv am Druckbett haftet. Dieser Faktor ist hauptsächlich als Bettadhäsion eines 3D-Druckers bekannt.
Obwohl PLA das am weitesten verbreitete und am einfachsten zu verwendende 3D-Filament für den Druck ist, kann es dennoch manchmal zu Problemen mit der Haftung kommen:
- Das Bett ist nicht ordnungsgemäß nivelliert
- Betttemperatur ist zu niedrig
- Die Drucktemperatur ist zu niedrig
- Falscher Z-Offset-Wert
- Kein Floß oder keine Krempe verwenden
- Bett ist verzogen
- Düse verstopft oder beschädigt
- Druckbett ist nicht sauber
- Keine Bettklebstoffe verwenden
- Material der Bauplatte haftet nicht
- Filament Absorbierte Feuchtigkeit
- Die Kühlung ist zu hoch
- Druckgeschwindigkeit der ersten Schicht ist zu hoch
- Anfangsschicht Durchflussrate Niedrig
Wie behebt man, dass PLA nicht am Bett klebt?
Obwohl es verschiedene Faktoren gibt, die zu diesem Problem führen können, müssen Sie sich keine Sorgen machen, denn für jede Ursache gibt es auch eine Lösung. Bleiben Sie einfach entspannt, finden Sie das Problem mit Ihrem 3D-Drucker und wählen Sie die am besten geeignete Lösung.
- Nivellierung des Druckbetts
- Erhöhen Sie die Temperatur Ihres Bettes
- Erhöhen Sie Ihre Drucktemperatur
- Richtiges Einstellen des Z-Offset-Wertes
- Verwenden Sie ein Floß oder eine Krempe
- Prüfen Sie, ob Ihr Bett nicht verzogen ist
- Entfernen Sie die Verstopfung Ihrer Düse oder wechseln Sie zu einer neuen Düse
- Reinigen Sie Ihr Druckbett
- Verwendung von Bettklebstoffen
- Wechseln Sie Ihr Druckbett
- Trocknen Sie Ihr Filament
- Reduzieren Sie Ihre Kühleinstellungen
- Verringern Sie die Druckgeschwindigkeit der ersten Schicht
- Erhöhen Sie die Fließgeschwindigkeit Ihrer Ausgangsschicht
1. das Druckbett nivellieren
Das erste, was Sie tun sollten, wenn PLA nicht am Druckbett haftet, ist, Ihr Bett zu nivellieren. Der Grund dafür ist, dass Sie wollen, dass das extrudierte Filament einen optimalen Abstand zwischen der Bettfläche und der Düse hat, damit es etwas Druck auf die Bauplatte ausübt.
Der übliche Abstand beträgt etwa 0,1 mm oder die Dicke eines A4-Papiers.
Wenn Ihr Bett uneben ist, haftet das extrudierte Filament an einigen Stellen am Bett und an anderen nicht, was zu Druckfehlern führt.
Es gibt zwei Möglichkeiten, Ihr Bett zu nivellieren, entweder mit manueller Nivellierung oder mit automatischer Nivellierung.
Manuelle Bettnivellierung
- Heben oder senken Sie das Bett mit den vier Nivellierknöpfen, die sich normalerweise direkt unter dem Druckbett befinden
- Beginnen Sie mit der Positionierung der Düse an der Standardposition oder der am besten geeigneten Position, indem Sie den Drucker automatisch ausrichten.
- Die Düse sollte nicht zu weit vom Bett entfernt sein, wenn Sie den Drucker wieder in Betrieb nehmen. Möglicherweise müssen Sie die Schrauben am Aluminiumbett anpassen oder den Z-Anschlag verschieben.
- Es ist ratsam, das Bett auf die übliche Drucktemperatur (ca. 50 °C) aufzuheizen.
- Sie können mit der linken unteren Ecke beginnen und den Nivellierknopf so einstellen, dass die Düse in der Nähe ist.
- Nehmen Sie ein Stück Papier und legen Sie es unter die Düse. Senken Sie dann den Bettnivellierknopf, bis gerade genug Platz zum Wackeln des Papiers ist.
- Sobald das Papier in einem Winkel Anzeichen von Reibung zeigt, gehen Sie zur nächsten Ecke und testen den Abstand auf die gleiche Weise.
- Sobald der Abstand an allen Ecken und in der Mitte gleich ist, können Sie einen Testdruck durchführen, um zu sehen, ob das Problem wie gewünscht gelöst wurde.
Verwendung der automatischen Bettnivellierfunktion
- Die automatische Bettnivellierung erfolgt in der Regel mit Hilfe eines Bettnivellierungssensors, der ein vordefiniertes Arbeitsszenario hat.
- Gehen Sie einfach über den kleinen Bildschirm des Druckers in dessen Menü.
- Auf dem Steuerungsbildschirm Ihres Druckers sollte die Option Bettnivellierung vorhanden sein.
- Drücken Sie diese Taste, dann sollte das Gerät die übliche automatische Nivellierung des Bettes durchführen und die Abstände auf der Grundlage der Messungen automatisch anpassen.
Ein Beispiel für eine automatische Bettnivellierung wäre der ANTCLABS BLTouch Auto Bed Leveling Sensor von Amazon. Er funktioniert mit allen Arten von Bettmaterialien und hat eine Genauigkeit von etwa 0,005 mm. Er wird auch mit einem 1 m langen Verlängerungskabel geliefert.

Profi-Tipp: Wenn Sie sich für die automatische Bettnivellierung entscheiden, ist es wichtig, den Wert des Z-Versatzes perfekt einzustellen, um die richtige Balance zu finden.
Danach sollten Sie idealerweise ein mittelgroßes Objekt in einen Slicer wie Cura legen und 5 Skirts anwenden, damit Sie Ihr Bett nivellieren können, während das Filament um das Modell herum extrudiert wird. Sie können leicht feststellen, wie gut Ihr Bett nivelliert ist, wenn der Skirt druckt.
2. die Temperatur im Bett erhöhen
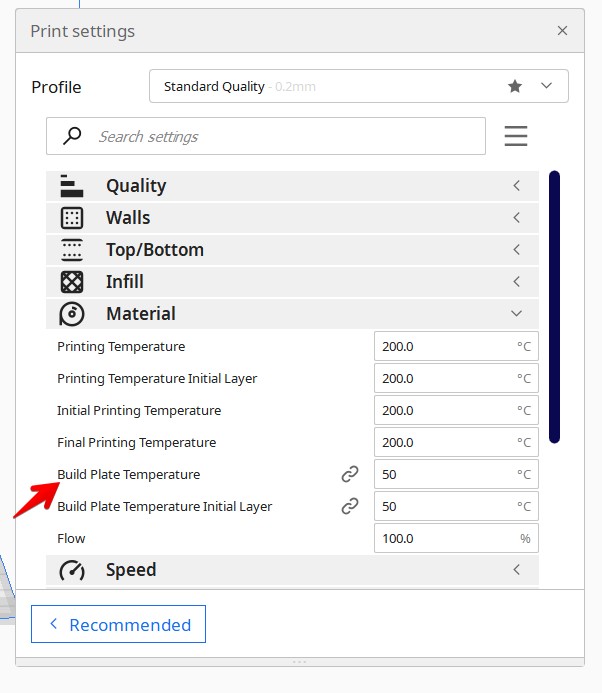
Der nächste Punkt, den Sie beachten sollten, ist die Temperatur des Druckbetts, da sie dazu beitragen kann, dass das PLA besser am Bett haftet. Wenn Sie mit PLA drucken, sollten Sie eine Betttemperatur zwischen 40 und 60 °C verwenden.
Versuchen Sie anschließend, ein Testmodell zu drucken, um zu sehen, wie das Filament haftet.
Ein Nutzer, der mit PLA 3D druckt, sagte, er habe die Haftung von PLA auf einem Glasdruckbett getestet und festgestellt, dass 50 °C für ihn am besten seien, während ein anderer Nutzer 60 °C verwendete.
3. erhöhen Sie die Drucktemperatur
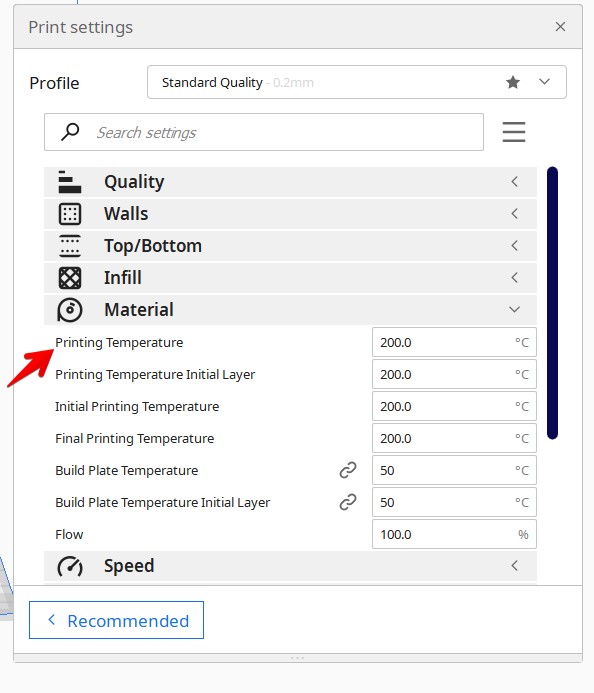
Ähnlich wie bei der Betttemperatur kann eine Erhöhung der Drucktemperatur dazu führen, dass das Filament weicher wird und besser am Bett haftet. Wenn das Filament nicht weich genug ist, kann die Haftung am Bett schwierig sein.
Die Kalibrierung der Drucktemperatur ist wichtig für eine optimale Qualität, aber wenn Sie Probleme mit der Haftung haben, versuchen Sie, die Drucktemperatur um etwa 5-10 °C zu erhöhen, um zu sehen, ob dies hilft.
4. den Z-Offset-Wert richtig einstellen
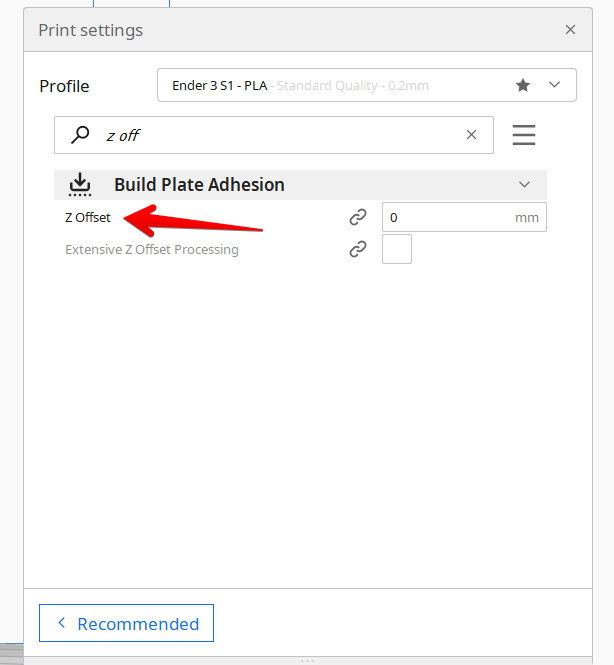
Ihr Z-Offset ist im Grunde eine Anpassung, die Ihr 3D-Drucker während des Druckvorgangs an der Düsenhöhe vornimmt. Normalerweise sollte die Düse durch die Nivellierung des Druckbetts gut genug positioniert sein, um einen Z-Offset nicht zu benötigen, aber es ist eine zusätzliche Option, die Sie nutzen können, um eine besonders genaue Nivellierung zu erreichen.
Wenn Sie feststellen, dass Ihre Düse immer noch zu weit von der Bauplatte entfernt ist, versuchen Sie, einen Z-Offset-Wert in Ihren 3D-Drucker oder Slicer einzugeben.
Ein positiver Z-Offset-Wert hebt die Düse an, während ein negativer Wert die Düse absenkt.
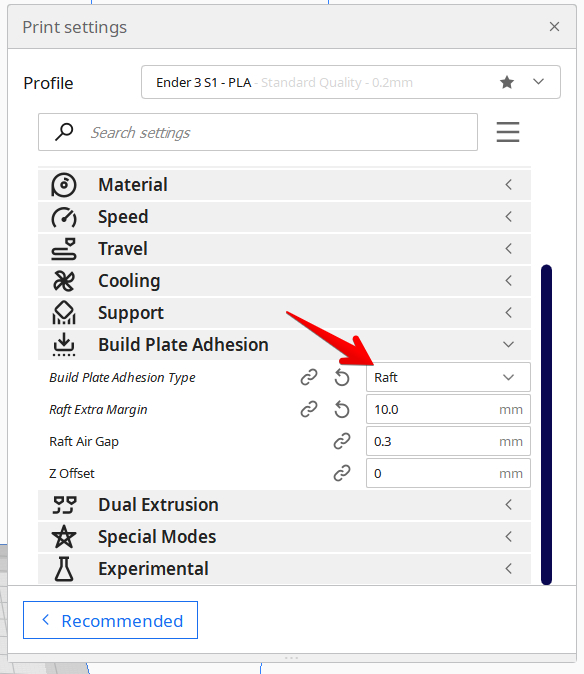
5. ein Floß oder eine Krempe verwenden

Ein Floß aus Krempe ist eine großartige Methode, um die Haftung bei PLA-3D-Drucken zu erhöhen. Ich verwende es für die meisten meiner größeren 3D-Drucke, um sicherzustellen, dass es während des gesamten Druckvorgangs auf der Bauplatte haftet.
Ein "Raft" ist im Grunde ein zusätzlicher Druck, der unter dem Modell angebracht wird, um ein stärkeres Fundament zu bilden. Ein "Raft" ist die größere und sicherere Form dieser Klebetechnik, während ein "Brim" ein dünnerer Druck ist, der um das Modell herum gedruckt wird.
Weitere Einzelheiten finden Sie in meinem Artikel Röcke vs. Krempen vs. Flöße - Ein kurzer Leitfaden für den 3D-Druck.
6. prüfen Sie, ob Ihr Bett nicht verzogen ist

Ein verzogenes 3D-Druckbett ist ein weniger häufiges, aber dennoch mögliches Problem, das die Haftung von PLA auf dem Druckbett erschwert. Einige Benutzer haben alles versucht, damit ihre Modelle auf dem Druckbett haften, aber nichts hat funktioniert.
Schließlich holten sie ein Lineal und prüften, wie flach die Bauplatte tatsächlich war, und stellten fest, dass sie sich nach dem Erhitzen verbog.
Wenn Sie herausfinden, dass Ihr Bett verzogen ist, ist das höchstwahrscheinlich die Ursache dafür, dass Ihre PLA 3D-Drucke nicht richtig haften. Ihre beste Option ist hier, die Bauoberfläche zu ersetzen.
Die flachste Oberfläche ist in der Regel Borosilikat- oder gehärtetes Glas, aber auch PEI- oder Federstahl-Druckbetten sind sehr erfolgreich.
7 Lösen Sie die Verstopfung Ihrer Düse oder wechseln Sie zu einer neuen Düse.
Eine verstopfte oder beschädigte Düse kann ebenfalls dazu beitragen, dass PLA-Drucke nicht richtig haften. Im Idealfall muss ein 3D-Drucker das Filament gleichmäßig extrudieren, um einen guten Halt auf dem Druckbett zu gewährleisten; eine verstopfte oder beschädigte Düse wirkt sich also negativ auf die Extrusion aus.
Führen Sie die "Cold Pull"-Methode durch, um das Filament zu entstopfen, oder verwenden Sie ein Reinigungsfilament, um die Düse zu reinigen.
8. reinigen Sie Ihr Druckbett
Ein verschmutztes Druckbett kann die Haftung von PLA-3D-Drucken negativ beeinflussen, vor allem, wenn Sie die Bauplatte zu oft mit öligen Händen anfassen.
Viele Leute haben erwähnt, dass sie PLA nach mehrmaligem Berühren des Bettes nicht zum Kleben bringen konnten, aber nachdem sie das Druckbett gereinigt und das Bett weniger berührt hatten, konnte es schließlich gut haften.
Außerdem können Rückstände früherer Drucke die Haftung beeinträchtigen, daher sollten Sie diese ebenfalls entfernen.
Selbst nach der Anwendung vieler anderer Maßnahmen kann das PLA-Filament anhaften, wenn Sie das Druckbett nicht reinigen:
- Nehmen Sie ein Papiertuch oder einen sauberen Lappen mit mindestens 70%igem Isopropylalkohol oder Aceton
- Tragen Sie die Reinigungslösung auf ein Papiertuch oder einen Lappen auf und wischen Sie das Bett vorsichtig ab.
- Lassen Sie das Druckbett an der Luft trocknen, damit die Flüssigkeit verdunstet, dann sollten Sie ein schön sauberes Bett haben.
- Sie können dies auch tun, wenn das Bett auf etwa 40 °C erwärmt ist, um den Reinigungs- und Verdunstungsprozess zu unterstützen.
9. die Verwendung von Bettklebstoffen
Klebstoffe wie Haarspray, Klebestifte oder sogar verschiedene Klebebänder wie Malerband oder Kaptonband können Ihnen bei der Haftung von PLA-Drucken erheblich helfen.
Es ist eine gute Idee, diese Klebstoffe auf Oberflächen wie einem Glasbett zu verwenden, und sie können sogar dazu beitragen, die Lebensdauer einiger Druckbettmaterialien zu verlängern. Sobald die erste Schicht gut auf dem Bettkleber haftet, sollte der Rest Ihres Drucks stabil sein.
Versuchen Sie, nicht zu viel Klebstoff auf dem Bett zu verwenden.
- Klebestift

- Haarspray

- Blaues Malerband

10. das Druckbett wechseln
Wenn viele dieser Lösungen nicht funktionieren, können Sie versuchen, Ihren Druck auf ein Material umzustellen, das besser haftet. Ich habe seit kurzem einen 3D-Drucker, der ein PC-Federstahlblech verwendet, und die Haftung ist wirklich gut.
Das Beste an dieser Oberfläche ist, dass sich der Druck nach dem Abkühlen des Bettes von selbst löst und nicht einmal ein Spachtel oder eine Flex zum Entfernen benötigt wird.
Ich würde dringend empfehlen, entweder ein Magnetbett, ein PEI-Bett oder ein PC-Federstahlblech für Ihren 3D-Drucker zu wählen.
Die HICTOP Flexible Stahlplattform mit PEI-Oberfläche & Magnetische Bodenplatte ist die perfekte Kombination für Ihren 3D-Drucker. Es gibt sie in verschiedenen Größen und Sie können sogar die doppelseitige Oberfläche mit glatten und strukturierten Seiten wählen.
.
11. trocknen Sie Ihr Filament
3D-Druckfilamente sind bekanntermaßen hygroskopisch, d. h. sie neigen dazu, Feuchtigkeit aus der Umgebung zu absorbieren. Wenn Ihr PLA Feuchtigkeit absorbiert, kann dies die Art und Weise, wie es extrudiert wird, sowie die Haftung beeinträchtigen.
Die Feuchtigkeit in Ihrem PLA-Filament verringert nicht nur die Haftung, sondern kann auch zu Unregelmäßigkeiten wie Blobbing und Pickel auf Ihren Modellen führen, weshalb Sie dieses Problem schnell beheben sollten.
Die einfachste Art, Ihr Filament zu trocknen, ist die Verwendung eines Filamenttrockners wie der SUNLU Upgraded Filament Dryer Box von Amazon. Sie können Ihre Filamentspule in das Gerät legen und die Temperatureinstellungen & Zeit eingeben, um die Feuchtigkeit auszutrocknen.
Weitere Informationen finden Sie in meinem Artikel Leitfaden zur Filamentfeuchtigkeit: Welches Filament nimmt Wasser auf und wie man es repariert.
Siehe auch: Einfacher Leitfaden für die Lagerung und Feuchtigkeit von 3D-Drucker-Filament - PLA, ABS & Mehr12. reduzieren Sie die Kühleinstellungen
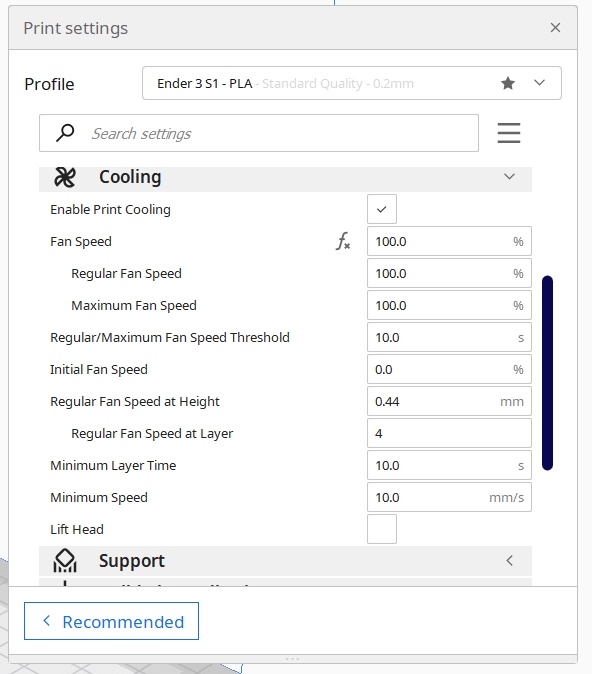
Ihre Schneidemaschine sollte das Kühlgebläse für die ersten Lagen ausschalten, um die Haftung zu verbessern, aber Sie sollten sich vergewissern, dass dies richtig eingestellt ist. Sie können die Höhe der Lage, bei der das Gebläse eingeschaltet wird, erhöhen, um die Haftung zu verbessern, wenn Sie nach diesen Lagen Verwerfungen bekommen.
PLA druckt in der Regel am besten, wenn der Lüfter auf 100 % steht, daher würde ich davon abraten, den Prozentsatz herunterzudrehen.
Vergewissern Sie sich, dass die anfängliche Gebläsedrehzahl auf 0 % und die reguläre Gebläsedrehzahl auf 100 % eingestellt ist. Wenn Sie ein Floß haben, sollte dies für eine gute Haftung kein allzu großes Problem darstellen, da es als breite Grundlage für die Haftung Ihres Drucks dient.
Weitere Informationen zum Thema Kühlung finden Sie in meinem Artikel Wie Sie die perfekten Kühlungs- und Gebläseeinstellungen für den Druck finden.
13. die Druckgeschwindigkeit der ersten Ebene verringern

Die Geschwindigkeit, mit der die erste Schicht gedruckt wird, oder die Initial Layer Speed sollte nicht zu hoch sein, damit die erste Schicht gut am Bett haften kann. Cura sollte einen Standardwert von 20mm/s haben, der sehr gut funktioniert.
Vergewissern Sie sich, dass die anfängliche Schichtgeschwindigkeit niedrig genug ist, damit Ihre Drucke bestmöglich auf der Druckoberfläche haften.
Unabhängig davon, wie Sie Ihre Druckgeschwindigkeit ändern, wird die anfängliche Schichtgeschwindigkeit nicht von anderen Einstellungen beeinflusst, sie sollte also gleich bleiben. Ein Benutzer, der viele Lösungen ausprobierte, um PLA zum Kleben zu bringen, stellte fest, dass er das Problem schließlich löste, nachdem er seine anfängliche Schichtgeschwindigkeit reduziert hatte.
Siehe auch: Ist es illegal, einen 3D-Drucker zu benutzen? - Waffen, MesserIch habe einen sehr nützlichen Artikel mit dem Titel Was ist die beste Druckgeschwindigkeit für den 3D-Druck? Perfekte Einstellungen geschrieben, den Sie sich unbedingt ansehen sollten.
14 Erhöhen Sie die Fließgeschwindigkeit der ersten Schicht.
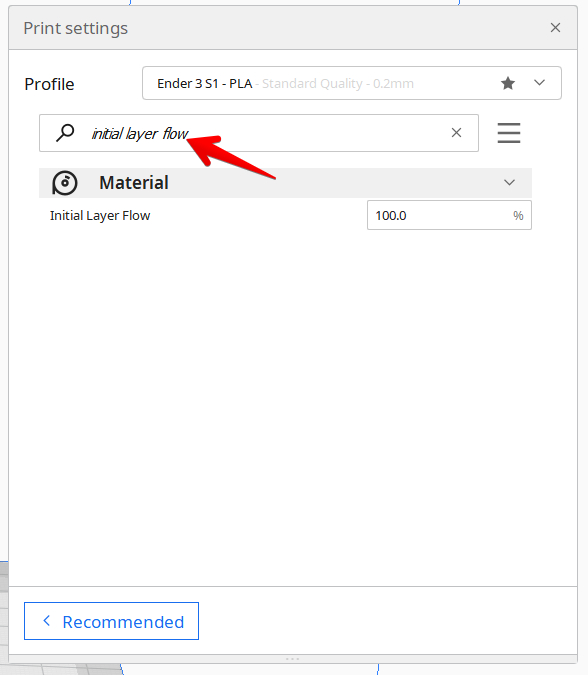
Diese Einstellung ist ein netter kleiner Trick, mit dem Sie mehr Material nur für die erste Schicht extrudieren können, in Cura Initial Layer Flow genannt. Es ist ein Prozentsatz, der standardmäßig auf 100% steht, um Ihr PLA stärker in die Bauplatte zu drücken, um die Bettadhäsion zu verbessern.
Sie müssen wahrscheinlich nach den Einstellungen suchen, wie sie in der Abbildung oben gezeigt werden, da sie standardmäßig nicht angezeigt werden.
Diese Einstellung wird normalerweise verwendet, wenn das Bett schlecht nivelliert ist, d. h. wenn das Bett zu nah ist, wird der Durchfluss reduziert, während er bei einem zu weit entfernten Bett erhöht wird. Bei einem richtig nivellierten Bett sollte diese Einstellung jedoch nicht erforderlich sein.
PLA haftet nicht am Bett - Glas, PEI, magnetisch
Nachfolgend finden Sie einige Tipps und Tricks für verschiedene Arten von Druckbetten, die Sie anwenden können, wenn Sie beim Drucken von PLA mit Haftungsproblemen konfrontiert sind. Die meisten dieser Tipps und Tricks lassen sich auf alle drei Arten von Druckbetten anwenden.
- Reinigen Sie die Oberfläche von Zeit zu Zeit mit 70%iger oder 99%iger IPA-Lösung oder einem ähnlichen Reinigungsmittel.
- PEI-Folien gelten als die am besten geeignete Lösung für dieses Problem, da sie von vielen Benutzern geschätzt werden.
- Einer der Nutzer behauptete in seiner Amazon-Rezension auch, dass PEI-Folien es ermöglichen, dass die PLA am Bett haften bleibt, selbst wenn das Bett einen leichten Fehler in der Balance oder in der Höhe aufweist.
- Manche Leute empfehlen, das Glasbett mit Schleifpapier etwas aufzurauen, auch wenn dadurch die glatte Oberfläche beeinträchtigt werden kann, die man normalerweise erhält.
- Ich habe von Anwendern gehört, die mit normalem Bilderrahmenglas für PLA-3D-Drucke erfolgreich sind.
Ein Nutzer behauptete, er habe zur Reinigung eine Mischung aus Wasser und Salz verwendet und die Platte anschließend vollständig trocknen lassen.
Dadurch konnte das Wasser verdampfen, während die Salzreste auf der Glasoberfläche zurückblieben. Diese Praxis erhöhte die Haftung des Bettes und funktionierte bei ihm fast immer.
Ein anderer Nutzer schlug vor, dasselbe Verfahren mit Zuckerwasser anzuwenden, da er der Meinung ist, dass alle kristallinen Substanzen die gleichen Ergebnisse auf dem Druckbett erzielen.