
Enhavtabelo
PLA estas la plej populara 3D-presa filamento kaj estas kutime facile printa sed foje homoj havas problemojn, ke PLA ne algluiĝas al la lito, ĉu ĝi estas vitro, PEI aŭ magneta surfaco. Mi decidis skribi artikolon helpantan homojn igi PLA algluiĝi bele.
La plej bona metodo por igi PLA algluiĝi al la presita lito estas ĝuste ebenigi vian liton kaj uzi bonan liton & presanta temperaturo tiel la filamento estas sufiĉe mola por aliĝi bele. Vi ankaŭ povas uzi floson/randon por provizi pli fortan fundamenton por via modelo. Kontrolu, ke via ajuto ne estas ŝtopita aŭ difektita kaj purigu vian presitan liton.
Ĉi tiu estas la baza respondo sed estas pli gravaj informoj, kiujn vi volas scii, do daŭre legu ĉi tiun artikolon.
Kial PLA Ne Aliĝas al Mia Konstrua Surfaco?
Havi bonan unuan tavolon en iu ajn 3D-presaĵo estas la plej grava kaj esenca faktoro ĉar ajna negrava problemo ĉe ĉi tiu punkto povas ĝeni la forton kaj sukceson de la tuta presa modelo.
Se vi volas sukcesan 3D-presaĵon, kiu havas ĉiujn punktojn ĝuste markitaj, vi devas certigi, ke la unua tavolo algluiĝas al la presaĵlito en formo. efika maniero. Ĉi tiu estas la faktoro, kiu estas ĉefe konata kiel lito-adhero de 3D-presilo.
Kvankam PLA estas la plej ofta kaj plej facila 3D-filamento por uzi por presaj celoj, ĝi ankoraŭ povas kaŭzi algluiĝajn problemojn foje. Malsupre estas la plej elstaraj kialojRegula Ventila Rapido ĉe Tavolo. Se vi havas Floson, ĉi tio ne devus esti tro da problemo por akiri bonan aliĝon ĉar ĝi funkcias kiel larĝa bazo por ke via presaĵo adheru.
Por pliaj informoj pri malvarmigo, rigardu mian artikolon Kiel. Akiri la Perfektan Presan Malvarmigon & Agordoj de ventumiloj.
13. Malpliigu Vian Komencan Tavolrapidecon

La rapideco kun kiu via unua tavolo presas aŭ la Komenca Tavola Rapido ne devus esti tro alta, do via unua tavolo havas la kapablon aliĝi. al la lito bele. Cura devus havi defaŭltan valoron de 20 mm/s kiu funkcias vere bone.
Kontrolu, ke via Komenca Tavola Rapido estas sufiĉe malalta por doni al viaj presaĵoj la plej bonan ŝancon algluiĝi al la konstrusurfaco.
Vidu ankaŭ: Plej bonaj Ender 3 Malvarmiga Ventimil Ĝisdatigoj - Kiel Fari Ĝin ĜusteSendepende de kiel vi ŝanĝas vian presan rapidecon, la Komenca Tavola Rapido ne estas tuŝita de iuj aliaj agordoj, do ĝi devus resti la sama. Unu uzanto, kiu provis multajn korektojn por igi PLA algluiĝi, trovis, ke post redukto de sia Komenca Tavola Rapido, li finfine solvis la problemon.
Mi skribis sufiĉe utilan artikolon nomitan Kio estas la Plej Bona Presa Rapido por 3D Presado? Perfektaj Agordoj, do bonvolu kontroli tion.
14. Pliigu Vian Komencan Tavolan Fluo-Informon
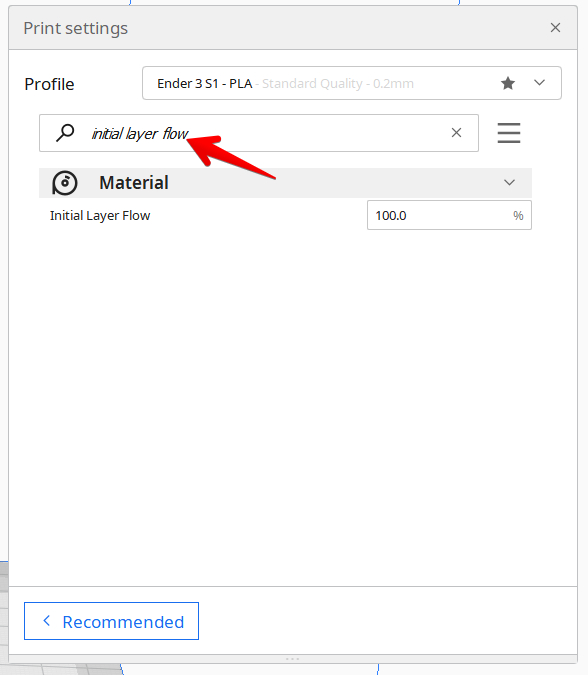
Ĉi tiu agordo estas bela malgranda lertaĵo, kiun vi povas uzi por eltiri pli da materialo nur por la unua tavolo, nomata Komenca Tavola Fluo en Cura. Ĝi estas procento, kiu defaŭlte al 100% por puŝi vian PLA pli fortela konstruplato por plibonigi litan adheron.
Vi verŝajne devos serĉi la agordojn kiel montrite en la supra bildo ĉar ĝi ne montras defaŭlte.
Ĝi estas kutime uzata se vi havas malbone ebenigitan liton, do se la lito estas tro proksima, vi reduktus la fluon, dum pliigus la fluon se la lito estus tro malproksime. Vi tamen ne devus uzi ĉi tiun agordon se vi havas taŭge ebenigitan liton.
Kiel ripari PLA ne algluiĝanta al lito – Vitra, PEI, Magneta
Malsupre estas kelkaj konsiletoj kaj lertaĵoj. kiuj estas por malsamaj specoj de presitaj litoj, por ke vi povu uzi ilin se vi alfrontas problemojn pri aliĝo dum presado de PLA. Plejparto de ĉi tiuj povas esti aplikitaj al ĉiuj tri specoj de presataj litaj surfacoj.
- Purigu la surfacon ĉiufoje kun 70% aŭ 99% IPA-solvo, aŭ simila purigadprodukto
- PEI-tukoj estas konsiderataj la plej taŭga solvo al ĉi tiu problemo ĉar ili estis aprezitaj de multaj uzantoj.
- Unu el la uzantoj ankaŭ asertis en sia Amazon-recenzo, ke PEI-tukoj permesas al PLA algluiĝi al la lito eĉ se la lito havas etan difekton en sia ekvilibro aŭ nivelo.
- Kelkaj homoj rekomendas fari vian vitran liton iomete malglata uzante sablon, kvankam ĝi povus influi la glatan finaĵon, kiun vi kutime ricevas.
- Mi 'aŭdis pri uzantoj sukcesante kun normala bildkadra vitro por PLA 3D-presaĵoj.
Uzanto asertis, ke li uzis miksaĵon de akvo kaj salo por purigado.celoj. Poste li lasis la teleron sekiĝi tute.
Tiu faktoro permesis al la akvo vaporiĝi dum lasante la salrestaĵojn sur la vitra surfaco. Ĉi tiu praktiko pliigis la liton adheron kaj funkciis por li preskaŭ ĉiam.
Alia uzanto sugestis la saman proceduron kun sukerakvo ĉar li kredas ke iuj kristalaj substancoj havos la samajn rezultojn sur la presaĵlito.
malantaŭ PLA ne algluiĝas al la litosurfaca afero:- La Lito Ne Estas Taŭge Ebenigita
- La Temperaturo de Lito Estas Tro Malalta
- La Presanta Temperaturo estas Tro Malalta
- Malĝusta z-offset-valoro
- ne uzante floson aŭ brimon
- lito estas varmigita
- cigaredingo ŝtopita aŭ damaĝita
- presita lito ne estas pura
- Ne Uzanta Litajn Gluojn
- Konstrua Plaka Materialo Mankas Adhero
- Filamenta Sorbita Humideco
- Malvarmigo estas Tro Alta
- Unua Tavola Presa Rapido estas Tro Alta
- Komenca Tavola Fluo-Kvanto Malalta
Kiel ripari PLA ne algluiĝanta al lito?
Kvankam estas diversaj faktoroj kiuj povas esti kaŭzo de ĉi tio. afero, vi ne devas esti maltrankvila ĉar ĉiu kaŭzo havas sian propran solvon ankaŭ. Nur restu trankvila, trovu la problemon kun via 3D presilo kaj iru kun la plej taŭga solvo.
- Ebenigi la Presan Liton
- Pliigu la Temperaturon de Via Lito
- Pliigu Vian Liton. Presa Temperaturo
- Agordu Vian Z-Ofsetan Valoron Ĝuste
- Uzu Floson aŭ Randon
- Kontrolu, ke Via Lito Ne Estas Deformata
- Malŝtopu Vian Ajuton aŭ Ŝanĝu al Nova Ajuto
- Purigu Vian Presan Liton
- Uzu Litajn Gluojn
- Ŝanĝu Vian Presan Liton
- Sekigu Vian Filamenton
- Reduku Vian Malvarmigaj Agordoj
- Malpliigu Vian Unuan Tavolan Presan Rapidon
- Pligrandigu Vian Komencan Tavolan Flukvanton
1. Ebenigi la Presan Liton
La unua afero, kiun vi devus fari, kiam PLA ne algluiĝas al la presita lito, estas ebenigi vian liton. Lakialo ĉi tio funkcias estas ĉar vi volas, ke la eltrudita filamento havu optimuman distancon inter la lita surfaco kaj la ajuto, do ĝi havas iom da premo sur la konstruplato.
La kutima distanco estas konata esti ĉirkaŭ 0.1mm aŭ la dikeco de A4-peco de papero.
Kiam via lito estas malebena, la eltrudita filamento aliĝos al la lito en iuj lokoj kaj ne en aliaj, kondukante al presaj misfunkciadoj.
Estas du. ĉefaj manieroj por ebenigi vian liton, ĉu per mana ebenigo aŭ aŭtomata nivelado.
Mana Litonivelado
- Uzu la kvar litajn nivelajn tenojn kutime ekipitajn ĝuste sub la presaĵlito por levi aŭ malaltigi la lito
- Komencu per poziciigado de la ajuto ĉe sia defaŭlta aŭ plej taŭga pozicio per aŭtomate alkonduko de la presilo.
- La ajuto ne devus esti tro malproksime de la lito kiam vi hejmen al la presilo. . Vi eble bezonos alĝustigi la ŝraŭbojn sur la aluminia lito aŭ movi la Z-finŝtopilon
- Estas bona ideo varmigi vian liton al la kutima prestemperaturo (ĉirkaŭ 50°C).
- Vi povas komenci per la malsupra-maldekstra angulo kaj ĝustigi la nivelan butonon ĝis la ajuto proksimas
- Prenu vian paperpecon kaj metu ĝin sub la ajuton, tiam mallevu la litan ebenigon ĝis estos sufiĉe da spaco por skuu la paperon.
- Iam la papero montras signojn de frotado laŭ unu angulo, movu al la sekva angulo kaj provu la distancon en la sama maniero.
- Iam la distanco estas la sama surĉiuj anguloj kaj la mezo, vi povas provi presaĵon por vidi ĉu la problemo estas solvita laŭdezire.
Uzante Aŭtomatan Liton-Ebenigadon
- Aŭtomataj litonivelaj funkcioj kutime prenas helpo de litoniveliga sensilo kiu havas antaŭdifinitan scenaron de funkciado.
- Simple iru en la menuon de la presilo uzante ĝian malgrandan ekranon.
- Devus esti opcio de Litonivelado sur la kontrola ekrano de via presilo.
- Premu ĉi tion, tiam ĝi devus fari la kutiman aŭtomatan litniveligon kaj aŭtomate ĝustigi distancojn surbaze de la mezuradoj.
Ekzemplo de aŭtomata litniveligo estus la ANTCLABS BLTouch Aŭtomata Litniveligo. Sensilo de Amazon. Ĝi funkcias kun ĉiaj litaj materialoj kaj havas precizecon de ĉirkaŭ 0,005 mm. Ĝi ankaŭ venas kun 1M-konektila etendokablo.

Profesiulo-Konsilo: Se vi iras kun la funkcio de Aŭtomata Lito-Ebenigado, estas esence agordi la valoro de Z-offset perfekte por taŭga ekvilibro.
Post ĉi tio, vi devus ideale meti mezgrandan objekton en tranĉilon kiel Cura, apliku 5 Jupojn por ke vi povu ebenigi vian liton dum la filamento estas elmetita ĉirkaŭe. la modelo. Vi povas facile konstati kiom bone ebeniĝas via lito kiam la Jupo presas.
2. Pliigu Vian Litan Temperturon
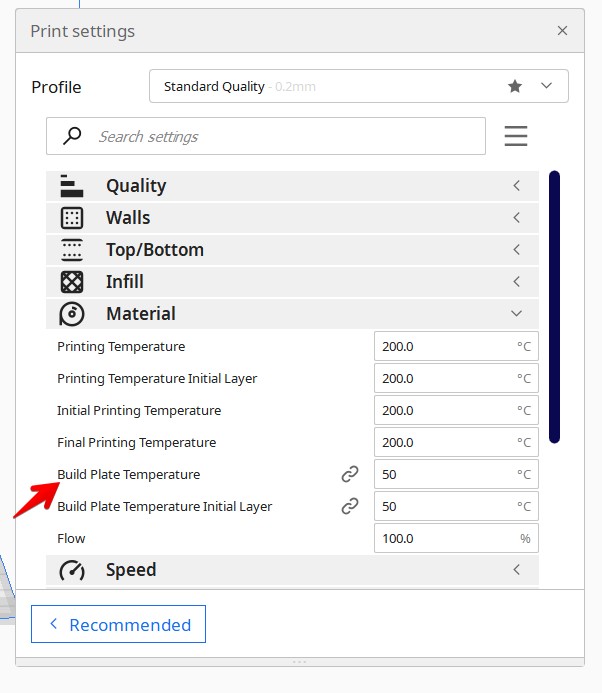
La sekva afero, kiun vi volas rigardi, estas via lita temperaturo, ĉar ĝi povas helpi la PLA pli bone aliĝi al la lito. Kiam vi presas per PLA, uzu litontemperaturo inter 40-60°C.
Farinte tion, provu presi testan modelon por vidi kiel la filamento aliĝas.
Unu uzanto, kiu presas 3D per PLA, diris, ke li testis aliĝon de PLA. sur vitra preslito kaj trovis ke 50°C funkciis por li, dum alia uzanto faris 60°C.
3. Pliigu Vian Presan Temperturon
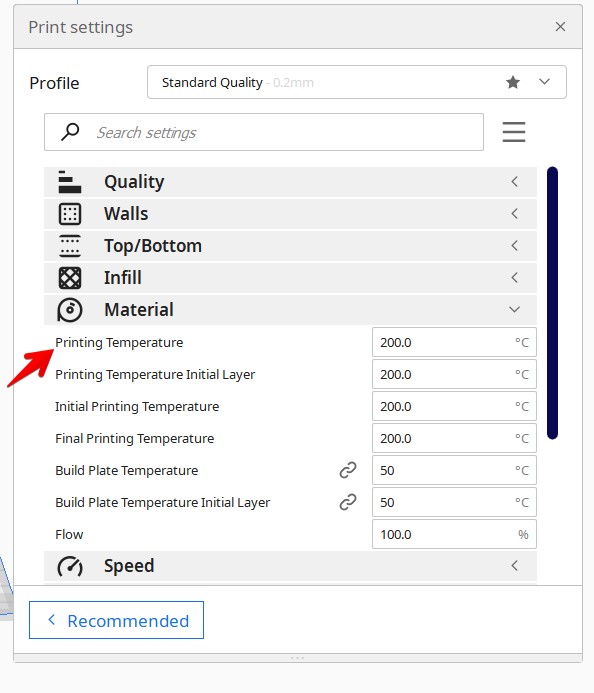
Simile al via lita temperaturo, plialtigi la presan temperaturon povas igi vian filamenton pli mola, kio ebligas ĝin pli bone algluiĝi al la lito. Kiam via filamento ne estas sufiĉe moligita, aliĝo al la lito povas esti malfacila.
Kalibri vian presan temperaturon estas grava por la plej bona kvalito, sed se vi havas problemojn kun adhero, provu pliigi vian presan temperaturon per ĉirkaŭ 5-10°C kaj vidu ĉu tio helpas.
4. Agordu Vian Z-Ofset-Valon Ĝuste
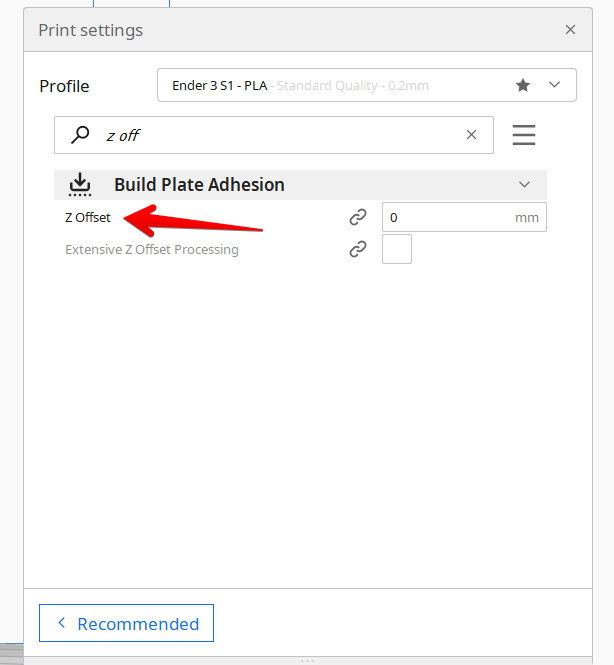
Via Z-Ofseto estas esence alĝustigo, kiun via 3D presilo faras al la ajualteco dum la presa procezo. Kutime, ebenigi vian presan liton devus meti vian ajuton estas sufiĉe bona loko por ne bezoni Z-Ofseton, sed ĝi estas ekstra opcio por vi uzi por akiri tiun ekstran precizan ebenigon.
Se vi rimarkas vian ajuton. estas ankoraŭ tro malproksime de la konstruplato, provu enigi Z-Ofset-valoron en via 3D presilo aŭ tranĉilo.
Pozitiva Z-Offset-valoro altigos la ajuton dum negativa valoro malaltigos la ajuton.
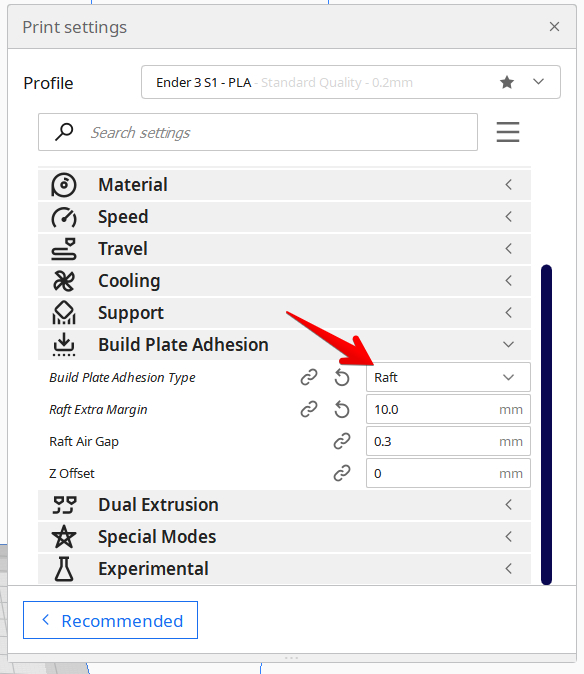
5. Uzu Floson aŭ Rando

Floson darando estas bonega metodo por pliigi aliĝon kun PLA 3D-presaĵoj. Mi uzas ĝin por la plej multaj el miaj pli grandaj 3D presaĵoj por certigi, ke ĝi aliĝas al la konstruplato dum la tuta presa procezo.
Floso/rando estas esence kroma subtena presaĵo aldonita sub via modelo por helpi konstrui pli fortan fundamenton. . Floso estas la pli granda kaj pli sekura formo de ĉi tiu konstruplata adhera tekniko, dum rando estas pli maldika presaĵo, kiu presas ĉirkaŭ la modelo.
Rigardu mian artikolon Jupoj Vs Randoj Vs Rafts – Rapida Gvidilo pri Presado 3D. por pliaj detaloj.
6. Kontrolu, ke Via Lito Ne Estas Vardita

Deforma 3D-presa lito estas malpli ofta sed ankoraŭ ebla problemo, kiu malfaciligas PLA aliĝi al la presa lito. Kelkaj uzantoj provis absolute ĉion por igi siajn modelojn algluiĝi al la presaĵlito kaj nenio funkciis.
Ili finis akiri regulon kaj testi kiom plata estis la reala konstruplato kaj trovis ke ĝi fleksiĝas post esti varmigita. .
Se vi konstatas, ke via lito estas misformita, tio plej verŝajne estas la kaŭzo, ke viaj PLA 3D-presaĵoj ne algluiĝas ĝuste. Via plej bona elekto ĉi tie estas anstataŭigi la konstrusurfacon.
La plej plata konstrusurfaco estas kutime borosilikata aŭ hardita vitro. Homoj havas multan sukceson kun PEI aŭ printempa ŝtalo presataj litoj.
7. Malŝtopu Vian Ajuton aŭ Ŝanĝu al Nova Ajuto
Ajuto kiu estas ŝtopita aŭ difektita ankaŭ povaskontribuu, ke PLA-presaĵoj ne algluiĝas ĝuste. Ideale, 3D-presilo devas elstari filamenton glate por akiri bonan tenon sur la liton, do se la ajuto estas ŝtopita aŭ difektita, ĝi negative influos eltruadon.
Faru la metodon "Malvarma Tiro" por malŝtopi. vian filamenton aŭ uzu purigan filamenton por purigi la ajuton.
8. Purigu Vian Presan Liton
Presaĵlito, kiu havas malpuraĵon kaj malpuraĵon, povas negative influi la adheron de PLA 3D-presaĵoj, precipe kiam vi tro tuŝas la konstruplaton per oleaj manoj.
Multaj homoj havas menciis, ke tuŝinte sian liton plurfoje, ili ne povis igi PLA algluiĝi, sed post purigado de la presaĵlito kaj tuŝado de la lito malpli, ili finfine akiris bonan aliĝon.
Krome al tio, foje la lito. postlasitaj restaĵoj de antaŭaj presaĵoj povas redukti aliĝon, do nepre purigu tion ankaŭ.
Eĉ post aplikado de multaj aliaj korektoj, se vi ne purigas la presaĵbeton, povas esti problemo por PLA-filamento. bastonu, do trapasu la purigan procezon:
- Akiru papertukon aŭ puran tukon kun almenaŭ 70% izopropila alkoholo aŭ acetono
- Apliku la purigan solvon al la papera tuko aŭ tuko. kaj viŝu la liton milde
- Lasu la presitan liton aere sekiĝi, por ke la likvaĵo vaporiĝu, tiam vi devus havi belan puran liton
- Vi povas ankaŭ fari tion kiam la lito varmiĝas ĝis ĉirkaŭ 40. °C por helpi pri la purigado kaj vaporiĝoprocezo.
9. Uzu Litajn gluojn
Litaj gluoj kiel harspray, glubastonoj, aŭ eĉ malsamaj glubendoj kiel Painter's bendo aŭ Kapton-bendo povas signife helpi vin por algluiĝi PLA-presaĵoj.
Estas bona ideo. uzu ĉi tiujn gluojn sur surfacoj kiel vitra lito, kaj ili eĉ povas helpi plilongigi la vivon de iuj presaj litmaterialoj. Post kiam la unua tavolo algluiĝas bele al la lita gluaĵo, la resto de via presaĵo devas esti stabila.
Provu ne superflugi kun la kvanto da gluaĵo, kiun vi uzas sur la lito.
- Glua bastoneto

- Hara Sprayo

- Blua Pentristo Bendo

10. Ŝanĝu Vian Presan Liton
Se multaj el ĉi tiuj korektoj ne funkcias, vi povas provi ŝanĝi vian presaĵon al materialo pli gluebla. Mi lastatempe akiris 3D-presilon, kiu uzas komputilan risortan ŝtalon kaj la adhero estas vere bona.
Unu el la plej bonaj aferoj pri ĉi tiu konstrua surfaco estas, ke post kiam la littemperaturo malvarmiĝas, la presaĵo efektive malfiksas per si mem. kaj eĉ ne bezonas iun ajn spatelon aŭ flekson por forigi.
Mi tre rekomendus iri aŭ magnetan liton, PEI-liton aŭ komputilan risortan ŝtaltukon por via 3D-presilo.
La Fleksebla Ŝtala Platformo HICTOP kun PEI-Surfaco & Magneta Malsupra Folio estas la perfekta kombinaĵo por via 3D presilo. Ĝi venas en gamo da grandecoj kaj vi eĉ povas elekti la duoblan flankonsurfaco kun glataj kaj teksturitaj flankoj.
.
11. Sekigi Vian Filamenton
3D-presa filamento estas konata kiel higroskopa, kio signifas, ke ili estas inklinaj sorbi humidon de la medio. Kiam via PLA sorbas humidon, ĝi povas influi la manieron en kiu ĝi estas eltrudita, same kiel la adheron.
Krome al redukto de adhero, humideco ene de via PLA-filamento povas kaŭzi neperfektaĵojn kiel ŝvelaĵojn kaj krevojn sur viaj modeloj, do vi volas ripari ĉi tiun problemon rapide.
La simpla maniero por sekigi vian filamenton estas uzi filamentan sekigilon kiel la SUNLU Altgradigita Filamenta Sekigilo de Amazon. Vi povas meti vian bobenon da filamento en la maŝinon kaj enigi la temperaturajn agordojn & tempo por sekigi la humidon.
Rigardu mian artikolon Gvidilo pri Filamenta Humideco: Kiu Filamento Absorbas Akvon? Kiel Ripari Ĝin por pliaj informoj.
12. Reduktu Viajn Malvarmigajn Agordojn
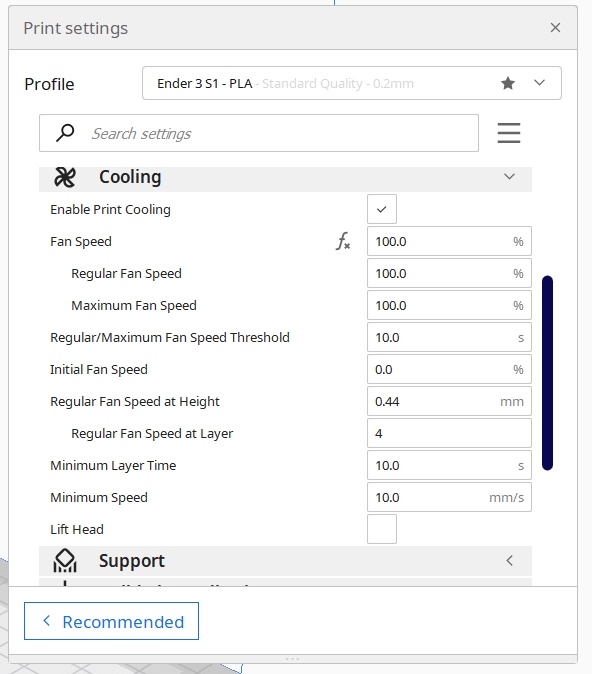
Via tranĉilo devas malŝalti la malvarmigantan ventolilon por la unuaj tavoloj por helpi al adhero, sed vi volas duoble kontroli, ke ĉi tio estas ĝuste agordita. . Vi eble volas pliigi la altecon de tavolo, kiun via ventumilo venas por helpi kun adhero, se vi preterpasas tiujn tavolojn.
PLA kutime presas plej bone kiam la malvarmiga ventolilo estas je 100%, do mi konsilus kontraŭ. malkreskante la procenton.
Certigu, ke la Komenca Ventila Rapido estas je 0% kaj la Regula Ventila Rapido estas je 100%, sed konsideru ŝanĝi la