
Tartalomjegyzék
A PLA a legnépszerűbb 3D nyomtatási filament, és általában könnyű nyomtatni, de néha az embereknek gondot okoz, hogy a PLA nem tapad az ágyhoz, legyen az üveg, PEI vagy mágneses felület. Úgy döntöttem, írok egy cikket, ami segít az embereknek, hogy a PLA szépen tapadjon.
A legjobb módszer arra, hogy a PLA a nyomtatóágyhoz tapadjon, ha megfelelően kiegyenlíti az ágyat, és jó ágyat & amp; nyomtatási hőmérsékletet használ, így a filament elég puha ahhoz, hogy szépen tapadjon. Használhat egy tutajt/peremet is, hogy erősebb alapot biztosítson a modelljének. Ellenőrizze, hogy a fúvókája nem eltömődött vagy sérült-e, és tisztítsa meg a nyomtatóágyat.
Ez az alapvető válasz, de van még több fontos információ, amit tudni szeretne, ezért olvassa végig ezt a cikket.
Miért nem tapad a PLA az építési felületemhez?
A jó első réteg minden 3D nyomtatásban a legfontosabb és leglényegesebb tényező, mert bármilyen apró probléma ezen a ponton megzavarhatja az egész nyomtatott modell szilárdságát és sikerét.
Ha sikeres 3D nyomtatást szeretne, amelynek minden pontja megfelelően kipipálva van, akkor meg kell győződnie arról, hogy az első réteg hatékonyan tapad a nyomtatóágyhoz. Ez az a tényező, amelyet elsősorban 3D nyomtató ágytapadásként ismerünk.
Bár a PLA a leggyakoribb és legkönnyebben használható 3D filament a nyomtatási célokra, néha még mindig okozhat tapadási problémákat. Az alábbiakban a PLA nem tapad az ágyfelülethez problémájának legjelentősebb okai következnek:
- Az ágy nincs megfelelően kiegyenlítve
- Az ágy hőmérséklete túl alacsony
- A nyomtatási hőmérséklet túl alacsony
- Rossz Z-Offset érték
- Tutaj vagy perem használatának mellőzése
- Az ágy elferdült
- Dugult vagy sérült fúvóka
- A nyomtatóágy nem tiszta
- Nem használunk ágyragasztót
- Az építőlemez anyagának nincs tapadása
- Szál elnyelt nedvesség
- A hűtés túl magas
- Az első réteg nyomtatási sebessége túl magas
- Kezdeti réteg áramlási sebesség Alacsony
Hogyan lehet kijavítani a PLA nem ragaszkodik az ágyhoz?
Bár különböző tényezők okozhatják ezt a problémát, nem kell aggódnia, mivel minden oknak megvan a maga megoldása is. Csak maradjon nyugodt, keresse meg a 3D nyomtatójával kapcsolatos problémát, és válassza a legmegfelelőbb megoldást.
- A nyomtatóágy kiegyenlítése
- Növelje az ágy hőmérsékletét
- Növelje a nyomtatási hőmérsékletet
- A Z-eltolás értékének helyes beállítása
- Használjon tutajt vagy peremet
- Ellenőrizze, hogy az ágya nem ferde
- A fúvóka duguláselhárítása vagy új fúvókára való cseréje
- Tisztítsa meg a nyomtatóágyat
- Ágyragasztók használata
- Változtassa meg a nyomtatóágyat
- Szárítsa meg a filamentet
- Csökkentse a hűtési beállításokat
- Az első réteg nyomtatási sebességének csökkentése
- Növelje a kezdeti réteg áramlási sebességét
1. A nyomtatóágy kiegyenlítése
Ha a PLA nem tapad a nyomtatóágyhoz, az első dolog, amit tennie kell, hogy kiegyenlíti az ágyat. Ez azért működik, mert azt szeretné, ha az extrudált filamentum optimális távolságra lenne az ágy felülete és a fúvóka között, hogy némi nyomást gyakoroljon a build plate-re.
A szokásos távolság ismert, hogy körülbelül 0,1 mm vagy egy A4-es papír vastagsága.
Ha az ágy egyenetlen, az extrudált szál egyes helyeken megtapad az ágyon, máshol pedig nem, ami nyomtatási hibákhoz vezet.
Az ágy szintezésének két fő módja van: kézi szintezéssel vagy automatikus szintezéssel.
Kézi ágykiegyenlítés
- A nyomtatóágy emeléséhez vagy süllyesztéséhez használja az általában közvetlenül a nyomtatóágy alatt található négy ágyszintállító gombot.
- Kezdje a fúvóka alapértelmezett vagy a legmegfelelőbb pozícióba helyezésével a nyomtató automatikus helymeghatározásával.
- A fúvóka nem lehet túl messze az ágytól, amikor hazaér a nyomtatóhoz. Lehet, hogy az alumínium ágy csavarjait kell beállítania, vagy a Z végállást kell áthelyeznie.
- Jó ötlet, ha az ágyat a szokásos nyomtatási hőmérsékletre (kb. 50 °C) melegíti fel.
- Kezdje a bal alsó sarokkal, és állítsa be a szintezőgombot, amíg a fúvóka közel nem kerül a fúvókához.
- Vegye elő a papírdarabot, és helyezze a fúvóka alá, majd engedje le az ágy szintezőgombját, amíg éppen elég hely marad a papír tekergetéséhez.
- Ha a papír egy szögben a súrlódás jeleit mutatja, menjen a következő sarokba, és ugyanígy tesztelje a távolságot.
- Ha a távolság minden sarkon és középen azonos, akkor próbanyomtatással ellenőrizheti, hogy a probléma megoldódott-e a kívánt módon.
Automatikus ágykiegyenlítő funkció használata
- Az automatikus ágykiegyenlítő funkciók általában egy ágykiegyenlítő érzékelő segítségével működnek, amely előre meghatározott működési forgatókönyvvel rendelkezik.
- Egyszerűen lépjen be a nyomtató menüjébe a kis képernyő segítségével.
- A nyomtató vezérlőképernyőjén lennie kell egy Bed Leveling (ágykiegyenlítés) opciónak.
- Ha ezt megnyomja, akkor a szokásos automatikus ágykiegyenlítést kell elvégeznie, és a mérések alapján automatikusan beállítja a távolságokat.
Egy példa az automatikus ágyegyengetőre az ANTCLABS BLTouch automatikus ágyegyengető érzékelő az Amazonról. Mindenféle ágyanyaggal működik, és körülbelül 0,005 mm-es pontossággal rendelkezik. 1 m-es csatlakozós hosszabbító kábellel is rendelkezik.

Profi tipp: Ha az Automatikus ágykiegyenlítés funkciót választja, a megfelelő egyensúly érdekében feltétlenül szükséges a Z-eltolás értékének tökéletes beállítása.
Ezután ideális esetben egy közepes méretű objektumot helyezel egy szeletelőbe, mint például a Cura, alkalmazz 5 Szoknyát, hogy kiegyenlíthesd az ágyadat, miközben a filament extrudálódik a modell körül. Könnyen meg tudod állapítani, hogy az ágyad mennyire van kiegyenlítve, amikor a Szoknya nyomtat.
2. Növelje az ágy hőmérsékletét
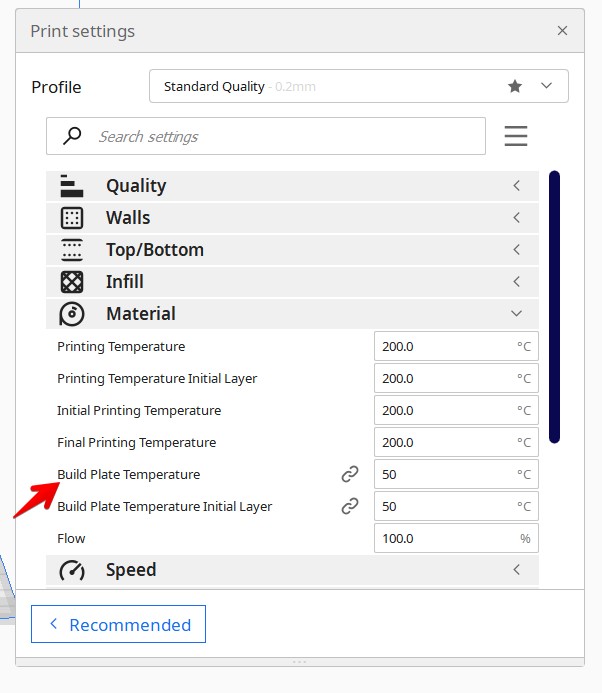
A következő dolog, amit meg kell vizsgálnia, az ágy hőmérséklete, mivel ez segíthet a PLA jobb tapadásában az ágyhoz. Ha PLA-val nyomtat, használjon 40-60°C közötti ágyhőmérsékletet.
Ha ezt megtette, próbáljon ki egy tesztmodellt nyomtatni, hogy lássa, hogyan tapad a szál.
Az egyik felhasználó, aki PLA-val 3D nyomtat, elmondta, hogy tesztelte a PLA tapadását egy üveg nyomtatóágyon, és úgy találta, hogy 50°C működött nála, míg egy másik felhasználó 60°C-ot használt.
3. Növelje a nyomtatási hőmérsékletet
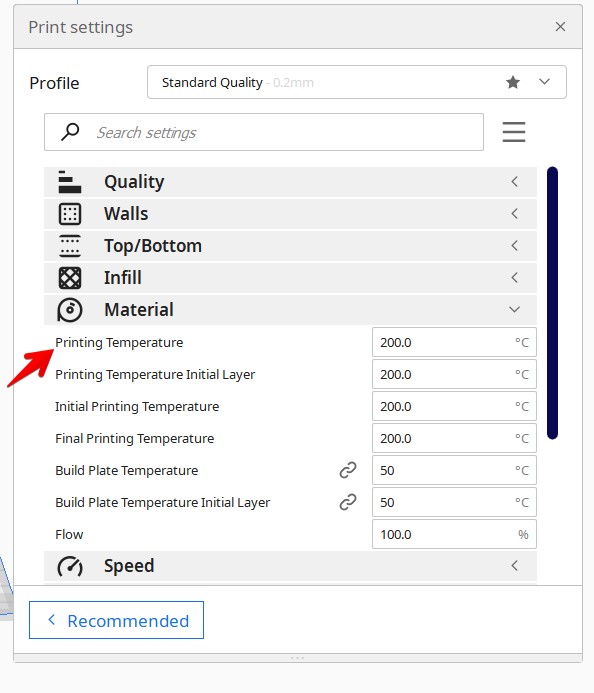
Az ágyhőmérséklethez hasonlóan a nyomtatási hőmérséklet növelése lágyabbá teheti a filamentet, ami lehetővé teszi, hogy jobban tapadjon az ágyhoz. Ha a filament nem eléggé lágy, a tapadás az ágyhoz nehézkes lehet.
A legjobb minőség érdekében fontos a nyomtatási hőmérséklet kalibrálása, de ha gondjai vannak a tapadással, próbálja meg a nyomtatási hőmérsékletet 5-10°C-kal megemelni, hátha ez segít.
4. Állítsa be helyesen a Z-Offset értékét
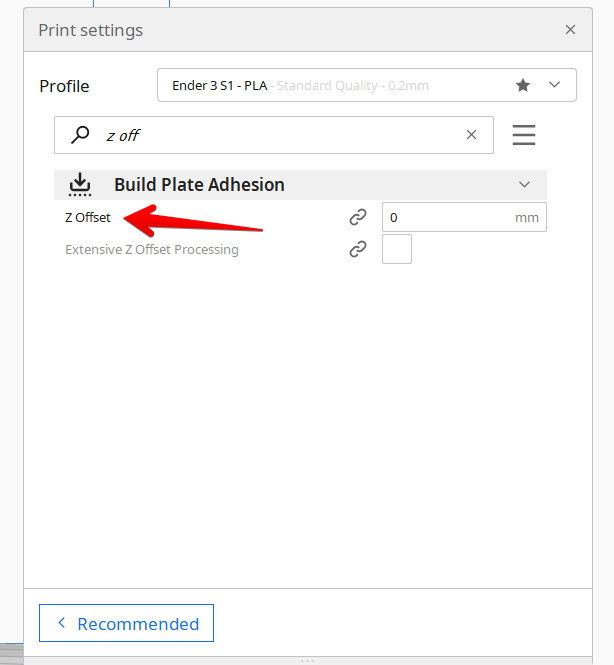
A Z-Offset alapvetően egy olyan beállítás, amelyet a 3D nyomtató a nyomtatási folyamat során a fúvóka magasságához igazít. Általában a nyomtatóágy kiegyenlítésével a fúvóka elég jó helyre kerül ahhoz, hogy ne legyen szükség Z-Offsetre, de ez egy extra lehetőség, amelyet használhat az extra pontos kiegyenlítéshez.
Ha azt veszi észre, hogy a fúvóka még mindig túl messze van az építőlemeztől, próbálja meg a Z-Offset értéket beírni a 3D nyomtatóba vagy a szeletelőbe.
A pozitív Z-Offset érték megemeli a fúvókát, míg a negatív érték csökkenti a fúvókát.
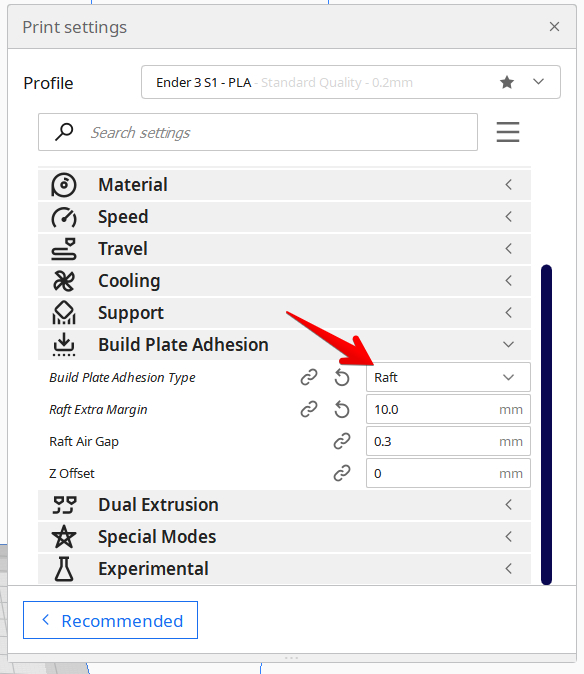
5. Használjon tutajt vagy peremet

A tutajos perem egy nagyszerű módszer a tapadás növelésére a PLA 3D nyomtatásoknál. A legtöbb nagyobb 3D nyomtatásomnál használom, hogy biztosítsam, hogy az egész nyomtatási folyamat során a build plate-hez tapadjon.
A tutaj/perem alapvetően egy extra támogató nyomat, amelyet a modell alá adunk, hogy segítsen egy erősebb alapot építeni. A tutaj ennek az építőlemez-ragasztási technikának a nagyobb és biztonságosabb formája, míg a perem egy vékonyabb nyomat, amely a modell köré nyomtat.
További részletekért nézze meg a Szoknyák Vs Peremek Vs Rafts - Egy gyors 3D nyomtatási útmutató című cikkemet.
6. Ellenőrizze, hogy az ágya nem görbült-e meg

A meggörbült 3D nyomtatóágy egy kevésbé gyakori, de még mindig lehetséges probléma, amely megnehezíti a PLA tapadását a nyomtatóágyhoz. Néhány felhasználó mindent megpróbált, hogy a modelljeik a nyomtatóágyhoz tapadjanak, de semmi sem működött.
Végül szereztek egy vonalzót, és megvizsgálták, hogy mennyire lapos a tényleges építőlemez, és megállapították, hogy a felmelegítés után meghajlik.
Ha rájössz, hogy az ágyad elgörbült, valószínűleg ez az oka annak, hogy a PLA 3D nyomatok nem tapadnak le megfelelően. A legjobb megoldás itt az építési felület cseréje.
A leglaposabb építési felület általában a boroszilikát vagy az edzett üveg. Az emberek sok sikert érnek el a PEI vagy a rugóacél nyomtatóágyakkal.
7. A fúvóka duguláselhárítása vagy új fúvókára való cseréje
Az eltömődött vagy sérült fúvóka szintén hozzájárulhat ahhoz, hogy a PLA nyomatok nem tapadnak megfelelően. Ideális esetben a 3D nyomtatónak simán kell extrudálnia a filamentet, hogy jól megtapadjon az ágyon, így ha a fúvóka eltömődött vagy sérült, az negatívan befolyásolja az extrudálást.
A "Cold Pull" módszerrel szabadítsa ki a szálakat, vagy használjon tisztítószálat a fúvóka kitisztításához.
8. Tisztítsa meg a nyomtatóágyat
A koszos és szennyezett nyomtatóágy negatívan befolyásolhatja a PLA 3D nyomtatás tapadását, különösen akkor, ha túl sokat nyúlsz a nyomtatólemezhez olajos kézzel.
Sokan említették, hogy miután többször is megérintették az ágyat, nem tudták elérni, hogy a PLA ragadjon, de miután megtisztították a nyomtatóágyat, és kevesebbet nyúltak hozzá, végül jó tapadást értek el.
Ezen kívül néha a korábbi nyomatok maradványai is csökkenthetik a tapadást, ezért győződjön meg róla, hogy ezeket is letisztította.
Még sok más javítás alkalmazása után is, ha nem tisztítja meg a nyomtatóágyat, a PLA-filament ragadása problémát okozhat, ezért végezze el a tisztítási folyamatot:
- Vegyen egy papírtörlőt vagy tiszta ruhát legalább 70%-os izopropil-alkohollal vagy acetonnal.
- Vigye fel a tisztítóoldatot a papírtörlőre vagy ruhára, és óvatosan törölje át az ágyat.
- Hagyja a nyomtatóágyat a levegőn megszáradni, hogy a folyadék elpárologjon, majd szép tiszta ágya lesz.
- Ezt akkor is megteheti, ha az ágyat 40 °C körüli hőmérsékletre melegítette, hogy segítse a tisztítási és párolgási folyamatot.
9. Ágyragasztók használata
Az olyan ágyragasztók, mint a hajlakk, a ragasztópálcika, vagy akár a különböző szalagok, mint a festőszalag vagy a Kapton szalag, jelentősen segíthetnek a PLA nyomatok megragadásában.
Ezeket a ragasztókat olyan felületeken érdemes használni, mint például az üvegágy, és még egyes nyomtatóágy-anyagok élettartamát is meghosszabbíthatják. Ha az első réteg szépen tapad az ágyragasztóhoz, a nyomtatás többi része is stabil lesz.
Próbálja meg nem túlzásba vinni az ágyon használt ragasztó mennyiségét.
- Ragasztó rúd

- Hajspray

- Kék festőszalag

10. Változtassa meg a nyomtatóágyat
Ha sok ilyen javítás nem működik, akkor megpróbálhatod a nyomtatásodat olyan anyagra cserélni, amely jobban tapad. Nemrég kaptam egy 3D nyomtatót, amely PC rugóacéllemezt használ, és a tapadás nagyon jó.
Az egyik legjobb dolog ezzel az építési felülettel kapcsolatban az, hogy miután az ágy hőmérséklete lehűlt, a nyomtatás valójában magától leoldódik, és még csak spatulára vagy flexre sincs szükség az eltávolításához.
Nagyon ajánlom, hogy vagy mágneses ágyat, PEI ágyat vagy PC rugós acéllemezt válasszon a 3D nyomtatójához.
A HICTOP Rugalmas acél platform PEI felülettel & Mágneses alsó lap tökéletes kombináció 3D nyomtatójához. Többféle méretben kapható, és akár kétoldalas felületet is választhat sima és texturált oldalakkal.
.
11. Szárítsa meg a filamentet
A 3D nyomtatási szálak köztudottan higroszkóposak, ami azt jelenti, hogy hajlamosak nedvességet felvenni a környezetből. Ha a PLA nedvességet vesz fel, az befolyásolhatja az extrudálás módját, valamint a tapadást.
Amellett, hogy csökkenti a tapadást, a PLA-filamentben lévő nedvesség olyan hibákat okozhat, mint a pattogás és a pattanások a modelleken, ezért ezt a problémát gyorsan meg kell oldania.
A fonal szárításának egyszerű módja a fonalszárító használata, mint például a SUNLU Upgraded Filament Dryer Box az Amazonról. Az orsó fonalát a gépbe helyezheti, és beírhatja a hőmérséklet-beállításokat és a bélyeget; a nedvesség kiszáradásának ideje.
Nézze meg a cikkemet Filament Moisture Guide: Which Filament Absorbs Water? How to Fix It for more information.
12. Csökkentse a hűtési beállításokat
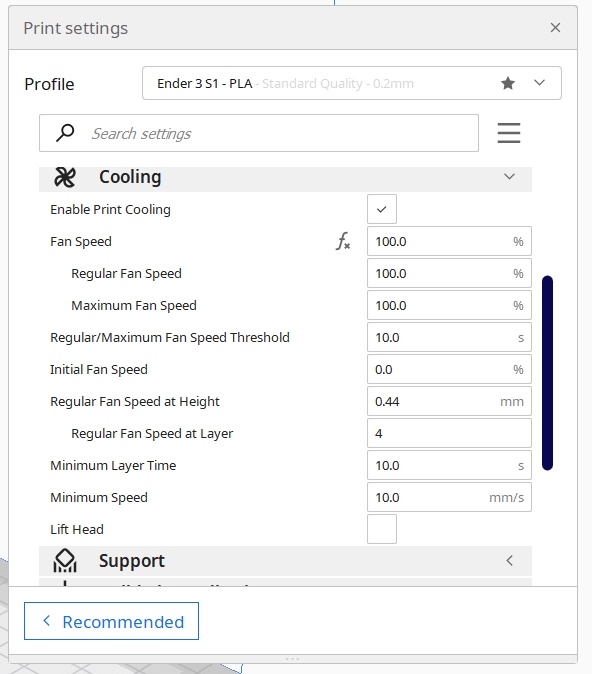
A szeletelőgépnek ki kell kapcsolnia a hűtőventilátort az első néhány rétegnél, hogy segítse a tapadást, de kétszer is ellenőrizze, hogy ez megfelelően van-e beállítva. Lehet, hogy növelni kell a réteg magasságát, amelyre a ventilátor bekapcsol, hogy segítse a tapadást, ha ezeken a rétegeken túl megvetemedik.
A PLA általában akkor nyomtat a legjobban, ha a hűtőventilátor 100%-on van, ezért nem javaslom, hogy csökkentsd a százalékos értéket.
Győződjön meg róla, hogy a kezdeti ventilátorsebesség 0%-on, a normál ventilátorsebesség pedig 100%-on áll, de fontolja meg a normál ventilátorsebesség megváltoztatását a rétegnél. Ha van egy tutaj, ez nem jelenthet túl nagy problémát a jó tapadás eléréséhez, mivel széles alapként szolgál a nyomtatás tapadásához.
A hűtéssel kapcsolatos további információkért olvassa el a Hogyan érhetjük el a tökéletes nyomtatási hűtést és a ventilátor beállításait című cikkemet.
13. A kezdeti réteg nyomtatási sebességének csökkentése

Az első réteg nyomtatási sebessége vagy a kezdeti rétegsebesség nem lehet túl nagy, hogy az első réteg szépen tudjon tapadni az ágyhoz. A Cura alapértelmezett értéke 20mm/s, ami nagyon jól működik.
Lásd még: Hogyan érheti el a legjobb méretpontosságot a 3D nyomtatásokban?Ellenőrizze, hogy a kezdeti rétegsebesség elég alacsony-e ahhoz, hogy a nyomatok a legjobb eséllyel tapadjanak az építőfelülethez.
Függetlenül attól, hogy hogyan változtatja meg a nyomtatási sebességet, a kezdeti rétegsebességet semmilyen más beállítás nem befolyásolja, így annak változatlanul kell maradnia. Egy felhasználó, aki számos megoldást kipróbált a PLA ragasztására, úgy találta, hogy miután csökkentette a kezdeti rétegsebességet, végül megoldotta a problémát.
Lásd még: Simple Anycubic Photon Mono X 6K felülvizsgálata - érdemes megvenni vagy sem?Írtam egy elég hasznos cikket, melynek címe: Mi a legjobb nyomtatási sebesség a 3D nyomtatáshoz? Tökéletes beállítások, szóval nyugodtan nézd meg azt is.
14. Növelje a kezdeti réteg áramlási sebességét
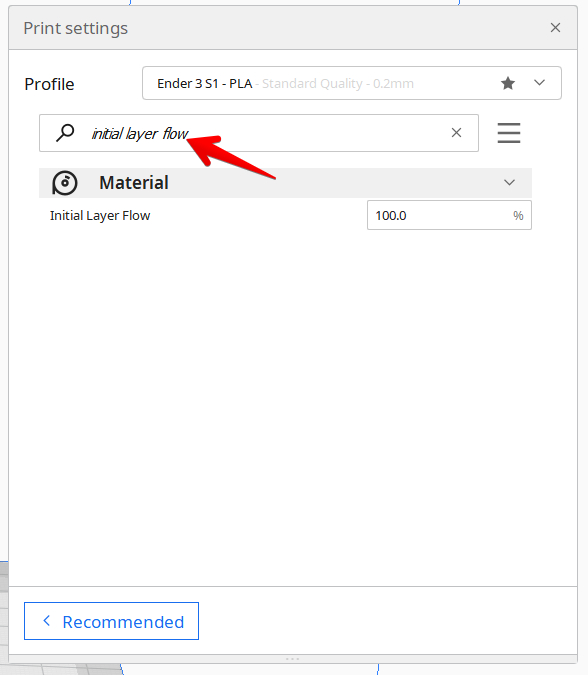
Ez a beállítás egy kedves kis trükk, amit arra használhatsz, hogy több anyagot extrudálj csak az első réteghez, amit a Cura-ban Initial Layer Flow-nak hívnak. Ez egy százalékos érték, ami alapértelmezésben 100%, hogy a PLA-t erősebben nyomd a build plate-be, hogy javítsd az ágy tapadását.
Valószínűleg meg kell keresnie a fenti képen látható beállításokat, mivel alapértelmezés szerint nem jelenik meg.
Ezt általában akkor használják, ha rosszul van kiegyenlítve az ágy, így ha az ágy túl közel van, akkor csökkenti az áramlást, míg ha túl messze van, akkor növeli az áramlást. Nem kell ezt a beállítást használnia, ha megfelelően kiegyenlített ágya van.
Hogyan lehet kijavítani a PLA nem tapad az ágyhoz - üveg, PEI, mágneses
Az alábbiakban néhány tippet és trükköt mutatunk be a különböző típusú nyomtatóágyakhoz, hogy hasznosítani tudja őket, ha tapadási problémákkal szembesül PLA nyomtatás közben. Ezek többsége mindhárom típusú nyomtatóágy felületén alkalmazható.
- Tisztítsa meg a felületet időnként 70%-os vagy 99%-os IPA oldattal vagy hasonló tisztítószerrel.
- A PEI lapok a legjobb megfelelő megoldásnak számítanak erre a kérdésre, mivel rengeteg felhasználó értékelte őket.
- Az egyik felhasználó azt is állította az Amazon-értékelésében, hogy a PEI-lapok lehetővé teszik, hogy a PLA akkor is az ágyhoz tapadjon, ha az ágynak van egy kis egyensúlyi vagy szintbeli hibája.
- Egyesek azt javasolják, hogy az üvegágyat csiszolópapírral kissé érdesítsük, bár ez befolyásolhatja az általában kapott sima felületet.
- Hallottam már olyan felhasználókról, akik sikerrel használják a normál képkeret üvegét PLA 3D nyomtatáshoz.
Egy felhasználó azt állította, hogy víz és só keverékét használta tisztításhoz. Ezután hagyta a lemezt teljesen kiszáradni.
Ez a tényező lehetővé tette, hogy a víz elpárologjon, miközben a sómaradványok az üvegfelületen maradtak. Ez a gyakorlat növelte az ágy tapadását, és szinte mindig bevált neki.
Egy másik felhasználó ugyanezt az eljárást javasolta a cukros vízzel, mivel szerinte bármilyen kristályos anyag ugyanilyen eredményt fog elérni a nyomtatóágyon.