
Բովանդակություն
PLA-ն 3D տպագրության ամենահայտնի թելն է և սովորաբար հեշտ է տպել, բայց երբեմն մարդիկ դժվարանում են PLA-ն չկպչել մահճակալին, լինի դա ապակյա, PEI կամ մագնիսական մակերես: Ես որոշեցի գրել մի հոդված, որը կօգնի մարդկանց PLA-ն լավ կպչել:
Լավագույն մեթոդը PLA-ն տպագրված մահճակալին կպչելու համար ձեր մահճակալը պատշաճ կերպով հարթեցնելն է և լավ մահճակալ օգտագործելը & տպման ջերմաստիճանը, որպեսզի թելիկը բավականաչափ փափուկ լինի՝ լավ կպչելու համար: Դուք կարող եք նաև օգտագործել լաստանավ/եզր՝ ձեր մոդելի համար ավելի ամուր հիմք ապահովելու համար: Ստուգեք, որ ձեր վարդակը խցանված կամ վնասված չէ, և մաքրեք ձեր տպագիր մահճակալը:
Սա հիմնական պատասխանն է, բայց կան ավելի կարևոր տեղեկություններ, որոնք դուք կցանկանաք իմանալ, այնպես որ շարունակեք կարդալ այս հոդվածը:
Ինչու՞ PLA-ն չի կպչում իմ կառուցվածքի մակերեսին:
Ցանկացած 3D տպագրության մեջ լավ առաջին շերտ ունենալը ամենակարևոր և էական գործոնն է, քանի որ այս պահին ցանկացած փոքր խնդիր է: կարող է խաթարել ամբողջ տպման մոդելի ուժն ու հաջողությունը:
Եթե ցանկանում եք հաջող 3D տպել, որտեղ բոլոր կետերը ճիշտ նշած լինեն, դուք պետք է համոզվեք, որ առաջին շերտը կպչում է տպման մահճակալին արդյունավետ ձևով. Սա այն գործոնն է, որը հիմնականում հայտնի է որպես 3D տպիչի անկողնային կպչունություն:
Չնայած PLA-ն տպագրության նպատակով օգտագործվող ամենատարածված և ամենահեշտ 3D թելիկն է, այն դեռ երբեմն կարող է կպչունության խնդիրներ առաջացնել: Ստորև ներկայացված են ամենաակնառու պատճառներըԿանոնավոր օդափոխիչի արագություն շերտով: Եթե դուք ունեք լաստանավ, ապա դա չպետք է չափազանց մեծ խնդիր լինի լավ կպչունություն ստանալու համար, քանի որ այն գործում է որպես լայն հիմք ձեր տպագրության համար:
Սառեցման մասին լրացուցիչ տեղեկությունների համար տես իմ «Ինչպես» հոդվածը: ստանալ կատարյալ տպման սառեցում & AMP; Fan Settings.
13. Նվազեցրեք ձեր սկզբնական շերտի տպման արագությունը

Ձեր առաջին շերտի տպման արագությունը կամ սկզբնական շերտի արագությունը չպետք է շատ բարձր լինի, ուստի ձեր առաջին շերտը կարող է կպչել: գեղեցիկ դեպի անկողին: Cura-ն պետք է ունենա 20 մմ/վ-ի լռելյայն արժեք, որն իսկապես լավ է աշխատում:
Ստուգեք, որ ձեր սկզբնական շերտի արագությունը բավականաչափ ցածր է, որպեսզի ձեր տպագրությունները լավագույն հնարավորություն ընձեռեն կառչելու կառուցման մակերեսին:
Անկախ նրանից, թե ինչպես եք փոխում ձեր տպման արագությունը, սկզբնական շերտի արագությունը չի ազդում որևէ այլ կարգավորումների վրա, ուստի այն պետք է մնա նույնը: Օգտատերերից մեկը, ով փորձեց բազմաթիվ ուղղումներ PLA-ի ամրացման համար, պարզեց, որ իր սկզբնական շերտի արագությունը նվազեցնելուց հետո վերջապես լուծեց խնդիրը:
Ես գրեցի բավականին օգտակար հոդված, որը կոչվում է Ո՞րն է 3D տպագրության լավագույն տպման արագությունը: Կատարյալ կարգավորումներ, այնպես որ ազատ զգալ ստուգեք դա:
14. Բարձրացրեք ձեր սկզբնական շերտի հոսքի արագությունը
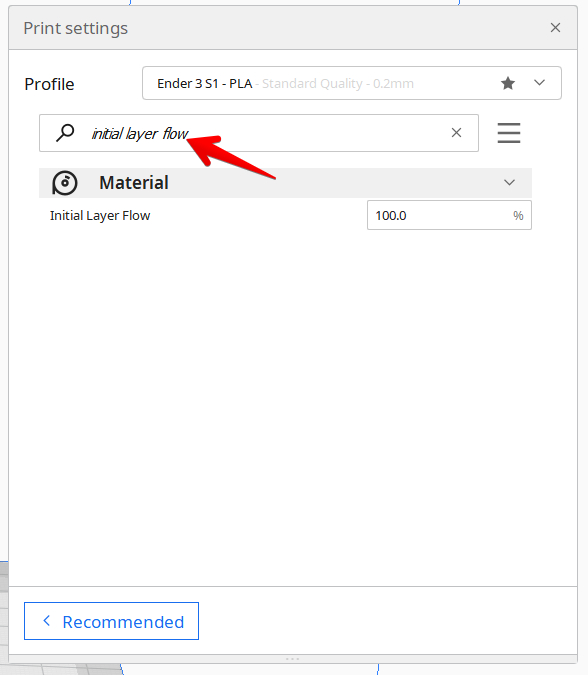
Այս պարամետրը գեղեցիկ փոքրիկ հնարք է, որը կարող եք օգտագործել միայն առաջին շերտի համար ավելի շատ նյութ արտամղելու համար, որը կոչվում է սկզբնական շերտի հոսք Cura-ում: Դա այն տոկոսն է, որը կանխադրված է 100%՝ ձեր PLA-ն ավելի ուժեղ մղելու համարկառուցման ափսե՝ մահճակալի կպչունությունը բարելավելու համար:
Դուք հավանաբար ստիպված կլինեք որոնել կարգավորումները, ինչպես ցույց է տրված վերևի նկարում, քանի որ այն լռելյայն չի ցուցադրվում:
Այն սովորաբար օգտագործվում է, եթե դուք ունենաք վատ հարթեցված մահճակալ, այնպես որ, եթե մահճակալը շատ մոտ է, դուք կնվազեցնեք հոսքը, մինչդեռ հոսքը կավելացնեիք, եթե մահճակալը շատ հեռու էր: Այնուամենայնիվ, դուք չպետք է օգտագործեք այս կարգավորումը, եթե ունեք պատշաճ հարթեցված մահճակալ:
Ինչպես շտկել PLA-ն, որը չի կպչում անկողնուն – Ապակի, PEI, Magnetic
Ստորև բերված են մի քանի խորհուրդներ և հնարքներ: որոնք նախատեսված են տարբեր տեսակի տպագիր մահճակալների համար, որպեսզի կարողանաք օգտագործել դրանք, եթե PLA տպելիս կպչունության հետ կապված խնդիրներ ունեք: Դրանցից շատերը կարող են կիրառվել բոլոր երեք տեսակի տպագիր մահճակալների մակերեսների վրա:
- Մաքրե՛ք մակերեսը հաճախակի 70% կամ 99% IPA լուծույթով կամ նմանատիպ մաքրող միջոցներով
- PEI թերթիկները համարվում են այս հարցի լավագույն հարմար լուծումը, քանի որ դրանք գնահատվել են բազմաթիվ օգտատերերի կողմից:
- Օգտատերերից մեկը նաև իր Amazon վերանայման մեջ պնդում է, որ PEI թերթիկները թույլ են տալիս PLA-ին կպչել մահճակալին, նույնիսկ եթե մահճակալը մի փոքր թերություն ունի իր հավասարակշռության կամ մակարդակի մեջ:
- Ոմանք խորհուրդ են տալիս ձեր ապակե մահճակալը մի փոքր կոպիտ դարձնել՝ օգտագործելով հղկաթուղթ, թեև դա կարող է ազդել հարթ ծածկույթի վրա, որը սովորաբար ստանում եք:
- Ես Լսել եմ, որ օգտվողները հաջողության են հասել PLA 3D տպագրության համար նախատեսված սովորական շրջանակի ապակիով:
Օգտատերերից մեկը պնդում է, որ մաքրման համար օգտագործել է ջրի և աղի խառնուրդ:նպատակներ։ Այնուհետև նա թողեց, որ ափսեն ամբողջությամբ չորանա:
Այս գործոնը թույլ տվեց ջրի գոլորշիանալ՝ միաժամանակ թողնելով աղի մնացորդները ապակու մակերեսին: Այս պրակտիկան մեծացրել է մահճակալի կպչունությունը և գրեթե միշտ աշխատել է նրա մոտ:
Մեկ այլ օգտատեր առաջարկել է նույն ընթացակարգը շաքարաջրով, քանի որ կարծում է, որ ցանկացած բյուրեղային նյութ նույն արդյունքները կունենա տպագիր մահճակալի վրա:
PLA-ի հետևում անկողնու մակերեսին չկպչելու խնդիր.- Մահճակալը պատշաճ մակարդակով չէ
- Մահճակալի ջերմաստիճանը չափազանց ցածր է
- Տպման ջերմաստիճանը չափազանց ցածր է
- Սխալ Z-Offset արժեք
- Չօգտագործել լաստանավ կամ եզր
- Մահճակալը ծռվել է
- վարդակը խցանված է կամ վնասված
- Print մահճակալը մաքուր չէ
- Մահճակալի սոսինձներ չօգտագործելը
- Շինարարական ափսեի նյութը զուրկ է կպչունությունից
- Թելերի կլանված խոնավությունը
- Սառեցումը չափազանց բարձր է
- Առաջին շերտի տպման արագությունը չափազանց բարձր է
- Նախնական շերտի հոսքի արագությունը ցածր է
Ինչպե՞ս շտկել PLA-ն, որը չի մնում մահճակալին:
Չնայած կան տարբեր գործոններ, որոնք կարող են դրա պատճառ լինել խնդիր, դուք չպետք է անհանգստանաք, քանի որ յուրաքանչյուր պատճառ ունի նաև իր լուծումը: Պարզապես հանգիստ մնացեք, գտեք ձեր 3D տպիչի հետ կապված խնդիրը և գնացեք լավագույն հարմար լուծումը:
- Լավացրեք տպագիր մահճակալը
- Բարձրացրեք ձեր մահճակալի ջերմաստիճանը
- Բարձրացրեք ձեր մահճակալը Տպման ջերմաստիճանը
- Ճիշտ կարգավորեք ձեր Z-Offset արժեքը
- Օգտագործեք լաստանավ կամ եզր
- Ստուգեք, որ ձեր մահճակալը թեքված չէ
- Անջատեք վարդակի խցանումը կամ փոխեք դեպի նոր վարդակ
- Մաքրեք ձեր տպագրության մահճակալը
- Օգտագործեք անկողնու սոսինձներ
- Փոխեք ձեր տպիչի մահճակալը
- Չորացրեք ձեր թելիկը
- Նվազեցրեք ձեր Սառեցման կարգավորումներ
- Նվազեցրեք ձեր առաջին շերտի տպման արագությունը
- Բարձրացրեք ձեր սկզբնական շերտի հոսքի արագությունը
1. Հավասարեցրեք տպագրության մահճակալը
Առաջին բանը, որ դուք պետք է անեք, երբ PLA-ն չի կպչում տպագիր մահճակալին, ձեր մահճակալը հարթեցնելն է: ԱյնՊատճառն այն է, որ սա աշխատում է այն պատճառով, որ դուք ցանկանում եք, որ արտամղված թելիկն ունենա օպտիմալ հեռավորություն մահճակալի մակերեսի և վարդակի միջև, որպեսզի այն որոշակի ճնշում գործադրի շինարարական ափսեի վրա:
Սովորական հեռավորությունը, ինչպես հայտնի է, մոտ 0,1 մմ է կամ A4 թղթի հաստությունը:
Երբ ձեր մահճակալը անհավասար է, արտամղված թելիկը որոշ տեղերում կպչում է մահճակալին, իսկ որոշ տեղերում՝ ոչ, ինչը հանգեցնում է տպագրության ձախողումների:
Կա երկուսը: Ձեր մահճակալը հարթեցնելու հիմնական եղանակները՝ ձեռքով կամ ավտոմատ հարթեցման միջոցով:
Մահճակալի ձեռքով հարթեցում
- Օգտագործեք մահճակալի հարթեցման չորս կոճակները, որոնք սովորաբար տեղադրված են տպագրության մահճակալից անմիջապես ներքև՝ բարձրացնելու կամ իջեցնելու համար: մահճակալը
- Սկսեք վարդակը դնելով իր լռելյայն կամ լավագույնս հարմար դիրքում՝ տպիչը ավտոմատ կերպով դնելով:
- Վարդակը չպետք է շատ հեռու լինի մահճակալից, երբ տուն եք գնում տպիչի մոտ . Հնարավոր է, որ ձեզ անհրաժեշտ լինի կարգավորել պտուտակները ալյումինե մահճակալի վրա կամ տեղափոխել Z-endstop-ը
- Լավ գաղափար է տաքացնել ձեր մահճակալը մինչև տպման սովորական ջերմաստիճանը (մոտ 50°C):
- Դուք կարող եք սկսել ներքևի ձախ անկյունից և կարգավորել հարթեցման կոճակը, մինչև որ ծայրը փակվի
- Վերցրեք ձեր թղթի կտորը և դրեք այն վարդակի տակ, այնուհետև իջեցրեք մահճակալի հարթեցման կոճակը, մինչև բավականաչափ տեղ մնա դրա համար։ թափահարեք թուղթը:
- Երբ թուղթը մի անկյան տակ շփման նշաններ է ցույց տալիս, տեղափոխվեք հաջորդ անկյուն և նույն կերպ փորձեք հեռավորությունը:
- Երբ հեռավորությունը նույնն էբոլոր անկյունները և մեջտեղը, դուք կարող եք փորձարկել տպագրությունը՝ տեսնելու, թե արդյոք խնդիրը լուծվել է ըստ ցանկության:
Մահճակալի ավտոմատ հարթեցման գործառույթի օգտագործումը
- Մահճակալի ավտոմատ հարթեցման գործառույթները սովորաբար պահանջում են օգնություն մահճակալի հարթեցման սենսորից, որն ունի աշխատանքի նախապես սահմանված սցենար:
- Պարզապես մտեք տպիչի ընտրացանկ՝ օգտագործելով նրա փոքր էկրանը:
- Ձեր տպիչի կառավարման էկրանին պետք է լինի մահճակալի հարթեցման տարբերակ:
- Սեղմեք սա, այնուհետև այն պետք է կատարի մահճակալի սովորական ավտոմատ հարթեցումը և ավտոմատ կերպով կարգավորի հեռավորությունները՝ հիմնվելով չափումների վրա:
Անկողնի ավտոմատ հարթեցման օրինակ կարող է լինել ANTCLABS BLTouch Auto Bed Leveling-ը: Սենսոր Amazon-ից: Այն աշխատում է մահճակալի բոլոր տեսակի նյութերի հետ և ունի մոտ 0,005 մմ ճշգրտություն: Այն ունի նաև 1M միակցիչի երկարացման մալուխ:

Pro խորհուրդ. Z-օֆսեթի արժեքը կատարյալ հավասարակշռություն ապահովելու համար:
Դրանից հետո դուք պետք է իդեալականորեն միջին չափի առարկա դնեք կտրիչի մեջ, ինչպիսին է Cura-ն, կիրառեք 5 կիսաշրջազգեստ, որպեսզի կարողանաք հարթեցնել ձեր մահճակալը, մինչ թելիկը դուրս է մղվում: մոդելը։ Դուք հեշտությամբ կարող եք պարզել, թե որքան լավ է ձեր մահճակալը հարթեցված, երբ Կիսաշրջազգեստը տպվում է:
Տես նաեւ: Ջրով լվացվող խեժ ընդդեմ սովորական խեժի – որն է ավելի լավ:2. Բարձրացրեք ձեր մահճակալի ջերմաստիճանը
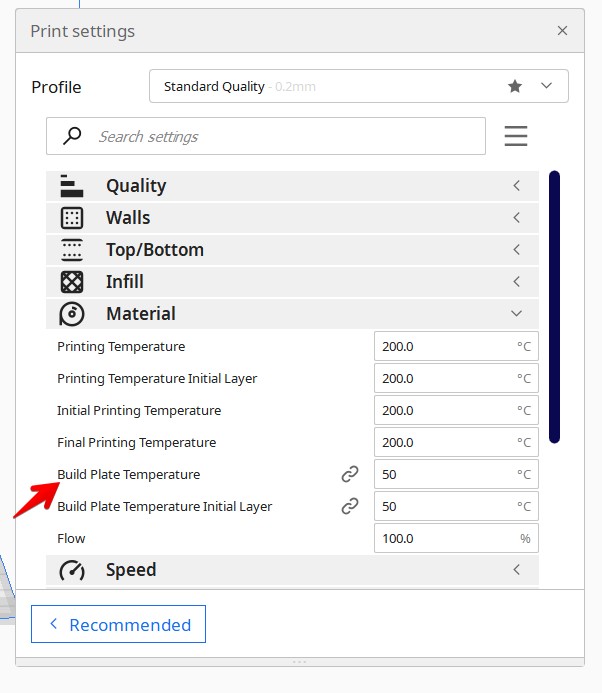
Հաջորդ բանը, որին ուզում եք նայել, ձեր մահճակալի ջերմաստիճանն է, քանի որ այն կարող է օգնել PLA-ին ավելի լավ կպչել մահճակալին: Երբ տպում եք PLA-ով, օգտագործեք մահճակալջերմաստիճանը 40-60°C միջակայքում:
Հենց դա անեք, փորձեք տպել փորձնական մոդել՝ տեսնելու, թե ինչպես է թելքը կպչում:
Մեկ օգտատեր, ով 3D տպում է PLA-ով, ասաց, որ փորձարկել է PLA-ի կպչունությունը: ապակե տպագիր մահճակալի վրա և պարզել է, որ 50°C-ն աշխատում է նրա մոտ, իսկ մեկ այլ օգտատեր՝ 60°C:
3. Բարձրացրեք ձեր տպման ջերմաստիճանը
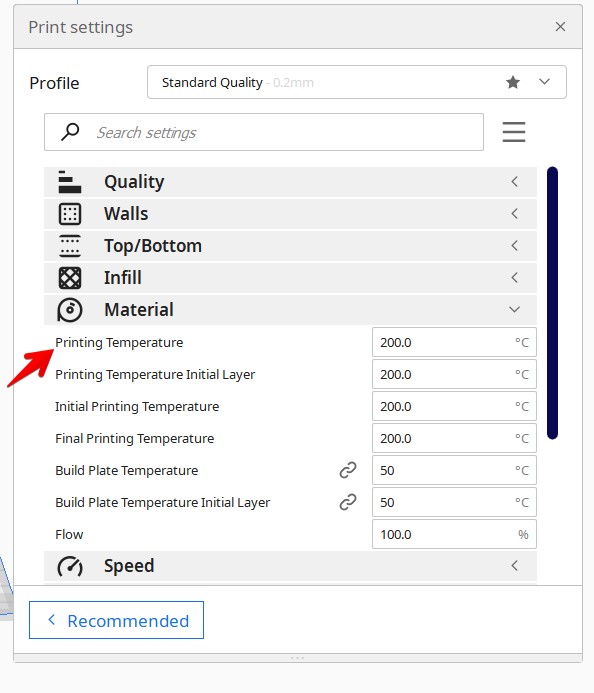
Ինչպես ձեր մահճակալի ջերմաստիճանը, տպման ջերմաստիճանի բարձրացումը կարող է ձեր թելն ավելի փափուկ դարձնել, ինչը թույլ է տալիս այն ավելի լավ կպչել մահճակալին: Երբ ձեր թելիկը բավականաչափ փափկված չէ, մահճակալին կպչելը կարող է դժվար լինել:
Տպման ջերմաստիճանի չափորոշումը կարևոր է լավագույն որակի համար, բայց եթե կպչունության հետ կապված խնդիրներ ունեք, փորձեք բարձրացնել տպման ջերմաստիճանը մոտ 5-10°C և տեսեք, արդյոք դա օգնում է:
4. Ճիշտ սահմանեք ձեր Z-Offset արժեքը
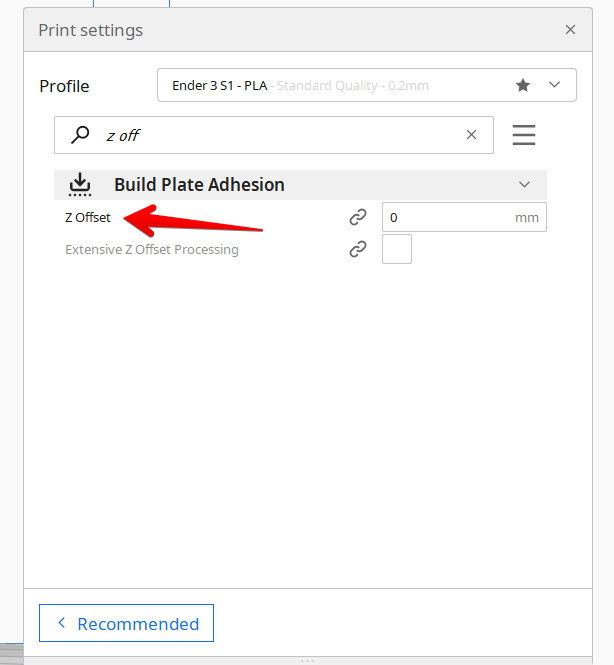
Ձեր Z-Offset-ը հիմնականում ճշգրտում է, որը ձեր 3D տպիչը կատարում է վարդակների բարձրության վրա տպման գործընթացում: Սովորաբար, ձեր տպագիր մահճակալի հարթեցումը պետք է տեղադրի ձեր վարդակը բավականաչափ լավ տեղակայում Z-Offset-ի կարիք չունենալու համար, բայց դա լրացուցիչ տարբերակ է, որը դուք կարող եք օգտագործել՝ լրացուցիչ ճշգրիտ հարթեցում ստանալու համար:
Եթե նկատում եք ձեր վարդակը: դեռ շատ հեռու է կառուցման ափսեից, փորձեք մուտքագրել Z-Offset արժեքը ձեր 3D տպիչի կամ կտրիչի մեջ:
Դրական Z-Offset արժեքը կբարձրացնի վարդակը, իսկ բացասական արժեքը կիջեցնի վարդակը:
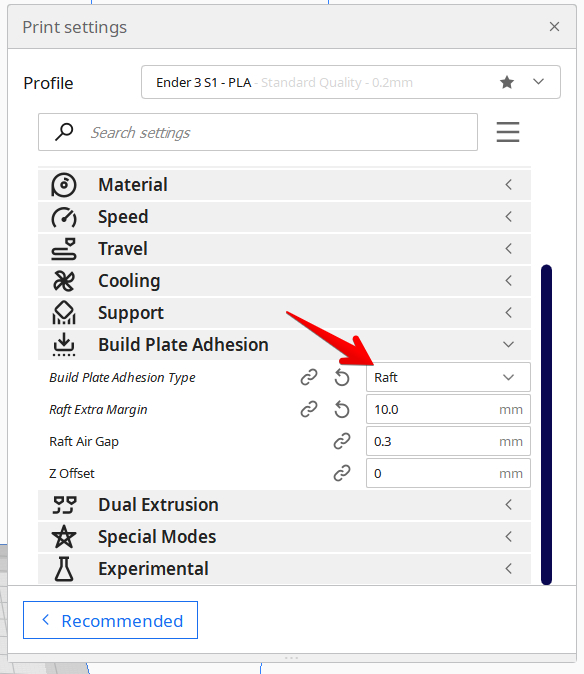
5. Օգտագործեք Raft կամ Brim

A raft ofեզրը հիանալի մեթոդ է կպչունությունը մեծացնելու PLA 3D տպագրությամբ: Ես այն օգտագործում եմ իմ ավելի մեծ 3D տպագրությունների մեծ մասի համար՝ ապահովելու համար, որ այն կպչում է շինարարական ափսեին ամբողջ տպման գործընթացում:
Լաստանավը/եզրը հիմնականում լրացուցիչ օժանդակ տպագիր է, որն ավելացվել է ձեր մոդելի տակ՝ օգնելու ավելի ամուր հիմք ստեղծել: . Լաստանավն այս շինարարական ափսեի կպչման տեխնիկայի ավելի մեծ և անվտանգ ձևն է, մինչդեռ եզրն ավելի բարակ տպագիր է, որը տպագրվում է մոդելի շուրջը:
Դիտեք իմ հոդվածը Կիսաշրջազգեստներ ընդդեմ եզրերն ընդդեմ լաստանավների – 3D տպագրության արագ ուղեցույց: լրացուցիչ մանրամասների համար:
6. Ստուգեք, որ ձեր մահճակալը ծալված չէ

Եռաչափ տպիչով ծռված մահճակալը ավելի քիչ տարածված, բայց դեռևս հնարավոր խնդիր է, որը դժվարացնում է PLA-ի համար կպչել տպման մահճակալին: Որոշ օգտատերեր փորձեցին բացարձակապես ամեն ինչ, որպեսզի իրենց մոդելները կպչեն տպագիր մահճակալին, և ոչինչ չստացվեց:
Նրանք վերջում ձեռք բերեցին քանոն և փորձեցին, թե որքան հարթ է շինարարական թիթեղը և պարզեցին, որ այն թեքվում է տաքանալուց հետո: .
Եթե դուք հասկանում եք, որ ձեր մահճակալը ծռված է, ամենայն հավանականությամբ դա է պատճառը, որ ձեր PLA 3D տպումները պատշաճ կերպով չեն կպչում: Ձեր լավագույն տարբերակն այստեղ շինարարական մակերեսը փոխարինելն է:
Ամենահավասար կառուցման մակերեսը սովորաբար բորոսիլիկատ կամ կոփված ապակի է: Մարդիկ մեծ հաջողություններ են ունենում PEI-ի կամ գարնանային պողպատե տպագիր մահճակալների հետ:
7. Անջատեք ձեր վարդակը կամ փոխեք նոր վարդակ
Խցանված կամ վնասված վարդակը կարող է նաևնպաստում են PLA տպագրություններին ճիշտ չկպչելուն: Իդեալում, 3D տպիչը պետք է սահուն կերպով արտամղի թելը՝ մահճակալին լավ կպչելու համար, այնպես որ, եթե վարդակը խցանված է կամ վնասված է, դա բացասաբար կանդրադառնա էքստրուզիայի վրա:
Կատարեք «Cold Pull» մեթոդը՝ խցանումից հանելու համար: ձեր թելիկը կամ օգտագործեք մաքրող թել՝ վարդակը մաքրելու համար:
8. Մաքրեք ձեր տպագիր մահճակալը
Տպագիր մահճակալը, որը կեղտ ու կեղտ է պարունակում, կարող է բացասաբար ազդել PLA 3D տպումների կպչունության վրա, հատկապես, երբ դուք չափից շատ դիպչում եք սալիկի յուղոտ ձեռքերով:
Շատ մարդիկ ունեն նշեց, որ իրենց մահճակալին մի քանի անգամ դիպչելուց հետո նրանք չեն կարողացել PLA-ն կպցնել, սակայն տպագիր մահճակալը մաքրելուց և մահճակալին ավելի քիչ հպվելուց հետո վերջապես լավ կպչունություն են ձեռք բերել:
Ի հավելումն այդ, երբեմն Նախկին տպագրություններից մնացած մնացորդները կարող են նվազեցնել կպչունությունը, այնպես որ համոզվեք, որ այն նույնպես մաքրեք:
Նույնիսկ շատ այլ ուղղումներ կիրառելուց հետո, եթե դուք չեք մաքրում տպագրության մահճակալը, դա կարող է խնդիր լինել PLA թելի համար: կպչեք, ուստի անցեք մաքրման գործընթացին.
- Ձեռք բերեք թղթե սրբիչ կամ մաքուր շոր առնվազն 70% իզոպրոպիլային սպիրտով կամ ացետոնով
- Մաքրող լուծույթը քսեք թղթե սրբիչին կամ կտորին: և նրբորեն սրբեք մահճակալը
- Թողեք, որ տպագիր մահճակալը չորանա, որպեսզի հեղուկը գոլորշիանա, այնուհետև դուք պետք է ունենաք գեղեցիկ մաքուր մահճակալ
- Դուք կարող եք դա անել նաև, երբ մահճակալը տաքացվի մինչև 40: °C՝ օգնելու մաքրմանը և գոլորշիացմանըգործընթաց.
9. Օգտագործեք մահճակալի սոսինձներ
Մահճակալի սոսինձները, ինչպիսիք են սանրվածքը, սոսինձ ձողիկները կամ նույնիսկ տարբեր ժապավենները, ինչպիսիք են Painter's tape-ը կամ Kapton ժապավենը, կարող են զգալիորեն օգնել ձեզ PLA-ի տպագրությունները կպչելու հարցում:
Լավ գաղափար է օգտագործեք այս սոսինձները այնպիսի մակերեսների վրա, ինչպիսին ապակե մահճակալն է, և դրանք կարող են նույնիսկ օգնել երկարացնել որոշ տպագիր անկողնային նյութերի կյանքը: Երբ առաջին շերտը լավ կպչում է մահճակալի սոսինձին, ձեր տպագրության մնացած մասը պետք է կայուն լինի:
Աշխատեք չափը չանցնել մահճակալի վրա օգտագործվող սոսինձի քանակով:
- Սոսնձող փայտիկ

- Մազերի լաք

- Blue Painter's Ժապավեն

10. Փոխեք ձեր տպագրական մահճակալը
Եթե այս ուղղումներից շատերը չեն աշխատում, կարող եք փորձել փոխել ձեր տպագրությունը այնպիսի նյութի, որն ավելի հարմար է սոսնձման համար: Վերջերս ես ստացա 3D տպիչ, որն օգտագործում է համակարգչի զսպանակային պողպատե թերթ, և կպչունությունը իսկապես լավ է:
Այս կառուցման մակերեսի ամենալավ բաներից մեկն այն է, որ մահճակալի ջերմաստիճանը սառչելուց հետո տպագիրն ինքնին թուլանում է: և նույնիսկ կարիք չունի որևէ սպաթուլայի կամ ճկման՝ հեռացնելու համար:
Ես խորհուրդ կտայի ձեր 3D տպիչի համար օգտագործել մագնիսական մահճակալ, PEI մահճակալ կամ համակարգչի զսպանակ պողպատե թերթ:
HICTOP ճկուն պողպատե հարթակ PEI մակերեսով & AMP; Magnetic Bottom Sheet-ը կատարյալ համադրություն է ձեր 3D տպիչի համար: Այն գալիս է մի շարք չափսերի, և դուք նույնիսկ կարող եք ընտրել երկկողմանիմակերեսը հարթ և հյուսվածքային կողմերով:
.
11. Չորացրեք ձեր թելիկը
3D տպագրության թելերը հայտնի են որպես հիգրոսկոպիկ, ինչը նշանակում է, որ դրանք հակված են շրջակա միջավայրից խոնավություն կլանելուն: Երբ ձեր PLA-ն կլանում է խոնավությունը, այն կարող է ազդել դրա արտամղման ձևի վրա, ինչպես նաև կպչունության վրա:
Բացի կպչունությունը նվազեցնելուց, ձեր PLA թելիկում խոնավությունը կարող է առաջացնել անկատարություններ, ինչպիսիք են փչելը և փչելը ձեր մոդելների վրա, ուստի Դուք ցանկանում եք արագ շտկել այս խնդիրը:
Ձեր թելիկը չորացնելու պարզ միջոցը թելիկ չորանոց օգտագործելն է, ինչպիսին է SUNLU թարմացված թելիկ չորանոցը Amazon-ից: Դուք կարող եք տեղադրել ձեր թելքի կծիկը մեքենայի մեջ և մուտքագրել ջերմաստիճանի կարգավորումները & ժամանակն է չորացնել խոնավությունը:
Դիտեք իմ հոդվածը Թելերի խոնավության ուղեցույց. Ո՞ր թելիկն է կլանում ջուրը: Ինչպես ուղղել այն լրացուցիչ տեղեկությունների համար:
12. Կրճատեք ձեր հովացման կարգավորումները
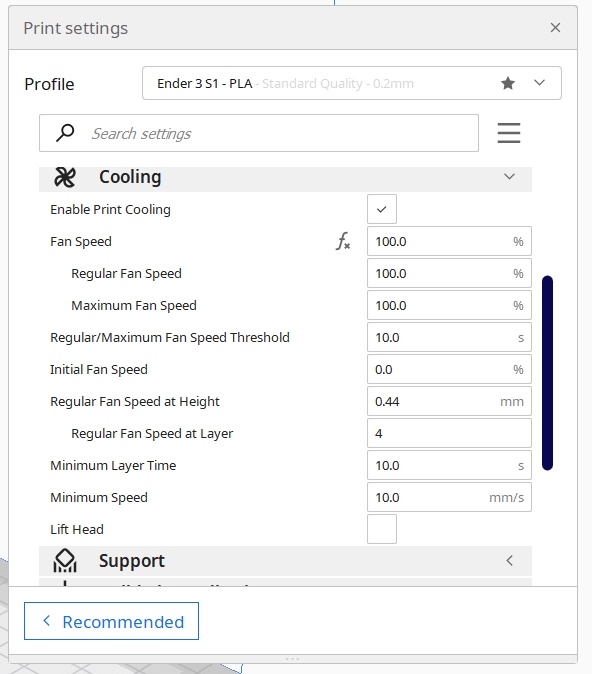
Ձեր կտրիչը պետք է անջատի սառեցման օդափոխիչը առաջին մի քանի շերտերի համար, որպեսզի օգնի կպչունությանը, բայց դուք ուզում եք կրկնակի ստուգել, որ այն ճիշտ է կարգավորվել: . Դուք կարող եք մեծացնել շերտի բարձրությունը, որը միանում է ձեր օդափոխիչին, որպեսզի օգնի կպչունությանը, եթե այդ շերտերն անցնեն:
PLA-ն սովորաբար լավագույնս տպում է, երբ սառեցնող օդափոխիչը 100%-ով է, ուստի խորհուրդ չեմ տալիս հրաժարվել: նվազեցնելով տոկոսը:
Համոզվեք, որ օդափոխիչի սկզբնական արագությունը 0% է, իսկ սովորական օդափոխիչի արագությունը՝ 100%, բայց մտածեք փոխել