
Мазмұны
PLA - ең танымал 3D басып шығару жіпі және әдетте басып шығару оңай, бірақ кейде адамдар PLA шыны, PEI немесе магниттік бет болсын, төсекке жабыспайды. Мен адамдарға PLA-ны жақсы жабыстыруға көмектесетін мақала жазуды шештім.
PLA-ны баспа төсегіне жабыстырудың ең жақсы әдісі - төсегіңізді дұрыс тегістеу және жақсы төсек & басып шығару температурасы, сондықтан жіп жақсы жабысатындай жұмсақ болады. Сондай-ақ, үлгіңіздің берік негізін қамтамасыз ету үшін сал/жиек пайдалануға болады. Саптаманың бітеліп қалмағанын немесе зақымдалмағанын тексеріп, басып шығару төсегіңізді тазалаңыз.
Бұл негізгі жауап, бірақ сіз білгіңіз келетін маңызды ақпарат бар, сондықтан осы мақаланы оқып шығуды жалғастырыңыз.
Неліктен PLA менің құрастыру бетіме жабыспайды?
Кез келген 3D басып шығаруда жақсы бірінші қабаттың болуы ең маңызды және маңызды фактор болып табылады, себебі осы кездегі кез келген шағын мәселе бүкіл басып шығару үлгісінің күші мен жетістігін бұзуы мүмкін.
Егер барлық нүктелері дұрыс белгіленген 3D басып шығаруды қаласаңыз, бірінші қабаттың басып шығару төсегіне жабысып тұрғанына көз жеткізіңіз. тиімді әдіс. Бұл негізінен 3D принтерінің төсек жабысуы ретінде белгілі фактор.
PLA басып шығару мақсаттары үшін қолданылатын ең кең таралған және ең оңай 3D жіпі болғанымен, ол әлі де кейде жабысып қалу мәселелерін тудыруы мүмкін. Төменде ең маңызды себептер берілгенҚабаттағы тұрақты желдеткіш жылдамдығы. Егер сізде Raft болса, бұл жақсы адгезия алу үшін тым көп мәселе болмауы керек, өйткені ол басып шығарудың жабысуы үшін кең негіз ретінде әрекет етеді.
Суыту туралы қосымша ақпарат алу үшін менің мақаламды қараңыз. Мінсіз басып шығару салқындату & Желдеткіш параметрлері.
13. Бастапқы қабаттың басып шығару жылдамдығын төмендетіңіз

Бірінші қабат басып шығару жылдамдығы немесе бастапқы қабат жылдамдығы тым жоғары болмауы керек, сондықтан бірінші қабаттың жабысу мүмкіндігі бар. төсекке әдемі. Cura әдепкі мәні 20 мм/с болуы керек, ол өте жақсы жұмыс істейді.
Басып шығарылған материалдардың құрастыру бетіне жабысып қалу мүмкіндігін беру үшін бастапқы қабат жылдамдығы жеткілікті төмен екенін тексеріңіз.
Басып шығару жылдамдығын қалай өзгерткеніңізге қарамастан, бастапқы қабат жылдамдығына басқа параметрлер әсер етпейді, сондықтан ол өзгеріссіз қалуы керек. PLA-ны жабыстыру үшін көптеген түзетулерді қолданып көрген бір пайдаланушы бастапқы қабат жылдамдығын азайтқаннан кейін мәселені шешкенін байқады.
Мен 3D басып шығару үшін ең жақсы басып шығару жылдамдығы қандай деген өте пайдалы мақала жаздым? Параметрлер тамаша, сондықтан оны тексеріңіз.
14. Бастапқы қабат ағынының жылдамдығын арттырыңыз
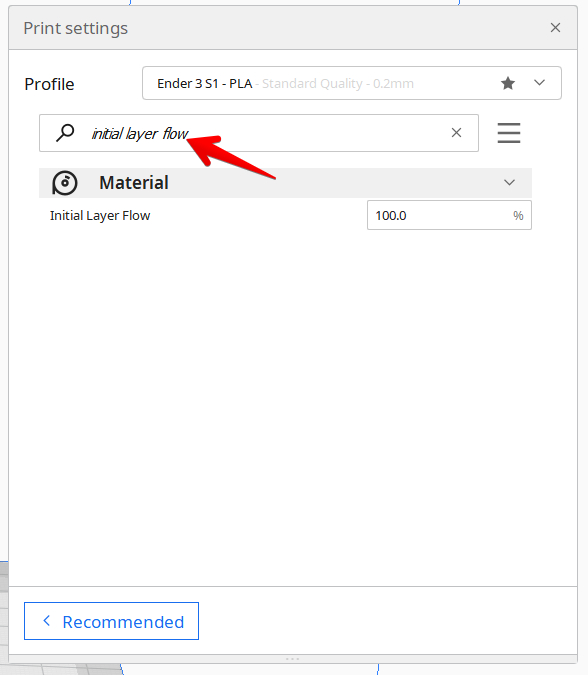
Бұл параметр Cura-дағы бастапқы қабат ағыны деп аталатын бірінші қабат үшін көбірек материалды шығару үшін қолдануға болатын тамаша кішкене трюк. Бұл сіздің PLA-ны күшейту үшін әдепкі бойынша 100% болатын пайызтөсек жабысуын жақсарту үшін құрастыру тақтасы.
Жоғарыдағы суретте көрсетілгендей параметрлерді іздеу керек болуы мүмкін, себебі ол әдепкі бойынша көрсетілмейді.
Әдетте ол нашар тегістелген төсек бар, сондықтан төсек тым жақын болса, сіз ағынды азайтар едіңіз, ал төсек тым алыс болса, ағынды көбейтесіз. Егер төсегіңіз дұрыс тегістелген болса да, бұл параметрді пайдаланудың қажеті жоқ.
Төсекке жабыспауын қалай түзетуге болады – шыны, PEI, магниттік
Төменде бірнеше кеңестер мен амалдар берілген. PLA басып шығару кезінде адгезия мәселелеріне тап болсаңыз, оларды пайдалана алатындай етіп басып шығару төсектерінің әртүрлі түрлеріне арналған. Олардың көпшілігін баспа төсегінің барлық үш түріне де қолдануға болады.
- Бетті жиі 70% немесе 99% IPA ерітіндісімен немесе ұқсас тазалау құралымен тазалаңыз
- PEI парақтары бұл мәселені шешудің ең қолайлы шешімі болып саналады, өйткені оларды көптеген пайдаланушылар бағалады.
- Пайдаланушылардың бірі өзінің Amazon шолуында PEI парақтары PLA-ның төсекке жабысып қалуына мүмкіндік береді деп мәлімдеді. кереует тепе-теңдігінде немесе деңгейінде шамалы ақау бар.
- Кейбір адамдар шыны төсегіңізді тегістеуішпен тегістеуді ұсынады, бірақ бұл әдетте алатын тегіс жабынға әсер етуі мүмкін.
- I Пайдаланушылар PLA 3D басып шығаруға арналған қалыпты сурет жақтауының әйнегімен сәтті болғанын естідім.
Пайдаланушы тазалау үшін су мен тұз қоспасын пайдаланғанын айтты.мақсаттар. Содан кейін ол пластинаны толығымен кептірді.
Бұл фактор шыны бетінде тұз қалдықтарын қалдырып, судың булануына мүмкіндік берді. Бұл тәжірибе төсек жабысуын арттырды және оған әрдайым дерлік жұмыс істеді.
Басқа бір пайдаланушы қант суымен бірдей процедураны ұсынды, өйткені ол кез келген кристалды заттардың баспа төсегінде бірдей нәтижелерге ие болады деп есептейді.
артындағы PLA төсек бетіне жабыспау мәселесі:- Кеует дұрыс тегістелмеген
- Төсек температурасы тым төмен
- Басып шығару температурасы тым төмен
- Z-Offset мәні дұрыс емес
- Сал немесе жиектерді пайдаланбау
- Төсек қисық
- Саптама бітеліп қалған немесе зақымдалған
- Басып шығару төсегі таза емес
- Төсек желімдерін қолданбау
- Құрылыс тақтайшасының материалында адгезия жоқ
- Жіп сіңірілген ылғал
- Суыту тым жоғары
- Бірінші қабатты басып шығару жылдамдығы тым жоғары
- Бастапқы қабат ағынының жылдамдығы төмен
ПЛА төсекке жабыспауын қалай түзетуге болады?
Бұған әртүрлі факторлар себеп болуы мүмкін Мәселе болса, алаңдаудың қажеті жоқ, себебі әр себептің өз шешімі бар. Жай ғана жайбарақат болыңыз, мәселені 3D принтерімен тауып, ең жақсы қолайлы шешімді қолданыңыз.
- Басып шығару төсегін деңгейге қойыңыз
- Төсектегі температураны арттырыңыз
- Басып шығару температурасы
- Z-Offset мәнін дұрыс орнатыңыз
- Рафтты немесе жиекті пайдаланыңыз
- Төсектің қисық еместігін тексеріңіз
- Саптаманы жабыңыз немесе өзгертіңіз Жаңа саптамаға
- Басып шығару төсегіңізді тазалаңыз
- Төсек желімдерін қолданыңыз
- Баспа төсегіңізді ауыстырыңыз
- Жіпті құрғатыңыз
- Баспаға арналған төсегіңізді азайтыңыз Салқындату параметрлері
- Бірінші қабатты басып шығару жылдамдығын төмендетіңіз
- Бастапқы қабат ағынының жылдамдығын арттырыңыз
1. Басып шығару төсегін теңестіру
PLA баспа төсегіне жабыспаған кезде бірінші істеу керек - төсегіңізді тегістеу. Theмұның жұмыс істеуінің себебі, сіз экструдталған жіптің төсек беті мен саптаманың арасында оңтайлы арақашықтықта болуын қаласаңыз, сондықтан оның құрастыру тақтасында біраз қысымы болады.
Әдеттегі қашықтық шамамен 0,1 мм немесе A4 қағаз парағының қалыңдығы.
Төсек те біркелкі болған кезде, экструдталған жіп кейбір жерлерде төсекке жабысып, басқаларында емес, басып шығару ақауларына әкеледі.
Екі бар. Қолмен тегістеу немесе автоматты тегістеу арқылы төсегіңізді тегістеудің негізгі әдістері.
Қолмен төсек тегістеу
- Көтеру немесе түсіру үшін әдетте баспа төсегінің дәл астында жабдықталған төрт төсек теңестіру тұтқасын пайдаланыңыз. төсек
- Саптаманы әдепкі бойынша немесе принтерді автоматты күйге келтіру арқылы ең қолайлы орынға қоюдан бастаңыз.
- Принтерге үйге келген кезде саптама төсектен тым алыс болмауы керек. . Алюминий төсегіндегі бұрандаларды реттеу немесе Z-соңғы тоқтағышын жылжыту қажет болуы мүмкін
- Төсекті әдеттегі басып шығару температурасына (шамамен 50°C) қыздырған дұрыс.
- Төменгі сол жақ бұрыштан бастай аласыз және тегістеу тұтқасын саптама жабылғанша реттей аласыз
- Қағазды алыңыз да, оны саптаманың астына қойыңыз, содан кейін төсек тегістеу тұтқасын төмен түсіріңіз. Қағазды айналдырыңыз.
- Қағазда бір бұрышта үйкеліс белгілері пайда болғаннан кейін, келесі бұрышқа өтіп, қашықтықты дәл осылай тексеріңіз.
- Қашықтығы бірдей болған кездебарлық бұрыштар мен ортада, мәселенің қалағаныңызша шешілгенін көру үшін басып шығаруды сынауға болады.
Төбені автоматты түрде теңестіру мүмкіндігін пайдалану
- Төбені автоматты түрде тегістеу мүмкіндіктері әдетте алдын ала анықталған жұмыс сценарийі бар төсек теңестіру сенсорының көмегі.
- Кішкентай экранын пайдаланып принтер мәзіріне өтіңіз.
- Принтеріңіздің басқару экранында Төсек теңестіру опциясы болуы керек.
- Бұны басыңыз, содан кейін ол әдеттегі автоматты төсек тегістеуді орындауы керек және өлшемдер негізінде қашықтықтарды автоматты түрде реттеуі керек.
Төбені автоматты түрде тегістеуіштің мысалы ретінде ANTCLABS BLTouch төсек төсегін автоматты түрде теңестіру болуы мүмкін. Amazon компаниясының сенсоры. Ол төсек материалдарының барлық түрлерімен жұмыс істейді және шамамен 0,005 мм дәлдікке ие. Ол сондай-ақ 1M қосқыш ұзартқыш кабелімен бірге жеткізіледі.

Pro Кеңес: Егер төсек деңгейін автоматты түрде теңестіру мүмкіндігін пайдалансаңыз, Z-офсетінің мәні дұрыс тепе-теңдік үшін өте жақсы.
Осыдан кейін орташа өлшемді нысанды Cura сияқты кескішке салып, 5 юбка жағыңыз, осылайша жіп айналасына экструдталған кезде төсегіңізді тегістеңіз. модель. Юбка басып шығарылып жатқанда, төсегіңіздің қаншалықты тегістелгенін оңай анықтауға болады.
2. Төсек температурасын жоғарылатыңыз
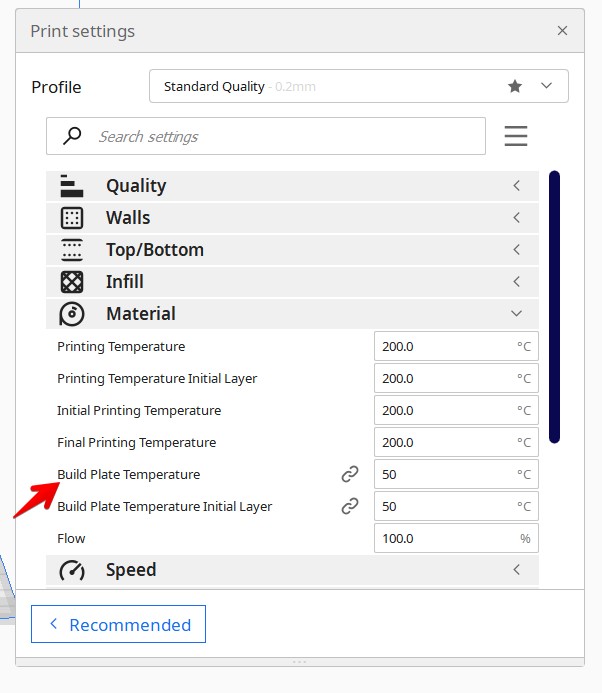
Келесі бір нәрсе - төсек температурасы, өйткені ол PLA төсекке жақсырақ жабысуға көмектеседі. PLA арқылы басып шығарғанда, төсек пайдаланыңызтемпература 40-60°C.
Мұны орындағаннан кейін жіптің қалай жабысатынын көру үшін сынақ үлгісін басып шығарып көріңіз.
PLA көмегімен 3D басып шығаратын бір пайдаланушы PLA адгезиясын сынағанын айтты. шыны басып шығару төсегінде және оған 50°C, ал басқа пайдаланушы 60°C жұмыс істегенін анықтады.
3. Басып шығару температурасын жоғарылатыңыз
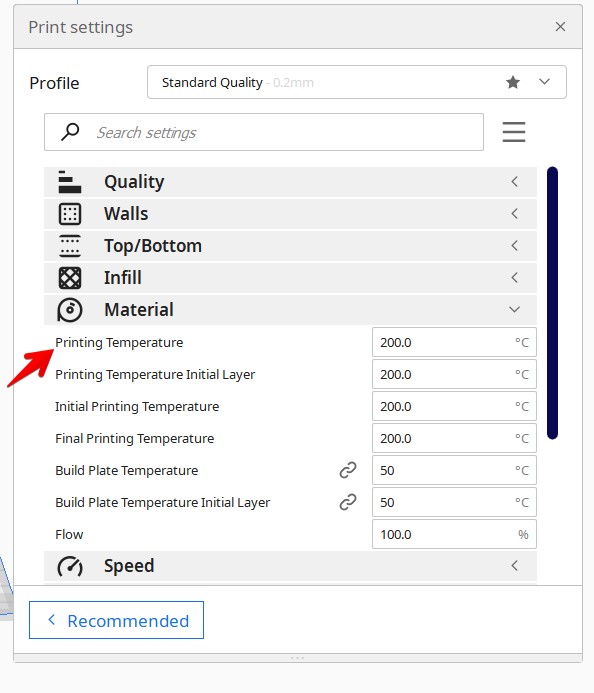
Төсектегі температура сияқты, басып шығару температурасын жоғарылату жіпті жұмсақ етеді, бұл оның төсекке жақсы жабысуына мүмкіндік береді. Жіп жеткілікті жұмсартылмаған кезде, төсекке жабысу қиын болуы мүмкін.
Басып шығару температурасын калибрлеу ең жақсы сапа үшін маңызды, бірақ адгезиямен қиындық туындаса, басып шығару температурасын келесі арқылы арттырып көріңіз. 5-10°C шамасында және бұл көмектесетінін тексеріңіз.
4. Z-Offset мәнін дұрыс орнатыңыз
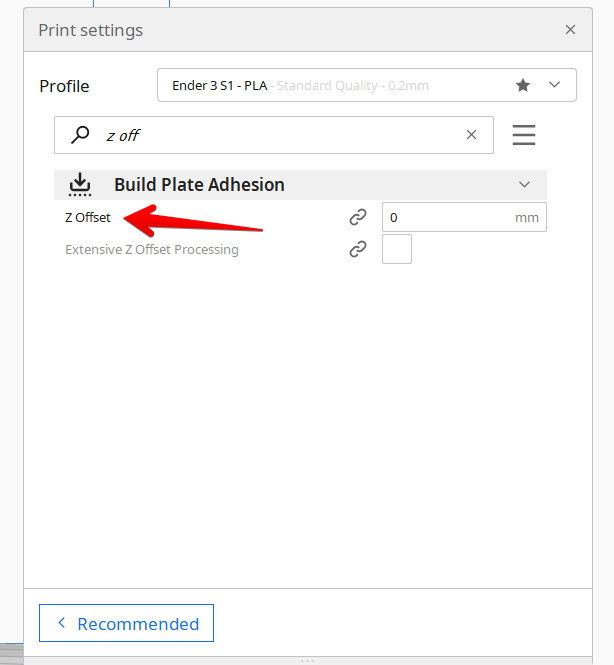
Z-Offset - бұл негізінен 3D принтер басып шығару процесі кезінде саптама биіктігіне жасайтын реттеу. Әдетте, басып шығару төсегін тегістеу саптаманы қоюы керек, Z-Offset қажет емес жеткілікті жақсы орын, бірақ бұл қосымша дәл тегістеуді алу үшін пайдалануға болатын қосымша мүмкіндік.
Егер саптаманы байқасаңыз конструкция тақтасынан әлі алыс болса, 3D принтерде немесе кескіште Z-Offset мәнін енгізіп көріңіз.
Оң Z-Offset мәні саптаманы көтереді, ал теріс мән саптаманы төмендетеді.
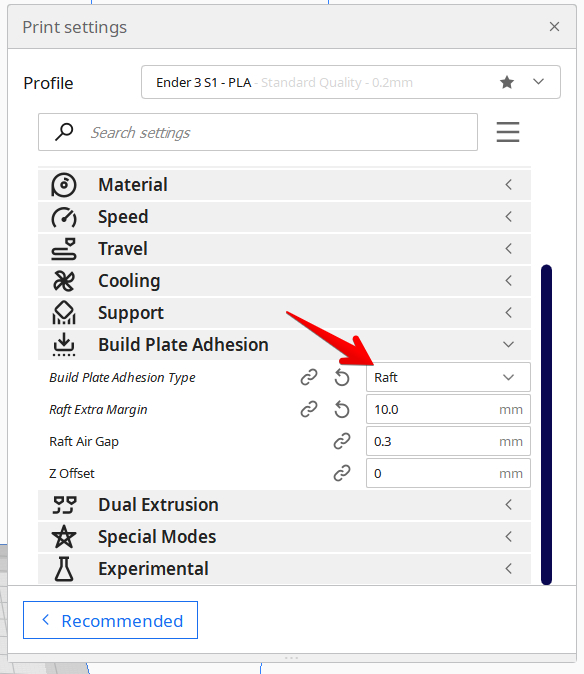
5. Салды немесе жиекті пайдаланыңыз

Бір салжиектері - PLA 3D басып шығаруларымен адгезияны арттырудың тамаша әдісі. Мен оны үлкенірек 3D басып шығаруларымның көпшілігінде оның бүкіл басып шығару процесі бойына құрастыру тақтасына жабысып тұруын қамтамасыз ету үшін қолданамын.
Сондай-ақ_қараңыз: Ultimate Marlin G-Code нұсқаулығы – оларды 3D басып шығару үшін қалай пайдалануға боладыСал/жиек - негізінен берік негіз құруға көмектесу үшін үлгіңіздің астына қосылған қосымша тірек баспа. . Сал - бұл құрастыру тақтасын жабыстыру техникасының үлкенірек және қауіпсіз түрі, ал жиек - үлгінің айналасында басып шығаратын жіңішке басып шығару.
Менің мақаламды қараңыз Юбкалар және жиектер және салдар – 3D басып шығарудың жылдам нұсқаулығы толығырақ.
6. Төсек қисық емес екенін тексеріңіз

Бүгілген 3D басып шығару төсегі PLA баспа төсегіне жабысуын қиындататын сирек кездесетін, бірақ мүмкін болатын мәселе. Кейбір пайдаланушылар үлгілерін басып шығару төсегіне жабыстыру үшін барлығын жасап көрді, бірақ ештеңе жұмыс істемеді.
Соңында олар сызғышты алып, нақты құрастыру тақтасының қаншалықты тегіс екенін тексерді және оның қыздырылғаннан кейін майысып жатқанын анықтады. .
Егер төсегіңіздің қисық екенін анықтасаңыз, бұл PLA 3D принтерлерінің дұрыс жабыспауының себебі болуы мүмкін. Мұнда ең жақсы нұсқа - құрылыс бетін ауыстыру.
Ең тегіс құрылыс беті әдетте боросиликат немесе шыңдалған шыны болып табылады. Адамдар PEI немесе серіппелі болат баспа төсектерімен көп табысқа жетеді.
7. Саптаманы жабыңыз немесе жаңа саптамаға ауыстырыңыз
Бітелген немесе зақымдалған саптама да болуы мүмкінPLA басып шығарудың дұрыс жабыспауына ықпал етеді. Ең дұрысы, 3D принтері төсекті жақсы ұстау үшін жіпті біркелкі экструкциялауы керек, сондықтан саптама бітеліп қалса немесе зақымдалса, ол экструзияға теріс әсер етеді.
Бітелуді ашу үшін «Суық тарту» әдісін орындаңыз. саптаманы тазалау үшін немесе тазалау жіпін пайдаланыңыз.
8. Басып шығару төсегіңізді тазалаңыз
Кір мен кірі бар баспа төсегі PLA 3D басып шығаруларының жабысуына теріс әсер етуі мүмкін, әсіресе құрастыру тақтасын майлы қолдармен тым көп ұстағанда.
Көп адамдарда бірнеше рет төсегіне қол тигізгеннен кейін олар PLA жабыса алмайтынын айтты, бірақ баспа төсегін тазалап, төсекке азырақ тигізгеннен кейін олар жақсы адгезияға ие болды.
Сондай-ақ_қараңыз: Office үшін 30 ең жақсы 3D басып шығаруСонымен қатар, кейде Алдыңғы басып шығарудан қалған қалдықтар адгезияны азайтуы мүмкін, сондықтан оны да тазалаңыз.
Көптеген басқа түзетулерді қолданғаннан кейін де, басып шығару төсегін тазаламасаңыз, бұл PLA жіпінің бұзылуына әкелуі мүмкін. таяқша, сондықтан тазалау процесін орындаңыз:
- Қағаз сүлгіні немесе кем дегенде 70% изопропил спирті немесе ацетоны бар таза матаны алыңыз
- Қағаз сүлгіге немесе шүберекке тазалау ерітіндісін жағыңыз. және кереуетті ақырын сүртіңіз
- Сұйықтық булануы үшін баспа төсегінің ауасы құрғауы керек, содан кейін сізде жақсы таза төсек болуы керек
- Сонымен қатар төсек 40 градусқа дейін жылыған кезде де жасауға болады. °C тазалауға және булануға көмектеседіпроцесс.
9. Төсек желімдерін пайдаланыңыз
Шаш спрейі, желім таяқшалары немесе тіпті Painter лентасы немесе Каптон таспасы сияқты төсек желімдері PLA басып шығаруды жабыстыруға айтарлықтай көмектеседі.
Бұл жақсы идея. бұл желімдерді шыны төсек сияқты беттерге қолданыңыз және олар тіпті кейбір баспа төсек материалдарының қызмет ету мерзімін ұзартуға көмектеседі. Бірінші қабат төсек желіміне жақсы жабысқаннан кейін, басып шығарудың қалған бөлігі тұрақты болуы керек.
Керікке қолданатын желім мөлшерін шектен шығармауға тырысыңыз.
- Желім таяқшасы

- Шашқа арналған спрей

- Көк бояушы Таспа

10. Басып шығару төсегіңізді өзгертіңіз
Егер осы түзетулердің көпшілігі жұмыс істемесе, басып шығаруды жабыстыруға ыңғайлы материалға өзгертуге болады. Мен жақында компьютердің серіппелі болат қаңылтырын пайдаланатын 3D принтерін алдым және жабысуы өте жақсы.
Бұл құрылыс бетінің ең жақсы тұстарының бірі - төсек температурасы суығаннан кейін басып шығару өздігінен босап қалады. және оны алу үшін тіпті шпатель немесе иілу қажет емес.
Мен 3D принтеріңізге магниттік төсек, PEI төсек немесе компьютердің серіппелі болат парағын таңдауды ұсынамын.
PEI беті бар HICTOP икемді болат платформасы & Магниттік төменгі парақ – 3D принтеріңіз үшін тамаша комбинация. Ол әртүрлі өлшемдерде келеді және сіз тіпті екі жақты таңдай аласызтегіс және текстуралы жақтары бар беті.
.
11. Dry Your Filament
3D басып шығару жіптері гигроскопиялық екені белгілі, яғни олар қоршаған ортадан ылғалды сіңіруге бейім. PLA ылғалды сіңіргенде, ол адгезиямен қатар экструдалану жолына да әсер етуі мүмкін.
Адгезияны азайтумен қатар, PLA жіпіндегі ылғал үлгілеріңізде бөртпе және бөртпе сияқты кемшіліктерді тудыруы мүмкін. бұл мәселені тез шешкіңіз келеді.
Жіпті кептірудің қарапайым жолы - Amazon компаниясының SUNLU жаңартылған жіп кептіргіш қорабы сияқты жіп кептіргішті пайдалану. Сіз жіптің катушкасын машинаға салып, температура параметрлерін & Ылғалды кептіру уақыты келді.
Менің мақаламды оқып шығыңыз. Жіпті ылғалдандыру нұсқаулығы: Қандай жіп суды сіңіреді? Қосымша ақпарат алу үшін оны қалай түзетуге болады.
12. Салқындату параметрлерін азайтыңыз
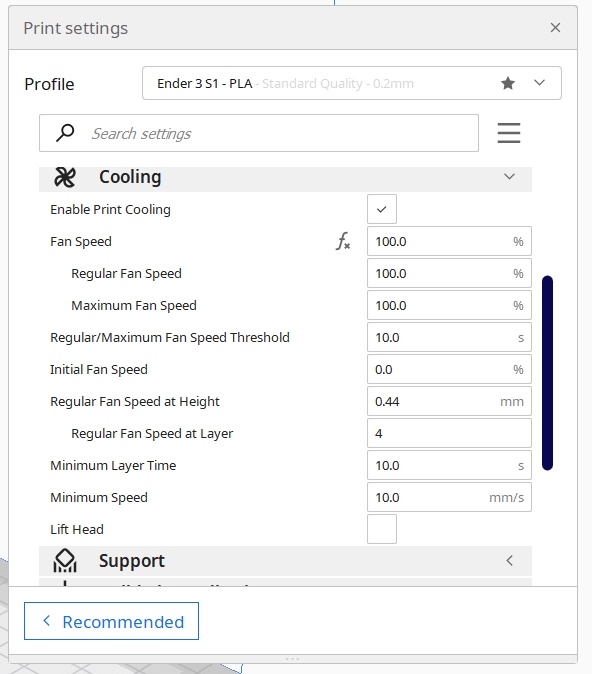
Шектегішті жабыстыруға көмектесу үшін алғашқы бірнеше қабаттар үшін салқындатқыш желдеткішті өшіруі керек, бірақ оның дұрыс орнатылғанын екі рет тексергіңіз келеді. . Желдеткіштің жабысуына көмектесетін қабат биіктігін ұлғайтқыңыз келуі мүмкін, егер сіз бұл қабаттарды қиратсаңыз, PLA әдетте салқындатқыш желдеткіш 100% болғанда жақсы басып шығарады, сондықтан мен қарсы кеңес беремін. пайызды азайту.
Желдеткіштің бастапқы жылдамдығы 0% және тұрақты желдеткіш жылдамдығы 100% екеніне көз жеткізіңіз, бірақ желдеткіштің жылдамдығын өзгертуді қарастырыңыз.