
ਵਿਸ਼ਾ - ਸੂਚੀ
PLA ਸਭ ਤੋਂ ਪ੍ਰਸਿੱਧ 3D ਪ੍ਰਿੰਟਿੰਗ ਫਿਲਾਮੈਂਟ ਹੈ ਅਤੇ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਿੰਟ ਕਰਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ ਪਰ ਕਈ ਵਾਰ ਲੋਕਾਂ ਨੂੰ PLA ਨੂੰ ਬਿਸਤਰੇ 'ਤੇ ਨਾ ਚਿਪਕਣ ਨਾਲ ਸਮੱਸਿਆ ਹੁੰਦੀ ਹੈ, ਭਾਵੇਂ ਇਹ ਕੱਚ, PEI, ਜਾਂ ਚੁੰਬਕੀ ਸਤਹ ਹੋਵੇ। ਮੈਂ ਇੱਕ ਲੇਖ ਲਿਖਣ ਦਾ ਫੈਸਲਾ ਕੀਤਾ ਹੈ ਜੋ ਲੋਕਾਂ ਨੂੰ PLA ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਨਾਲ ਚਿਪਕਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ।
ਪ੍ਰਿੰਟ ਬੈੱਡ ਨਾਲ ਜੁੜੇ ਰਹਿਣ ਲਈ PLA ਪ੍ਰਾਪਤ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਤਰੀਕਾ ਹੈ ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਪੱਧਰ ਕਰਨਾ ਅਤੇ ਇੱਕ ਚੰਗੇ ਬੈੱਡ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ। ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਤਾਂ ਕਿ ਫਿਲਾਮੈਂਟ ਚੰਗੀ ਤਰ੍ਹਾਂ ਪਾਲਣ ਲਈ ਕਾਫ਼ੀ ਨਰਮ ਹੋਵੇ। ਤੁਸੀਂ ਆਪਣੇ ਮਾਡਲ ਲਈ ਇੱਕ ਮਜ਼ਬੂਤ ਬੁਨਿਆਦ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਇੱਕ raft/brim ਦੀ ਵਰਤੋਂ ਵੀ ਕਰ ਸਕਦੇ ਹੋ। ਜਾਂਚ ਕਰੋ ਕਿ ਤੁਹਾਡੀ ਨੋਜ਼ਲ ਬੰਦ ਜਾਂ ਖਰਾਬ ਤਾਂ ਨਹੀਂ ਹੈ ਅਤੇ ਆਪਣੇ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਸਾਫ਼ ਕਰੋ।
ਇਹ ਮੂਲ ਜਵਾਬ ਹੈ ਪਰ ਹੋਰ ਵੀ ਮਹੱਤਵਪੂਰਨ ਜਾਣਕਾਰੀ ਹੈ ਜੋ ਤੁਸੀਂ ਜਾਣਨਾ ਚਾਹੋਗੇ, ਇਸ ਲਈ ਇਸ ਲੇਖ ਨੂੰ ਪੜ੍ਹਦੇ ਰਹੋ।
PLA ਮੇਰੀ ਬਿਲਡ ਸਰਫੇਸ 'ਤੇ ਕਿਉਂ ਨਹੀਂ ਚਿਪਕਦਾ ਹੈ?
ਕਿਸੇ ਵੀ 3D ਪ੍ਰਿੰਟ ਵਿੱਚ ਚੰਗੀ ਪਹਿਲੀ ਪਰਤ ਹੋਣਾ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਅਤੇ ਜ਼ਰੂਰੀ ਕਾਰਕ ਹੈ ਕਿਉਂਕਿ ਇਸ ਸਮੇਂ ਕੋਈ ਵੀ ਮਾਮੂਲੀ ਸਮੱਸਿਆ ਪੂਰੇ ਪ੍ਰਿੰਟ ਮਾਡਲ ਦੀ ਮਜ਼ਬੂਤੀ ਅਤੇ ਸਫਲਤਾ ਨੂੰ ਵਿਗਾੜ ਸਕਦਾ ਹੈ।
ਜੇ ਤੁਸੀਂ ਇੱਕ ਸਫਲ 3D ਪ੍ਰਿੰਟ ਚਾਹੁੰਦੇ ਹੋ ਜਿਸ ਵਿੱਚ ਸਾਰੇ ਬਿੰਦੂ ਸਹੀ ਢੰਗ ਨਾਲ ਟਿੱਕ ਕੀਤੇ ਗਏ ਹੋਣ, ਤਾਂ ਤੁਹਾਨੂੰ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਦੀ ਲੋੜ ਹੈ ਕਿ ਪਹਿਲੀ ਪਰਤ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨਾਲ ਚਿਪਕ ਰਹੀ ਹੈ। ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ. ਇਹ ਉਹ ਕਾਰਕ ਹੈ ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ 3D ਪ੍ਰਿੰਟਰ ਦੇ ਬੈੱਡ ਅਡੈਸ਼ਨ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ।
ਹਾਲਾਂਕਿ PLA ਪ੍ਰਿੰਟਿੰਗ ਦੇ ਉਦੇਸ਼ਾਂ ਲਈ ਵਰਤਣ ਲਈ ਸਭ ਤੋਂ ਆਮ ਅਤੇ ਸਭ ਤੋਂ ਆਸਾਨ 3D ਫਿਲਾਮੈਂਟ ਹੈ, ਫਿਰ ਵੀ ਇਹ ਕਈ ਵਾਰ ਚਿਪਕਣ ਵਾਲੀਆਂ ਸਮੱਸਿਆਵਾਂ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ। ਹੇਠਾਂ ਸਭ ਤੋਂ ਪ੍ਰਮੁੱਖ ਕਾਰਨ ਹਨਲੇਅਰ 'ਤੇ ਰੈਗੂਲਰ ਪੱਖੇ ਦੀ ਗਤੀ। ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ Raft ਹੈ, ਤਾਂ ਇਹ ਚੰਗੀ ਅਡੈਸ਼ਨ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਬਹੁਤ ਜ਼ਿਆਦਾ ਸਮੱਸਿਆ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ ਕਿਉਂਕਿ ਇਹ ਤੁਹਾਡੇ ਪ੍ਰਿੰਟ ਦੇ ਪਾਲਣ ਲਈ ਇੱਕ ਵਿਸ਼ਾਲ ਬੁਨਿਆਦ ਵਜੋਂ ਕੰਮ ਕਰਦਾ ਹੈ।
ਕੂਲਿੰਗ ਬਾਰੇ ਹੋਰ ਜਾਣਕਾਰੀ ਲਈ, ਮੇਰਾ ਲੇਖ ਦੇਖੋ ਕਿਵੇਂ ਪਰਫੈਕਟ ਪ੍ਰਿੰਟ ਕੂਲਿੰਗ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ & ਪ੍ਰਸ਼ੰਸਕ ਸੈਟਿੰਗਾਂ।
13. ਆਪਣੀ ਸ਼ੁਰੂਆਤੀ ਪਰਤ ਪ੍ਰਿੰਟਿੰਗ ਸਪੀਡ ਘਟਾਓ

ਤੁਹਾਡੀ ਪਹਿਲੀ ਪਰਤ ਦੀ ਪ੍ਰਿੰਟ ਕਰਨ ਦੀ ਗਤੀ ਜਾਂ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਦੀ ਗਤੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ, ਇਸ ਲਈ ਤੁਹਾਡੀ ਪਹਿਲੀ ਪਰਤ ਵਿੱਚ ਪਾਲਣਾ ਕਰਨ ਦੀ ਸਮਰੱਥਾ ਹੈ ਚੰਗੀ ਤਰ੍ਹਾਂ ਬਿਸਤਰੇ ਵੱਲ Cura ਦਾ ਪੂਰਵ-ਨਿਰਧਾਰਤ ਮੁੱਲ 20mm/s ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਜੋ ਅਸਲ ਵਿੱਚ ਵਧੀਆ ਕੰਮ ਕਰਦਾ ਹੈ।
ਜਾਂਚ ਕਰੋ ਕਿ ਤੁਹਾਡੀ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਸਪੀਡ ਇੰਨੀ ਘੱਟ ਹੈ ਕਿ ਤੁਹਾਡੇ ਪ੍ਰਿੰਟਸ ਨੂੰ ਬਿਲਡ ਸਤ੍ਹਾ 'ਤੇ ਟਿਕੇ ਰਹਿਣ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਮੌਕਾ ਦਿੱਤਾ ਜਾ ਸਕੇ।
ਚਾਹੇ ਤੁਸੀਂ ਆਪਣੀ ਪ੍ਰਿੰਟ ਸਪੀਡ ਨੂੰ ਕਿਵੇਂ ਬਦਲਦੇ ਹੋ, ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਸਪੀਡ ਕਿਸੇ ਹੋਰ ਸੈਟਿੰਗ ਦੁਆਰਾ ਪ੍ਰਭਾਵਿਤ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਇਸਲਈ ਇਸਨੂੰ ਉਸੇ ਤਰ੍ਹਾਂ ਹੀ ਰਹਿਣਾ ਚਾਹੀਦਾ ਹੈ। ਇੱਕ ਉਪਭੋਗਤਾ ਜਿਸਨੇ PLA ਨੂੰ ਸਟਿੱਕ ਕਰਨ ਲਈ ਬਹੁਤ ਸਾਰੇ ਸੁਧਾਰਾਂ ਦੀ ਕੋਸ਼ਿਸ਼ ਕੀਤੀ, ਨੇ ਪਾਇਆ ਕਿ ਉਸਦੀ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਸਪੀਡ ਨੂੰ ਘਟਾਉਣ ਤੋਂ ਬਾਅਦ, ਉਸਨੇ ਅੰਤ ਵਿੱਚ ਸਮੱਸਿਆ ਦਾ ਹੱਲ ਕਰ ਲਿਆ ਹੈ।
ਮੈਂ ਇੱਕ ਬਹੁਤ ਉਪਯੋਗੀ ਲੇਖ ਲਿਖਿਆ ਸੀ ਜਿਸਦਾ ਨਾਮ ਹੈ 3D ਪ੍ਰਿੰਟਿੰਗ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਪ੍ਰਿੰਟ ਸਪੀਡ ਕੀ ਹੈ? ਸੰਪੂਰਣ ਸੈਟਿੰਗਾਂ, ਇਸ ਲਈ ਬੇਝਿਜਕ ਇਸਦੀ ਜਾਂਚ ਕਰੋ।
14. ਆਪਣੀ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਫਲੋ ਰੇਟ ਵਧਾਓ
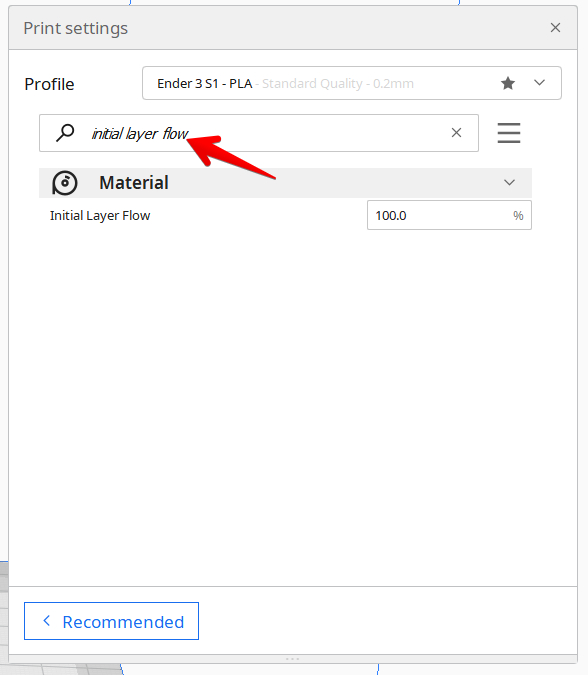
ਇਹ ਸੈਟਿੰਗ ਇੱਕ ਵਧੀਆ ਛੋਟੀ ਚਾਲ ਹੈ ਜਿਸਦੀ ਵਰਤੋਂ ਤੁਸੀਂ ਸਿਰਫ਼ ਪਹਿਲੀ ਲੇਅਰ ਲਈ ਹੋਰ ਸਮੱਗਰੀ ਕੱਢਣ ਲਈ ਕਰ ਸਕਦੇ ਹੋ, ਜਿਸਨੂੰ ਕਿਊਰਾ ਵਿੱਚ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਫਲੋ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਇਹ ਇੱਕ ਪ੍ਰਤੀਸ਼ਤਤਾ ਹੈ ਜੋ ਤੁਹਾਡੇ PLA ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਧੱਕਣ ਲਈ 100% ਤੱਕ ਡਿਫੌਲਟ ਹੁੰਦੀ ਹੈਬਿਸਤਰੇ ਦੇ ਅਨੁਕੂਲਨ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਬਿਲਡ ਪਲੇਟ।
ਤੁਹਾਨੂੰ ਉਪਰੋਕਤ ਤਸਵੀਰ ਵਿੱਚ ਦਿਖਾਈਆਂ ਗਈਆਂ ਸੈਟਿੰਗਾਂ ਦੀ ਖੋਜ ਕਰਨੀ ਪਵੇਗੀ ਕਿਉਂਕਿ ਇਹ ਡਿਫੌਲਟ ਰੂਪ ਵਿੱਚ ਨਹੀਂ ਦਿਖਾਈ ਦਿੰਦੀ ਹੈ।
ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ ਜੇਕਰ ਤੁਸੀਂ ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ ਬੁਰੀ ਤਰ੍ਹਾਂ ਨਾਲ ਪੱਧਰ ਵਾਲਾ ਬੈੱਡ ਹੈ, ਇਸ ਲਈ ਜੇਕਰ ਬਿਸਤਰਾ ਬਹੁਤ ਨੇੜੇ ਹੈ, ਤਾਂ ਤੁਸੀਂ ਪ੍ਰਵਾਹ ਨੂੰ ਘਟਾਓਗੇ, ਜਦੋਂ ਕਿ ਜੇਕਰ ਬਿਸਤਰਾ ਬਹੁਤ ਦੂਰ ਹੈ ਤਾਂ ਪ੍ਰਵਾਹ ਨੂੰ ਵਧਾਓਗੇ। ਤੁਹਾਨੂੰ ਇਸ ਸੈਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ ਸਹੀ ਤਰ੍ਹਾਂ ਨਾਲ ਪੱਧਰ ਵਾਲਾ ਬਿਸਤਰਾ ਹੈ।
ਪੀਐਲਏ ਨੂੰ ਬੈੱਡ ਨਾਲ ਚਿਪਕਣ ਨੂੰ ਕਿਵੇਂ ਠੀਕ ਕਰਨਾ ਹੈ - ਗਲਾਸ, ਪੀਈਆਈ, ਮੈਗਨੈਟਿਕ
ਹੇਠਾਂ ਕੁਝ ਸੁਝਾਅ ਅਤੇ ਜੁਗਤਾਂ ਹਨ ਜੋ ਕਿ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਪ੍ਰਿੰਟ ਬੈੱਡਾਂ ਲਈ ਹਨ ਤਾਂ ਜੋ ਤੁਸੀਂ ਉਹਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕੋ ਜੇਕਰ ਤੁਸੀਂ PLA ਪ੍ਰਿੰਟ ਕਰਦੇ ਸਮੇਂ ਅਡਜਸ਼ਨ ਸਮੱਸਿਆਵਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰ ਰਹੇ ਹੋ। ਇਹਨਾਂ ਵਿੱਚੋਂ ਜ਼ਿਆਦਾਤਰ ਪ੍ਰਿੰਟ ਬੈੱਡ ਦੀਆਂ ਸਾਰੀਆਂ ਤਿੰਨ ਕਿਸਮਾਂ ਦੀਆਂ ਸਤਹਾਂ 'ਤੇ ਲਾਗੂ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
- 70% ਜਾਂ 99% IPA ਘੋਲ, ਜਾਂ ਸਮਾਨ ਸਫਾਈ ਉਤਪਾਦ ਨਾਲ ਹਰ ਵਾਰ ਸਤ੍ਹਾ ਨੂੰ ਸਾਫ਼ ਕਰੋ
- PEI ਸ਼ੀਟਾਂ ਨੂੰ ਇਸ ਮੁੱਦੇ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਢੁਕਵਾਂ ਹੱਲ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਬਹੁਤ ਸਾਰੇ ਉਪਭੋਗਤਾਵਾਂ ਦੁਆਰਾ ਉਹਨਾਂ ਦੀ ਪ੍ਰਸ਼ੰਸਾ ਕੀਤੀ ਗਈ ਹੈ।
- ਉਪਭੋਗਤਿਆਂ ਵਿੱਚੋਂ ਇੱਕ ਨੇ ਆਪਣੀ ਐਮਾਜ਼ਾਨ ਸਮੀਖਿਆ ਵਿੱਚ ਇਹ ਵੀ ਦਾਅਵਾ ਕੀਤਾ ਹੈ ਕਿ PEI ਸ਼ੀਟਾਂ PLA ਨੂੰ ਬਿਸਤਰੇ 'ਤੇ ਚਿਪਕਣ ਦੀ ਇਜਾਜ਼ਤ ਦਿੰਦੀਆਂ ਹਨ ਭਾਵੇਂ ਕਿ ਬੈੱਡ ਦੇ ਸੰਤੁਲਨ ਜਾਂ ਪੱਧਰ ਵਿੱਚ ਮਾਮੂਲੀ ਨੁਕਸ ਹੈ।
- ਕੁਝ ਲੋਕ ਸੈਂਡਪੇਪਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਤੁਹਾਡੇ ਸ਼ੀਸ਼ੇ ਦੇ ਬਿਸਤਰੇ ਨੂੰ ਥੋੜ੍ਹਾ ਮੋਟਾ ਬਣਾਉਣ ਦੀ ਸਿਫ਼ਾਰਸ਼ ਕਰਦੇ ਹਨ, ਹਾਲਾਂਕਿ ਇਹ ਤੁਹਾਡੇ ਦੁਆਰਾ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਾਪਤ ਕਰਨ ਵਾਲੇ ਨਿਰਵਿਘਨ ਫਿਨਿਸ਼ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰ ਸਕਦਾ ਹੈ।
- I 'PLA 3D ਪ੍ਰਿੰਟਸ ਲਈ ਆਮ ਪਿਕਚਰ ਫ੍ਰੇਮ ਗਲਾਸ ਨਾਲ ਸਫਲਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਵਾਲੇ ਉਪਭੋਗਤਾਵਾਂ ਬਾਰੇ ਸੁਣਿਆ ਹੈ।
ਇੱਕ ਉਪਭੋਗਤਾ ਨੇ ਦਾਅਵਾ ਕੀਤਾ ਕਿ ਉਸਨੇ ਸਫਾਈ ਲਈ ਪਾਣੀ ਅਤੇ ਨਮਕ ਦੇ ਮਿਸ਼ਰਣ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਹੈਉਦੇਸ਼. ਫਿਰ ਉਸ ਨੇ ਪਲੇਟ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੁੱਕਣ ਦਿੱਤਾ।
ਇਸ ਕਾਰਕ ਨੇ ਕੱਚ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਲੂਣ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਛੱਡਦੇ ਹੋਏ ਪਾਣੀ ਨੂੰ ਭਾਫ਼ ਬਣਨ ਦਿੱਤਾ। ਇਸ ਅਭਿਆਸ ਨੇ ਬਿਸਤਰੇ ਦੇ ਅਨੁਕੂਲਨ ਨੂੰ ਵਧਾਇਆ ਅਤੇ ਲਗਭਗ ਹਮੇਸ਼ਾ ਉਸਦੇ ਲਈ ਕੰਮ ਕੀਤਾ।
ਇੱਕ ਹੋਰ ਉਪਭੋਗਤਾ ਨੇ ਚੀਨੀ ਵਾਲੇ ਪਾਣੀ ਨਾਲ ਵੀ ਇਹੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਸੁਝਾਅ ਦਿੱਤਾ ਕਿਉਂਕਿ ਉਸਦਾ ਮੰਨਣਾ ਹੈ ਕਿ ਕਿਸੇ ਵੀ ਕ੍ਰਿਸਟਲੀਨ ਪਦਾਰਥ ਦੇ ਪ੍ਰਿੰਟ ਬੈੱਡ 'ਤੇ ਉਹੀ ਨਤੀਜੇ ਹੋਣਗੇ।
ਬੈੱਡ ਦੀ ਸਤ੍ਹਾ ਦੇ ਮੁੱਦੇ 'ਤੇ PLA ਨਾ ਚਿਪਕਣ ਦੇ ਪਿੱਛੇ:- ਬੈੱਡ ਦਾ ਪੱਧਰ ਸਹੀ ਤਰ੍ਹਾਂ ਨਹੀਂ ਹੈ
- ਬੈੱਡ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੈ
- ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੈ
- ਗਲਤ ਜ਼ੈੱਡ-ਆਫਸੈੱਟ ਮੁੱਲ
- ਰਾਫਟ ਜਾਂ ਕੰਢੇ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰਨਾ
- ਬੈੱਡ ਵਿਗੜਿਆ ਹੋਇਆ ਹੈ
- ਨੋਜ਼ਲ ਬੰਦ ਜਾਂ ਖਰਾਬ ਹੈ
- ਪ੍ਰਿੰਟ ਬੈੱਡ ਸਾਫ਼ ਨਹੀਂ ਹੈ
- ਬੈੱਡ ਅਡੈਸਿਵਜ਼ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ
- ਬਿਲਡ ਪਲੇਟ ਸਮੱਗਰੀ ਵਿੱਚ ਅੜਿੱਜਣ ਦੀ ਘਾਟ ਹੈ
- ਫਿਲਾਮੈਂਟ ਸੋਖਣ ਵਾਲੀ ਨਮੀ
- ਕੂਲਿੰਗ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ
- ਪਹਿਲੀ ਲੇਅਰ ਪ੍ਰਿੰਟਿੰਗ ਸਪੀਡ ਕੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ
- ਸ਼ੁਰੂਆਤੀ ਪਰਤ ਦੀ ਵਹਾਅ ਦਰ ਘੱਟ
ਪੀਐਲਏ ਨੂੰ ਬਿਸਤਰੇ ਨਾਲ ਚਿਪਕਣ ਨੂੰ ਕਿਵੇਂ ਠੀਕ ਕੀਤਾ ਜਾਵੇ?
ਹਾਲਾਂਕਿ ਕਈ ਕਾਰਕ ਹਨ ਜੋ ਇਸਦਾ ਕਾਰਨ ਹੋ ਸਕਦੇ ਹਨ ਸਮੱਸਿਆ, ਤੁਹਾਨੂੰ ਚਿੰਤਾ ਕਰਨ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੈ ਕਿਉਂਕਿ ਹਰੇਕ ਕਾਰਨ ਦਾ ਆਪਣਾ ਹੱਲ ਵੀ ਹੁੰਦਾ ਹੈ। ਬਸ ਅਰਾਮ ਨਾਲ ਰਹੋ, ਆਪਣੇ 3D ਪ੍ਰਿੰਟਰ ਨਾਲ ਸਮੱਸਿਆ ਲੱਭੋ ਅਤੇ ਸਭ ਤੋਂ ਵਧੀਆ ਢੁਕਵੇਂ ਹੱਲ ਨਾਲ ਜਾਓ।
- ਪ੍ਰਿੰਟ ਬੈੱਡ ਦਾ ਪੱਧਰ ਕਰੋ
- ਆਪਣੇ ਬੈੱਡ ਦਾ ਤਾਪਮਾਨ ਵਧਾਓ
- ਆਪਣਾ ਵਧਾਓ ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ
- ਆਪਣਾ ਜ਼ੈੱਡ-ਆਫਸੈੱਟ ਮੁੱਲ ਸਹੀ ਢੰਗ ਨਾਲ ਸੈੱਟ ਕਰੋ
- ਰਾਫਟ ਜਾਂ ਬ੍ਰੀਮ ਦੀ ਵਰਤੋਂ ਕਰੋ
- ਜਾਂਚ ਕਰੋ ਕਿ ਤੁਹਾਡਾ ਬਿਸਤਰਾ ਵਿਗੜਿਆ ਨਹੀਂ ਹੈ
- ਆਪਣੀ ਨੋਜ਼ਲ ਖੋਲ੍ਹੋ ਜਾਂ ਬਦਲੋ ਨਵੀਂ ਨੋਜ਼ਲ ਲਈ
- ਆਪਣੇ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਸਾਫ਼ ਕਰੋ
- ਬੈੱਡ ਅਡੈਸਿਵਜ਼ ਦੀ ਵਰਤੋਂ ਕਰੋ
- ਆਪਣਾ ਪ੍ਰਿੰਟ ਬੈੱਡ ਬਦਲੋ
- ਆਪਣੇ ਫਿਲਾਮੈਂਟ ਨੂੰ ਸੁਕਾਓ
- ਆਪਣਾ ਘਟਾਓ ਕੂਲਿੰਗ ਸੈਟਿੰਗਾਂ
- ਆਪਣੀ ਪਹਿਲੀ ਲੇਅਰ ਪ੍ਰਿੰਟਿੰਗ ਸਪੀਡ ਘਟਾਓ
- ਆਪਣੀ ਸ਼ੁਰੂਆਤੀ ਲੇਅਰ ਫਲੋ ਰੇਟ ਵਧਾਓ
1. ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਲੈਵਲ ਕਰੋ
ਜਦੋਂ PLA ਪ੍ਰਿੰਟ ਬੈੱਡ ਨਾਲ ਚਿਪਕਿਆ ਨਹੀਂ ਹੈ ਤਾਂ ਸਭ ਤੋਂ ਪਹਿਲਾਂ ਤੁਹਾਨੂੰ ਇਹ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਤੁਸੀਂ ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਪੱਧਰ ਕਰੋ। ਦਇਹ ਕੰਮ ਕਰਨ ਦਾ ਕਾਰਨ ਇਹ ਹੈ ਕਿ ਤੁਸੀਂ ਚਾਹੁੰਦੇ ਹੋ ਕਿ ਐਕਸਟਰੂਡ ਫਿਲਾਮੈਂਟ ਬੈੱਡ ਦੀ ਸਤ੍ਹਾ ਅਤੇ ਨੋਜ਼ਲ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਅਨੁਕੂਲ ਦੂਰੀ ਹੋਵੇ ਤਾਂ ਜੋ ਇਸਦੀ ਬਿਲਡ ਪਲੇਟ 'ਤੇ ਕੁਝ ਦਬਾਅ ਪਵੇ।
ਆਮ ਦੂਰੀ ਲਗਭਗ 0.1mm ਜਾਂ ਕਾਗਜ਼ ਦੇ A4 ਟੁਕੜੇ ਦੀ ਮੋਟਾਈ।
ਜਦੋਂ ਤੁਹਾਡਾ ਬਿਸਤਰਾ ਅਸਮਾਨ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਬਾਹਰ ਕੱਢਿਆ ਫਿਲਾਮੈਂਟ ਕੁਝ ਥਾਵਾਂ 'ਤੇ ਬਿਸਤਰੇ 'ਤੇ ਚਿਪਕ ਜਾਂਦਾ ਹੈ ਅਤੇ ਹੋਰਾਂ 'ਤੇ ਨਹੀਂ, ਜਿਸ ਨਾਲ ਪ੍ਰਿੰਟ ਅਸਫਲ ਹੋ ਜਾਂਦਾ ਹੈ।
ਦੋ ਹਨ ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਪੱਧਰ ਕਰਨ ਦੇ ਮੁੱਖ ਤਰੀਕੇ, ਜਾਂ ਤਾਂ ਮੈਨੁਅਲ ਲੈਵਲਿੰਗ ਜਾਂ ਆਟੋਮੈਟਿਕ ਲੈਵਲਿੰਗ ਨਾਲ।
ਮੈਨੁਅਲ ਬੈੱਡ ਲੈਵਲਿੰਗ
- ਉੱਚਾ ਜਾਂ ਹੇਠਾਂ ਕਰਨ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਿੰਟ ਬੈੱਡ ਦੇ ਬਿਲਕੁਲ ਹੇਠਾਂ ਲੈਸ ਚਾਰ ਬੈੱਡ ਲੈਵਲਿੰਗ ਨੌਬਸ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਬੈੱਡ
- ਨੋਜ਼ਲ ਨੂੰ ਇਸਦੀ ਡਿਫੌਲਟ ਸਥਿਤੀ 'ਤੇ ਰੱਖ ਕੇ ਸ਼ੁਰੂ ਕਰੋ ਜਾਂ ਪ੍ਰਿੰਟਰ ਨੂੰ ਆਟੋ-ਹੋਮਿੰਗ ਕਰਕੇ ਸਭ ਤੋਂ ਵਧੀਆ ਸਥਿਤੀ 'ਤੇ ਰੱਖੋ।
- ਜਦੋਂ ਤੁਸੀਂ ਪ੍ਰਿੰਟਰ ਲਈ ਘਰ ਜਾਂਦੇ ਹੋ ਤਾਂ ਨੋਜ਼ਲ ਬੈੱਡ ਤੋਂ ਬਹੁਤ ਦੂਰ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। . ਤੁਹਾਨੂੰ ਐਲੂਮੀਨੀਅਮ ਬੈੱਡ 'ਤੇ ਪੇਚਾਂ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਜਾਂ Z-ਐਂਡਸਟੌਪ ਨੂੰ ਹਿਲਾਉਣ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ
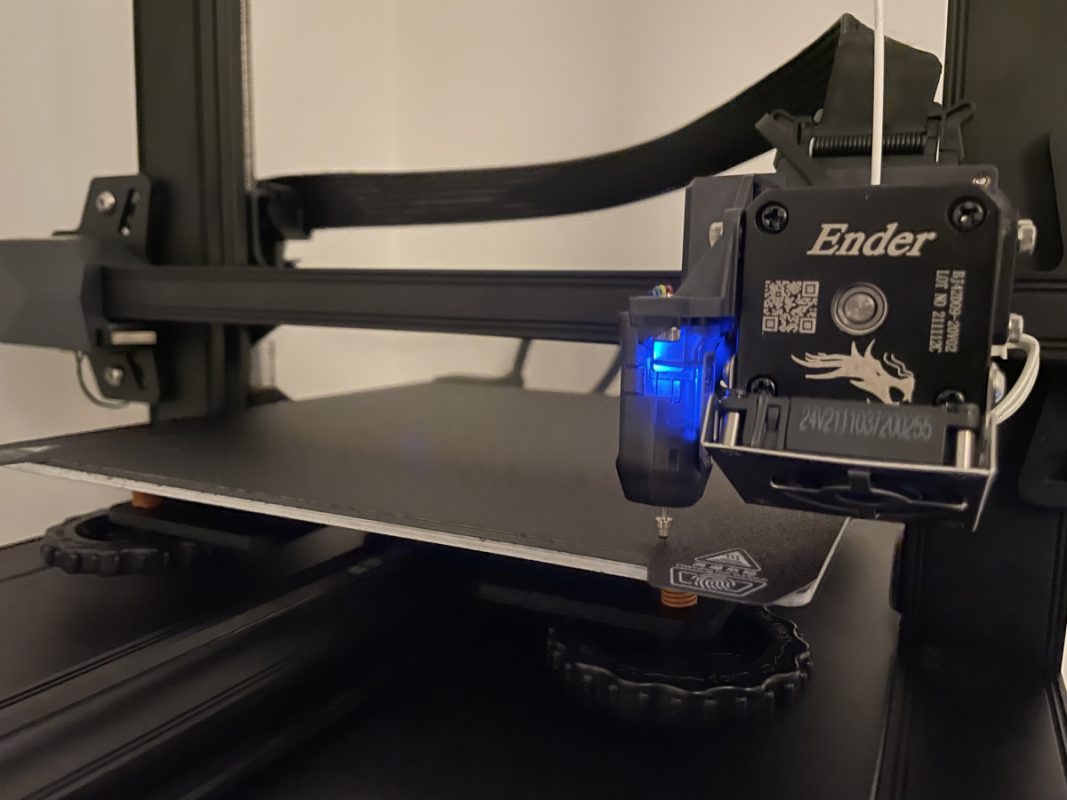
- ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਆਮ ਪ੍ਰਿੰਟ ਤਾਪਮਾਨ (ਲਗਭਗ 50 ਡਿਗਰੀ ਸੈਲਸੀਅਸ) ਤੱਕ ਗਰਮ ਕਰਨਾ ਚੰਗਾ ਵਿਚਾਰ ਹੈ।
- ਤੁਸੀਂ ਹੇਠਲੇ-ਖੱਬੇ ਕੋਨੇ ਨਾਲ ਸ਼ੁਰੂ ਕਰ ਸਕਦੇ ਹੋ ਅਤੇ ਨੋਜ਼ਲ ਦੇ ਨੇੜੇ ਹੋਣ ਤੱਕ ਲੈਵਲਿੰਗ ਨੌਬ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦੇ ਹੋ
- ਆਪਣਾ ਕਾਗਜ਼ ਦਾ ਟੁਕੜਾ ਪ੍ਰਾਪਤ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਨੋਜ਼ਲ ਦੇ ਹੇਠਾਂ ਰੱਖੋ, ਫਿਰ ਬੈੱਡ ਲੈਵਲਿੰਗ ਨੌਬ ਨੂੰ ਉਦੋਂ ਤੱਕ ਹੇਠਾਂ ਕਰੋ ਜਦੋਂ ਤੱਕ ਕਿ ਕਾਫ਼ੀ ਜਗ੍ਹਾ ਨਾ ਹੋਵੇ ਕਾਗਜ਼ ਨੂੰ ਹਿਲਾਓ।
- ਇੱਕ ਵਾਰ ਜਦੋਂ ਕਾਗਜ਼ ਇੱਕ ਕੋਣ 'ਤੇ ਰਗੜ ਦੇ ਸੰਕੇਤ ਦਿਖਾ ਰਿਹਾ ਹੈ, ਤਾਂ ਅਗਲੇ ਕੋਨੇ 'ਤੇ ਜਾਓ ਅਤੇ ਉਸੇ ਤਰੀਕੇ ਨਾਲ ਦੂਰੀ ਦੀ ਜਾਂਚ ਕਰੋ।
- ਜਦੋਂ ਦੂਰੀ ਬਰਾਬਰ ਹੋ ਜਾਵੇ ਤਾਂਸਾਰੇ ਕੋਨੇ ਅਤੇ ਵਿਚਕਾਰ, ਤੁਸੀਂ ਇਹ ਦੇਖਣ ਲਈ ਪ੍ਰਿੰਟ ਦੀ ਜਾਂਚ ਕਰ ਸਕਦੇ ਹੋ ਕਿ ਕੀ ਸਮੱਸਿਆ ਨੂੰ ਲੋੜ ਅਨੁਸਾਰ ਹੱਲ ਕੀਤਾ ਗਿਆ ਹੈ।
ਆਟੋਮੈਟਿਕ ਬੈੱਡ ਲੈਵਲਿੰਗ ਫੀਚਰ ਦੀ ਵਰਤੋਂ ਕਰਨਾ
- ਆਟੋ ਬੈੱਡ ਲੈਵਲਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਆਮ ਤੌਰ 'ਤੇ ਲੈਂਦੇ ਹਨ ਬੈੱਡ ਲੈਵਲਿੰਗ ਸੈਂਸਰ ਤੋਂ ਮਦਦ ਜਿਸ ਵਿੱਚ ਕੰਮ ਕਰਨ ਦਾ ਇੱਕ ਪੂਰਵ-ਨਿਰਧਾਰਤ ਦ੍ਰਿਸ਼ ਹੈ।
- ਬੱਸ ਇਸਦੀ ਛੋਟੀ ਸਕ੍ਰੀਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪ੍ਰਿੰਟਰ ਦੇ ਮੀਨੂ ਵਿੱਚ ਜਾਓ।
- ਤੁਹਾਡੇ ਪ੍ਰਿੰਟਰ ਦੀ ਕੰਟਰੋਲ ਸਕ੍ਰੀਨ 'ਤੇ ਬੈੱਡ ਲੈਵਲਿੰਗ ਵਿਕਲਪ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
- ਇਸ ਨੂੰ ਦਬਾਓ ਫਿਰ ਇਸਨੂੰ ਆਮ ਆਟੋਮੈਟਿਕ ਬੈੱਡ ਲੈਵਲਿੰਗ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਮਾਪਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਆਪਣੇ ਆਪ ਦੂਰੀਆਂ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
ਆਟੋਮੈਟਿਕ ਬੈੱਡ ਲੈਵਲਰ ਦੀ ਇੱਕ ਉਦਾਹਰਨ ANTCLABS BLTouch ਆਟੋ ਬੈੱਡ ਲੈਵਲਿੰਗ ਹੋਵੇਗੀ। ਐਮਾਜ਼ਾਨ ਤੋਂ ਸੈਂਸਰ। ਇਹ ਹਰ ਤਰ੍ਹਾਂ ਦੀਆਂ ਬੈੱਡ ਸਮੱਗਰੀਆਂ ਨਾਲ ਕੰਮ ਕਰਦਾ ਹੈ ਅਤੇ ਇਸਦੀ ਸ਼ੁੱਧਤਾ ਲਗਭਗ 0.005mm ਹੈ। ਇਹ 1M ਕਨੈਕਟਰ ਐਕਸਟੈਂਸ਼ਨ ਕੇਬਲ ਦੇ ਨਾਲ ਵੀ ਆਉਂਦਾ ਹੈ।

ਪ੍ਰੋ ਟਿਪ: ਜੇਕਰ ਤੁਸੀਂ ਆਟੋਮੈਟਿਕ ਬੈੱਡ ਲੈਵਲਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾ ਦੇ ਨਾਲ ਜਾਂਦੇ ਹੋ, ਤਾਂ ਇਹ ਸੈਟ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ ਸਹੀ ਸੰਤੁਲਨ ਲਈ Z-ਆਫਸੈੱਟ ਦਾ ਮੁੱਲ ਬਿਲਕੁਲ ਠੀਕ ਹੈ।
ਇਸ ਤੋਂ ਬਾਅਦ, ਤੁਹਾਨੂੰ ਆਦਰਸ਼ਕ ਤੌਰ 'ਤੇ ਇੱਕ ਮੱਧਮ ਆਕਾਰ ਦੀ ਵਸਤੂ ਨੂੰ ਕਯੂਰਾ ਵਰਗੇ ਸਲਾਈਸਰ ਵਿੱਚ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ, 5 ਸਕਰਟਾਂ ਨੂੰ ਲਾਗੂ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਤੁਸੀਂ ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਬਰਾਬਰ ਕਰ ਸਕੋ ਜਦੋਂ ਫਿਲਾਮੈਂਟ ਨੂੰ ਬਾਹਰ ਕੱਢਿਆ ਜਾ ਰਿਹਾ ਹੋਵੇ। ਮਾਡਲ. ਤੁਸੀਂ ਆਸਾਨੀ ਨਾਲ ਦੱਸ ਸਕਦੇ ਹੋ ਕਿ ਜਦੋਂ ਸਕਰਟ ਛਪ ਰਹੀ ਹੈ ਤਾਂ ਤੁਹਾਡੇ ਬਿਸਤਰੇ ਨੂੰ ਕਿੰਨੀ ਚੰਗੀ ਤਰ੍ਹਾਂ ਬਰਾਬਰ ਕੀਤਾ ਗਿਆ ਹੈ।
ਇਹ ਵੀ ਵੇਖੋ: ਸ਼ੁਰੂਆਤ ਕਰਨ ਵਾਲਿਆਂ ਲਈ ਕਦਮ ਦਰ ਕਦਮ 3D ਪ੍ਰਿੰਟਰ ਦੀ ਵਰਤੋਂ ਕਿਵੇਂ ਕਰੀਏ2. ਆਪਣੇ ਬਿਸਤਰੇ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਵਧਾਓ
ਅਗਲੀ ਚੀਜ਼ ਜੋ ਤੁਸੀਂ ਦੇਖਣਾ ਚਾਹੁੰਦੇ ਹੋ ਉਹ ਹੈ ਤੁਹਾਡੇ ਬਿਸਤਰੇ ਦਾ ਤਾਪਮਾਨ ਕਿਉਂਕਿ ਇਹ PLA ਨੂੰ ਬਿਸਤਰੇ 'ਤੇ ਬਿਹਤਰ ਢੰਗ ਨਾਲ ਪਾਲਣ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਤੁਸੀਂ PLA ਨਾਲ ਪ੍ਰਿੰਟ ਕਰਦੇ ਹੋ, ਤਾਂ ਬਿਸਤਰੇ ਦੀ ਵਰਤੋਂ ਕਰੋਤਾਪਮਾਨ 40-60°C ਦੇ ਵਿਚਕਾਰ।
ਇੱਕ ਵਾਰ ਜਦੋਂ ਤੁਸੀਂ ਅਜਿਹਾ ਕਰ ਲੈਂਦੇ ਹੋ, ਤਾਂ ਇਹ ਦੇਖਣ ਲਈ ਇੱਕ ਟੈਸਟ ਮਾਡਲ ਨੂੰ ਪ੍ਰਿੰਟ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ ਕਿ ਫਿਲਾਮੈਂਟ ਕਿਵੇਂ ਪਾਲਣਾ ਕਰਦਾ ਹੈ।
PLA ਨਾਲ 3D ਪ੍ਰਿੰਟ ਕਰਨ ਵਾਲੇ ਇੱਕ ਉਪਭੋਗਤਾ ਨੇ ਕਿਹਾ ਕਿ ਉਸ ਨੇ PLA ਦੇ ਅਨੁਕੂਲਨ ਦੀ ਜਾਂਚ ਕੀਤੀ ਹੈ। ਸ਼ੀਸ਼ੇ ਦੇ ਪ੍ਰਿੰਟ ਬੈੱਡ 'ਤੇ ਅਤੇ ਦੇਖਿਆ ਕਿ 50°C ਨੇ ਉਸਦੇ ਲਈ ਕੰਮ ਕੀਤਾ, ਜਦਕਿ ਇੱਕ ਹੋਰ ਉਪਭੋਗਤਾ ਨੇ 60°C ਕੀਤਾ।
3. ਆਪਣੇ ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਵਧਾਓ
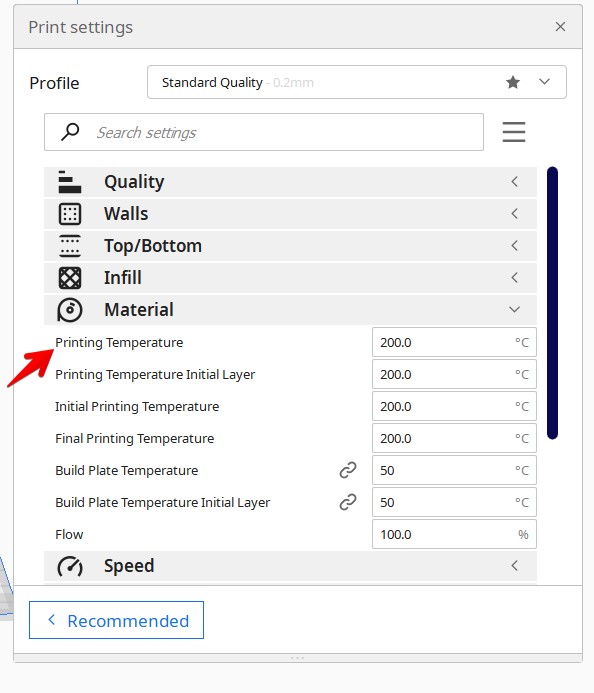
ਤੁਹਾਡੇ ਬਿਸਤਰੇ ਦੇ ਤਾਪਮਾਨ ਦੇ ਸਮਾਨ, ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਵਧਾਉਣਾ ਤੁਹਾਡੇ ਫਿਲਾਮੈਂਟ ਨੂੰ ਨਰਮ ਬਣਾ ਸਕਦਾ ਹੈ, ਜੋ ਇਸਨੂੰ ਬੈੱਡ 'ਤੇ ਵਧੀਆ ਢੰਗ ਨਾਲ ਚਿਪਕਣ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ। ਜਦੋਂ ਤੁਹਾਡਾ ਫਿਲਾਮੈਂਟ ਕਾਫ਼ੀ ਨਰਮ ਨਹੀਂ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਬਿਸਤਰੇ 'ਤੇ ਚਿਪਕਣਾ ਮੁਸ਼ਕਲ ਹੋ ਸਕਦਾ ਹੈ।
ਤੁਹਾਡੇ ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਕੈਲੀਬ੍ਰੇਟ ਕਰਨਾ ਸਭ ਤੋਂ ਵਧੀਆ ਗੁਣਵੱਤਾ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਪਰ ਜੇਕਰ ਤੁਹਾਨੂੰ ਅਡਜਸ਼ਨ ਨਾਲ ਸਮੱਸਿਆ ਆ ਰਹੀ ਹੈ, ਤਾਂ ਆਪਣੇ ਪ੍ਰਿੰਟਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਵਧਾਉਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ 5-10°C ਦੇ ਆਲੇ-ਦੁਆਲੇ ਅਤੇ ਦੇਖੋ ਕਿ ਕੀ ਇਹ ਮਦਦ ਕਰਦਾ ਹੈ।
4. ਆਪਣੇ Z-ਆਫਸੈੱਟ ਮੁੱਲ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਸੈਟ ਕਰੋ
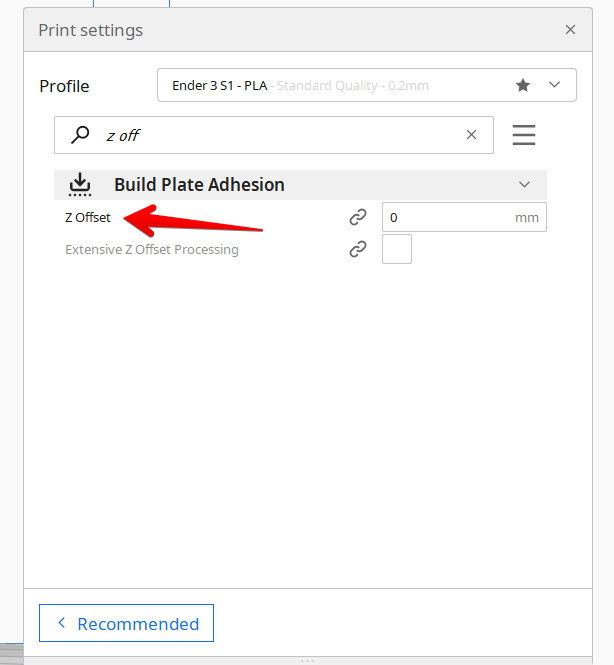
ਤੁਹਾਡਾ Z-ਆਫਸੈੱਟ ਮੂਲ ਰੂਪ ਵਿੱਚ ਇੱਕ ਐਡਜਸਟਮੈਂਟ ਹੈ ਜੋ ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਤੁਹਾਡਾ 3D ਪ੍ਰਿੰਟਰ ਨੋਜ਼ਲ ਦੀ ਉਚਾਈ ਵਿੱਚ ਕਰਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਤੁਹਾਡੇ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਲੈਵਲ ਕਰਨ ਲਈ ਤੁਹਾਡੀ ਨੋਜ਼ਲ ਨੂੰ ਇੱਕ Z-ਆਫਸੈੱਟ ਦੀ ਲੋੜ ਨਾ ਹੋਣ ਲਈ ਕਾਫ਼ੀ ਚੰਗੀ ਜਗ੍ਹਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਪਰ ਇਹ ਵਾਧੂ ਸਟੀਕ ਲੈਵਲਿੰਗ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤੁਹਾਡੇ ਲਈ ਵਰਤਣ ਲਈ ਇੱਕ ਵਾਧੂ ਵਿਕਲਪ ਹੈ।
ਜੇਕਰ ਤੁਸੀਂ ਆਪਣੀ ਨੋਜ਼ਲ ਨੂੰ ਦੇਖਦੇ ਹੋ ਅਜੇ ਵੀ ਬਿਲਡ ਪਲੇਟ ਤੋਂ ਬਹੁਤ ਦੂਰ ਹੈ, ਆਪਣੇ 3D ਪ੍ਰਿੰਟਰ ਜਾਂ ਸਲਾਈਸਰ ਵਿੱਚ ਇੱਕ Z-ਆਫਸੈੱਟ ਮੁੱਲ ਪਾਉਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ।
ਇੱਕ ਸਕਾਰਾਤਮਕ Z-ਆਫਸੈੱਟ ਮੁੱਲ ਨੋਜ਼ਲ ਨੂੰ ਵਧਾਏਗਾ ਜਦੋਂ ਕਿ ਇੱਕ ਨਕਾਰਾਤਮਕ ਮੁੱਲ ਨੋਜ਼ਲ ਨੂੰ ਘਟਾ ਦੇਵੇਗਾ।<1
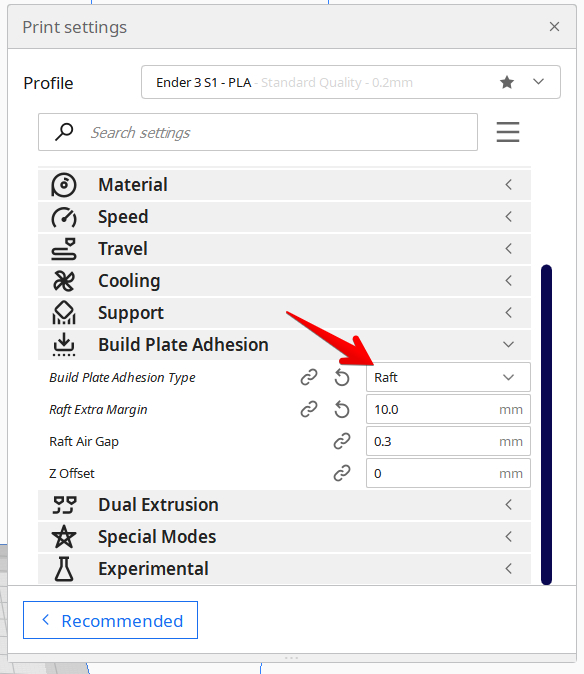
5। ਇੱਕ ਬੇੜਾ ਜਾਂ ਕੰਢੇ ਦੀ ਵਰਤੋਂ ਕਰੋ

ਦਾ ਇੱਕ ਬੇੜਾਬਰੀਮ PLA 3D ਪ੍ਰਿੰਟਸ ਦੇ ਨਾਲ ਅਡਜਸ਼ਨ ਵਧਾਉਣ ਦਾ ਇੱਕ ਵਧੀਆ ਤਰੀਕਾ ਹੈ। ਮੈਂ ਇਸਨੂੰ ਆਪਣੇ ਜ਼ਿਆਦਾਤਰ ਵੱਡੇ 3D ਪ੍ਰਿੰਟਸ ਲਈ ਵਰਤਦਾ ਹਾਂ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਹ ਪੂਰੀ ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਬਿਲਡ ਪਲੇਟ ਨਾਲ ਟਿਕਿਆ ਰਹੇ।
ਇੱਕ ਰਾਫਟ/ਬਰਮ ਅਸਲ ਵਿੱਚ ਇੱਕ ਮਜ਼ਬੂਤ ਬੁਨਿਆਦ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਤੁਹਾਡੇ ਮਾਡਲ ਦੇ ਹੇਠਾਂ ਜੋੜਿਆ ਗਿਆ ਇੱਕ ਵਾਧੂ ਸਹਾਇਕ ਪ੍ਰਿੰਟ ਹੁੰਦਾ ਹੈ। . ਇੱਕ ਰਾਫਟ ਇਸ ਬਿਲਡ ਪਲੇਟ ਅਡੈਸ਼ਨ ਤਕਨੀਕ ਦਾ ਵੱਡਾ ਅਤੇ ਵਧੇਰੇ ਸੁਰੱਖਿਅਤ ਰੂਪ ਹੈ, ਜਦੋਂ ਕਿ ਇੱਕ ਕੰਢੇ ਇੱਕ ਪਤਲਾ ਪ੍ਰਿੰਟ ਹੈ ਜੋ ਮਾਡਲ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਪ੍ਰਿੰਟ ਕਰਦਾ ਹੈ।
ਮੇਰਾ ਲੇਖ ਸਕਰਟ ਬਨਾਮ ਬ੍ਰੀਮਜ਼ ਬਨਾਮ ਰਾਫਟਸ – ਇੱਕ ਤੇਜ਼ 3D ਪ੍ਰਿੰਟਿੰਗ ਗਾਈਡ ਦੇਖੋ। ਹੋਰ ਵੇਰਵਿਆਂ ਲਈ।
6. ਜਾਂਚ ਕਰੋ ਕਿ ਤੁਹਾਡਾ ਬਿਸਤਰਾ ਵਿਗੜਿਆ ਨਹੀਂ ਹੈ

ਵਾਰਪਡ 3D ਪ੍ਰਿੰਟ ਬੈੱਡ ਇੱਕ ਘੱਟ ਆਮ ਪਰ ਫਿਰ ਵੀ ਸੰਭਵ ਸਮੱਸਿਆ ਹੈ ਜੋ PLA ਲਈ ਪ੍ਰਿੰਟ ਬੈੱਡ ਦੀ ਪਾਲਣਾ ਕਰਨਾ ਔਖਾ ਬਣਾਉਂਦਾ ਹੈ। ਕੁਝ ਉਪਭੋਗਤਾਵਾਂ ਨੇ ਆਪਣੇ ਮਾਡਲਾਂ ਨੂੰ ਪ੍ਰਿੰਟ ਬੈੱਡ 'ਤੇ ਚਿਪਕਣ ਲਈ ਪੂਰੀ ਤਰ੍ਹਾਂ ਕੋਸ਼ਿਸ਼ ਕੀਤੀ ਅਤੇ ਕੁਝ ਵੀ ਕੰਮ ਨਹੀਂ ਕੀਤਾ।
ਉਨ੍ਹਾਂ ਨੇ ਇੱਕ ਸ਼ਾਸਕ ਪ੍ਰਾਪਤ ਕੀਤਾ ਅਤੇ ਜਾਂਚ ਕੀਤੀ ਕਿ ਅਸਲ ਬਿਲਡ ਪਲੇਟ ਕਿੰਨੀ ਸਮਤਲ ਸੀ ਅਤੇ ਪਾਇਆ ਕਿ ਇਹ ਗਰਮ ਹੋਣ ਤੋਂ ਬਾਅਦ ਝੁਕ ਰਹੀ ਸੀ .
ਜੇਕਰ ਤੁਸੀਂ ਇਹ ਸਮਝਦੇ ਹੋ ਕਿ ਤੁਹਾਡਾ ਬਿਸਤਰਾ ਵਿਗੜਿਆ ਹੋਇਆ ਹੈ, ਤਾਂ ਇਹ ਤੁਹਾਡੇ PLA 3D ਪ੍ਰਿੰਟਸ ਦੇ ਠੀਕ ਤਰ੍ਹਾਂ ਨਾਲ ਨਾ ਚਿਪਕਣ ਦਾ ਕਾਰਨ ਹੈ। ਇੱਥੇ ਤੁਹਾਡਾ ਸਭ ਤੋਂ ਵਧੀਆ ਵਿਕਲਪ ਬਿਲਡ ਸਤ੍ਹਾ ਨੂੰ ਬਦਲਣਾ ਹੈ।
ਸਭ ਤੋਂ ਸਮਤਲ ਬਿਲਡ ਸਤ੍ਹਾ ਆਮ ਤੌਰ 'ਤੇ ਬੋਰੋਸਿਲੀਕੇਟ ਜਾਂ ਟੈਂਪਰਡ ਗਲਾਸ ਹੁੰਦੀ ਹੈ। PEI ਜਾਂ ਸਪਰਿੰਗ ਸਟੀਲ ਪ੍ਰਿੰਟ ਬੈੱਡਾਂ ਨਾਲ ਲੋਕਾਂ ਨੂੰ ਬਹੁਤ ਸਫਲਤਾ ਮਿਲਦੀ ਹੈ।
7. ਆਪਣੀ ਨੋਜ਼ਲ ਨੂੰ ਬੰਦ ਕਰੋ ਜਾਂ ਇੱਕ ਨਵੀਂ ਨੋਜ਼ਲ ਵਿੱਚ ਬਦਲੋ
ਇੱਕ ਨੋਜ਼ਲ ਜੋ ਬੰਦ ਜਾਂ ਖਰਾਬ ਹੈ ਇਹ ਵੀ ਹੋ ਸਕਦਾ ਹੈPLA ਪ੍ਰਿੰਟਸ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਚਿਪਕਣ ਵਿੱਚ ਯੋਗਦਾਨ ਪਾਓ। ਆਦਰਸ਼ਕ ਤੌਰ 'ਤੇ, ਇੱਕ 3D ਪ੍ਰਿੰਟਰ ਨੂੰ ਬੈੱਡ 'ਤੇ ਚੰਗੀ ਪਕੜ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਫਿਲਾਮੈਂਟ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਬਾਹਰ ਕੱਢਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਜੇਕਰ ਨੋਜ਼ਲ ਬੰਦ ਹੋ ਜਾਂਦੀ ਹੈ ਜਾਂ ਖਰਾਬ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਐਕਸਟਰੂਸ਼ਨ ਨੂੰ ਨਕਾਰਾਤਮਕ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗਾ।
ਅਨਕਲੌਗ ਕਰਨ ਲਈ "ਕੋਲਡ ਪੁੱਲ" ਵਿਧੀ ਕਰੋ। ਆਪਣੀ ਫਿਲਾਮੈਂਟ ਜਾਂ ਨੋਜ਼ਲ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਲਈ ਕਲੀਨਿੰਗ ਫਿਲਾਮੈਂਟ ਦੀ ਵਰਤੋਂ ਕਰੋ।
8. ਆਪਣੇ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਸਾਫ਼ ਕਰੋ
ਇੱਕ ਪ੍ਰਿੰਟ ਬੈੱਡ ਜਿਸ ਵਿੱਚ ਗੰਦਗੀ ਅਤੇ ਗਰਾਈਮ ਹੋਵੇ, PLA 3D ਪ੍ਰਿੰਟਸ ਦੇ ਚਿਪਕਣ ਨੂੰ ਨਕਾਰਾਤਮਕ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰ ਸਕਦਾ ਹੈ, ਖਾਸ ਕਰਕੇ ਜਦੋਂ ਤੁਸੀਂ ਤੇਲ ਵਾਲੇ ਹੱਥਾਂ ਨਾਲ ਬਿਲਡ ਪਲੇਟ ਨੂੰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਛੂਹਦੇ ਹੋ।
ਬਹੁਤ ਸਾਰੇ ਲੋਕਾਂ ਕੋਲ ਜ਼ਿਕਰ ਕੀਤਾ ਹੈ ਕਿ ਆਪਣੇ ਬਿਸਤਰੇ ਨੂੰ ਕਈ ਵਾਰ ਛੂਹਣ ਤੋਂ ਬਾਅਦ, ਉਹ PLA ਨੂੰ ਚਿਪਕਣ ਲਈ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕਰ ਸਕੇ, ਪਰ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਅਤੇ ਬਿਸਤਰੇ ਨੂੰ ਘੱਟ ਛੂਹਣ ਤੋਂ ਬਾਅਦ, ਉਹਨਾਂ ਨੂੰ ਅੰਤ ਵਿੱਚ ਕੁਝ ਚੰਗੀ ਤਰ੍ਹਾਂ ਚਿਪਕਣ ਮਿਲਿਆ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕਈ ਵਾਰ ਪਿਛਲੇ ਪ੍ਰਿੰਟਸ ਤੋਂ ਬਚੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਚਿਪਕਣ ਨੂੰ ਘਟਾ ਸਕਦੀ ਹੈ, ਇਸ ਲਈ ਇਸਨੂੰ ਵੀ ਸਾਫ਼ ਕਰਨਾ ਯਕੀਨੀ ਬਣਾਓ।
ਬਹੁਤ ਸਾਰੇ ਹੋਰ ਫਿਕਸ ਲਾਗੂ ਕਰਨ ਤੋਂ ਬਾਅਦ ਵੀ, ਜੇਕਰ ਤੁਸੀਂ ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਸਾਫ਼ ਨਹੀਂ ਕਰਦੇ, ਤਾਂ ਇਹ PLA ਫਿਲਾਮੈਂਟ ਲਈ ਇੱਕ ਸਮੱਸਿਆ ਹੋ ਸਕਦੀ ਹੈ। ਸਟਿੱਕ, ਇਸਲਈ ਸਫਾਈ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚੋਂ ਲੰਘੋ:
ਇਹ ਵੀ ਵੇਖੋ: ਤੁਸੀਂ ਕਿਵੇਂ ਬਣਾਉਂਦੇ ਹੋ & 3D ਪ੍ਰਿੰਟਿੰਗ ਲਈ STL ਫਾਈਲਾਂ ਬਣਾਓ - ਸਧਾਰਨ ਗਾਈਡ- ਘੱਟੋ-ਘੱਟ 70% ਆਈਸੋਪ੍ਰੋਪਾਈਲ ਅਲਕੋਹਲ ਜਾਂ ਐਸੀਟੋਨ ਵਾਲਾ ਕਾਗਜ਼ ਦਾ ਤੌਲੀਆ ਜਾਂ ਸਾਫ਼ ਕੱਪੜਾ ਲਵੋ
- ਕਾਗਜ਼ ਦੇ ਤੌਲੀਏ ਜਾਂ ਕੱਪੜੇ 'ਤੇ ਸਫਾਈ ਘੋਲ ਲਗਾਓ। ਅਤੇ ਬਿਸਤਰੇ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਪੂੰਝੋ
- ਪ੍ਰਿੰਟ ਬੈੱਡ ਨੂੰ ਹਵਾ ਸੁੱਕਣ ਦਿਓ ਤਾਂ ਕਿ ਤਰਲ ਵਾਸ਼ਪੀਕਰਨ ਹੋ ਜਾਵੇ, ਫਿਰ ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ ਵਧੀਆ ਸਾਫ਼ ਬਿਸਤਰਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ
- ਤੁਸੀਂ ਇਹ ਉਦੋਂ ਵੀ ਕਰ ਸਕਦੇ ਹੋ ਜਦੋਂ ਬਿਸਤਰਾ ਲਗਭਗ 40 ਤੱਕ ਗਰਮ ਹੋਵੇ ਸਫਾਈ ਅਤੇ ਵਾਸ਼ਪੀਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ °Cਪ੍ਰਕਿਰਿਆ।
9. ਬੈੱਡ ਅਡੈਸਿਵਜ਼ ਦੀ ਵਰਤੋਂ ਕਰੋ
ਬੈੱਡ ਅਡੈਸਿਵਜ਼ ਜਿਵੇਂ ਕਿ ਹੇਅਰਸਪ੍ਰੇ, ਗਲੂ ਸਟਿਕਸ, ਜਾਂ ਪੇਂਟਰਜ਼ ਟੇਪ ਜਾਂ ਕੈਪਟਨ ਟੇਪ ਵਰਗੀਆਂ ਵੱਖ-ਵੱਖ ਟੇਪਾਂ ਵੀ PLA ਪ੍ਰਿੰਟਸ ਨੂੰ ਚਿਪਕਣ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰ ਸਕਦੀਆਂ ਹਨ।
ਇਹ ਇੱਕ ਚੰਗਾ ਵਿਚਾਰ ਹੈ। ਸ਼ੀਸ਼ੇ ਦੇ ਬਿਸਤਰੇ ਵਰਗੀਆਂ ਸਤਹਾਂ 'ਤੇ ਇਨ੍ਹਾਂ ਚਿਪਕਣ ਵਾਲੀਆਂ ਚੀਜ਼ਾਂ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਅਤੇ ਇਹ ਕੁਝ ਪ੍ਰਿੰਟ ਬੈੱਡ ਸਮੱਗਰੀ ਦੀ ਉਮਰ ਵਧਾਉਣ ਵਿੱਚ ਵੀ ਮਦਦ ਕਰ ਸਕਦੇ ਹਨ। ਇੱਕ ਵਾਰ ਜਦੋਂ ਪਹਿਲੀ ਪਰਤ ਬੈੱਡ ਦੇ ਚਿਪਕਣ ਨਾਲ ਚੰਗੀ ਤਰ੍ਹਾਂ ਨਾਲ ਚਿਪਕ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਤੁਹਾਡਾ ਬਾਕੀ ਦਾ ਪ੍ਰਿੰਟ ਸਥਿਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਕੋਸ਼ਿਸ਼ ਕਰੋ ਕਿ ਤੁਸੀਂ ਬੈੱਡ 'ਤੇ ਜਿੰਨੀ ਅਡੈਸਿਵ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋ, ਉਸ ਦੀ ਮਾਤਰਾ ਜ਼ਿਆਦਾ ਨਾ ਜਾਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ।
- ਗਲੂ ਸਟਿਕ

- ਹੇਅਰ ਸਪਰੇਅ

- ਬਲੂ ਪੇਂਟਰਜ਼ ਟੇਪ

10. ਆਪਣਾ ਪ੍ਰਿੰਟ ਬੈੱਡ ਬਦਲੋ
ਜੇਕਰ ਇਹਨਾਂ ਵਿੱਚੋਂ ਬਹੁਤ ਸਾਰੇ ਫਿਕਸ ਕੰਮ ਨਹੀਂ ਕਰਦੇ, ਤਾਂ ਤੁਸੀਂ ਆਪਣੇ ਪ੍ਰਿੰਟ ਨੂੰ ਅਜਿਹੀ ਸਮੱਗਰੀ ਵਿੱਚ ਬਦਲਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰ ਸਕਦੇ ਹੋ ਜੋ ਜ਼ਿਆਦਾ ਚਿਪਕਣ-ਅਨੁਕੂਲ ਹੋਵੇ। ਮੈਨੂੰ ਹਾਲ ਹੀ ਵਿੱਚ ਇੱਕ 3D ਪ੍ਰਿੰਟਰ ਮਿਲਿਆ ਹੈ ਜੋ ਇੱਕ PC ਸਪਰਿੰਗ ਸਟੀਲ ਸ਼ੀਟ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ ਅਤੇ ਅਡੈਸ਼ਨ ਅਸਲ ਵਿੱਚ ਵਧੀਆ ਹੈ।
ਇਸ ਬਿਲਡ ਸਤਹ ਬਾਰੇ ਸਭ ਤੋਂ ਵਧੀਆ ਚੀਜ਼ਾਂ ਵਿੱਚੋਂ ਇੱਕ ਇਹ ਹੈ ਕਿ ਬੈੱਡ ਦਾ ਤਾਪਮਾਨ ਠੰਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਪ੍ਰਿੰਟ ਅਸਲ ਵਿੱਚ ਆਪਣੇ ਆਪ ਢਿੱਲਾ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਹਟਾਉਣ ਲਈ ਕਿਸੇ ਸਪੈਟੁਲਾ ਜਾਂ ਫਲੈਕਸ ਦੀ ਵੀ ਲੋੜ ਨਹੀਂ ਹੈ।
ਮੈਂ ਤੁਹਾਡੇ 3D ਪ੍ਰਿੰਟਰ ਲਈ ਮੈਗਨੈਟਿਕ ਬੈੱਡ, ਇੱਕ PEI ਬੈੱਡ ਜਾਂ ਇੱਕ PC ਸਪਰਿੰਗ ਸਟੀਲ ਸ਼ੀਟ ਲੈਣ ਦੀ ਜ਼ੋਰਦਾਰ ਸਿਫਾਰਸ਼ ਕਰਾਂਗਾ।
PEI ਸਰਫੇਸ ਦੇ ਨਾਲ HICTOP ਲਚਕਦਾਰ ਸਟੀਲ ਪਲੇਟਫਾਰਮ & ਮੈਗਨੈਟਿਕ ਬੌਟਮ ਸ਼ੀਟ ਤੁਹਾਡੇ 3D ਪ੍ਰਿੰਟਰ ਲਈ ਸੰਪੂਰਨ ਸੁਮੇਲ ਹੈ। ਇਹ ਅਕਾਰ ਦੀ ਇੱਕ ਰੇਂਜ ਵਿੱਚ ਆਉਂਦਾ ਹੈ ਅਤੇ ਤੁਸੀਂ ਡਬਲ-ਸਾਈਡ ਵੀ ਚੁਣ ਸਕਦੇ ਹੋਨਿਰਵਿਘਨ ਅਤੇ ਟੈਕਸਟ ਵਾਲੇ ਪਾਸਿਆਂ ਵਾਲੀ ਸਤਹ।
।
11. ਡ੍ਰਾਈ ਯੂਅਰ ਫਿਲਾਮੈਂਟ
3D ਪ੍ਰਿੰਟਿੰਗ ਫਿਲਾਮੈਂਟ ਹਾਈਗ੍ਰੋਸਕੋਪਿਕ ਵਜੋਂ ਜਾਣੇ ਜਾਂਦੇ ਹਨ ਜਿਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਉਹ ਵਾਤਾਵਰਣ ਤੋਂ ਨਮੀ ਨੂੰ ਜਜ਼ਬ ਕਰਨ ਦੀ ਸੰਭਾਵਨਾ ਰੱਖਦੇ ਹਨ। ਜਦੋਂ ਤੁਹਾਡਾ PLA ਨਮੀ ਨੂੰ ਜਜ਼ਬ ਕਰ ਲੈਂਦਾ ਹੈ, ਤਾਂ ਇਹ ਇਸ ਦੇ ਬਾਹਰ ਕੱਢਣ ਦੇ ਤਰੀਕੇ ਦੇ ਨਾਲ-ਨਾਲ ਅਡੈਸ਼ਨ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰ ਸਕਦਾ ਹੈ।
ਅਡੈਸ਼ਨ ਨੂੰ ਘਟਾਉਣ ਦੇ ਨਾਲ-ਨਾਲ, ਤੁਹਾਡੇ PLA ਫਿਲਾਮੈਂਟ ਦੇ ਅੰਦਰ ਨਮੀ ਤੁਹਾਡੇ ਮਾਡਲਾਂ 'ਤੇ ਬਲੌਬਿੰਗ ਅਤੇ ਜ਼ਿਟਸ ਵਰਗੀਆਂ ਕਮੀਆਂ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦੀ ਹੈ, ਇਸ ਲਈ ਤੁਸੀਂ ਇਸ ਸਮੱਸਿਆ ਨੂੰ ਜਲਦੀ ਹੱਲ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹੋ।
ਤੁਹਾਡੇ ਫਿਲਾਮੈਂਟ ਨੂੰ ਸੁਕਾਉਣ ਦਾ ਸਰਲ ਤਰੀਕਾ ਹੈ ਐਮਾਜ਼ਾਨ ਤੋਂ SUNLU ਅੱਪਗਰੇਡ ਫਿਲਾਮੈਂਟ ਡ੍ਰਾਇਅਰ ਬਾਕਸ ਵਰਗੇ ਫਿਲਾਮੈਂਟ ਡ੍ਰਾਇਅਰ ਦੀ ਵਰਤੋਂ ਕਰਨਾ। ਤੁਸੀਂ ਮਸ਼ੀਨ ਵਿੱਚ ਫਿਲਾਮੈਂਟ ਦਾ ਆਪਣਾ ਸਪੂਲ ਰੱਖ ਸਕਦੇ ਹੋ ਅਤੇ ਤਾਪਮਾਨ ਸੈਟਿੰਗਾਂ ਅਤੇ ਐਂਪ; ਨਮੀ ਨੂੰ ਸੁਕਾਉਣ ਦਾ ਸਮਾਂ।
ਮੇਰਾ ਲੇਖ ਫਿਲਾਮੈਂਟ ਨਮੀ ਗਾਈਡ ਦੇਖੋ: ਕਿਹੜਾ ਫਿਲਾਮੈਂਟ ਪਾਣੀ ਨੂੰ ਸੋਖ ਲੈਂਦਾ ਹੈ? ਹੋਰ ਜਾਣਕਾਰੀ ਲਈ ਇਸਨੂੰ ਕਿਵੇਂ ਠੀਕ ਕਰਨਾ ਹੈ।
12. ਆਪਣੀਆਂ ਕੂਲਿੰਗ ਸੈਟਿੰਗਾਂ ਨੂੰ ਘਟਾਓ
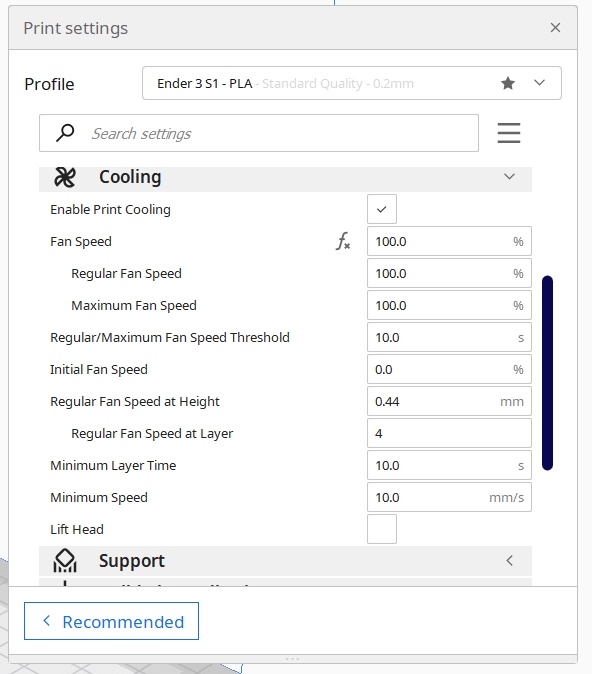
ਤੁਹਾਡੇ ਸਲਾਈਸਰ ਨੂੰ ਐਡਜਸ਼ਨ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਪਹਿਲੀਆਂ ਕੁਝ ਲੇਅਰਾਂ ਲਈ ਕੂਲਿੰਗ ਪੱਖਾ ਬੰਦ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਪਰ ਤੁਸੀਂ ਦੋ ਵਾਰ ਜਾਂਚ ਕਰਨਾ ਚਾਹੁੰਦੇ ਹੋ ਕਿ ਇਹ ਸਹੀ ਢੰਗ ਨਾਲ ਸੈੱਟਅੱਪ ਕੀਤਾ ਗਿਆ ਹੈ। . ਤੁਸੀਂ ਲੇਅਰ ਦੀ ਉਚਾਈ ਨੂੰ ਵਧਾਉਣਾ ਚਾਹ ਸਕਦੇ ਹੋ ਜਿਸ 'ਤੇ ਤੁਹਾਡਾ ਪੱਖਾ ਅਡਜਸ਼ਨ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਆਉਂਦਾ ਹੈ ਜੇਕਰ ਤੁਸੀਂ ਉਹਨਾਂ ਲੇਅਰਾਂ ਨੂੰ ਪਾਰ ਕਰਦੇ ਹੋ।
PLA ਆਮ ਤੌਰ 'ਤੇ ਸਭ ਤੋਂ ਵਧੀਆ ਪ੍ਰਿੰਟ ਕਰਦਾ ਹੈ ਜਦੋਂ ਕੂਲਿੰਗ ਪੱਖਾ 100% 'ਤੇ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਮੈਂ ਇਸਦੇ ਵਿਰੁੱਧ ਸਲਾਹ ਦੇਵਾਂਗਾ ਪ੍ਰਤੀਸ਼ਤ ਨੂੰ ਘਟਾਉਂਦੇ ਹੋਏ।
ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਸ਼ੁਰੂਆਤੀ ਪੱਖੇ ਦੀ ਗਤੀ 0% ਹੈ ਅਤੇ ਨਿਯਮਤ ਪੱਖੇ ਦੀ ਗਤੀ 100% ਹੈ, ਪਰ ਇਸ ਨੂੰ ਬਦਲਣ ਬਾਰੇ ਵਿਚਾਰ ਕਰੋ।