
فهرست
PLA د 3D چاپ کولو خورا مشهور فیلامینټ دی او معمولا چاپ کول اسانه دي مګر ځینې وختونه خلک ستونزه لري چې PLA بستر ته نه پاتې کیږي، که دا شیشه وي، PEI، یا مقناطیسي سطحه. ما پریکړه وکړه چې یوه مقاله ولیکم چې له خلکو سره مرسته وکړي چې PLA په ښه توګه ودریږي.
د چاپ بستر ته د پاتې کیدو لپاره د PLA ترلاسه کولو غوره لاره دا ده چې خپل بستر په سمه توګه برابر کړئ او یو ښه بستر وکاروئ. د چاپ کولو تودوخه نو فلیمینټ دومره نرم دی چې په ښه توګه تعقیب شي. تاسو کولی شئ د خپل ماډل لپاره قوي بنسټ چمتو کولو لپاره راف / برم هم وکاروئ. وګورئ چې ستاسو نوزل تړل شوی یا خراب شوی نه وي او خپل د چاپ بستر پاک کړئ.
دا بنسټیز ځواب دی مګر ډیر مهم معلومات شتون لري چې تاسو یې غواړئ پوه شئ، نو د دې مقالې لوستلو ته دوام ورکړئ.
- 5> کولی شي د ټول چاپ ماډل ځواک او بریالیتوب ګډوډ کړي.
- سطحه هر څو ځله د 70٪ یا 99٪ IPA محلول یا ورته پاکولو محصول سره پاک کړئ
- د PEI شیټونه د دې مسلې لپاره غوره مناسب حل ګڼل کیږي ځکه چې دوی د ډیری کاروونکو لخوا ستاینه شوي.
- یو کارونکي هم په خپل ایمیزون بیاکتنه کې ادعا کړې چې د PEI شیټونه PLA ته اجازه ورکوي حتی په بستر کې پاتې شي. بستر په خپل توازن یا سطح کې یو څه نیمګړتیا لري.
- ځینې خلک وړاندیز کوي چې د شګو کاغذ په کارولو سره خپل شیشې بستر یو څه سخت کړئ، که څه هم دا ممکن په نرم پای باندې اغیزه وکړي چې تاسو معمولا ترلاسه کوئ.
- زه ما د کاروونکو په اړه اوریدلي چې د PLA 3D پرنټونو لپاره د نورمال عکس چوکاټ شیشې سره بریا لري.
- بستر په سمه توګه نه دی برابر شوی
- د بستر تودوخه ډیره ټیټه ده
- د چاپ کولو تودوخه ډیره ټیټه ده
- غلط Z-Offset ارزښت
- د رافټ یا برم نه کارول
- بستر خراب شوی
- نوزل تړل شوی یا خراب شوی
- د چاپ بستر پاک ندی
- د بستر چپکونکو نه کار اخستل
- د پلیټ مواد د چپکولو نشتوالی
- فلامینټ جذب شوی رطوبت
- کولینګ ډیر لوړ دی
- د لومړي پرت د چاپ سرعت ډیر لوړ دی
- د ابتدايي پرت د جریان کچه ټیټه ده
- د چاپ بستر کچه کړئ
- د خپل بستر د حرارت درجه لوړه کړئ
- خپل لوړ کړئ د چاپ کولو تودوخه
- خپل Z-Offset ارزښت په سمه توګه تنظیم کړئ
- د رافټ یا برم څخه کار واخلئ
- وګورئ چې ستاسو بستر خراب شوی نه دی
- خپل نوزل خلاص کړئ یا بدل کړئ نوي نوزل ته
- خپل د چاپ بستر پاک کړئ
- د بستر چپکونکي وکاروئ
- خپل د چاپ بستر بدل کړئ
- خپل فلامینټ وچ کړئ
- خپل کم کړئ د کولنګ تنظیمات
- د خپل لومړي پرت د چاپ سرعت کم کړئ
- د خپل لومړني پرت د جریان کچه لوړه کړئ
- د بستر سطح کولو څلور نوبونه وکاروئ چې معمولا د چاپ بستر لاندې سم سمبال شوي وي د پورته کولو یا ښکته کولو لپاره. بستر
- نوزل په خپل ډیفالټ یا غوره مناسب موقعیت کې د پرنټر په اتوماتیک کولو سره پیل کړئ.
- کله چې تاسو پرنټر ته کور ته ځئ نوزل باید له بستر څخه ډیر لرې نه وي . تاسو ممکن اړتیا ولرئ د المونیم په بستر کې پیچونه تنظیم کړئ یا د Z-endstop حرکت وکړئ
- دا ښه نظر دی چې خپل بستر د عادي چاپ تودوخې (شاوخوا 50 سانتي ګراد) ته تودوخه کړئ.
- تاسو کولی شئ د لاندې کیڼ اړخ سره پیل کړئ او د سطح کولو غوټۍ تر هغه وخته پورې تنظیم کړئ تر څو چې نوزل نږدې نه وي
- خپل کاغذ واخلئ او د نوزل لاندې یې کېږدئ، بیا د بستر لیول کولو نوب تر هغه پورې ښکته کړئ تر څو چې کافی ځای شتون ولري. کاغذ وګرځوئ.
- کله چې کاغذ په یوه زاویه کې د ټکر نښې ښکاره کړي، بل کونج ته لاړ شئ او په ورته ډول فاصله و ازموئ.
- کله چې فاصله یو شان ويټول کونجونه او منځني، تاسو کولی شئ د چاپ ازموینه وکړئ ترڅو وګورئ چې ستونزه د خوښې سره سم حل شوې ده.
- د اتوماتیک بستر لیول کولو ځانګړتیاوې معمولا اخلي د بستر لیول کولو سینسر څخه مرسته چې د کار کولو دمخه ټاکل شوې سناریو لري.
- په ساده ډول د دې کوچني سکرین په کارولو سره د پرنټر مینو ته لاړشئ.
- ستاسو د پرنټر کنټرول سکرین کې باید د بستر لیول کولو اختیار شتون ولري.
- دا فشار ورکړئ بیا دا باید معمول اتوماتیک بستر لیولنګ ترسره کړي او د اندازه کولو پراساس په اتوماتيک ډول فاصله تنظیم کړي.
- د کاغذ تولیه یا پاک ټوکر ترلاسه کړئ چې لږترلږه 70٪ isopropyl الکول یا acetone لري
- د کاغذ تولیه یا ټوکر ته د پاکولو محلول تطبیق کړئ او بستر په نرمۍ سره پاک کړئ
- پرنټ بستر هوا وچه کړئ ترڅو مایع تبخیر شي نو تاسو باید یو ښه پاک بستر ولرئ
- تاسو دا هم کولی شئ کله چې بستر شاوخوا 40 ګرم وي °C د پاکولو او تبخیر سره د مرستې لپارهپروسه.
- ګلو سټک
- د ویښتو سپری 5>0>
- بلیو پینټرز ټپ
که تاسو غواړئ یو بریالي 3D چاپ چې ټول ټکي په سمه توګه ټیک شوي وي، نو تاسو باید ډاډ ترلاسه کړئ چې لومړۍ طبقه د چاپ بستر ته چپه شوې ده. مؤثره طریقه. دا هغه فاکتور دی چې په عمده توګه د 3D پرنټر د بستر چپکولو په نوم پیژندل کیږي.
که څه هم PLA د چاپ کولو موخو لپاره د کارولو لپاره خورا عام او اسانه 3D فلیمینټ دی، دا بیا هم ځینې وختونه د چپک کیدو مسلې رامینځته کولی شي. لاندې خورا مهم لاملونه ديپه پرت کې د فین منظم سرعت. که تاسو رافټ لرئ، دا باید د ښه چپکولو لپاره ډیره مسله نه وي ځکه چې دا ستاسو د چاپ لپاره د پراخ بنسټ په توګه کار کوي.
د یخ کولو په اړه د نورو معلوماتو لپاره، زما مقاله وګورئ څنګه د کامل چاپ کولنګ ترلاسه کولو لپاره & د فین ترتیبات.
13. د خپل لومړني پرت د چاپ سرعت کم کړئ

هغه سرعت چې ستاسو لومړی پرت چاپ کوي یا د ابتدايي پرت سرعت باید ډیر لوړ نه وي، نو ستاسو لومړی پرت د تعقیب کولو وړتیا لري په ښه توګه بستر ته. Cura باید د 20mm/s ډیفالټ ارزښت ولري کوم چې واقعیا ښه کار کوي.
وګورئ چې ستاسو د ابتدايي پرت سرعت دومره ټیټ دی چې ستاسو چاپونو ته غوره چانس ورکړي چې د جوړ شوي سطح سره ودریږي.
پرته له دې چې تاسو د خپل چاپ سرعت بدل کړئ، د ابتدايي پرت سرعت د کوم بل ترتیباتو لخوا اغیزمن نه دی، نو دا باید ورته پاتې شي. یو کارونکي چې د PLA د سټیک کولو لپاره ډیری اصلاحات هڅه کړې، وموندله چې د خپل ابتدايي پرت سرعت کمولو وروسته، هغه په پای کې ستونزه حل کړه.
ما یوه ډیره ګټوره مقاله لیکلې چې نوم یې د 3D چاپ لپاره غوره چاپ سرعت څه دی؟ کامل ترتیبات، نو د دې لپاره وړیا احساس وکړئ.
14. د خپل لومړني پرت د جریان کچه لوړه کړئ
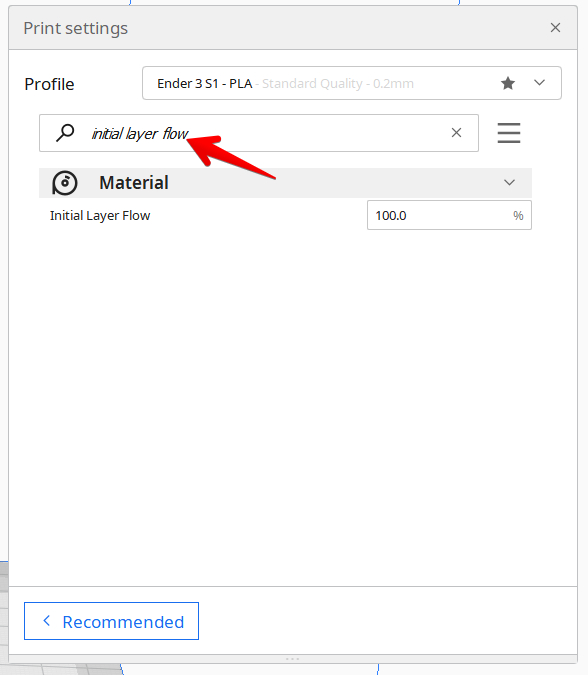
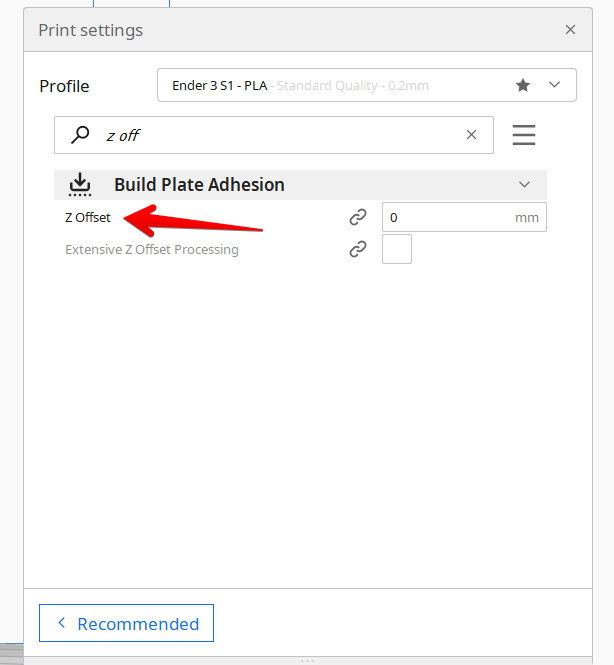
دا ترتیب یو ښه کوچنی چال دی چې تاسو کولی شئ یوازې د لومړي پرت لپاره د نورو موادو ایستلو لپاره وکاروئ ، چې په Cura کې د ابتدايي پرت جریان په نوم یادیږي. دا یوه سلنه ده چې 100٪ ته ډیفالټ کوي ترڅو ستاسو PLA سخت فشار راوړيد بستر چپکولو ته وده ورکولو لپاره جوړ شوی پلیټ.
تاسو به شاید د ترتیباتو لټون وکړئ لکه څنګه چې په پورته عکس کې ښودل شوي ځکه چې دا په ډیفالټ نه ښودل کیږي.
دا معمولا کارول کیږي که تاسو خرابه سطحه بستر ولرئ، نو که چیرې بستر ډیر نږدې وي، تاسو به جریان کم کړئ، پداسې حال کې چې جریان زیات کړئ که چیرې بستر ډیر لرې وي. تاسو باید دا ترتیب ونه کاروئ که چیرې تاسو په سمه توګه بستره لرئ.
څنګه د PLA نه د بستر سره چپکیدل - شیشې، PEI، مقناطیسي
لاندې ځینې لارښوونې او چلونه دي دا د مختلف ډوله چاپ بسترونو لپاره دي نو تاسو کولی شئ له دوی څخه کار واخلئ که تاسو د PLA چاپ کولو پرمهال د چپکولو مسلو سره مخ یاست. ډیری یې د ټولو درې ډوله چاپ بستر سطحو باندې پلي کیدی شي.
هم وګوره: 4 د رال 3D پرنټرونو لپاره غوره سلیسر / سافټویریو کارونکي ادعا وکړه چې هغه د پاکولو لپاره د اوبو او مالګې مخلوط کارويموخې. بیا یې پلیټ ته اجازه ورکړه چې په بشپړه توګه وچ شي.
دې فکتور اوبه ته اجازه ورکړه چې تبخیر شي پداسې حال کې چې د شیشې په سطحه د مالګې پاتې شونه پریږدي. دې عمل د بستر چپکولو ته وده ورکړه او نږدې تل یې د هغه لپاره کار کاوه.
یو بل کارونکي د بورې اوبو سره ورته کړنلاره وړاندیز کړه ځکه چې هغه باور لري چې هر ډول کرسټال مواد به د چاپ په بستر کې ورته پایلې ولري.
د PLA تر شا د بستر سطحې مسلې ته نه پاتې کیږي:څنګه د PLA د بستر لپاره نه پاتې کیدل حل کړئ؟
که څه هم مختلف عوامل شتون لري چې د دې لامل کیدی شي ستونزه، تاسو اړتیا نلرئ اندیښنه ولرئ ځکه چې هر لامل خپل حل هم لري. یوازې آرام اوسئ، د خپل 3D پرنټر سره مسله ومومئ او د غوره مناسب حل سره لاړ شئ.
1. د چاپ بستر سطحه کړئ
لومړی شی چې تاسو یې باید وکړئ کله چې PLA د چاپ بستر سره نه وي ستاسو د بستر کچه کول دي. دد دې کار لامل دا دی چې تاسو غواړئ خارج شوي فلیمینټ د بستر سطحې او نوزل تر مینځ غوره فاصله ولري نو دا د جوړ شوي پلیټ باندې یو څه فشار لري.
معمولي فاصله شاوخوا 0.1mm یا شاوخوا پیژندل کیږي. د کاغذ د A4 ټوټه ضخامت.
کله چې ستاسو بستر غیر مساوي وي، خارج شوي فیلامینټ به په ځینو ځایونو کې بستر ته غاړه کیږدي او په نورو کې نه، چې د چاپ د ناکامۍ لامل کیږي.
دوه شتون لري. ستاسو د بستر د سطحې کولو اصلي لارې، یا په لاسي سطحه کولو یا اتوماتیک سطحه کولو سره.
د لاسي بستر سطحه کول
د اتوماتیک بستر لیول کولو خصوصیت کارول
د اتوماتیک بستر لیولر یوه بیلګه به د ANTCLABS BLTouch Auto Bed Leveling وي. د ایمیزون څخه سینسر. دا د هر ډول بستر موادو سره کار کوي او د 0.005mm شاوخوا دقیقیت لري. دا د 1M نښلونکي توسیع کیبل سره هم راځي.

پرو لارښوونه: که تاسو د اتوماتیک بستر لیول کولو خصوصیت سره ځئ نو دا اړینه ده چې تنظیم کړئ د مناسب توازن لپاره د Z-offset ارزښت په بشپړ ډول.
له دې وروسته، تاسو باید په مثالي توګه یو متوسط اندازه څیز په سلیسر کې واچوئ لکه Cura، 5 سکرټونه واچوئ ترڅو تاسو خپل بستر په داسې حال کې برابر کړئ چې فلیمینټ شاوخوا ایستل کیږي. ماډل تاسو کولی شئ په اسانۍ سره ووایاست چې ستاسو بستر څومره ښه دی کله چې سکرټ چاپ شي.
2. د خپل بستر د تودوخې درجه لوړه کړئ
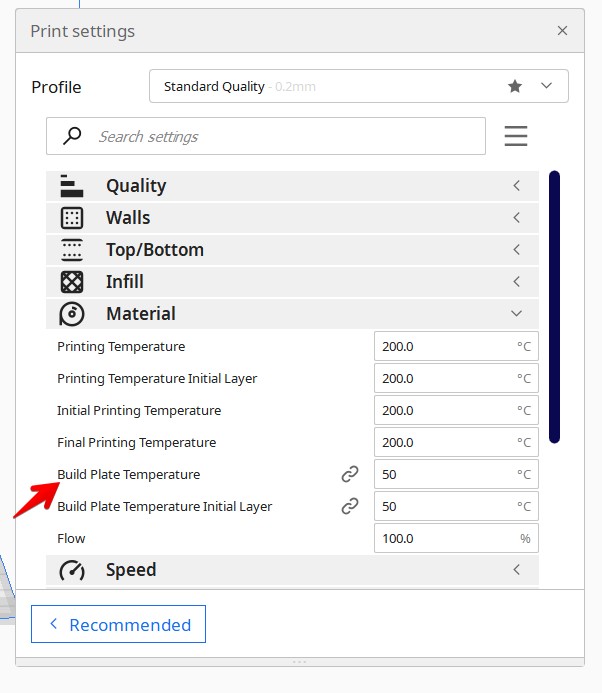
بل شی چې تاسو یې غواړئ د خپل بستر تودوخه وګورئ ځکه چې دا کولی شي د PLA سره مرسته وکړي چې بستر ته په ښه توګه تعقیب کړي. کله چې تاسو د PLA سره چاپ کړئ، د بستر څخه کار واخلئد تودوخې درجه د 40-60 درجو تر منځ.
کله چې تاسو دا کار وکړئ، د ازموینې ماډل چاپ کړئ ترڅو وګورئ چې فلیمینټ څنګه تعقیبوي.
یو کارونکي چې د PLA سره 3D چاپ کوي وویل چې هغه د PLA چپکولو ازموینه کړې. د شیشې چاپ بستر کې او وموندله چې 50 درجې سانتي ګراد د هغه لپاره کار کړی، پداسې حال کې چې بل کارونکي 60 درجې سانتي ګراد کړي.
3. ستاسو د چاپ د حرارت درجه لوړه کړئ
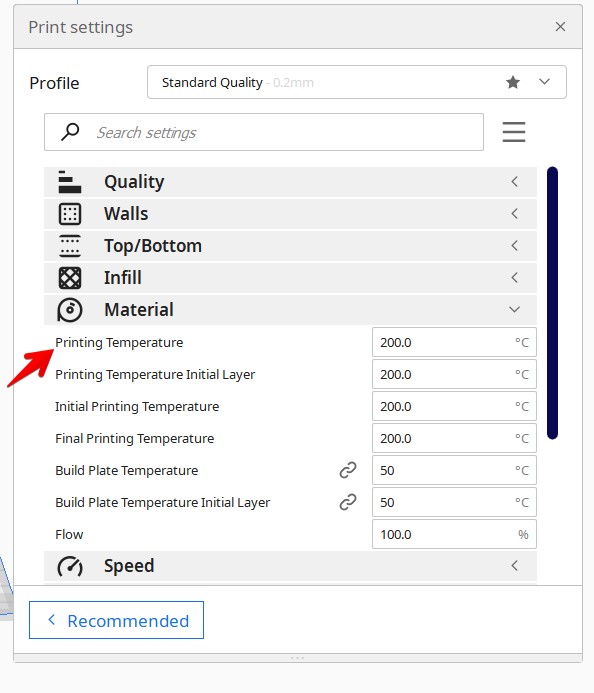
ستاسو د بستر د تودوخې په څیر، د چاپ کولو تودوخې زیاتوالی کولی شي ستاسو فلیمینټ نرم کړي، کوم چې دا توان ورکوي چې په بستر کې ښه پاتې شي. کله چې ستاسو فیلامینټ کافي نرم نه وي، بستر ته چپکیدل ستونزمن کیدی شي.
د غوره کیفیت لپاره ستاسو د چاپ د تودوخې اندازه کول مهم دي، مګر که تاسو د چپکولو سره ستونزه لرئ، هڅه وکړئ د خپل چاپ حرارت درجه لوړه کړئ. شاوخوا 5-10 ° C او وګورئ چې دا مرسته کوي.
4. خپل Z-Offset ارزښت په سمه توګه تنظیم کړئ
ستاسو Z-Offset اساسا یو سمون دی چې ستاسو 3D پرنټر د چاپ کولو پروسې په جریان کې د نوزل لوړوالی ته رامینځته کوي. عموما، ستاسو د چاپ بستر برابرول باید ستاسو نوزل په کافي اندازه ځای په ځای کړي ترڅو Z-Offset ته اړتیا ونلري، مګر دا ستاسو لپاره یو اضافي اختیار دی چې د دې اضافي درست لیولنګ ترلاسه کولو لپاره وکاروئ.
که تاسو خپل نوزل وګورئ لا تر اوسه د جوړ شوي پلیټ څخه ډیر لرې دی، هڅه وکړئ په خپل 3D پرنټر یا سلیسر کې د Z-Offset ارزښت داخل کړئ.
د Z-Offset یو مثبت ارزښت به نوزل لوړ کړي پداسې حال کې چې منفي ارزښت به نوزل ټیټ کړي.<1
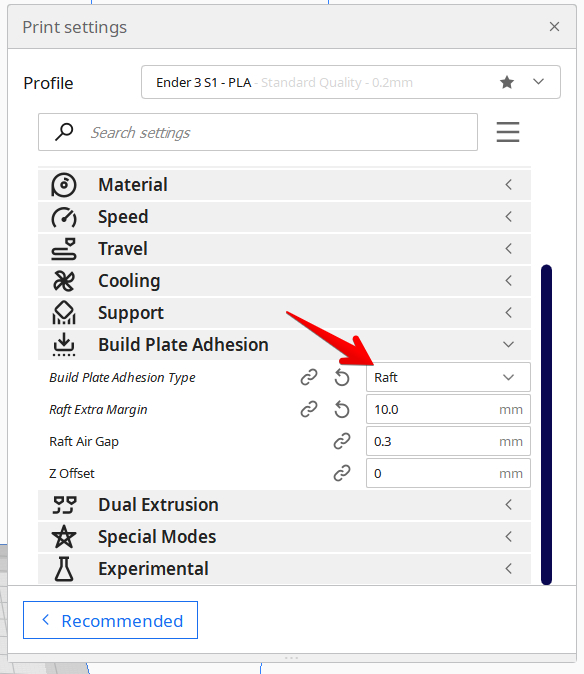
5. د رافټ یا برم

د بیړۍ څخه کار واخلئبرم د PLA 3D پرنټونو سره د چپکولو زیاتولو لپاره عالي میتود دی. زه دا زما د ډیری لوی 3D پرنټونو لپاره کاروم ترڅو ډاډ ترلاسه کړم چې دا د چاپ کولو ټولې پروسې په اوږدو کې د ساختماني پلیټ سره ودریږي.
راافټ/برم اساسا یو اضافي ملاتړی چاپ دی چې ستاسو د ماډل لاندې اضافه شوی ترڅو د قوي بنسټ په جوړولو کې مرسته وکړي. . رافټ د دې جوړ شوي پلیټ اډیشن تخنیک لوی او ډیر خوندي شکل دی، پداسې حال کې چې برم یو پتلی چاپ دی چې د ماډل شاوخوا چاپ کوي.
هم وګوره: 12 لارې چې څنګه د 3D پرنټونو فکس کړئ چې په ورته نقطه کې پاتې کیږيزما مقاله وګورئ سکرټ Vs بریمس Vs رافټس - د 3D د چټک چاپ لارښود د نورو جزیاتو لپاره.
6. وګورئ چې ستاسو بستر خراب شوی نه دی

د 3D چاپ بستر لږ عام دی مګر بیا هم ممکنه مسله ده چې د PLA لپاره د چاپ بستر ته غاړه ایښودل ستونزمن کوي. ځینو کاروونکو په بشپړه توګه هڅه وکړه چې خپل ماډلونه د چاپ بستر ته ودروي او هیڅ کار ونه کړي.
هغوی پای ته ورسیدل یو حاکم ترلاسه کړ او ازموینه یې وکړه چې ریښتیني ساختماني پلیټ څومره فلیټ دی او وموندله چې دا د تودوخې وروسته خړوبیږي .
که تاسو پوه شئ چې ستاسو بستره خرابه ده، دا احتمال لري چې ستاسو د PLA 3D پرنټونو په سمه توګه چپ نه پاتې شي. دلته ستاسو غوره انتخاب د ساختماني سطحې بدلول دي.
سبطه سطحه معمولا بوروسیلیکیټ یا تودوخه شیشه وي. خلک د PEI یا پسرلي فولادو چاپ بسترونو سره ډیر بریالیتوب لري.
7. خپل نوزل خلاص کړئ یا نوي نوزل ته بدل کړئ
یو نوزل چې تړل شوی یا خراب شوی هم کولی شيد PLA چاپونو کې مرسته وکړئ چې په سمه توګه نه پاتې کیږي. په مثالي توګه، یو 3D پرنټر باید په بستر کې د ښه گرفت ترلاسه کولو لپاره په اسانۍ سره فلیمینټ وباسي، نو که چیرې نوزل تړل شوی یا خراب شي، نو دا به په خارج باندې منفي اغیزه وکړي.
د خلاصولو لپاره د "کولډ پل" طریقه ترسره کړئ. د نوزل پاکولو لپاره ستاسو فیلامینټ یا د پاکولو فلامینټ وکاروئ.
8. خپل د چاپ بستر پاک کړئ
د چاپ بستر چې کثافات او ګنډل لري د PLA 3D پرنټونو په چپکولو باندې منفي اغیزه کولی شي، په ځانګړې توګه کله چې تاسو په غوړو لاسونو سره د ساختماني تختې سره ډیر څه لمس کړئ.
ډیری خلک لري یادونه وکړه چې د خپل بستر څو ځله لمس کولو وروسته، دوی نشي کولی PLA د چپک کولو لپاره ترلاسه کړي، مګر د چاپ بستر پاکولو او بستر ته لږ لمس کولو وروسته، دوی په پای کې یو څه ښه چپکونه ترلاسه کړل.
سربیره پردې، ځینې وختونه د پخوانیو چاپونو څخه پاتې پاتې پاتې کیدل کولی شي چپکونه کم کړي، نو ډاډ ترلاسه کړئ چې دا هم پاک کړئ.
حتی د ډیرو نورو اصلاحاتو پلي کولو وروسته، که تاسو د چاپ بستر پاک نه کړئ، دا د PLA فلیمینټ لپاره مسله کیدی شي. چپکۍ، نو د پاکولو پروسې ته لاړ شئ:
9. د بستر چپکونکي استعمال کړئ
د بستر چپکونکي لکه د ویښتو سپری، د ګلو سټیکونه، یا حتی مختلف ټیپونه لکه د پنټر ټیپ یا کیپټن ټیپ کولی شي ستاسو سره د PLA پرنټونو د چپکولو لپاره د پام وړ مرسته وکړي.
دا یو ښه نظر دی. دا چپکونکي د شیشې بستر په څیر په سطحونو کې وکاروئ ، او دوی حتی د ځینې چاپ بستر موادو ژوند اوږدولو کې مرسته کولی شي. یوځل چې لومړی طبقه د بستر چپکونکي ته په ښه توګه ودریږي، ستاسو د چاپ پاتې برخه باید ثابته وي.
کوښښ مه کوئ چې د هغه چپکونکي مقدار سره چې تاسو په بستر کې کاروئ.



10. خپل د چاپ بستر بدل کړئ
که چیرې دا ډیری اصلاحات کار ونه کړي، تاسو کولی شئ خپل چاپ په داسې موادو بدل کړئ چې ډیر چپکونکي دوستانه وي. ما پدې وروستیو کې یو 3D پرنټر ترلاسه کړ چې د PC پسرلي سټیل شیټ کاروي او چپکونکی واقعیا ښه دی.
د دې ساختماني سطحې په اړه یو له غوره شیانو څخه دا دی چې وروسته له دې چې د بستر تودوخې یخ شي ، چاپ په حقیقت کې پخپله نرمیږي او حتی د لیرې کولو لپاره هیڅ سپتولا یا فلیکس ته اړتیا نلري.
زه ستاسو د 3D پرنټر لپاره د مقناطیسي بستر، PEI بستر یا د PC پسرلي سټیل شیټ لپاره خورا وړاندیز کوم.
د HICTOP انعطاف وړ فولادو پلیټ فارم د PEI سطح سره & مقناطیسي لاندې شیټ ستاسو د 3D پرنټر لپاره مناسب ترکیب دی. دا په مختلفو اندازو کې راځي او تاسو کولی شئ حتی دوه اړخیزه غوره کړئسطحه د نرمو او جوړو اړخونو سره.
.
11. خپل فیلامینټ وچ کړئ
د 3D چاپ کولو فیلامینټ د هایګروسکوپیک په توګه پیژندل کیږي پدې معنی چې دوی د چاپیریال څخه د رطوبت جذبولو احتمال لري. کله چې ستاسو PLA رطوبت جذبوي، دا کولی شي د ایستلو په طریقه اغیزه وکړي، په بیله بیا د چپک کولو طریقه.
د چپک کولو کمولو سربیره، ستاسو د PLA فلیمینټ کې رطوبت کولی شي د نیمګړتیاو لامل شي لکه ستاسو په موډلونو کې د بلب کولو او زیټس. تاسو غواړئ دا ستونزه ژر تر ژره حل کړئ.
ستاسو د فیلامینټ وچولو ساده لاره د فلیمینټ وچونکي کارول دي لکه د امازون څخه د SUNLU Upgraded Filament Dryer Box. تاسو کولی شئ خپل سپول فلیمینټ په ماشین کې ځای په ځای کړئ او د تودوخې تنظیمات داخل کړئ & د رطوبت د وچولو وخت دی.
زما مقاله وګورئ د فلیمینټ رطوبت لارښود: کوم فلامینټ اوبه جذبوي؟ د نورو معلوماتو لپاره دا څنګه حل کړئ.
12. ستاسو د یخولو ترتیبات کم کړئ
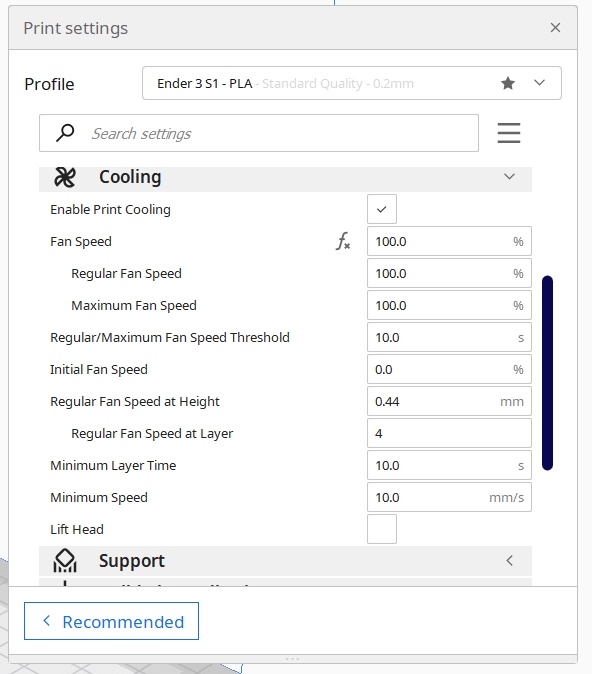
ستاسو سلیسر باید د لومړي څو پرتونو لپاره د یخولو فین بند کړي ترڅو د چپکولو سره مرسته وکړي ، مګر تاسو غواړئ دوه ځله وګورئ چې دا په سمه توګه تنظیم شوی دی. . تاسو ممکن د هغه پرت لوړوالی زیات کړئ چې ستاسو فین د چپکولو سره مرسته کوي که چیرې تاسو د دې پرتونو څخه تیریږي.
PLA معمولا غوره چاپ کوي کله چې کولنګ فین په 100٪ کې وي نو زه یې په وړاندې مشوره ورکوم د فیصدي کمول.
ډاډ ترلاسه کړئ چې د ابتدايي فین سرعت 0٪ دی او د فین منظم سرعت 100٪ دی، مګر د بدلون په اړه فکر وکړئ.