
Satura rādītājs
PLA ir vispopulārākais 3D drukāšanas filaments, un parasti to ir viegli drukāt, taču dažreiz cilvēkiem ir problēmas ar to, ka PLA nepielipa pie gultas, neatkarīgi no tā, vai tā ir stikla, PEI vai magnētiskā virsma. Es nolēmu uzrakstīt rakstu, kas palīdzēs cilvēkiem panākt, lai PLA labi pielīp.
Labākā metode, kā panākt, lai PLA pieliptu pie drukas gultnes, ir pareizi izlīdzināt gultu un izmantot labu gultni & amp; drukāšanas temperatūra, lai filaments būtu pietiekami mīksts un labi pieliptu. Varat izmantot arī plostu/apmales, lai nodrošinātu stingrāku pamatu modelim. Pārbaudiet, vai jūsu sprausla nav aizsērējusi vai bojāta, un iztīriet drukas gultu.
Tā ir pamatatbilde, taču ir vēl daudz svarīgas informācijas, ko vēlaties uzzināt, tāpēc turpiniet lasīt šo rakstu.
Kāpēc PLA nepiestiprinās pie manas veidošanas virsmas?
Labs pirmais slānis jebkurā 3D drukāšanas procesā ir vissvarīgākais un būtiskākais faktors, jo jebkuras nelielas problēmas šajā brīdī var ietekmēt visa drukas modeļa izturību un panākumus.
Ja vēlaties veiksmīgu 3D drukāšanu, kurā visi punkti ir pareizi atzīmēti, jums ir jāpārliecinās, ka pirmais slānis efektīvi pielīp pie drukas gultnes. Šo faktoru galvenokārt sauc par 3D printera gultnes saķeri.
Lai gan PLA ir visizplatītākais un visvieglāk izmantojamais 3D filaments drukāšanai, tomēr dažkārt tas var radīt pielipšanas problēmas. Zemāk ir aprakstīti galvenie iemesli, kāpēc PLA nepielipšana pie gultas virsmas ir problēma:
- Gulta nav pareizi izlīdzināta
- Gultas temperatūra ir pārāk zema
- Drukas temperatūra ir pārāk zema
- Nepareiza Z-novirzes vērtība
- Plosta vai malas nelietošana
- Gulta ir izkropļota
- Aizsprostota vai bojāta sprausla
- Drukas gulta nav tīra
- Gultas līmju nelietošana
- Uzbūves plāksnes materiālam trūkst saķeres
- Filamenta absorbētais mitrums
- Dzesēšanas temperatūra ir pārāk augsta
- Pirmā slāņa drukāšanas ātrums ir pārāk liels
- Sākotnējā slāņa plūsmas ātrums Zems
Kā noteikt, ka PLA nepielipa pie gultas?
Lai gan pastāv dažādi faktori, kas var būt šīs problēmas cēlonis, jums nav jāuztraucas, jo katram cēlonim ir arī savs risinājums. Vienkārši esiet mierīgi, atrodiet 3D printera problēmu un izvēlieties piemērotāko risinājumu.
- Drukāšanas gultnes izlīdzināšana
- Palieliniet gultas temperatūru
- Palieliniet drukāšanas temperatūru
- Pareizi iestatiet Z-novirzes vērtību
- Izmantojiet plostu vai malu
- Pārbaudiet, vai jūsu gulta nav deformēta
- Atbloķējiet sprauslu vai nomainiet sprauslu uz jaunu sprauslu
- Drukāšanas gultnes tīrīšana
- Gultas līmju lietošana
- Drukas gultnes maiņa
- Filamenta žāvēšana
- Samaziniet dzesēšanas iestatījumus
- Pirmā slāņa drukāšanas ātruma samazināšana
- Palieliniet sākotnējā slāņa plūsmas ātrumu
1. Izlīdziniet drukas gultni
Pirmā lieta, kas jums jādara, ja PLA nepielipa pie drukas pamatnes, ir izlīdzināt pamatni. Tas jādara tāpēc, ka vēlaties, lai ekstrudētais filaments būtu optimālā attālumā starp pamatnes virsmu un sprauslu, lai tam būtu zināms spiediens uz veidošanas plāksni.
Ir zināms, ka parastais attālums ir aptuveni 0,1 mm jeb A4 papīra lapas biezums.
Ja pamatne ir nelīdzena, izspiestais pavediens dažās vietās pieguļ pie pamatnes, bet citās - ne, kas izraisa drukas kļūmes.
Ir divi galvenie gultas izlīdzināšanas veidi - manuāla vai automātiska izlīdzināšana.
Manuāla gultas nolīdzināšana
- Lai paceltu vai nolaistu gultni, izmantojiet četras gultnes līmeņošanas pogas, kas parasti atrodas tieši zem drukas gultnes.
- Sāciet ar sprauslas pozicionēšanu noklusējuma vai labākajā piemērotākajā pozīcijā, izmantojot printera automātisko vadību.
- Sprauslai nevajadzētu atrasties pārāk tālu no gultas, kad jūs atgriežaties pie printera. Jums, iespējams, būs nepieciešams noregulēt alumīnija gultas skrūves vai pārvietot Z-endstop.
- Ir labi uzsildīt gultni līdz parastai drukāšanas temperatūrai (aptuveni 50°C).
- Varat sākt ar apakšējo kreiso stūri un regulēt izlīdzināšanas pogu, līdz sprausla ir tuvu.
- Paņemiet papīra lapu un novietojiet to zem sprauslas, pēc tam nolaidiet gultnes izlīdzināšanas pogu, līdz ir pietiekami daudz vietas, lai papīru varētu pakustināt.
- Kad papīrs vienā leņķī uzrāda berzes pazīmes, pārvietojieties uz nākamo stūri un tādā pašā veidā pārbaudiet attālumu.
- Kad attālums ir vienāds visos stūros un vidū, varat veikt testa drukāšanu, lai pārliecinātos, vai problēma ir atrisināta atbilstoši vēlmēm.
Automātiskās gultas nolīdzināšanas funkcijas izmantošana
- Automātiskās gultas nolīdzināšanas funkcijas parasti izmanto gultas nolīdzināšanas sensora palīdzību, kam ir iepriekš noteikts darbības scenārijs.
- Vienkārši dodieties uz printera izvēlni, izmantojot tā mazo ekrānu.
- Printera vadības ekrānā jābūt iespējai Izlīdzināšana gultnē.
- Nospiediet šo taustiņu, un pēc tam tiks veikta parastā automātiskā gultas izlīdzināšana un automātiski koriģēti attālumi, pamatojoties uz mērījumiem.
Piemēram, automātiskais gultas līmeņotājs ir ANTCLABS BLTouch automātiskais gultas līmeņošanas sensors no Amazon. Tas darbojas ar visu veidu gultas materiāliem, un tā precizitāte ir aptuveni 0,005 mm. Tam ir arī 1 m savienojuma pagarinājuma kabelis.

Profesionāļu padoms: Ja izmantojat automātiskās gultas izlīdzināšanas funkciju, ir svarīgi iestatīt Z-veida nobīdei atbilstošu vērtību, lai nodrošinātu pareizu līdzsvaru.
Pēc tam ideālā gadījumā jums vajadzētu ievietot vidēja izmēra objektu griezējprogrammā, piemēram, Cura, un piemērot 5 svārkus, lai jūs varētu izlīdzināt savu gultu, kamēr pavediens tiek ekstrudēts ap modeli. Jūs varat viegli noteikt, cik labi jūsu gulta ir izlīdzināta, kad svārki tiek drukāti.
2. Palieliniet gultas temperatūru
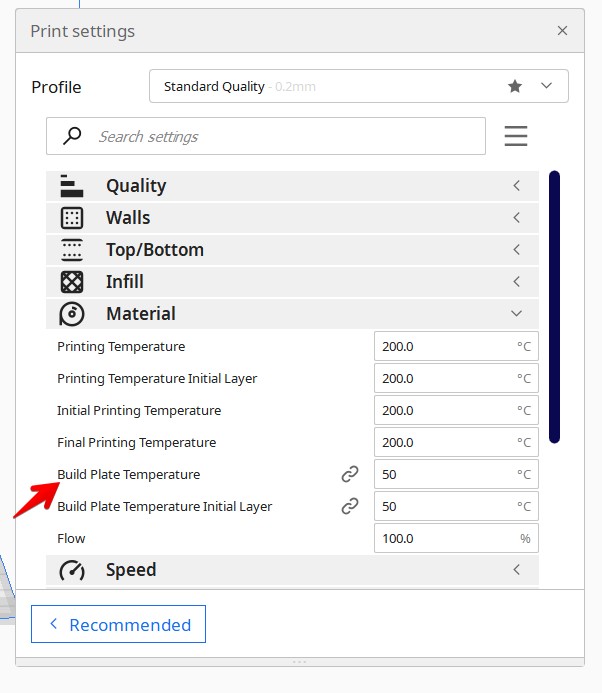
Nākamā lieta, uz ko vēlaties pievērst uzmanību, ir gultnes temperatūra, jo tā var palīdzēt PLA labāk piestiprināties pie gultnes. Drukājot ar PLA, izmantojiet gultnes temperatūru 40-60 °C robežās.
Kad tas ir izdarīts, mēģiniet izdrukāt testa modeli, lai redzētu, kā filaments pieguļ.
Viens lietotājs, kurš 3D drukā ar PLA, teica, ka viņš pārbaudīja PLA adhēziju uz stikla drukas gultnes un konstatēja, ka viņam derēja 50°C temperatūra, bet citam lietotājam - 60°C.
3. Palieliniet drukāšanas temperatūru
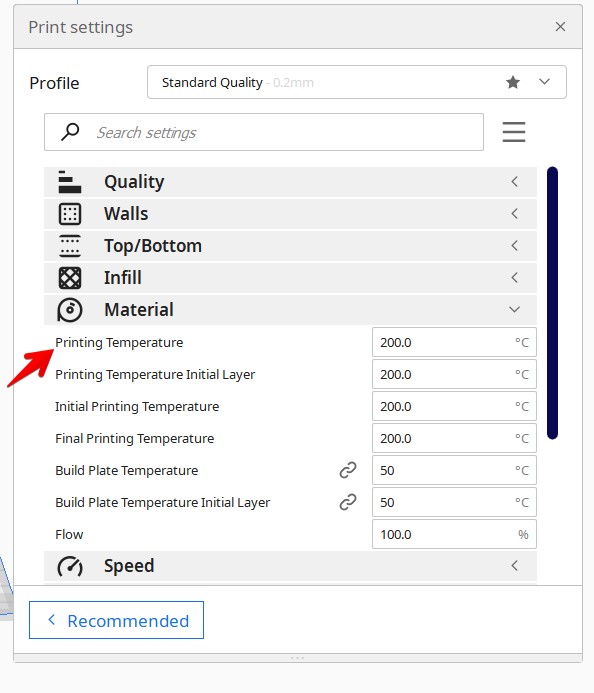
Līdzīgi kā gultas temperatūra, arī drukāšanas temperatūras paaugstināšana var padarīt jūsu filamentu mīkstāku, kas ļauj tam labāk pieķerties gultai. Ja filaments nav pietiekami mīkstināts, tā pieķeršanās gultai var būt apgrūtināta.
Lai nodrošinātu vislabāko kvalitāti, ir svarīgi kalibrēt drukāšanas temperatūru, bet, ja jums ir problēmas ar adhēziju, mēģiniet palielināt drukāšanas temperatūru par aptuveni 5-10°C un pārliecinieties, vai tas palīdzēs.
4. Pareizi iestatiet Z-novirzes vērtību
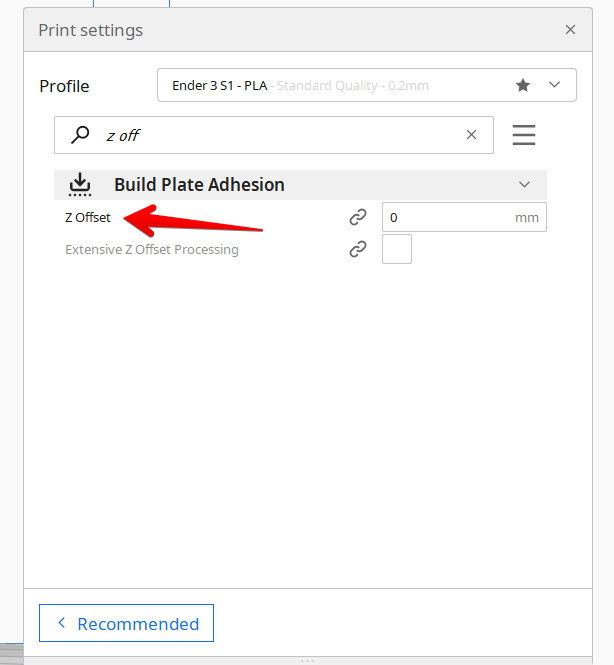
Jūsu Z-novirze būtībā ir regulējums, ko 3D printeris veic sprauslas augstumam drukāšanas procesa laikā. Parasti, izlīdzinot drukas gultni, sprausla atrodas pietiekami labā vietā, lai Z-novirze nebūtu nepieciešama, taču tā ir papildu iespēja, ko varat izmantot, lai iegūtu īpaši precīzu izlīdzināšanu.
Ja pamanāt, ka sprausla joprojām atrodas pārāk tālu no veidošanas plates, mēģiniet 3D printerī vai griezējprogrammā ievadīt Z-novirzes vērtību.
Pozitīva Z-Offset vērtība paaugstina sprauslu, bet negatīva vērtība pazemina sprauslu.
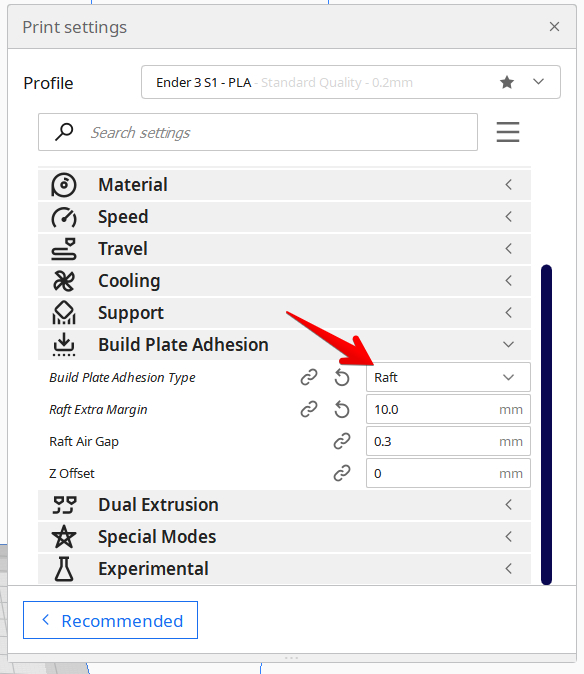
5. Izmantojiet plostu vai malu

Plaukts ar malu ir lieliska metode, lai palielinātu adhēziju ar PLA 3D izdrukām. Es to izmantoju lielākajai daļai savu lielo 3D izdruku, lai nodrošinātu, ka tas pielipst pie veidnes visā drukāšanas procesā.
Plosts/apmales pamatā ir papildu atbalsta izdruka, kas tiek pievienota zem modeļa, lai palīdzētu veidot stingrāku pamatu. Plosts ir lielāka un drošāka šīs uzbūves plākšņu saķeres tehnikas forma, savukārt apmales ir plānāka izdruka, kas tiek drukāta ap modeli.
Lai uzzinātu vairāk, skatiet manu rakstu "Svārki un apmales un plosti - īss 3D drukāšanas ceļvedis".
6. Pārbaudiet, vai jūsu gulta nav deformēta

Izkropļota 3D drukas pamatne ir retāk sastopama, bet tomēr iespējama problēma, kas apgrūtina PLA pielipšanu pie drukas pamatnes. Daži lietotāji izmēģināja pilnīgi visu, lai panāktu savu modeļu pielipšanu pie drukas pamatnes, bet nekas nedeva rezultātus.
Viņi galu galā ieguva lineālu un pārbaudīja, cik plakana ir faktiskā būvplāksne, un konstatēja, ka pēc uzkarsēšanas tā saliecas.
Ja konstatējat, ka jūsu gulta ir izkropļota, visticamāk, tas ir iemesls tam, ka jūsu PLA 3D izdrukas netiek pareizi pielīmētas. Jūsu labākais risinājums ir nomainīt veidošanas virsmu.
Visplakanākā veidošanas virsma parasti ir borosilikāts vai rūdīts stikls. Cilvēkiem daudz panākumu gūst ar PEI vai atsperu tērauda iespiedplaknēm.
7. Atbloķējiet sprauslu vai nomainiet sprauslu uz jaunu.
Arī aizsērējusi vai bojāta sprausla var veicināt to, ka PLA izdrukas netiek pareizi pielīmētas. Ideālā gadījumā 3D printerim filaments ir jāizspiež vienmērīgi, lai iegūtu labu saķeri ar gultni, tāpēc, ja sprausla ir aizsērējusi vai bojāta, tas negatīvi ietekmēs ekstrūziju.
Izmantojiet "Cold Pull" metodi, lai atbrīvotu sprauslu no sprauslas, vai arī izmantojiet tīrīšanas sprauslu, lai iztīrītu sprauslu.
8. Iztīriet drukas gultni
Drukas gulta ar netīrumiem un netīrumiem var negatīvi ietekmēt PLA 3D izdruku adhēziju, jo īpaši, ja pārāk daudz pieskaras veidošanas platei ar taukainām rokām.
Daudzi cilvēki ir minējuši, ka pēc vairākkārtējas pieskaršanās gultnei viņi nav varējuši panākt, lai PLA pielīp, bet pēc drukas gultnes tīrīšanas un mazākas pieskaršanās gultnei beidzot ir izdevies panākt labu saķeri.
Turklāt dažreiz arī iepriekšējo izdruku atlikumi var samazināt saķeri, tāpēc arī tos notīriet.
Pat pēc daudzu citu pasākumu veikšanas, ja neiztīrīsiet drukas gultu, var rasties problēmas ar PLA filamenta pielīmēšanu, tāpēc veiciet tīrīšanas procesu:
- Iegūstiet papīra dvieli vai tīru drānu ar vismaz 70% izopropilspirtu vai acetonu.
- Uzklājiet tīrīšanas šķīdumu uz papīra dvieļa vai drānas un maigi noslaukiet gultu.
- Ļaujiet drukas gultnei izžūt gaisā, lai šķidrums iztvaicējas, un tad jums būs tīra gultne.
- To var darīt arī tad, kad gulta ir uzsildīta līdz aptuveni 40°C, lai atvieglotu tīrīšanas un iztvaikošanas procesu.
9. Izmantojiet gultas līmes
Gultas līmes, piemēram, matu laka, līmes nūjiņas vai pat dažādas lentes, piemēram, krāsotāja lente vai Kapton lente, var ievērojami palīdzēt PLA izdrukas pielīmēt.
Šādas līmes ir lietderīgi izmantot uz tādām virsmām kā stikla pamatne, un tās var pat palīdzēt pagarināt dažu drukas pamatnes materiālu kalpošanas laiku. Kad pirmais slānis labi pielips pie pamatnes līmes, pārējai drukai vajadzētu būt stabilai.
Centieties nepārspīlēt ar līmvielas daudzumu, ko izmantojat uz gultas.
- Līme Stick

- Matu laka

- Zila krāsotāja lente

10. Mainiet drukas gultni
Ja daudzi no šiem risinājumiem nedarbojas, varat mēģināt nomainīt iespiedmašīnu uz materiālu, kas ir adhēzi veicinošāks. Nesen iegādājos 3D printeri, kurā izmanto PC atsperu tērauda loksni, un adhēzija ir patiešām laba.
Viena no šīs veidošanas virsmas labākajām īpašībām ir tā, ka pēc tam, kad gultnes temperatūra atdziest, izdruka patiesībā atdalās pati, un tās noņemšanai pat nav nepieciešama lāpstiņa vai elastīga konstrukcija.
Es ļoti ieteiktu 3D printerim izmantot vai nu magnētisko gultni, vai PEI gultni, vai PC atsperu tērauda loksni.
HICTOP elastīgā tērauda platforma ar PEI virsmu & amp; Magnētiskā apakšējā loksne ir ideāla kombinācija jūsu 3D printerim. Tā ir pieejama dažādos izmēros, un jūs pat varat izvēlēties abpusēju virsmu ar gludām un teksturētām malām.
.
11. Izžāvējiet šķiedru
3D drukāšanas filamenti ir higroskopiski, kas nozīmē, ka tie ir pakļauti mitruma uzsūkšanai no apkārtējās vides. Kad jūsu PLA uzsūc mitrumu, tas var ietekmēt tā ekstrudēšanas veidu, kā arī saķeri.
Papildus saķeres samazināšanai mitrums jūsu PLA pavedienā var izraisīt nepilnības, piemēram, uz modeļiem var veidoties plankumi un plankumiņi, tāpēc jūs vēlaties ātri novērst šo problēmu.
Vienkāršs veids, kā izžāvēt filamentu, ir izmantot filamentu žāvētāju, piemēram, SUNLU Upgraded Filament Dryer Box no Amazon. Jūs varat ievietot filamenta spoles mašīnā un ievadīt temperatūras iestatījumus & amp; laiks, lai izžāvētu mitrumu.
Lai iegūtu vairāk informācijas, skatiet manu rakstu Filament Moisture Guide: Which Filament Absorbs Water? How to Fix It for more information.
12. Samaziniet dzesēšanas iestatījumus
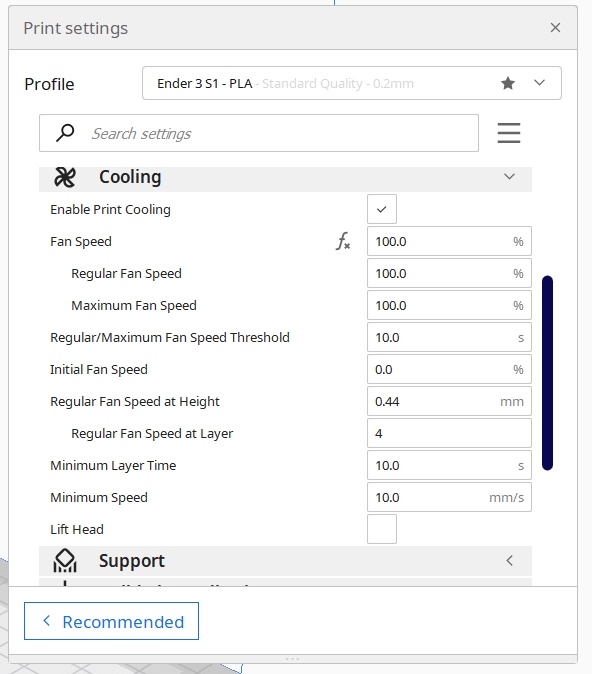
Lai atvieglotu saķeri, pirmajos slāņos dzesēšanas ventilatoram vajadzētu būt izslēgtam, taču, lai atvieglotu adhēziju, vēlreiz pārbaudiet, vai tas ir iestatīts pareizi. Ja pēc šiem slāņiem veidojas deformācijas, iespējams, ventilators tiks ieslēgts lielākā augstumā, lai atvieglotu adhēziju, un, iespējams, jūs vēlēsieties palielināt slāņa augstumu, lai atvieglotu adhēziju.
PLA parasti drukā vislabāk, kad dzesēšanas ventilators ir ieslēgts 100%, tāpēc es ieteiktu nesamazināt procentuālo daudzumu.
Pārliecinieties, ka Sākotnējais ventilatora ātrums ir 0 % un Regulārais ventilatora ātrums ir 100 %, bet apsveriet iespēju mainīt Regulārā ventilatora ātruma līmeni. Ja jums ir plosts, tam nevajadzētu būt pārāk lielai problēmai, lai iegūtu labu adhēziju, jo tas darbojas kā plašs pamats, lai jūsu izdruka varētu piestiprināties.
Lai uzzinātu vairāk par dzesēšanu, skatiet manu rakstu Kā iegūt ideālu drukas dzesēšanu un ventilatora iestatījumus.
13. Sākotnējā slāņa drukāšanas ātruma samazināšana

Ātrums, ar kādu tiek drukāts pirmais slānis, jeb sākotnējais slāņa ātrums nedrīkst būt pārāk liels, lai pirmais slānis varētu labi pieķerties gultnei. Cura ir noklusējuma vērtība 20 mm/s, kas darbojas ļoti labi.
Pārbaudiet, vai sākotnējais slāņa ātrums ir pietiekami zems, lai izdrukas pēc iespējas labāk pieliptu pie veidošanas virsmas.
Neatkarīgi no tā, kā maināt drukāšanas ātrumu, sākotnējo slāņa ātrumu neietekmē citi iestatījumi, tāpēc tam vajadzētu palikt nemainīgam. Viens lietotājs, kurš izmēģināja daudzus risinājumus, lai panāktu PLA uzlīmēšanu, atklāja, ka, samazinot sākotnējo slāņa ātrumu, viņš beidzot atrisināja problēmu.
Es uzrakstīju diezgan noderīgu rakstu "Kāds ir labākais drukāšanas ātrums 3D drukāšanai? Perfektie iestatījumi", tāpēc aicinu to izlasīt.
14. Palieliniet sākotnējā slāņa plūsmas ātrumu
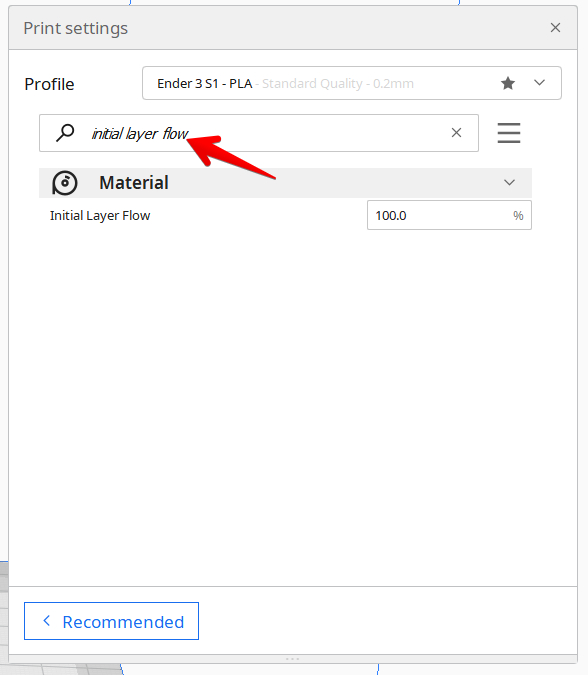
Šis iestatījums ir jauks triks, ko varat izmantot, lai ekstrudētu vairāk materiāla tikai pirmajam slānim, ko Cura programmā sauc par sākotnējo slāņa plūsmu. Tas ir procentuālais lielums, kura noklusējuma vērtība ir 100 %, lai spēcīgāk iestumtu PLA veidošanas plāksnē, tādējādi uzlabojot gultnes saķeri.
Iespējams, jums būs jāmeklē iestatījumi, kā parādīts attēlā iepriekš, jo pēc noklusējuma tie nav redzami.
Skatīt arī: Kā precīzi 3D skenēt un 3D drukāt sevi (galvu un ķermeni)Šo iestatījumu parasti izmanto, ja gultne ir slikti izlīdzināta, tāpēc, ja gultne ir pārāk tuvu, plūsma tiek samazināta, bet, ja gultne ir pārāk tālu, plūsma tiek palielināta. Tomēr, ja gultne ir pareizi izlīdzināta, šis iestatījums nebūtu jāizmanto.
Skatīt arī: 7 labākie gaisa attīrītāji 3D printeriem - viegli lietojamiKā novērst PLA nepielipšanu pie gultas - stikls, PEI, magnētiskais pārklājums
Zemāk ir sniegti daži padomi un triki, kas attiecas uz dažāda veida drukas gultām, lai jūs varētu tos izmantot, ja drukājot PLA, saskaraties ar saķeres problēmām. Lielāko daļu no tiem var piemērot visiem trim drukas gultas virsmu veidiem.
- Ik pa laikam notīriet virsmu ar 70% vai 99% IPA šķīdumu vai līdzīgu tīrīšanas līdzekli.
- PEI loksnes tiek uzskatītas par piemērotāko risinājumu šim jautājumam, jo tās ir novērtējuši daudzi lietotāji.
- Viens no lietotājiem savā Amazon pārskatā arī apgalvoja, ka PEI loksnes ļauj PLA piestiprināties pie gultas pat tad, ja gultai ir neliels līdzsvara vai līmeņa trūkums.
- Daži cilvēki iesaka stikla gultni padarīt nedaudz raupju, izmantojot smilšpapīru, lai gan tas var ietekmēt vienmērīgo apdari, ko parasti iegūstat.
- Esmu dzirdējis par lietotājiem, kas veiksmīgi izmanto parastu bilžu rāmīšu stiklu PLA 3D izdrukām.
Kāds lietotājs apgalvoja, ka tīrīšanai izmantojis ūdens un sāls maisījumu. Pēc tam viņš ļāvis plāksnei pilnībā izžūt.
Šis faktors ļāva ūdenim iztvaikot, atstājot sāls paliekas uz stikla virsmas. Šī prakse palielināja gultnes saķeri un viņam darbojās gandrīz vienmēr.
Cits lietotājs ieteica tādu pašu procedūru ar cukura ūdeni, jo uzskata, ka jebkuras kristāliskas vielas uz drukas gultnes radīs tādus pašus rezultātus.