
Cuprins
PLA este cel mai popular filament de imprimare 3D și este de obicei ușor de imprimat, dar uneori oamenii au probleme cu PLA care nu se lipește de pat, fie că este vorba de sticlă, PEI sau suprafață magnetică. Am decis să scriu un articol care să ajute oamenii să facă PLA să se lipească frumos.
Cea mai bună metodă pentru a face ca PLA să se lipească de patul de imprimare este să vă nivelați patul în mod corespunzător și să folosiți un pat bun & temperatura de imprimare astfel încât filamentul să fie suficient de moale pentru a adera frumos. De asemenea, puteți folosi o plută/un bordei pentru a oferi o fundație mai puternică pentru modelul dvs. Verificați dacă duza nu este înfundată sau deteriorată și curățați patul de imprimare.
Acesta este răspunsul de bază, dar există mai multe informații importante pe care veți dori să le cunoașteți, așa că citiți în continuare acest articol.
De ce PLA nu se lipește de suprafața mea de construcție?
Un prim strat bun în orice tipărire 3D este cel mai important și esențial factor, deoarece orice problemă minoră în acest punct poate perturba rezistența și succesul întregului model tipărit.
Dacă doriți o imprimare 3D reușită, care să aibă toate punctele bifate corespunzător, trebuie să vă asigurați că primul strat aderă la patul de imprimare într-un mod eficient. Acesta este factorul care este cunoscut în principal sub numele de aderența patului imprimantei 3D.
Deși PLA este cel mai comun și cel mai ușor de utilizat filament 3D pentru imprimare, acesta poate cauza uneori probleme de lipire. Mai jos sunt prezentate cele mai importante motive pentru care PLA nu se lipește de suprafața patului:
- Patul nu este nivelat în mod corespunzător
- Temperatura patului este prea scăzută
- Temperatura de imprimare este prea scăzută
- Valoare greșită a decalajului Z-Offset
- Nefolosirea unei plute sau a unui bordaj
- Patul este deformat
- Duză înfundată sau deteriorată
- Patul de imprimare nu este curat
- Neutilizarea adezivilor pentru pat
- Materialul plăcii de construcție nu are aderență
- Umiditate absorbită de filament
- Răcirea este prea mare
- Viteza de imprimare a primului strat este prea mare
- Rata de curgere a stratului inițial scăzut
Cum se repară PLA nu se lipește de pat?
Deși există diverși factori care pot fi cauza acestei probleme, nu trebuie să vă faceți griji, deoarece fiecare cauză are și o soluție proprie. Rămâneți relaxat, găsiți problema cu imprimanta 3D și alegeți cea mai bună soluție potrivită.
- Nivelarea patului de imprimare
- Creșteți temperatura patului dvs.
- Creșteți temperatura de imprimare
- Setați corect valoarea Z-Offset-ului dvs.
- Folosiți o plută sau o plută
- Verificați dacă patul dvs. nu este deformat
- Deblocați duza sau schimbați duza cu una nouă
- Curățați patul de imprimare
- Utilizați adezivi de pat
- Schimbați patul de imprimare
- Uscați filamentul
- Reduceți setările de răcire
- Reduceți viteza de imprimare a primului strat
- Creșteți rata de curgere a stratului inițial
1. Nivelați patul de imprimare
Primul lucru pe care ar trebui să îl faceți atunci când PLA nu se lipește de patul de imprimare este să vă nivelați patul. Motivul pentru care acest lucru funcționează este că doriți ca filamentul extrudat să aibă o distanță optimă între suprafața patului și duză, astfel încât să aibă o anumită presiune asupra plăcii de construcție.
Se știe că distanța obișnuită este de aproximativ 0,1 mm sau grosimea unei coli de hârtie A4.
Dacă patul este neuniform, filamentul extrudat va adera la pat în unele locuri și nu în altele, ceea ce duce la eșecuri de imprimare.
Există două moduri principale de a vă echilibra patul, fie prin nivelare manuală, fie prin nivelare automată.
Nivelarea manuală a patului
- Folosiți cele patru butoane de nivelare a patului, de obicei amplasate chiar sub patul de imprimare, pentru a ridica sau coborî patul.
- Începeți prin poziționarea duzei în poziția implicită sau în cea mai bună poziție potrivită prin auto-homing-ul imprimantei.
- Duza nu ar trebui să fie prea departe de pat atunci când vă întoarceți la imprimantă. Este posibil să fie nevoie să ajustați șuruburile de pe patul de aluminiu sau să mutați opritorul Z-endstop
- Este o idee bună să încălziți patul la temperatura obișnuită de imprimare (aproximativ 50°C).
- Puteți începe cu colțul din stânga jos și reglați butonul de nivelare până când duza este aproape
- Luați o bucată de hârtie și plasați-o sub duză, apoi coborâți butonul de nivelare a patului până când există suficient spațiu pentru a mișca hârtia.
- Odată ce hârtia dă semne de frecare la un anumit unghi, treceți la următorul colț și testați distanța în același mod.
- Odată ce distanța este aceeași în toate colțurile și în mijloc, puteți testa imprimarea pentru a vedea dacă problema a fost rezolvată așa cum ați dorit.
Utilizarea funcției de nivelare automată a patului
- Funcțiile de nivelare automată a patului se bazează de obicei pe un senzor de nivelare a patului care are un scenariu de lucru predefinit.
- Pur și simplu intrați în meniul imprimantei folosind ecranul mic al acesteia.
- Ar trebui să existe o opțiune de nivelare a patului pe ecranul de control al imprimantei.
- Apăsați acest buton, apoi ar trebui să se efectueze nivelarea automată obișnuită a patului și să se ajusteze automat distanțele pe baza măsurătorilor.
Un exemplu de nivelator automat de pat ar fi senzorul de nivelare automată a patului ANTCLABS BLTouch de pe Amazon. Acesta funcționează cu tot felul de materiale de pat și are o precizie de aproximativ 0,005 mm. Vine și cu un cablu de extensie cu conector de 1M.

Sfat profesional: Dacă optați pentru funcția de nivelare automată a patului, este esențial să setați perfect valoarea decalajului Z pentru un echilibru adecvat.
După aceasta, în mod ideal, ar trebui să puneți un obiect de dimensiuni medii într-un slicer precum Cura, să aplicați 5 fuste, astfel încât să vă puteți nivela patul în timp ce filamentul este extrudat în jurul modelului. Puteți spune cu ușurință cât de bine este nivelat patul dvs. atunci când fusta este imprimată.
2. Creșteți temperatura patului dvs.
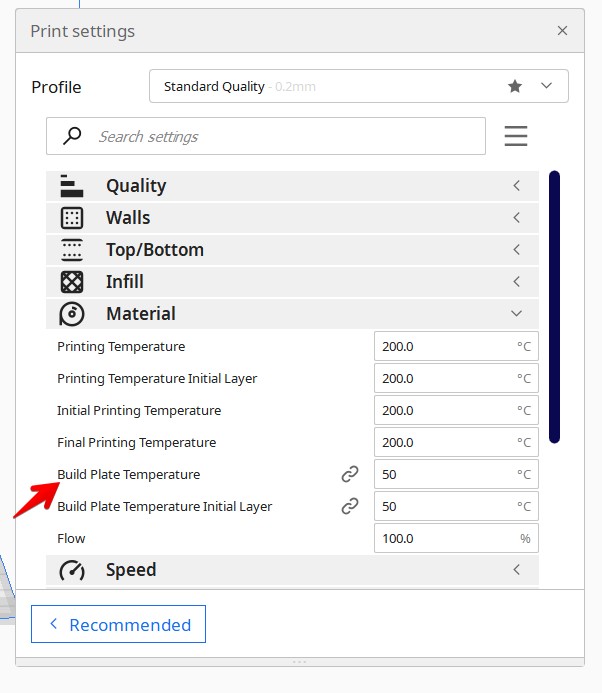
Următorul lucru la care trebuie să vă uitați este temperatura patului, deoarece aceasta poate ajuta PLA să adere mai bine la pat. Când imprimați cu PLA, utilizați o temperatură a patului între 40-60°C.
După ce ați făcut acest lucru, încercați să imprimați un model de test pentru a vedea cum aderă filamentul.
Un utilizator care imprimă 3D cu PLA a declarat că a testat aderența PLA pe un pat de imprimare din sticlă și a constatat că 50°C a funcționat pentru el, în timp ce un alt utilizator a folosit 60°C.
3. Creșteți temperatura de imprimare
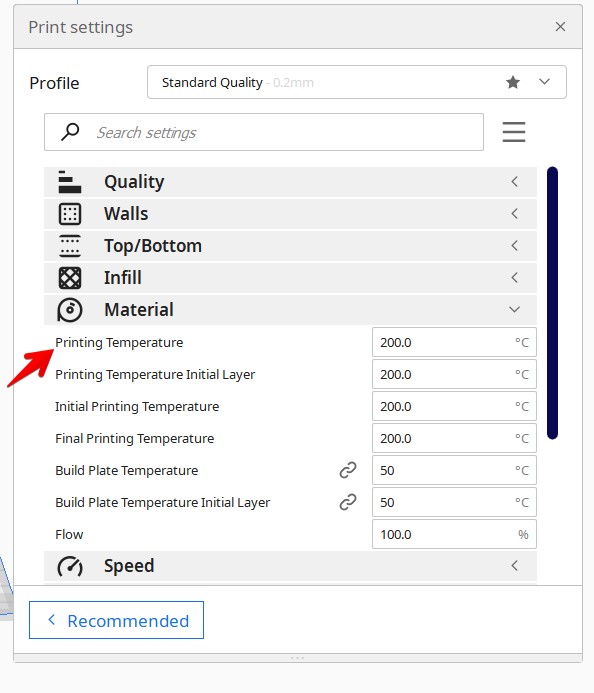
Similar cu temperatura patului, creșterea temperaturii de imprimare poate face ca filamentul să fie mai moale, ceea ce îi permite să se lipească mai bine de pat. Când filamentul nu este suficient de moale, aderența la pat poate fi dificilă.
Calibrarea temperaturii de imprimare este importantă pentru cea mai bună calitate, dar dacă aveți probleme cu aderența, încercați să creșteți temperatura de imprimare cu aproximativ 5-10°C și vedeți dacă acest lucru vă ajută.
4. Setați corect valoarea Z-Offset-ului dvs.
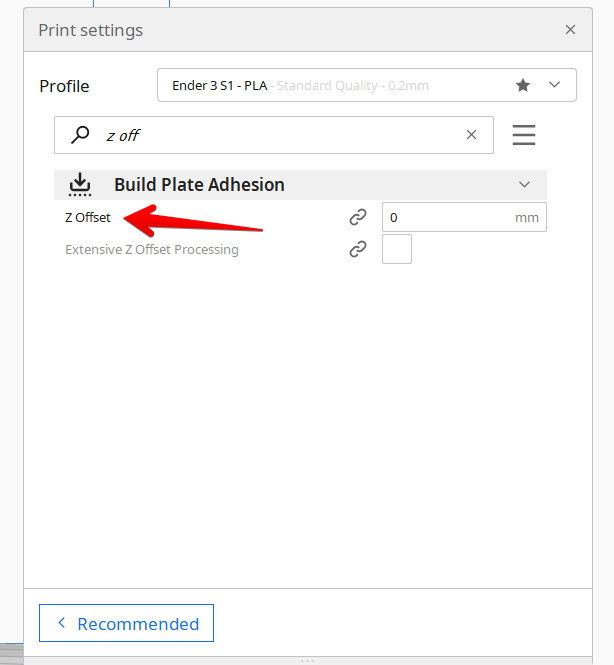
Z-Offset este practic o ajustare pe care imprimanta 3D o face la înălțimea duzei în timpul procesului de imprimare. De obicei, nivelarea patului de imprimare ar trebui să plaseze duza într-o locație suficient de bună pentru a nu avea nevoie de un Z-Offset, dar este o opțiune suplimentară pe care o puteți utiliza pentru a obține o nivelare mai precisă.
Dacă observați că duza dvs. este încă prea departe de placa de construcție, încercați să introduceți o valoare de decalaj Z în imprimanta 3D sau în dispozitivul de tăiere.
Vezi si: Cum să obțineți setările perfecte de aderență a plăcii de construcție și să îmbunătățiți aderența patuluiO valoare pozitivă a decalajului Z va ridica duza, în timp ce o valoare negativă va coborî duza.
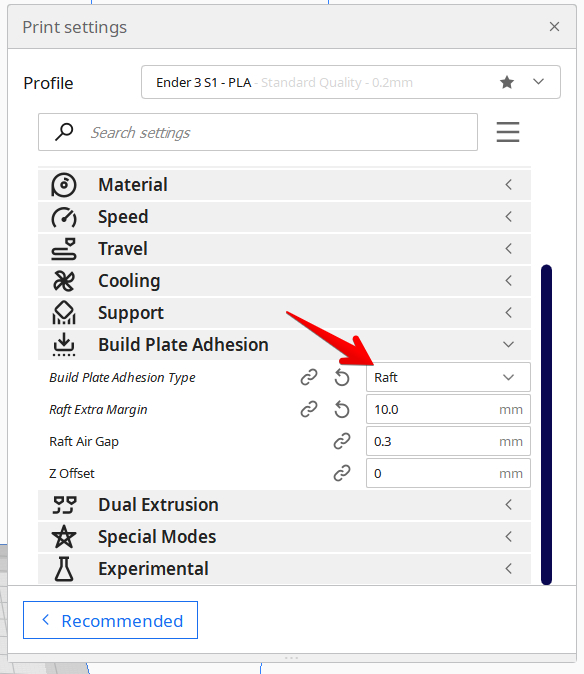
5. Folosiți o plută sau un brâu

O plută de brim este o metodă excelentă pentru a crește aderența cu imprimările 3D PLA. O folosesc pentru majoritatea imprimărilor mele 3D mai mari pentru a mă asigura că se lipește de placa de construcție pe parcursul întregului proces de imprimare.
O plută/bordaj este, practic, o amprentă de susținere suplimentară adăugată sub modelul dvs. pentru a ajuta la construirea unei fundații mai puternice. O plută este forma mai mare și mai sigură a acestei tehnici de aderență a plăcii de construcție, în timp ce un bordaj este o amprentă mai subțire care se imprimă în jurul modelului.
Consultați articolul meu Skirts Vs Brims Vs Rafts - Un ghid rapid de imprimare 3D pentru mai multe detalii.
6. Verifică dacă patul tău nu este deformat

Un pat de imprimare 3D deformat este o problemă mai puțin frecventă, dar totuși posibilă, care face ca PLA să adere mai greu la patul de imprimare. Unii utilizatori au încercat absolut totul pentru ca modelele lor să se lipească de patul de imprimare și nimic nu a funcționat.
În cele din urmă au luat o riglă și au testat cât de plată era placa de construcție și au constatat că aceasta se îndoia după ce era încălzită.
Dacă vă dați seama că patul dvs. este deformat, cel mai probabil aceasta este cauza pentru care printurile 3D PLA nu se lipesc în mod corespunzător. Cea mai bună opțiune în acest caz este să înlocuiți suprafața de construcție.
Cea mai plană suprafață de construcție este, de obicei, sticla borosilicată sau temperată. Oamenii au mult succes cu paturile de imprimare din PEI sau oțel cu arc.
7. Deblocați duza sau schimbați duza cu una nouă
O duză care este înfundată sau deteriorată poate contribui, de asemenea, la imprimările PLA care nu se lipesc corespunzător. În mod ideal, o imprimantă 3D trebuie să extrudeze filamentul fără probleme pentru a obține o aderență bună pe pat, așa că, dacă duza este înfundată sau deteriorată, aceasta va afecta negativ extruziunea.
Aplicați metoda "Cold Pull" pentru a debloca filamentul sau utilizați un filament de curățare pentru a curăța duza.
8. Curățați patul de imprimare
Un pat de imprimare care are murdărie și murdărie poate afecta negativ aderența imprimărilor 3D PLA, în special atunci când atingeți prea mult placa de construcție cu mâinile uleioase.
Mulți oameni au menționat că, după ce au atins patul de mai multe ori, nu au reușit să facă PLA să se lipească, dar după ce au curățat patul de imprimare și au atins mai puțin patul, au obținut în sfârșit o aderență bună.
În plus, uneori, reziduurile rămase de la imprimările anterioare pot reduce aderența, așa că asigurați-vă că le curățați și pe acestea.
Chiar și după ce ați aplicat multe alte remedii, dacă nu curățați patul de imprimare, filamentul PLA se poate lipi, așa că treceți prin procesul de curățare:
- Luați un prosop de hârtie sau o cârpă curată cu cel puțin 70% alcool izopropilic sau acetonă.
- Aplicați soluția de curățare pe un prosop de hârtie sau pe o cârpă și ștergeți ușor patul.
- Lăsați patul de imprimare să se usuce la aer, astfel încât lichidul să se evapore, apoi ar trebui să aveți un pat frumos și curat.
- De asemenea, puteți face acest lucru atunci când patul este încălzit la aproximativ 40°C pentru a ajuta la procesul de curățare și evaporare.
9. Utilizați adezivi pentru pat
Adezivii de pat, cum ar fi fixativul de păr, bețișoarele de lipici sau chiar diferite benzi, cum ar fi banda de pictor sau banda Kapton, vă pot ajuta în mod semnificativ la lipirea imprimărilor PLA.
Este o idee bună să folosiți acești adezivi pe suprafețe cum ar fi un pat de sticlă și pot chiar ajuta la prelungirea duratei de viață a unor materiale de pat de imprimare. Odată ce primul strat se lipește frumos de adezivul de pat, restul imprimării ar trebui să fie stabil.
Încercați să nu exagerați cu cantitatea de adeziv pe care o folosiți pe pat.
- Stick de lipici

- Spray de păr

- Bandă de pictor albastră

10. Schimbați patul de imprimare
Dacă multe dintre aceste remedii nu funcționează, puteți încerca să schimbați imprimarea cu un material mai prietenos cu adezivul. Am primit recent o imprimantă 3D care folosește o foaie de oțel pentru arc PC și aderența este foarte bună.
Unul dintre cele mai bune lucruri la această suprafață de construcție este că, după ce temperatura patului se răcește, amprenta se desprinde de la sine și nu are nevoie de o spatulă sau de un flex pentru a fi îndepărtată.
Vă recomand să alegeți fie un pat magnetic, un pat PEI sau o tablă de oțel cu arc PC pentru imprimanta 3D.
Platforma flexibilă din oțel HICTOP cu suprafață PEI & foaie de fund magnetică este combinația perfectă pentru imprimanta dvs. 3D. Este disponibilă într-o gamă largă de dimensiuni și puteți alege chiar și suprafața cu două fețe, cu părți netede și texturate.
.
11. Uscați filamentul
Filamentele pentru imprimarea 3D sunt cunoscute ca fiind higroscopice, ceea ce înseamnă că sunt predispuse să absoarbă umezeala din mediul înconjurător. Când PLA-ul dvs. absoarbe umezeala, poate afecta modul în care este extrudat, precum și aderența.
Pe lângă faptul că reduce aderența, umiditatea din filamentul PLA poate cauza imperfecțiuni, cum ar fi umflături și coșuri pe modelele dvs., așa că trebuie să remediați rapid această problemă.
Modul simplu de a vă usca filamentul este să folosiți un uscător de filament, cum ar fi SUNLU Upgraded Filament Dryer Box de pe Amazon. Puteți plasa bobina de filament în mașină și introduceți setările de temperatură & timp pentru a usca umiditatea.
Pentru mai multe informații, consultați articolul meu Filament Moisture Guide: Which Filament Absorbs Water? How to Fix It pentru mai multe informații.
12. Reduceți setările de răcire
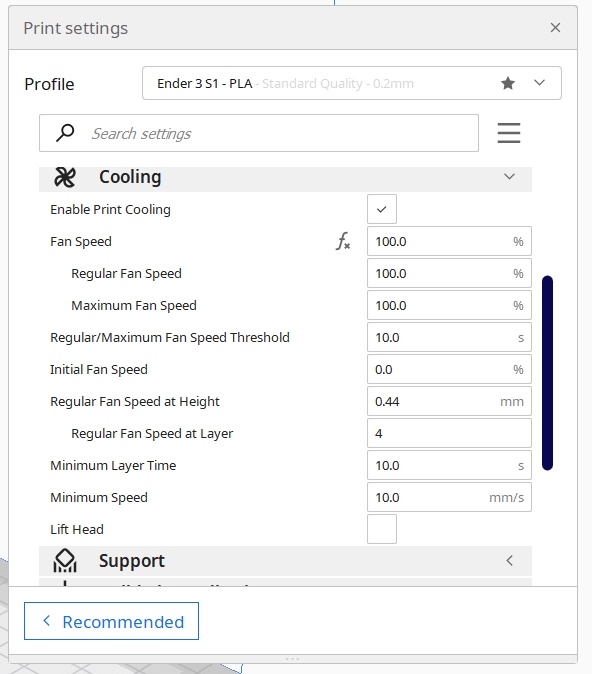
Mașina dvs. de feliat ar trebui să oprească ventilatorul de răcire pentru primele câteva straturi pentru a ajuta la aderență, dar trebuie să verificați de două ori dacă acest lucru este setat corect. Este posibil să doriți să măriți înălțimea stratului pe care ventilatorul intră în funcțiune pentru a ajuta la aderență dacă obțineți deformări după aceste straturi.
De obicei, PLA imprimă cel mai bine atunci când ventilatorul de răcire este la 100%, așa că vă sfătuiesc să nu reduceți procentul.
Asigurați-vă că Viteza inițială a ventilatorului este la 0%, iar Viteza obișnuită a ventilatorului este la 100%, dar luați în considerare posibilitatea de a schimba Viteza obișnuită a ventilatorului la Layer. Dacă aveți o plută, acest lucru nu ar trebui să fie o problemă prea mare pentru a obține o bună aderență, deoarece acționează ca o bază largă pentru ca imprimarea să adere.
Pentru mai multe informații despre răcire, consultați articolul meu Cum să obțineți setările perfecte de răcire și de ventilație pentru imprimare.
13. Reduceți viteza de imprimare a stratului inițial

Viteza la care se imprimă primul strat sau Viteza inițială a stratului nu ar trebui să fie prea mare, astfel încât primul strat să aibă capacitatea de a adera frumos la pat. Cura ar trebui să aibă o valoare implicită de 20 mm/s, care funcționează foarte bine.
Verificați dacă viteza inițială a stratului este suficient de mică pentru a oferi imprimării cele mai bune șanse de a se lipi de suprafața de construcție.
Indiferent de modul în care modificați viteza de imprimare, Viteza inițială a stratului nu este afectată de alte setări, așa că ar trebui să rămână aceeași. Un utilizator care a încercat mai multe soluții pentru ca PLA să se lipească a descoperit că, după ce a redus Viteza inițială a stratului, a rezolvat în cele din urmă problema.
Am scris un articol destul de util intitulat Care este cea mai bună viteză de imprimare pentru imprimarea 3D? Setări perfecte, așa că nu ezitați să îl consultați.
14. Creșteți rata de curgere a stratului inițial
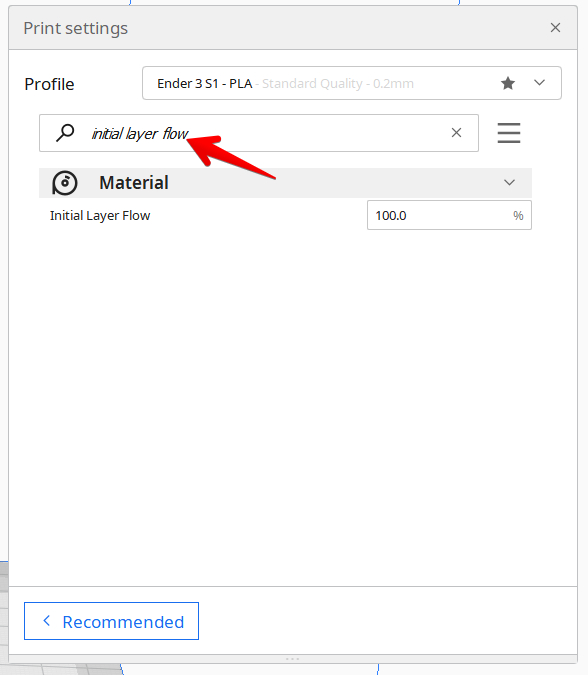
Această setare este un mic truc drăguț pe care îl puteți folosi pentru a extruda mai mult material doar pentru primul strat, numit Fluxul inițial al stratului în Cura. Este un procent care are valoarea implicită de 100% pentru a împinge PLA-ul mai tare în placa de construcție pentru a îmbunătăți aderența patului.
Probabil că va trebui să căutați setările, așa cum se arată în imaginea de mai sus, deoarece nu se afișează în mod implicit.
De obicei, se utilizează dacă aveți un pat prost nivelat, astfel încât, dacă patul este prea aproape, veți reduce debitul, în timp ce veți crește debitul dacă patul este prea departe. Totuși, nu ar trebui să fie nevoie să utilizați această setare dacă aveți un pat corect nivelat.
Cum se repară PLA care nu se lipește de pat - Sticlă, PEI, Magnetic
Mai jos sunt prezentate câteva sfaturi și trucuri care sunt pentru diferite tipuri de paturi de imprimare, astfel încât să le puteți utiliza dacă vă confruntați cu probleme de aderență în timpul imprimării PLA. Cele mai multe dintre acestea pot fi aplicate la toate cele trei tipuri de suprafețe ale patului de imprimare.
- Curățați suprafața din când în când cu o soluție IPA 70% sau 99% sau cu un produs de curățare similar.
- Foile PEI sunt considerate cea mai bună soluție potrivită pentru această problemă, deoarece au fost apreciate de o mulțime de utilizatori.
- De asemenea, unul dintre utilizatori a susținut în recenzia sa pe Amazon că foile PEI permit PLA să se lipească de pat chiar dacă patul are un mic defect de echilibru sau de nivel.
- Unele persoane recomandă ca patul de sticlă să fie ușor aspru, folosind șmirghel, deși acest lucru ar putea afecta finisajul neted pe care îl obțineți de obicei.
- Am auzit de utilizatori care au avut succes cu sticlă normală de ramă de tablou pentru imprimări 3D PLA.
Un utilizator a susținut că a folosit un amestec de apă și sare pentru curățare. Apoi a lăsat placa să se usuce complet.
Acest factor a permis evaporarea apei, lăsând în același timp reziduurile de sare pe suprafața sticlei. Această practică a crescut aderența patului și a funcționat pentru el aproape întotdeauna.
Un alt utilizator a sugerat aceeași procedură cu apă cu zahăr, deoarece crede că orice substanță cristalină va avea aceleași rezultate pe patul de imprimare.
Vezi si: Ghidul termistorului pentru imprimante 3D - Înlocuiri, probleme și multe altele