
Содржина
Има многу луѓе таму кои користат запчаници за 3D печатење, но може да биде проблем да се одлучи кој филамент да се користи за нив. Оваа статија ќе ве води за тоа кои се најдобрите филаменти за запчаници, како и како да ги печатите 3D.
Ако тоа е она што го барате, тогаш продолжете да читате за да дознаете некои корисни информации за 3D печатени запчаници.
Дали 3D печатените запчаници се доволно силни?
Да, 3D печатените запчаници се доволно силни за многу вообичаени механизми и за различни намени. Материјалите како најлон или поликарбонат се претпочитаат за запчаници за печатење, бидејќи се поцврсти и поиздржливи. 3D печатените запчаници може да се претпочитаат во однос на металните поради нивната помала тежина, за проекти или замена за роботика.
Понатаму, дизајнирањето и печатењето на сопствените делови може да ви заштеди многу време, бидејќи нарачувањето замени за некои механизми може да потраат.
Од друга страна, 3D печатените запчаници се најверојатно премногу слаби за тешки машини, без оглед на видот на влакното што го користите, освен ако не ги печатите кај професионалец центар кој користи многу силни материјали.
Еве пример видео на корисник кој успешно заменил оштетена пластична опрема за радио контролирана кола со 3D печатена најлонска нишка.
Во зависност од за што имате намера да ги користите запчаниците, различни материјали ќе дадат подобри резултати, а јас ќе поминам низ соодветникозметички вазелин. Сепак, Super Lube е веројатно попопуларната опција за 3D печатење, има над 2.000 оценки, од кои 85% се 5 ѕвезди или повеќе за време на пишувањето.

Многу корисници на 3D печатачи користат Супер подмачкување за низа делови како што се шарки, линеарни шини, прачки и друго. Ова би било одличен производ кој може да се користи и за 3D печатени запчаници.
Треба периодично да ги чистите и подмачкувате запчаниците за да обезбедите непречено функционирање на механизмот (погледнете го ова упатство за повеќе информации за процесот на чистење на печатените запчаници ).
Можете ли 3D да печатите запчаници со црви?
Да, можете да печатите 3D запчаници со црви. Луѓето користеа различни материјали за запчаници со црви, а најпопуларниот избор е најлон, бидејќи е поцврст и поиздржлив, а потоа следат PLA и ABS, кои работат многу подобро кога се подмачкуваат. Корисниците препорачуваат да ги печатат на 450, за да се избегнат прекумерни жици и потпори.
Еден корисник исто така користел PETG за печатење црв запчаник за бришачите на нивните автомобили, што успешно функционира повеќе од 2,5 години.
Еве видео кое ја тестира издржливоста и цврстината и на сувите и на подмачканите запчаници направени од PLA, PETG и ABS, со големи брзини.
Иако е многу возможно, правилно дизајнирање и печатење на запчаници со црви може да биде малку тешко, бидејќи ви треба прецизност и издржливост.
Понатаму, подмачкувањето на брзините исто така може да предизвика одредени тешкотии, бидејќи лубрикантот има тенденцијада се отстрани при ротациониот процес, оставајќи го запчаникот незаштитен. Ова е причината зошто најлонот е вообичаено првиот избор за запчаници со црви, бидејќи не му треба дополнително подмачкување.
Дали можеш да ги ресинираш запчаниците за 3D печатење?
Да, можно е да се смола 3D печатете ги запчаниците успешно и искористете малку од нив. Би ви препорачал да купите специјална инженерска смола која може да издржи многу поголема сила и вртежен момент во споредба со нормалната смола. Можете исто така да измешате некоја флексибилна смола за да ја направите помалку кршлива. Избегнувајте предолго стврднување на деловите.
Видеото подолу од Мајкл Рехтин е навистина кул експериментално тестирање на 3D печатен планетарен менувач со помош на смола и 3D печатење FDM. Тој користел Tough PLA & засилувач; Смола слично на ABS за овој тест.
Еден корисник спомна дека нивното искуство со 3D печатените запчаници е дека запчаниците од смола всушност можат да бидат посилни од FDM запчаниците. Тие имаа две апликации каде што забите на запчаниците печатени со FDM 3D се стрижеа, но работеа добро со 3D отпечатоци од цврста смола.
Запчаниците траеја околу 20 часа пред да се кинат или деформираат. Тие на крајот се префрлија на макари и ремени за подобри резултати во нивниот конкретен проект, кој успешно работи повеќе од 3.000 часа.
материјали за запчаници за 3D печатење во следните делови.Дали PLA може да се користи за Gears?
Да, PLA може да се користи за брзини и успешно работи за многу корисници кои 3Д испечатете ги. Еден пример на 3D печатени запчаници успешно направени од PLA е од Geared Heart 3D печатење што содржи запчаници што се движат. Има над 300 марки, многу од нив направени од PLA. За едноставни модели на опрема, PLA работи добро.
Во овој случај, корисниците ги направија запчаниците од филаменти како што се CC3D Silk PLA, GST3D PLA или Overture PLA, кои може да се најдат на Amazon. Некои PLA типови, бои или композити имаат подобри перформанси од другите, и ќе се навратам на нив во следниот дел.

PLA не е најсилниот или најотпорниот материјал кога доаѓа до издржливост и вртежен момент (ротациона сила), и се деформира на температури од над 45-500C, но функционира изненадувачки добро за неговата прифатлива цена, и многу лесно се добива материјал.
Имајте погледнете го ова видео кое ја тестира силата и издржливоста на подмачканите PLA запчаници.
Најдобра нишка за запчаници за 3D печатење
Поликарбонат и најлон се чини дека се најдобрите филаменти за запчаници за 3D печатење на дома, поради нивната издржливост и сила. Поликарбонат има супериорни механички својства. Сепак, најлонот е многу попристапен и разноврсен, поради што често се смета за најдобро влакно, бидејќиповеќе луѓе го користат.
Подолу е подетален опис на овие филаменти, како и многу популарната PLA.
1. Поликарбонат
Поликарбонатот не е вообичаена нишка, главно затоа што е малку поскап и ви треба печатач чија температура на млазницата може да достигне 300°C. Сепак, сè уште може да се категоризира како стандардна влакно, бидејќи многу луѓе го користат за своите проекти дома.
PC Polymaker PolyMax е висококвалитетна марка на влакно што можете да ја набавите од Amazon. Полесно е да се печати од многу други поликарбонатни филаменти таму според многу рецензенти.

Еден корисник опиша дека е лесен за работа, дури и на Ender 3. Тоа е композитен компјутер за да се откажете од одредена сила и отпорност на топлина за подобра способност да го печатите. Балансот на ова беше направено навистина добро од Polymaker, па дури и не ви треба посебен кревет или куќиште за да добиете одлични отпечатоци.
Постојат бројни видови поликарбонатни филаменти, кои варираат во зависност од производителот, секоја има малку поинаков ефект и има различни барања.
Овој влакно е многу цврст и издржува температури до 150°C без да се деформира. Ако треба да отпечатите запчаник за кој знаете дека ќе се вжешти во механизмот, тогаш ова можеби е вашиот најдобар избор на материјал.
Од друга страна, потешко е да се печати и бара висока топлина од дветемлазницата и креветот.
2. Најлон
Најлонот е можеби најпопуларниот избор за опрема за 3D печатење дома, и тој е еден од најдобрите избори надвор од главните и достапни филаменти на пазарот.
Овој материјал е силен и флексибилен и има висока отпорност на топлина, што значи дека може да работи без деформирање на температури до 120°C
Исто така е издржлив, при што еден корисник спомнал дека замената опрема 3D печатена во најлон траела повеќе од 2 години . Сепак, тој е поскап од PLA и е малку потешко да се печати, но има многу упатства и упатства на интернет кои можат да ви помогнат да печатите издржливи запчаници.
Поткатегорија на најлонски филаменти е зајакната со јаглеродни влакна најлон. Ова е наводно посилно и поцврсто од вообичаеното најлонско влакно, но мислењата на корисникот се измешани во овој случај.
Би препорачал да одите со нешто како SainSmart најлонска нишка исполнета со јаглеродни влакна од Amazon. Многу корисници ја сакаат неговата сила и издржливост.
Исто така види: Како да направите литофан 3D печатење - најдобри методиНекои популарни брендови кои нудат најлонски филаменти од најлон и јаглеродни влакна се MatterHackers, ColorFabb и Ultimaker.
Уште една одлична најлонска нишка што ја може да се добие за 3D печатење телефонски куќишта е Polymaker Nylon Filament од Amazon. Корисниците го поздравуваат поради неговата цврстина, леснотија на печатење и естетика.
Еден недостаток на најлон е тоа што има висока апсорпција на влага, па затоа мора да бидете сигурниправилно го чувате и одржувајте го колку што е можно сув.
Некои луѓе препорачуваат да се печати директно од кутија за складирање контролирана влажност, како што е SUNLU Filament Dryer од Amazon.
3. PLA
PLA е веројатно најпопуларниот филамент за 3D печатење воопшто, и тоа го прави широко достапен и во однос на цената и разновидноста на завршната обработка.
Исто така види: Најдобри грејачи на куќиште за 3D печатачВо однос на брзините, тој работи добро, иако не е толку силен или отпорен како најлон. Омекнува кога е изложен на температури повисоки од 45-50oC, што не е идеално, но сепак е доста издржливо.
Како што претходно беше споменато, можете да одите со некои одлични PLA филаменти како што се:
- CC3D Silk PLA
- GST3D PLA
- Overture PLA
Слично на најлонскиот филамент, постојат различни варијации и композити на PLA, некои посилни од другите . Видеото подолу разгледува различни материјали и композити и како тие реагираат на вртежниот момент (или ротациона сила) и ја споредува нивната сила, почнувајќи од различни типови на PLA.
Видеото подолу ја разгледува издржливоста на PLA по 2 години секојдневна употреба (со оваа датотека Fusion 360 користена како пример).
Многу луѓе користат PLA за помалку сложени проекти (како што е Geared Heart споменат погоре), а за ваков вид проекти овој филамент е одличен избор.
Понекогаш, луѓето печатат привремени заменски запчаници надвор од PLA за посложени машини, соуспешен исход.
4. PEEK
PEEK е влакно на многу високо ниво што може да се користи за опрема за 3D печатење, но бара специјализиран 3D печатач и попрофесионално поставување.
Една од главните својства на PEEK е само колку е силен, во моментов е најсилниот филамент на пазарот што може да го купите и 3D печатење дома, иако може да биде тешко да се добијат соодветни услови за печатење.
Бидејќи PEEK се користи во воздушната, медицинската и автомобилската индустрија, опремата за 3D печатење од овој материјал ќе ви даде исклучителни резултати. Сепак, ова е многу скапо, чини околу 350 долари за 500 гр. Тешко е и да се печати дома, па затоа можеби не е идеален избор.
Погледнете го ова видео кое дава вовед во PEEK.
Можете да проверите слични за продажба во Vision Miner.
Како да ги направите 3D печатените запчаници посилни?
За да ги направите вашите 3D печатени запчаници посилни, можете да го калибрирате вашиот печатач, да печатите запчаниците свртени надолу за да избегнете потпори, приспособете ја температурата на печатење за да бидете сигурни дека филаментот добро се врзува, приспособете ги поставките за полнење и да направите помалку заби, така што секој заб може да се испечати подебел и поцврст.
Калибрирајте го вашиот печатач
Како и со секое печатење, правилното калибрирање на печатачот треба да ви помогне да ги направите вашите 3D печатени запчаници посилни, како и димензионално попрецизни.
Прво, бидете внимателниза израмнувањето на креветот и растојанието на млазницата од креветот, за да можете да добиете силен прв слој и добра адхезија на слојот за вашата опрема.
Второ, калибрирајте ги E-Steps и Брзина на проток за да можете да ја имате вистинската количина на влакно што тече низ екструдерот и да избегнете дамки или празнини во вашите 3D печатени запчаници, што може да го загрози неговиот интегритет. Еве видео кое објаснува како да ја направите оваа калибрација.
Печатете го Gear со лицето надолу
Секогаш печатете ги брзините со лицето надолу, така што забите на запчаниците ќе ја допираат вградената плоча. Таа произведува запчаник со поцврсти заби бидејќи адхезијата на слојот е посигурна. Исто така, ја намалува потребата за потпори, кои кога ќе се отстранат може да го оштетат интегритетот на запчаникот.
Еве видео во кое подлабоко ја објаснува ориентацијата за печатење.
Ако имате запчаник со монтажа, секогаш печатете ја опремата на дното, со монтажата на врвот, како што е прикажано на видеото подолу.
Калибрирајте ја температурата на печатење
Сакате да ја пронајдете најдобрата температура за вашиот филамент да се топи правилно и се држи за себе. Ова може да го направите со печатење на кула за калибрација на температура од Thingiverse.
Постои понова техника за поставување кула за калибрација на температурата преку Cura. Погледнете го видеото подолу за да видите како можете да го направите тоа за вашиот сопствен 3D печатач.
Подигнувањето на температурата без тест за калибрација може да се направи за да се стопи филаментот повеќеи направи слоевите подобро да се врзат. Обично, зголемувањето на температурата на 5-10°C функционира добро ако се соочувате со такви проблеми.
Ова може да се поврзе со намалување или целосно отстранување на ладењето, за подобра адхезија на слојот. Меѓутоа, ако ова не функционира за да ги зајакне вашите брзини, треба да направите тест за калибрација.
Прилагодете ги поставките за полнење
Општо земено, потребна ви е вредност за полнење од најмалку 50% за да постигнете добро ниво на цврстина за менувачот, но вредноста може да се разликува во зависност од шемата за полнење.
Некои корисници препорачуваат 100% полнење за помали брзини, додека други сугерираат дека нешто над 50% работи, а висок процент на полнење ќе не прави разлика. Предложено е дека шемата за полнење Триаголник е добра за употреба бидејќи обезбедува силна внатрешна поддршка.
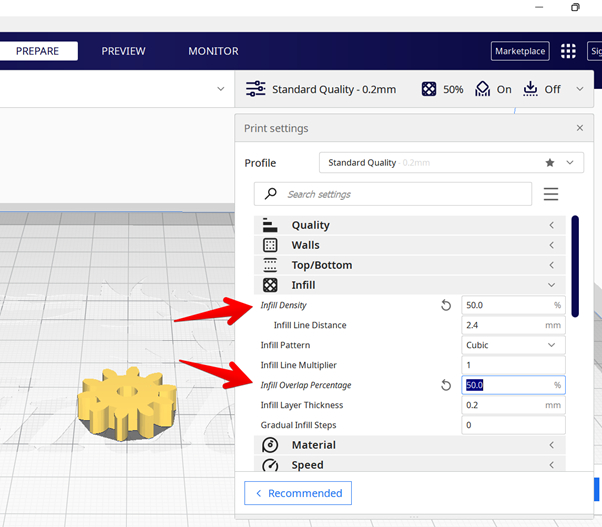
Една поставка за полнење што ќе ја направи вашата опрема посилна е Процентот на преклопување на полнење, што го мери преклопувањето помеѓу полнењето и ѕидовите на моделот. Колку е поголем процентот, толку е подобра врската помеѓу ѕидовите и полнењето.
Поставката Infill Overlap стандардно е поставена на 30%, така што треба постепено да ја зголемувате додека не видите повеќе празнини помеѓу полнењето и полнењето и периметарот на вашата опрема.
Запчаници за 3D печатење со помалку заби
Помал број на заби на запчаникот значи поголеми и поцврсти заби, што, пак, значи поцврста целокупна опрема. Помалите заби се повеќе склони консе кршат и потешко се печатат.
Дебелината на забите на вашата опрема треба да биде 3-5 пати поголема од кружниот чекор, а зголемувањето на ширината на вашата опрема пропорционално ја зголемува нејзината јачина.
0>Ако вашиот проект го дозволува тоа, секогаш избирајте го минималниот број потребни заби. Еве подетален водич за тоа како да се пристапи кон дизајнот на запчаниците за максимална јачина.
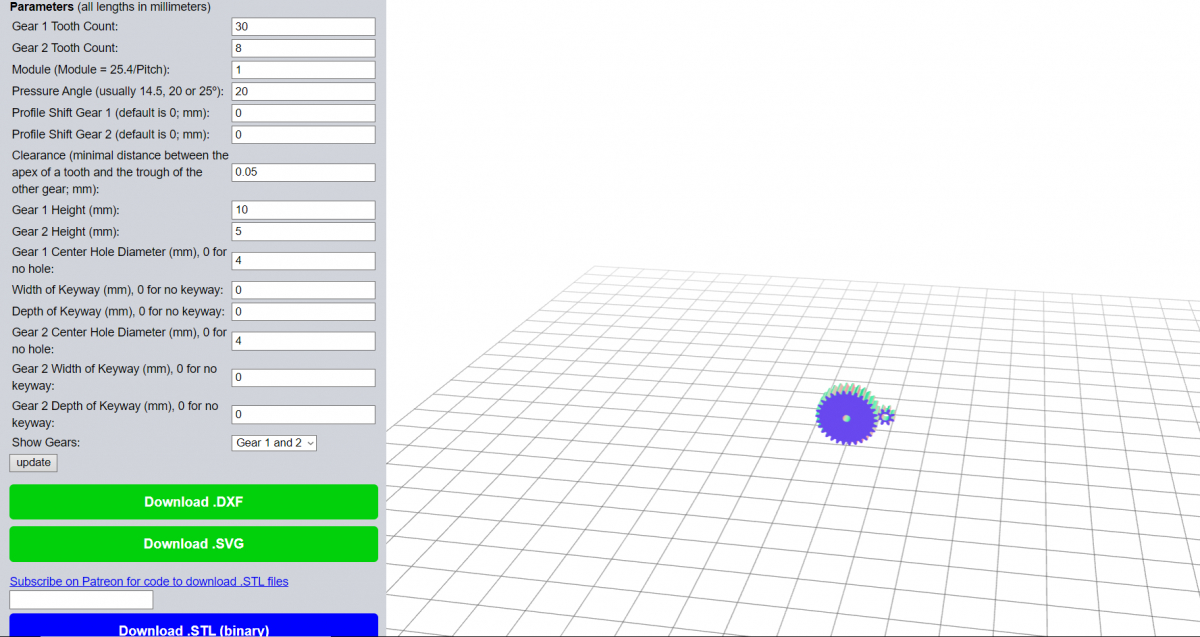
Има навистина кул веб-локација наречена Evolvent Design каде што можете да креирате сопствен дизајн на опрема и да го преземете STL во 3D печатење.
Како ги подмачкувате PLA запчаниците?
За да ги подмачкувате брзините, треба да користите маст или масло за да ги покриете запчаниците за да се ротираат и да се лизгаат полесно . Популарни лубриканти за 3D печатени запчаници вклучуваат литиум, силикон или тефлонски запчаници. Доаѓаат во шишиња со апликатор и спрејови во зависност од вашата желба.
За PLA, на пример, најдобро е да изберете полесен лубрикант, иако горенаведените маснотии се исто така широко користени, со задоволувачки резултати.
Различните типови на лубриканти таму имаат различни начини за нивно нанесување. Литиумската маст се нанесува директно на запчаниците, додека тефлонскиот обично доаѓа во форма на спреј. Нанесете го лубрикантот по избор и завртете ги брзините за да се уверите дека ротацијата е непречена.
Некои лубриканти со добри критики вклучуваат Super Lube 51004 синтетичко масло со тефлонски, STAR BRITE бела литиумска маст или дури