
Innehållsförteckning
När du tittar på inställningarna för din skivmaskin har du säkert stött på inställningarna för kylning eller fläkt som styr hur snabbt fläktarna körs. Dessa inställningar kan ha en ganska stor inverkan på dina 3D-utskrifter, så många undrar vilka de bästa fläktinställningarna är.
I den här artikeln försöker vi guida dig genom hur du får de bästa inställningarna för fläktkylning för dina 3D-utskrifter, oavsett om du skriver ut PLA, ABS, PETG eller något annat.
Fortsätt att läsa för att få några av de viktigaste svaren på dina frågor om fläktinställningar.
Videon från CH3P illustrerar på ett bra sätt att det är möjligt att 3D-skriva utan kylfläkt och ändå få ganska bra resultat. Du måste dock tänka på att det inte kommer att maximera din utskriftsprestanda, särskilt inte för vissa modeller.
Se även: Hur man gör Ender 3 Direct Drive - enkla stegVilka 3D-utskriftsmaterial behöver en kylfläkt?
Innan du går in på hur du ställer in kylning och fläktinställningar är det bra att veta vilka filament för 3D-utskrift som behöver dem.
Jag kommer att gå igenom några av de mest populära filamenten som används av hobbyister som använder 3D-skrivare.

Behöver PLA en kylfläkt?
Ja, kylning av fläktar förbättrar avsevärt utskriftskvaliteten på PLA 3D-utskrifter. Många fläktkanaler eller kåpor som leder luften till PLA-delarna fungerar bra för att ge bättre överhäng, överbryggningar och mer detaljer överlag. Jag rekommenderar att du använder högkvalitativa kylfläktar med 100 % hastighet för PLA 3D-utskrifter.
Din slicer brukar som standard låta kylfläkten vara avstängd under de första 1-2 lagren av utskriften för att möjliggöra bättre vidhäftning till byggytan. Efter dessa första lager bör 3D-skrivaren börja aktivera kylfläkten.
Fläktar fungerar så bra med PLA eftersom de kyler ner det tillräckligt för att se till att den smälta filamenten hårdnar tillräckligt för att bilda en stark grund för nästa lager som ska extruderas.
De bästa överhängen och broar uppstår när kylningen är optimerad på rätt sätt, vilket gör att du kan lyckas bättre med komplexa 3D-utskrifter.
Det finns många bra FanDuct-designs som du kan hitta på Thingiverse för din specifika 3D-skrivare, vanligtvis med många recensioner och kommentarer om hur bra de fungerar.
Dessa fläktanslutningar är en enkel uppgradering som verkligen kan förbättra kvaliteten på dina 3D-utskrifter, så du bör definitivt prova och se hur det fungerar för dina PLA-utskrifter.
Du vill kyla dina 3D-utskrifter jämnt och i jämn takt för att undvika att dina PLA-modeller blir skeva eller krulliga. En Cura-fläkthastighet på 100 % är standard för PLA-filament.
Det är möjligt att skriva ut PLA utan kylfläkt, men det är definitivt inte idealiskt hela vägen eftersom filamentet förmodligen inte härdar tillräckligt snabbt för nästa lager, vilket leder till en 3D-utskrift av dålig kvalitet.
Du kan sänka fläkthastigheten för PLA och detta har faktiskt effekten att PLA-utskrifterna blir starkare.
Behöver ABS en kylfläkt?
Nej, ABS behöver ingen kylfläkt och kommer troligen att orsaka utskriftsfel om den är på på grund av att den blir förvrängd på grund av snabba temperaturförändringar. Fläktarna är bäst inaktiverade eller hålls på 20-30 % för 3D-utskrifter med ABS, om du inte har ett hölje/uppvärmd kammare med hög omgivningstemperatur.
Många av de bästa 3D-skrivarna som är optimerade för 3D-utskrift av ABS-filament har kylfläktar, till exempel Zortrax M200, men det krävs lite mer planering för att få detta rätt.
När du väl har din perfekta ABS-påbyggnad, helst med en uppvärmd kammare där du kan reglera utskriftstemperaturen, kan kylfläktar fungera riktigt bra för överhäng eller sektioner som har en kort tid per lager, så att det kan svalna för nästa lager.
I vissa fall, om du har flera ABS-utskrifter att göra, kan du placera ut dem på utskriftsbädden för att ge den mer tid att svalna.
Du kan också sänka utskriftshastigheten helt och hållet eller ställa in en minimitid för varje lager i din skivare, vilket är inställningen "Minimum Layer Time" i Cura, som är förinställd på 10 sekunder och tvingar skrivaren att sakta ner.
Se även: Hur ofta ska du jämna ut en 3D-skrivarbädd? Håller bädden jämnNär det gäller ABS-kylfläktens hastighet vill du i allmänhet ha den på 0 % eller en lägre nivå, t.ex. 30 % för överhäng. Den lägre hastigheten minskar risken för att ABS-fanorna blir förvridna, vilket är ett vanligt problem.
Behöver PETG en kylfläkt?
Nej, PETG behöver ingen kylfläkt och fungerar mycket bättre när fläkten är avstängd eller på en maximal nivå på cirka 50 %. PETG skrivs ut bäst när det läggs ner försiktigt och inte trycks ihop på byggplattan. Det kan svalna för snabbt när det extruderas, vilket leder till dålig vidhäftning av skikten. Fläkthastigheter på 10-30 % fungerar bra.
Beroende på inställningen av fläktarna kan du få olika optimala fläkthastigheter för PETG, så det bästa sättet att fastställa den optimala fläkthastigheten för din specifika 3D-skrivare är att testa.
Ibland kan det vara svårt att få igång fläktarna när du anger lägre hastigheter, då fläktarna kan stottra snarare än att flöda konstant. Efter att ha gett fläktarna en liten knuff kan du vanligtvis få dem att gå ordentligt.
Om du behöver få bättre kvalitet på dina 3D-utskrifter, till exempel hörn, är det vettigt att skruva upp fläkten till ungefär 50 %. Nackdelen är dock att dina lager lättare kan separeras.
Behöver TPU en kylfläkt?
TPU behöver ingen kylfläkt beroende på vilka inställningar du använder. Du kan definitivt 3D-skriva TPU utan kylfläkt, men om du skriver ut vid högre temperatur och hög hastighet kan en kylfläkt på cirka 40 % fungera bra. Det rekommenderas att använda en kylfläkt när du har broar.
När du har en högre temperatur hjälper en kylfläkt till att härda TPU-filamentet så att nästa lager har en bra grund att bygga på. Det är likadant när du har högre hastigheter, där filamentet har mindre tid på sig att svalna, så fläktinställningar kan vara mycket användbara.
Om du har gjort dina inställningar för att skriva ut med TPU, med lägre hastighet och bra temperatur, kan du undvika behovet av en kylfläkt helt och hållet, men detta kan bero på vilket filamentmärke du använder.
I vissa fall kan du faktiskt uppleva en negativ effekt på formen på TPU 3D-utskrifter från fläktens lufttryck, särskilt vid högre hastigheter.
Jag tror att TPU kräver extra tid för att verkligen få ett bra vidhäftande lager, och fläkten kan faktiskt störa den processen.
Vilken är den bästa fläkthastigheten för 3D-utskrift?
Beroende på utskriftsmaterialet, temperaturinställningar, omgivningstemperaturen, om 3D-skrivaren står i ett hölje eller inte, själva delens orientering och förekomsten av överhäng och broar kommer den bästa fläkthastigheten att fluktuera.
I allmänhet har du antingen en fläkthastighet på 100 % eller 0 %, men i vissa fall vill du ha något däremellan. För en ABS 3D-utskrift som du har i ett hölje som kräver överhäng, är den bästa fläkthastigheten en låg fläkthastighet, till exempel 20 %.
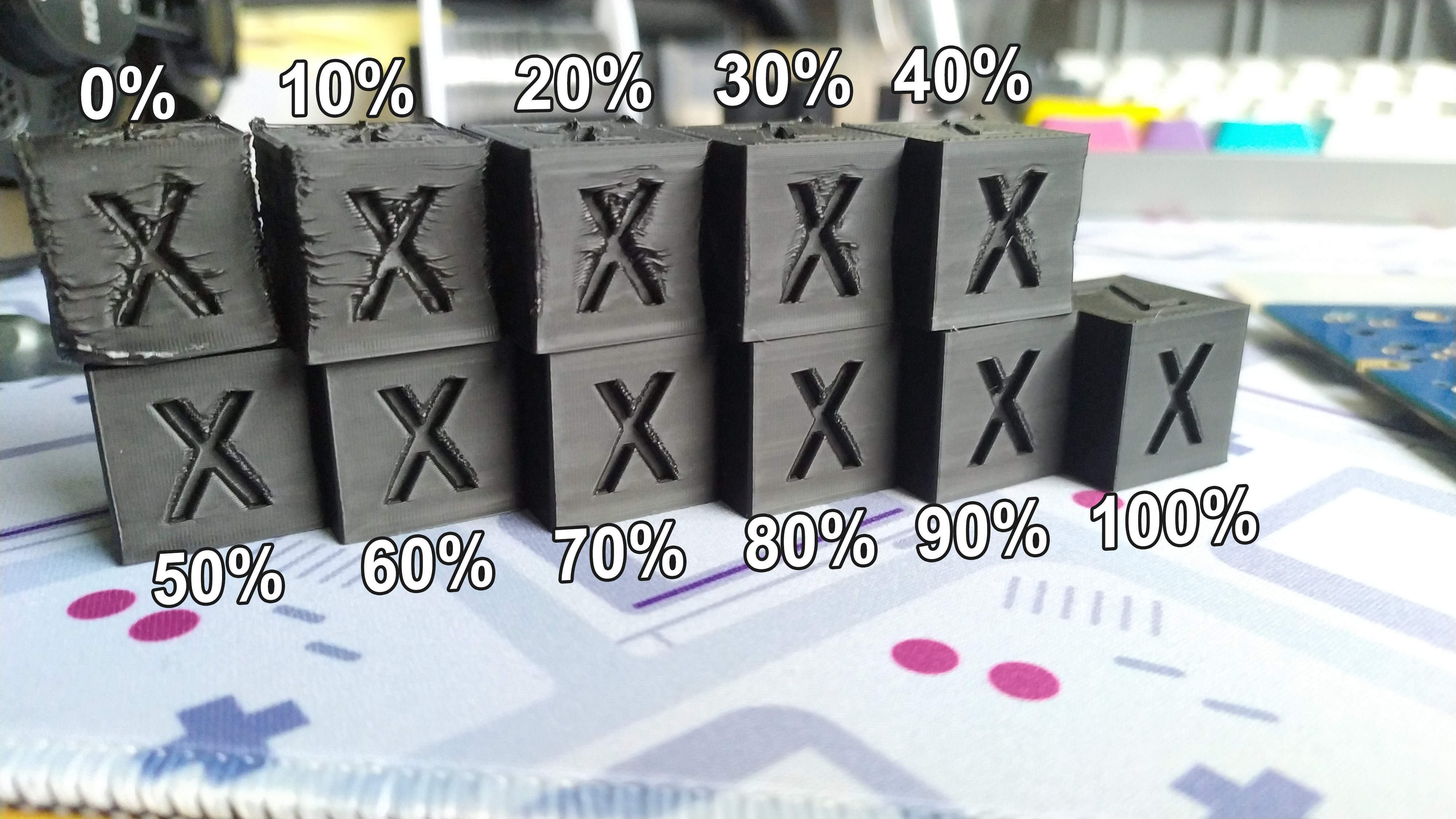
Bilden nedan visar ATOM 80 Degrees Overhang Test med samma inställningar förutom fläkthastigheterna (0 %, 20 %, 40 %, 60 %, 80 %, 100 %).
Som du kan se blir kvaliteten på överhänget bättre ju högre fläkthastighet du använder, och om en högre hastighet var möjlig ser det ut att bli ännu bättre. Det finns kraftfullare fläktar som du kan använda, vilket jag kommer att diskutera längre fram i den här artikeln.
Användaren som utförde dessa tester använde en 12V 0,15A fläkt med ett nominellt luftflöde på 4,21 CFM.
Bästa Ender 3 (V2) fläktuppgradering/ersättning
Oavsett om du vill ersätta en trasig fläkt, förbättra dina överhäng och överbryggningsavstånd eller förbättra luftflödet till dina delar är en fläktuppgradering något som kan hjälpa dig att nå dit.
En av de bästa Ender 3-fläktuppgraderingar du kan få är Noctua NF-A4x10 FLX Premium Quiet Fan från Amazon, en häftfläkt för 3D-skrivare som är älskad av flera användare.
Den arbetar på en 17,9 dB-nivå och är en prisbelönt fläkt från A-serien med en överlägsen tyst kylningsprestanda. Folk beskriver den som den perfekta ersättaren för en bullrig eller trasig fläkt på sina 3D-skrivare.
Den är väldesignad, robust och klarar jobbet med lätthet. Noctua-fläkten levereras också med antivibrationsfästen, fläktskruvar, en lågljudadapter och förlängningskablar.
Du måste använda en buckkonverter på moderkortet eftersom det är en 12V-fläkt, vilket är en lägre spänning än de 24V som Ender 3 körs på. Många nöjda kunder kommenterar hur de knappt kan höra fläktarna längre och hur otroligt tyst den är.
En annan bra fläkt för Ender 3 eller andra 3D-skrivare som Tevo Tornado eller andra Creality-skrivare är SUNON 24V 40mm Fan från Amazon med måtten 40mm x 40mm x 20mm.
En 24V-fläkt är ett bättre val för dig om du inte vill slippa det extra arbetet med buckkonverteraren.
Den beskrivs som en klar förbättring jämfört med standardfläktarna på 28-30 dB och är cirka 6 dB tystare. De är inte tysta, men mycket tystare och ger din 3D-skrivare verklig kraft.

Flera framgångsrika användare av 3D-skrivare använder sig av uppgraderingen Petsfang Duct Fan Bullseye från Thingiverse. Det som är bra med den här uppgraderingen är att du fortfarande kan använda standardfläktarna på din Ender 3.
Det ger mycket bättre kylning eftersom standardkonfigurationen inte gör mycket för att leda kall luft till dina 3D-utskrifter. När du uppgraderar till en riktig fläktkåpa eller kanal får fläktarna en bättre vinkel för luftflödet.
Hero Me Gen5 är en annan fläktkanal som använder en 5015-fläkt och kan ge ett mycket tystare fläktljud vid utskrift när den är korrekt utförd.
När du byter ut fläktarna på din Ender 3 eller V2 måste du skaffa 24v fläktar eller en 12v fläkt med en buckkonverter för att ändra 24v till 12v.
WINSINN 50mm 24V 5015 Blower Fan från Amazon är ett bra alternativ för en tyst fläkt som fungerar med HeroMe-kanalerna.

Felsökning av fläkt för 3D-skrivare
Så här åtgärdar du en 3D-skrivarfläkt som inte fungerar
Det finns många anledningar till att fläkten i 3D-skrivaren slutar fungera, vilket antingen kan repareras eller måste bytas ut. Fläkten i extrudern ska alltid snurra för att kyla ner kylflänsen.
Ett problem som kan uppstå är en trasig tråd, vilket är vanligt eftersom det är mycket rörelse som lätt kan böja tråden.
Ett annat problem är att den kan vara ansluten till fel uttag på moderkortet. Ett sätt att testa detta är att sätta på 3D-skrivaren utan att värma upp den.
Gå nu till menyn och hitta inställningarna för fläkten, vanligtvis genom att gå till "Control"> "Temperature"> "Fan", höj sedan fläkten och tryck på select. Extruderfläkten bör snurra, men om den inte gör det är det troligt att fläkten för hotend och delar har bytts ut.
Kontrollera att inget sitter fast i fläktbladen, t.ex. lösa trådar eller damm. Du bör också kontrollera att inget av fläktbladen är knäppt, eftersom de kan gå sönder ganska lätt.
I videon nedan får du en bra förklaring om hur din hotend och dina fläktar fungerar.
Vad gör du om fläkten för 3D-skrivare alltid är på?
Det är normalt att extruderfläkten i 3D-skrivaren alltid är på, och det styrs av 3D-skrivaren själv snarare än av inställningarna för skäraren.
Du kan dock justera kylfläkten i inställningarna för skivaren och den kan stängas av, vara på en viss procentandel eller 100 %.
Kylfläkten styrs av G-koden, där du ändrar fläkthastigheten beroende på vilken glödtråd du använder.
Om kylfläkten alltid är på kan du behöva byta ut fläkt 1 och fläkt 2. En användare som alltid hade sin kylfläkt påslagen bytte ut fläktarna på moderkortet och kunde sedan justera kylfläktens hastighet via kontrollinställningarna.
Hur man åtgärdar ljudet från fläkten i 3D-skrivaren
Den bästa metoden för att åtgärda fläkten som bullrar i din 3D-skrivare är att uppgradera till en tyst fläkt av hög kvalitet. När det gäller 3D-skrivare tenderar tillverkarna att använda fläktar som är ganska bullriga eftersom de minskar den totala kostnaden för 3D-skrivaren, så du kan välja att uppgradera den själv.
Smörjolja kan fungera för att minska ljudet från fläktarna på 3D-skrivaren, så jag rekommenderar att du provar det. Super Lube Lightweight Oil är ett bra alternativ som du hittar på Amazon.

Förhoppningsvis hjälper den här artikeln dig att förstå dina inställningar för fläkt och kylning och leder dig till mer framgångsrika 3D-utskrifter!