
Obsah
Mnoho uživatelů hledá způsoby, jak zlepšit kvalitu svých 3D tiskáren. Většina z nich neví, že kvalitu můžete zlepšit zapnutím funkce zvané lineární posun.
Proto jsem napsal tento článek, abych vás naučil, co je to Linear Advance a jak jej nastavit na vaší 3D tiskárně.
Co dělá Linear Advance? Stojí to za to?
Lineární předstih je v podstatě funkce ve firmwaru, která upravuje tlak, který se v trysce hromadí v důsledku vytlačování a vtahování.
Tato funkce to zohledňuje a provádí dodatečné zatahování podle toho, jak rychle jsou pohyby prováděny. Protože i když vaše tryska jede rychle, zastaví se nebo jede pomalu, stále je v ní tlak.
Můžete ji povolit pomocí zásuvného modulu v programu Cura nebo úpravou firmwaru. Tuto funkci je třeba správně vyladit, aby fungovala správně. To znamená nastavit správnou hodnotu K, což je parametr, který rozhoduje o tom, jak moc lineární předstih ovlivní váš model.
Výhodou dobře nakonfigurovaného lineárního posuvu jsou přesnější křivky, kontrola při snižování rychlosti křivek a také zvýšení rychlosti bez snížení kvality.
Jeden z uživatelů doporučuje používat funkci Linear Advance, protože může poskytnout vynikající výsledky s ostřejšími rohy a hladšími horními vrstvami. Poznamenal také, že je třeba funkci vyladit podle použitého materiálu a modelu, který tisknete.
Jiný uživatel doporučuje povolit lineární posun vpřed, protože díky němu dosáhl kvalitních výsledků.
Lineární pokrok je úžasný! z 3Dprintingu
Velmi důležitým prvním krokem je ujistit se, že je tiskárna v pořádku a extruder je zkalibrovaný. Než začnete s nastavením lineárního posuvu, měli byste také zkontrolovat, zda je nastavení sliceru optimalizované.
Viz_také: Je 100 mikronů vhodných pro 3D tisk? Rozlišení 3D tiskuJe důležité si uvědomit, že lineární posun vpřed neodstraní žádné problémy na tiskárně, takže pokud máte nějaké problémy, pokuste se je vyřešit před zapnutím této funkce.
Další informace o systému Linear Advance najdete v následujícím videu.
Jak používat lineární předstih v aplikaci Marlin
Marlin je nejznámější firmware používaný v 3D tiskárnách. Ačkoli jej můžete časem aktualizovat, je to obvykle výchozí firmware pro většinu tiskáren.
Zde se dozvíte, jak používat lineární předstih v aplikaci Marlin:
- Změna a přeflashování firmwaru
- Úprava hodnoty K
1. Změna a přeflashování firmwaru
Chcete-li v systému Marlin používat funkci Linear Advance, musíte změnit a přeflashovat firmware tiskárny.
To provedete tak, že nahrajete svůj stávající firmware Marlin do editoru firmwaru a odstraníte text "//" z řádku "#define LIN ADVANCE" v části "Configuration adv.h".
Na GitHubu je možné najít jakoukoli verzi Marlinu. Stačí stáhnout tu, kterou používáte na své tiskárně, a nahrát ji do editoru firmwaru.
Uživatelé doporučují použít jako editor firmwaru program VS Code, protože jej lze najít zdarma na internetu a umožňuje snadnou úpravu firmwaru. Po odstranění řádku stačí firmware uložit a nahrát do tiskárny.
Podívejte se na video níže, kde najdete podrobnější informace o tom, jak upravovat Marlin pomocí VS Code.
2. Upravte hodnotu K
Posledním krokem před zprovozněním lineárního posuvu na tiskárně je nastavení hodnoty K. Je důležité ji nastavit, abyste mohli správně používat lineární posuv.
Upravte nastavení řezačky na rozhraní generátoru Marlin K-Value tak, aby odpovídalo těm, která používáte. To znamená průměr trysky, zatahování, teplotu, rychlost a tiskové lože.
Generátor vytvoří soubor G-kódu pro vaši tiskárnu s řadou přímek. Čáry budou začínat pomalu a měnit rychlost. Rozdíl mezi jednotlivými čarami je hodnota K, kterou používá.
V dolní části sekce nastavení sliceru na webové stránce přejděte na "Generate G-code" (Generovat kód G). Skript kódu G by měl být stažen a načten do tiskárny.
Nyní můžete začít tisknout, ale mějte na paměti, že hodnotu K budete muset změnit vždy, když změníte rychlost, teplotu, zatahování nebo změníte typ filamentu.
Jeden uživatel doporučuje použít generátor hodnot K společnosti Marlin, který vám pomůže najít optimální hodnotu K pro vaši tiskárnu.
Jiný uživatel doporučuje používat rozmezí 0,45 - 0,55 pro různé značky PLA a 0,6 - 0,65 pro PETG, protože s těmito hodnotami K dosáhl velkých úspěchů, i když záleží na vašem nastavení. Uživatel také dodal, že to, že to funguje, poznáte podle toho, že se extrudér na konci každé linky trochu posune zpět.
Podívejte se na video níže, kde najdete další informace o používání lineárního předstihu v systému Marlin.
Jak používat Lineární posun v aplikaci Cura
Cura je velmi oblíbený slicer, který je ve světě 3D tisku velmi dobře známý.
Zde se dozvíte, jak v programu Cura používat lineární posun vpřed:
- Stáhněte si zásuvný modul Linear advance settings
- Přidání kódu G
1. Stáhněte si plugin Linear Advance Settings
První metodou, kterou můžete použít lineární předstih v programu Cura, je přidání zásuvného modulu pro nastavení lineárního předstihu z tržiště Ultimaker Marketplace. Chcete-li tak učinit, přihlaste se nejprve ke svému účtu Ultimaker.
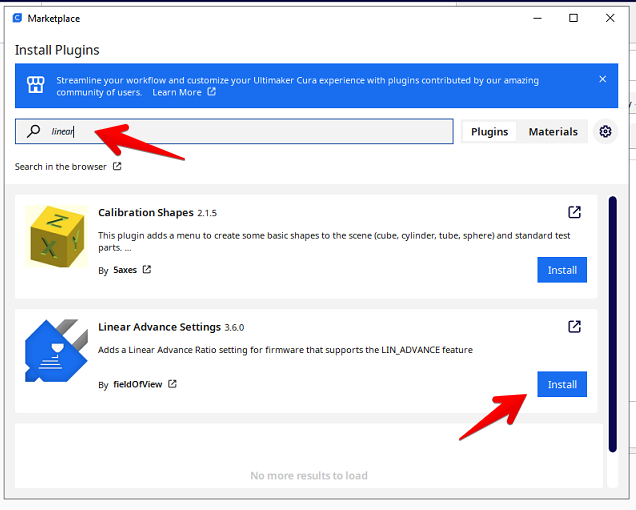
Po nalezení zásuvného modulu na tržišti a jeho přidání je třeba schválit vyskakovací okno Cura, aby bylo možné synchronizovat nastavení. Zásuvný modul začne fungovat po několika dalších vyskakovacích oknech.
Dialogové okno "Nastavení viditelnosti" se zobrazí, pokud přejdete do nabídky "Nastavení tisku" a vyberete symbol tří řádků vedle vyhledávacího pole.
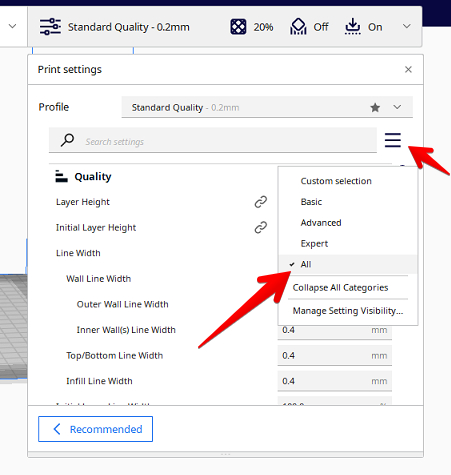
Chcete-li zviditelnit všechny možnosti, vyberte z rozevírací nabídky možnost "Všechny" a kliknutím na tlačítko OK okno ukončete.
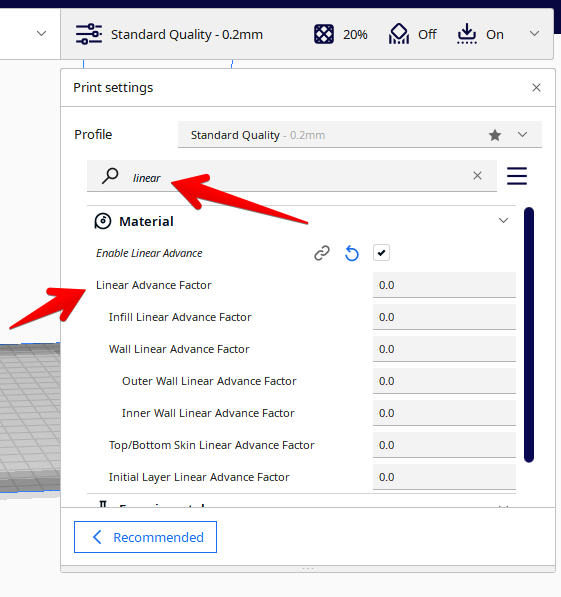
Do vyhledávacího pole zadejte "lineární předstih" a do položky pro faktor lineárního předstihu zadejte hodnotu faktoru K.
Lineární předstih bude povolen, pokud má možnost Faktor lineárního předstihu jinou hodnotu než 0. Uživatelé doporučují tuto metodu i metodu popsanou v následující části jako dva snadné způsoby povolení lineárního předstihu v programu Cura.
Jeden z uživatelů také doporučuje podívat se na zásuvný modul "Material Settings", který umožňuje nastavit pro každý materiál jiný faktor lineárního posunu.
2. Přidejte kód G
Další metodou zapnutí lineárního předsunutí v programu Cura je použití startovacích skriptů G-kódu, díky nimž řezací stroj odešle tiskárně G-kód lineárního předsunutí před zahájením tiskového procesu.
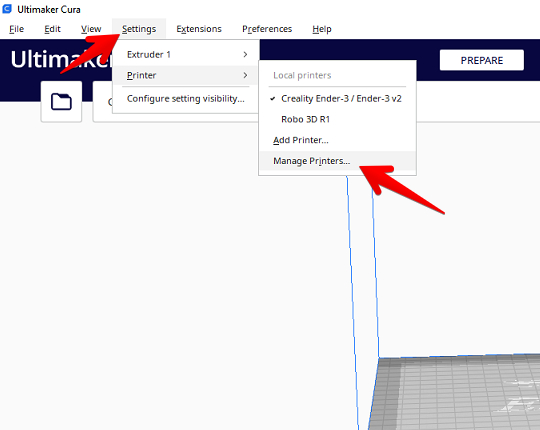
K tomu stačí v horní nabídce programu Cura vybrat položku "Settings" (Nastavení). Poté v rozevírací nabídce vyberte položku "Manage Printers" (Spravovat tiskárny).
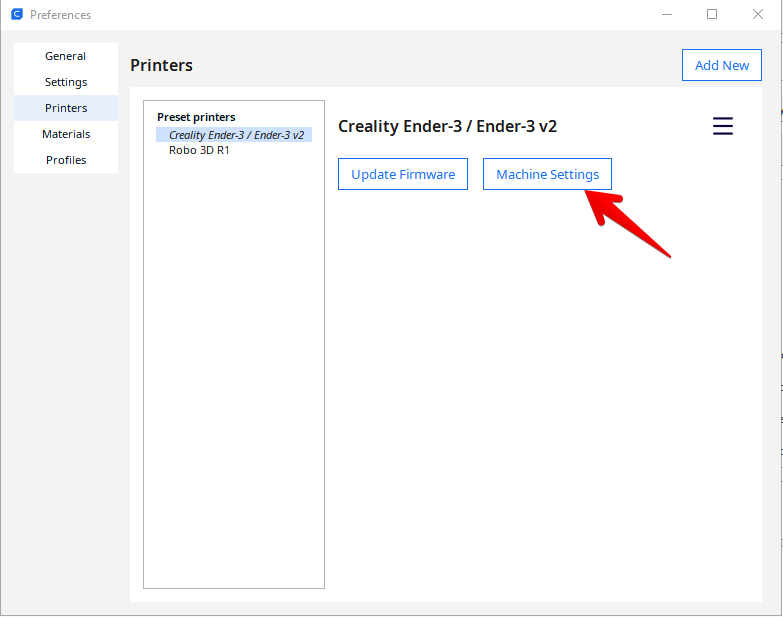
Po výběru tiskárny, kterou je třeba přizpůsobit, klikněte na možnost "Machine Settings".
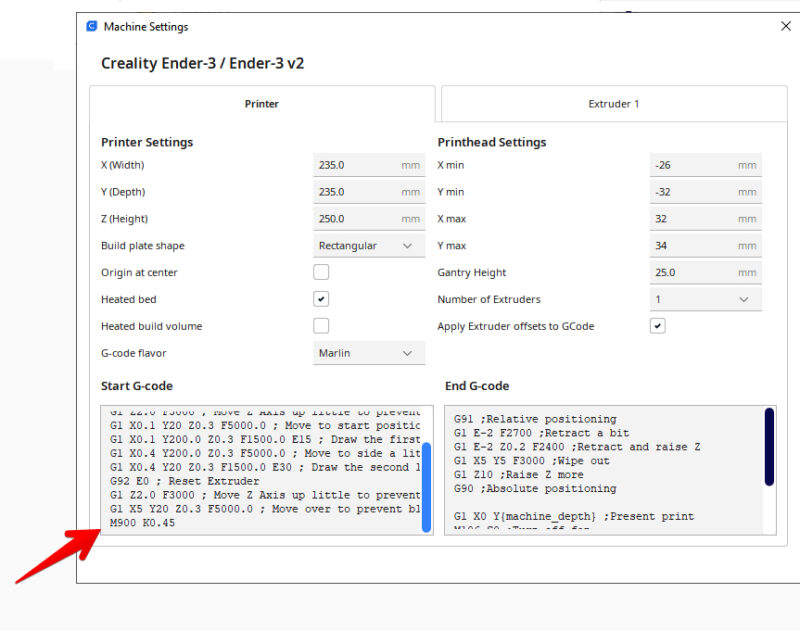
Poté je třeba přidat poslední řádek vstupu Start G-kódu s G-kódem lineárního předstihu (M900) a koeficientem K. Například pro koeficient K 0,45 přidáte "M900 K0,45", abyste správně aktivovali lineární předstih.
Aplikace Cura automaticky aktivuje funkci Linear Advance, jakmile zahájíte proces tisku, protože G-kódy ve vstupním poli Start G-kódu se spustí před každým tiskem, takže ji nemusíte při každém tisku aktivovat ručně.
Chcete-li tuto funkci zakázat, můžete buď změnit faktor K na 0, nebo odstranit řádek z pole. Uvědomte si, že pokud váš firmware nepodporuje lineární posun, tiskárna bude G-kód prostě ignorovat, jak uvedl jeden uživatel.
Další informace o úpravách kódů G v aplikaci Cura najdete v následujícím videu.
Jak používat lineární posun v aplikaci Klipper
Dalším velmi oblíbeným firmwarem pro 3D tisk je Klipper. V Klipperu můžete také používat funkci lineárního posunu, ale je důležité si uvědomit, že má jiný název.
U společnosti Klipper je tato funkce označena jako "Pressure Advance". Chcete-li funkci Pressure Advance správně používat, musíte správně určit její nastavení.
Zde se dozvíte, jak v aplikaci Klipper používat lineární posuv:
- Tisk zkušebního modelu
- Určení optimální hodnoty předstihu tlaku
- Výpočet hodnoty předstihu tlaku
- Nastavení hodnoty v aplikaci Klipper
1. Tisk zkušebního modelu
Prvním doporučeným krokem je vytisknout zkušební model, například zkušební model čtvercové věže , který vám umožní postupně zvyšovat hodnotu předstihu tlaku.
Při ladění pokročilejších nastavení, jako je například Pressure Advance, je vždy dobré mít připravený testovací model, abyste mohli snadno dosáhnout optimálních hodnot.
2. Určete optimální hodnotu předstihu tlaku
Optimální hodnotu předstihu tlaku určíte změřením výšky zkušebního výtisku přes jeho rohy.
Výška by měla být uvedena v milimetrech a musí být vypočtena měřením od základny zkušebního výtisku až po bod, kde vypadá nejlépe.
Měli byste si tohoto bodu všimnout pohledem, protože příliš velký náskok tlaku zdeformuje tisk. Pokud rohy vykazují různou výšku, vyberte k měření ten nejnižší.
Pro správné změření zkušebního výtisku uživatelé doporučují použít digitální měřítko, které najdete za skvělé ceny na Amazonu.

3. Vypočítejte hodnotu předstihu tlaku
V dalším kroku je třeba provést výpočet a určit hodnotu předstihu tlaku.
Výpočet můžete provést takto: Start + naměřená výška v milimetrech * faktor = Předstih tlaku.
Viz_také: Jak používat žehlení při 3D tisku - nejlepší nastavení pro CuruPočáteční hodnota je obvykle 0, protože se jedná o spodní část vaší věže. Číslo faktoru bude udávat, jak často se během zkušebního tisku mění váš předstih tlaku. U tiskáren s Bowdenovou trubicí je tato hodnota 0,020 a u tiskáren s přímým pohonem je to 0,005.
Pokud například použijete inkrementační faktor 0,020 a zjistíte, že nejlepší rohy byly 20 mm, pak musíte zadat 0 + 20,0 * 0,020 a získáte hodnotu předstihu tlaku 0,4.
4. Nastavení hodnoty v aplikaci Klipper
Po provedení výpočtu budete moci změnit hodnotu v části konfiguračního souboru Klipper. Přejděte do části konfigurace Klipper, kterou najdete na horní liště, a otevřete soubor printer.cfg.
To je konfigurační soubor, v němž je sekce extrudéru, kam na konec přidáte vstup "pressure_advance = pa value".
Pokud bychom použili předchozí příklad, vypadal by záznam takto: "advance_pressure = 0,4".
Po zadání hodnoty stačí restartovat firmware, aby byla funkce správně povolena. Pro restartování Klipperu stačí přejít na možnost "Uložit a restartovat" v pravém horním rohu.
Uživatelé doporučují používat funkci Pressure Advance v aplikaci Klipper, protože můžete optimalizovat nastavení způsobem, který skutečně zlepší vaše výtisky.
Jeden z uživatelů si při experimentování s různými konfiguracemi funkce Pressure Advance v aplikaci Klipper vytiskl pěkný 3D model Benchy za pouhých 12 minut.
Mám rád lodě! A klipper. A tlak předem... Testování makro jsem našel zde! od klippers
Podívejte se na níže uvedené video, kde najdete další informace o používání funkce Pressure Advance v aplikaci Klipper.
Jak používat lineární předsunutí na Enderu 3
Pokud vlastníte počítač Ender 3, budete moci použít i lineární předsunutí, ale počítejte s tím, že k tomu budete muset upgradovat základní desku.
Je to proto, že základní deska Creality verze 4.2.2 a nižší má ovladače natvrdo přepnuté do staršího režimu, jak uvedl jeden uživatel.
Uvedl, že funkce bude skvěle fungovat na základních deskách 4.2.7 a všech novějších modelech. To je případ oficiální základní desky Creality 3D Printer Ender 3 Upgraded Silent Board V4.2.7, kterou najdete k dispozici na Amazonu.

Uživatelé tuto základní desku doporučují, protože je tichá a vyrobená z vysoce kvalitních materiálů, takže se vyplatí ji upgradovat na Ender 3.
Kromě kontroly verzí základních desek se u Enderu 3 nemusíte obávat použití lineárního předstihu a můžete jej povolit pomocí programů Marlin, Cura nebo Klipper.
Informace o tom, jak povolit lineární předstih pomocí preferovaného firmwaru, najdete v předchozích částech.
Jak používat lineární předstih u přímého pohonu
Stroje s přímým pohonem mohou používat lineární posuv, ačkoli největší výhody z něj mají soupravy typu Bowden.
3D tiskárna s přímým pohonem znamená, že vaše tiskárna používá systém přímého vytlačování, který tlačí vlákno do horkého konce upevněním extrudéru na tiskovou hlavu.
Tím se liší od systému Bowden, kde je extrudér často umístěn na rámu tiskárny. Aby se vlákno dostalo do tiskárny, prochází teflonovou trubicí.
Jeden z uživatelů s přímým pohonem zapnul lineární předstih, ale nezaznamenal žádné výrazné zlepšení.
Jiní uživatelé si myslí, že použití lineárního posuvu skutečně vylepší jakoukoli tiskárnu s Bowdenovým nastavením, zatímco pro lidi, kteří používají tiskárny s přímým pohonem, není zcela kritické.
Jiný uživatel doporučuje začít s hodnotou K 0,0 a postupně ji zvyšovat o 0,1 až 1,5, pokud vlastníte tiskárnu s přímým pohonem. On sám nikdy nepřekročil hodnotu K 0,17 a na tuto hodnotu se dostal pouze při tisku s nylonem.
Je důležité mít ve firmwaru definovaný Linear Advance, jak již bylo zmíněno, když odstraníte text "//", jak na to přišel jeden uživatel.
Zde jsou jeho výsledky testu, kde jako ideální hodnotu zvolil 0,8.
Kfactor
Nejlepší testovací výtisky lineárního předstihu
Zapnutí lineárního předstihu obvykle vyžaduje provedení několika zkušebních výtisků. Uživatelé vytvořili různé modely, které vám s těmito testy mohou pomoci. Díky těmto zkušebním výtiskům budete moci mnohem snadněji najít optimální hodnotu lineárního předstihu, protože jsou vytvořeny s ohledem na tuto funkci.
Pomůže vám také zjistit, jak pomalé je chování vašich vláken při zapnutém lineárním předstihu. Některé z níže uvedených testovacích modelů vám mohou pomoci vyladit i další užitečná nastavení.
Zde jsou některé z nejlepších testovacích výtisků lineárního předstihu, které můžete najít na Thingiverse:
- Kalibrace Minimální ryby
- Test lineárního přemostění
- Test lineárního předstihu
- Kalibrace lineárního předstihu
- Kalibrační sada pro upgrade tiskárny