
Turinys
Daugelis naudotojų ieško būdų, kaip pagerinti savo 3D spausdintuvų kokybę. Dauguma jų nežino, kad kokybę galima pagerinti įjungus funkciją, vadinamą linijiniu avansu.
Todėl parašiau šį straipsnį, kad sužinotumėte, kas yra "Linear Advance" ir kaip ją nustatyti savo 3D spausdintuve.
Ką daro linijinis išankstinis pristatymas? Ar verta?
Linijinė išankstinė įkrova iš esmės yra jūsų programinės įrangos funkcija, kuri reguliuoja slėgį, susikaupiantį antgalyje dėl išspaudimo ir įtraukimo.
Ši funkcija į tai atsižvelgia ir atlieka papildomus įtraukimus pagal tai, kaip greitai atliekami judesiai. Kadangi net ir tada, kai jūsų antgalis juda greitai, daro pauzes arba eina lėtai, jame vis tiek yra slėgis.
Ją galite įjungti naudodami "Cura" įskiepį arba redaguodami savo programinę įrangą. Turėsite tinkamai suderinti šią funkciją, kad ji tinkamai veiktų. Tai reiškia, kad reikia nustatyti tinkamą K vertę, t. y. parametrą, pagal kurį bus sprendžiama, kiek linijinis išankstinis nustatymas turės įtakos jūsų modeliui.
Gerai sukonfigūruotos "Linear Advance" privalumai - tikslesnės kreivės, kreivių greičio mažinimo kontrolė ir greičio didinimas nesumažinant kokybės.
Vienas naudotojas rekomenduoja naudoti funkciją "Linear Advance", nes ji gali užtikrinti puikius rezultatus - aštresnius kampus ir lygesnius viršutinius sluoksnius. Jis taip pat pažymėjo, kad šią funkciją reikia suderinti pagal naudojamą medžiagą ir spausdinamą modelį.
Kitas naudotojas rekomenduoja įjungti linijinę išankstinę plėtrą, nes jis, naudodamasis šia funkcija, pasiekė aukštos kokybės rezultatų.
Linijinė pažanga yra nuostabi! iš 3Dprinting
Labai svarbus pirmas žingsnis yra įsitikinti, kad jūsų spausdintuvas yra gerai veikiantis, o ekstruderis sukalibruotas. Taip pat turėtumėte patikrinti, ar pjaustyklės nustatymai yra optimizuoti, prieš pradėdami nustatinėti, kaip nustatyti linijinį išankstinį perkėlimą.
Svarbu pažymėti, kad linijinis išankstinis nustatymas neišspręs jokių spausdintuvo problemų, todėl, jei turite kokių nors problemų, pabandykite jas išspręsti prieš įjungdami šią funkciją.
Daugiau informacijos apie "Linear Advance" rasite toliau pateiktame vaizdo įraše.
Kaip naudoti "Marlin" linijinį avansą
"Marlin" yra labiausiai žinoma 3D spausdintuvuose naudojama programinė aparatinė įranga. Nors laikui bėgant galite norėti ją atnaujinti, paprastai tai yra numatytoji daugelio spausdintuvų programinė aparatinė įranga.
Štai kaip "Marlin" programoje naudoti linijinį avansą:
- Pakeisti ir iš naujo įdiegti programinę įrangą
- Sureguliuokite K vertę
1. Pakeiskite ir iš naujo atnaujinkite programinę įrangą
Norėdami naudoti "Linear Advance" "Marlin" programoje, turėsite pakeisti ir iš naujo įdiegti spausdintuvo programinę įrangą.
Tai padarysite įkėlę esamą "Marlin" programinę įrangą į programinės įrangos redaktorių, tada iš eilutės "#define LIN ADVANCE", esančios "Configuration adv.h", pašalinsite tekstą "//".
"GitHub" galima rasti bet kurią "Marlin" versiją. Tiesiog atsisiųskite spausdintuve naudojamą versiją ir įkelkite ją į programinės įrangos redaktorių.
Vartotojai rekomenduoja kaip programinės įrangos redaktorių naudoti "VS Code", nes jį galite nemokamai rasti internete ir juo galima lengvai redaguoti programinę įrangą. Pašalinus eilutę, tereikės išsaugoti ir įkelti programinę įrangą į spausdintuvą.
Išsamesnės informacijos apie tai, kaip redaguoti "Marlin" naudojant "VS Code", ieškokite toliau pateiktame vaizdo įraše.
2. Sureguliuokite K vertę
Paskutinis žingsnis prieš pradedant spausdintuve naudoti linijinį išankstinį spausdinimą - sureguliuoti vertę K. Svarbu ją sureguliuoti, kad galėtumėte tinkamai naudoti linijinį išankstinį spausdinimą.
Sureguliuokite "Marlin K-Value Generator" sąsajoje esančius pjaustytuvo nustatymus, kad jie atitiktų jūsų naudojamus. Tai reiškia purkštuko skersmenį, įtraukimą, temperatūrą, greitį ir spausdinimo lova.
Generatorius sukurs spausdintuvui skirtą G-kodo failą su tiesių linijų serija. Linijos prasidės lėtai ir keisis greičiu. Skirtumas tarp kiekvienos linijos yra naudojama K vertė.
Svetainės pjaustyklės nustatymų skyriaus apačioje eikite į "Generate G-code" ("Generuoti G-kodą"). G-kodo scenarijus turėtų būti atsisiųstas ir įkeltas į spausdintuvą.
Dabar galite pradėti spausdinti, tačiau atminkite, kad K vertę reikės keisti visada, kai keisite greitį, temperatūrą, įtraukimą ar gijos tipą.
Vienas naudotojas siūlo naudoti "Marlin" K vertės generatorių, nes jis padės rasti optimalią jūsų spausdintuvui skirtą K vertę.
Kitas naudotojas rekomenduoja naudoti 0,45-0,55 intervalą įvairių gamintojų PLA ir 0,6-0,65 intervalą PETG, nes jam pavyko sėkmingai naudoti šias K vertes, nors tai priklauso nuo jūsų sąrankos. Naudotojas taip pat pridūrė, kad suprasite, jog tai veikia, kai pamatysite, kad ekstruderis šiek tiek atsitraukia kiekvienos linijos pabaigoje.
Daugiau informacijos apie tai, kaip naudoti "Marlin" linijinį avansą, rasite toliau pateiktame vaizdo įraše.
Kaip naudoti "Cura" programą "Linear Advance
"Cura" yra labai populiari pjaustyklė, gerai žinoma 3D spausdinimo pasaulyje.
Štai kaip "Cura" programoje naudoti linijinį avansą:
- Atsisiųskite linijinių išankstinių nustatymų įskiepį
- Pridėti G-kodą
1. Atsisiųskite linijinių išankstinių nustatymų įskiepį
Pirmasis būdas, kurį galite atlikti norėdami naudoti linijinį išankstinį žingsnį programoje "Cura", yra pridėti linijinio išankstinio žingsnio nustatymų įskiepį iš "Ultimaker Marketplace". Norėdami tai padaryti, pirmiausia prisijunkite prie savo "Ultimaker" paskyros.
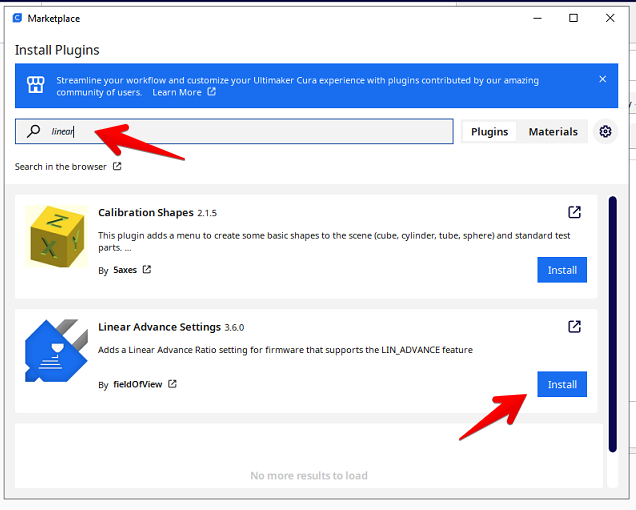
Radę įskiepį prekyvietėje ir jį pridėję turėsite patvirtinti "Cura" iššokantį prašymą sinchronizuoti nustatymus. Įskiepis pradės veikti po dar kelių iššokančių langų.
Dialogo langas "Matomumo nustatymas" bus rodomas, jei pereisite į meniu "Spausdinimo nustatymai" ir pasirinksite trijų eilučių simbolį šalia paieškos lauko.
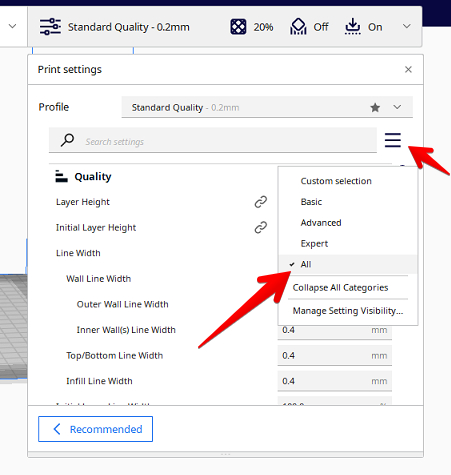
Jei norite, kad būtų matomos visos parinktys, iš išskleidžiamajame meniu pasirinkite "All" (visos), tada spustelėkite OK, kad užbaigtumėte langą.
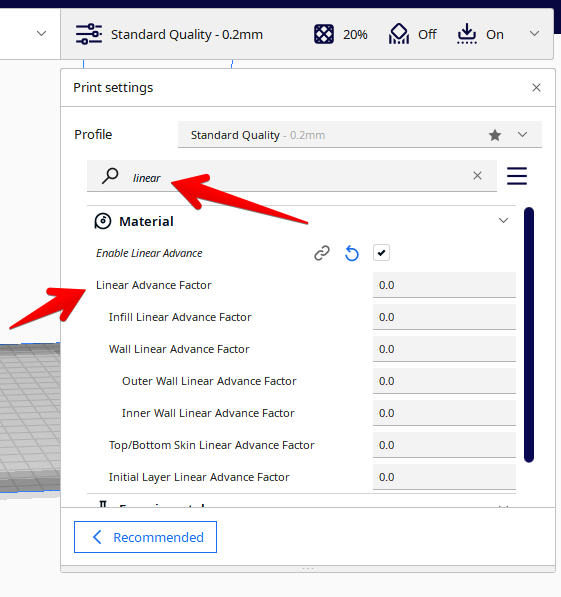
Paieškos laukelyje įveskite "linear advance" (linijinis avansas), o tada į linijinio avanso koeficiento įrašą įveskite K faktoriaus vertę.
Linijinis avansas bus įjungtas, jei parinkties Linear Advance Factor (linijinio avanso koeficientas) reikšmė bus kitokia nei 0. Vartotojai rekomenduoja šį ir kitame skyriuje aprašytą metodą kaip du paprastus būdus įjungti linijinį avansą programoje "Cura".
Vienas naudotojas taip pat rekomenduoja peržiūrėti "Medžiagos nustatymų įskiepį", kuris leidžia nustatyti skirtingą kiekvienos medžiagos linijinį avanso koeficientą.
2. Pridėkite G-kodą
Kitas būdas įjungti linijinį avansą programoje "Cura" - naudoti G-kodo paleidimo scenarijus, kurie priverčia pjaustyklę prieš pradedant spausdinimo procesą nusiųsti spausdintuvui linijinio avanso G-kodą.
Taip pat žr: Ar 3D spausdintuvai gali spausdinti metalą ir medieną? "Ender 3" ir kt.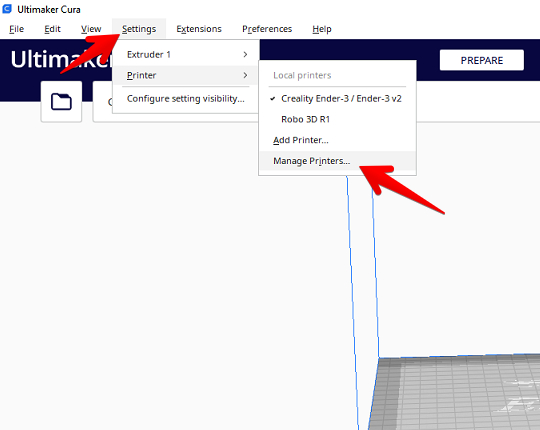
Norėdami tai padaryti, "Cura" viršutiniame meniu pasirinkite "Settings" (nustatymai). Tada iš išskleidžiamajame meniu pasirinkite "Manage Printers" (tvarkyti spausdintuvus).
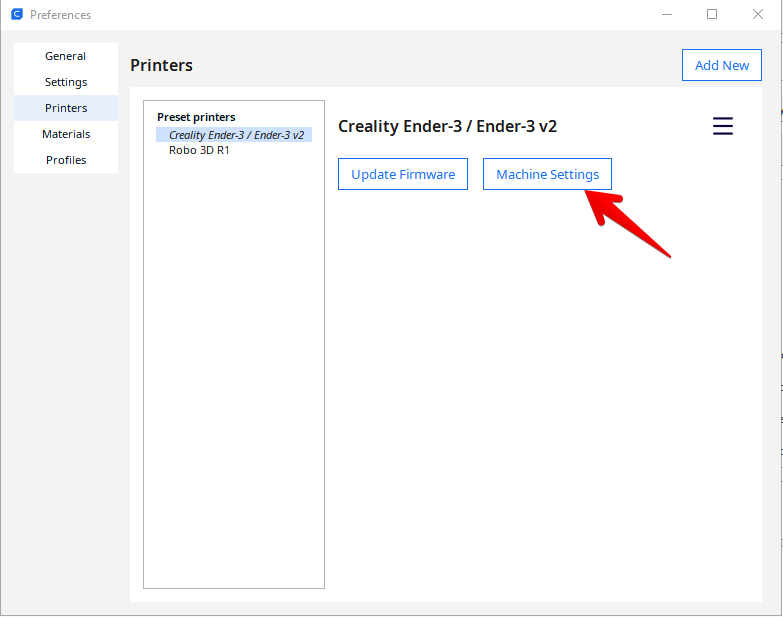
Pasirinkę spausdintuvą, kurį reikia pritaikyti, spustelėkite parinktį "Machine Settings" (mašinos nustatymai).
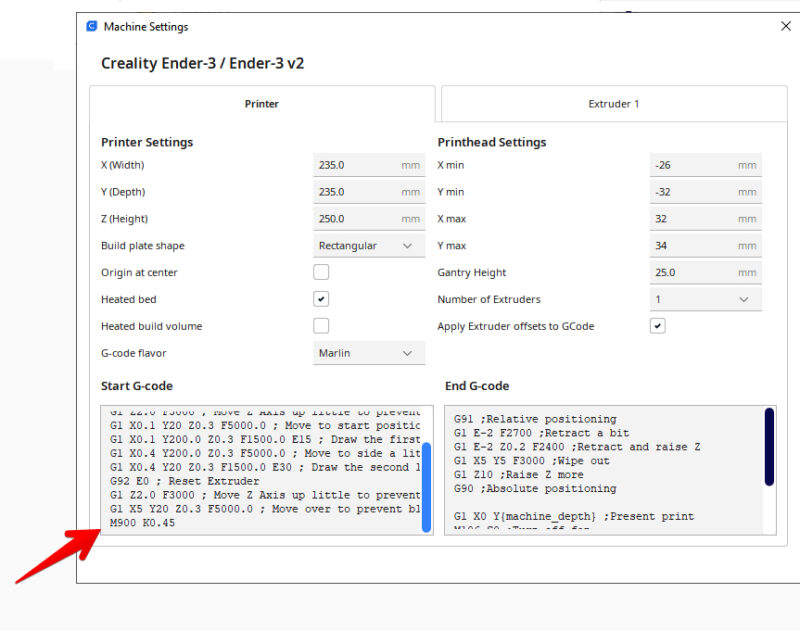
Tada reikės pridėti paskutinę pradžios G-kodo įvesties eilutę su linijinės išankstinės eigos G-kodu (M900) ir K faktoriumi. Pavyzdžiui, jei K faktorius yra 0,45, pridėsite "M900 K0,45", kad tinkamai įjungtumėte linijinę išankstinę eigą.
"Cura" automatiškai aktyvuos "Linear Advance", kai tik pradėsite spausdinimo procesą, nes prieš kiekvieną spausdinimą paleidžiami "Start G-Code" įvesties G-kodai, todėl jums nereikia jo rankiniu būdu aktyvuoti kiekvieną kartą spausdinant.
Norėdami išjungti šią funkciją, galite pakeisti K faktorių į 0 arba pašalinti eilutę iš langelio. Žinokite, kad jei jūsų programinė įranga nepalaiko linijinės išankstinės peržiūros, spausdintuvas tiesiog ignoruos G kodą, kaip nurodė vienas naudotojas.
Daugiau informacijos apie G kodų redagavimą programoje "Cura" rasite toliau pateiktame vaizdo įraše.
Kaip naudoti "Klipper" linijinį avansą
"Klipper" yra dar viena labai populiari 3D spausdinimo programinė įranga. Programoje "Klipper" taip pat galite naudoti linijinio avanso funkciją, tačiau svarbu pažymėti, kad ji turi kitą pavadinimą.
"Klipper" ši funkcija žymima kaip "Pressure Advance". Norėdami tinkamai naudoti "Pressure Advance" funkciją, turite teisingai nustatyti jos nustatymus.
Štai kaip "Klipper" naudoti linijinį išankstinį žingsnį:
- Spausdinimo bandymo modelis
- Nustatykite optimalią slėgio avanso vertę
- Apskaičiuokite slėgio avanso vertę
- Nustatykite "Klipper" vertę
1. Spausdinti bandomąjį modelį
Pirmasis rekomenduojamas žingsnis - atsispausdinti bandomąjį modelį, pavyzdžiui, kvadratinio bokšto bandomąjį modelį, kuris leis palaipsniui didinti slėgio avanso vertę.
Derinant sudėtingesnius nustatymus, pvz., "Pressure Advance", visada pravartu turėti paruoštą bandomąjį modelį - taip lengvai pasieksite optimalias vertes.
2. Nustatykite optimalią slėgio avanso vertę
Optimalią slėgio avanso vertę turėtumėte nustatyti matuodami bandomojo atspaudo aukštį per jo kampus.
Aukštis turi būti nurodomas milimetrais ir apskaičiuojamas matuojant nuo bandomojo atspaudo pagrindo iki taško, kuriame jis atrodo geriausiai.
Turėtumėte pastebėti šį tašką pažvelgę į jį, nes per didelis spaudimo avansas deformuos atspaudą. Jei kampai yra skirtingo aukščio, pasirinkite mažiausią, kurį matuosite.
Norėdami tinkamai išmatuoti bandomąjį atspaudą, naudotojai rekomenduoja naudoti skaitmeninį matuoklį, kurį galite rasti "Amazon" parduotuvėje už puikią kainą.

3. Apskaičiuokite išankstinę slėgio vertę
Kitame žingsnyje reikės atlikti skaičiavimus, kad nustatytumėte slėgio avanso vertę.
Skaičiavimus galite atlikti taip: pradžia + išmatuotas aukštis milimetrais * koeficientas = slėgio avansas.
Pradžia paprastai yra 0, nes tai yra jūsų bokšto apačia. Faktoriaus skaičius bus toks, kaip dažnai bandomojo spausdinimo metu keičiasi jūsų slėgio avansas. Bowdeno vamzdelių spausdintuvams ši vertė yra 0,020, o tiesioginės pavaros spausdintuvams - 0,005.
Pavyzdžiui, jei taikote 0,020 didinimo koeficientą ir nustatėte, kad geriausi kampai yra 20 mm, tuomet reikia įvesti 0 + 20,0 * 0,020 ir gausite 0,4 slėgio avanso vertę.
4. Nustatykite vertę Klipper
Atlikę skaičiavimus, galėsite pakeisti vertę "Klipper" konfigūracijos failo skyriuje. Eikite į "Klipper" konfigūracijos skyrių, kurį rasite viršutinėje juostoje, ir atidarykite failą printer.cfg.
Tai yra konfigūracijos failas, jo pabaigoje yra ekstruderio skyrius, į kurį pridėsite įvestį "pressure_advance = pa value".
Jei naudotume ankstesnį pavyzdį, įrašas atrodytų taip: "advance_pressure = 0,4".
Įvedę vertę, turėsite iš naujo paleisti programinę įrangą, kad funkcija būtų įjungta teisingai. Norėdami iš naujo paleisti "Klipper", tiesiog eikite į viršutiniame dešiniajame viršutiniame kampe esančią parinktį "Save and Restart" (Išsaugoti ir paleisti iš naujo).
Naudotojai rekomenduoja naudoti "Klipper" programą "Pressure Advance", nes galite optimizuoti nustatymus taip, kad tikrai pagerintumėte savo atspaudus.
Vienas naudotojas, eksperimentuodamas su skirtingomis "Klipper" programos "Pressure Advance" konfigūracijomis, vos per 12 minučių atspausdino gražų 3D "Benchy".
Man patinka valtys! Ir klipperis. Ir slėgis iš anksto... Bandymas makro radau čia! iš klippers
Peržiūrėkite toliau pateiktą vaizdo įrašą, kad sužinotumėte daugiau informacijos apie "Klipper" "Pressure Advance" naudojimą.
Kaip naudoti "Ender 3" linijinę išankstinę plėtrą
Jei turite "Ender 3", taip pat galėsite naudoti linijinę išankstinę įrangą, tačiau turėkite omenyje, kad tam gali tekti atnaujinti pagrindinę plokštę.
Taip yra todėl, kad "Creality" pagrindinės plokštės 4.2.2 ir žemesnės versijos tvarkyklės yra kietai įjungtos į senąjį režimą, kaip teigė vienas naudotojas.
Jis teigė, kad funkcija puikiai veiks pagrindinėse plokštėse 4.2.7 ir bet kuriame naujesniame modelyje. Taip yra oficialios "Creality 3D Printer Ender 3 Upgraded Silent Board" pagrindinės plokštės V4.2.7 atveju, kurią galite rasti "Amazon".

Vartotojai rekomenduoja šią pagrindinę plokštę, nes ji yra tyli ir pagaminta iš aukštos kokybės medžiagų, todėl verta atnaujinti "Ender 3".
Be to, kad reikia patikrinti pagrindinės plokštės versijas, "Ender 3" linijinės išankstinės plėtros naudojimas nekelia jokių abejonių ir ją galima įjungti naudojant "Marlin", "Cura" arba "Klipper".
Ankstesniuose skyriuose rasite informacijos, kaip įjungti linijinę išankstinę plėtrą naudojant pageidaujamą programinę įrangą.
Kaip naudoti linijinę išankstinę pavarą tiesioginėje pavaroje
Tiesioginės pavaros mašinose gali būti naudojamas linijinis pastūmos didinimas, nors Bowdeno tipo įrenginiams jis naudingiausias.
Taip pat žr: OVERTURE PLA gijų apžvalgaTiesioginės pavaros 3D spausdintuvas reiškia, kad jūsų spausdintuve naudojama tiesioginės ekstruzijos sistema, kuri stumia giją į karštąjį galą pritvirtinus ekstruziją prie spausdinimo galvutės.
Tai skiriasi nuo Bowdeno sistemos, kurioje ekstruderis dažnai būna ant spausdintuvo rėmo. Kad patektų į spausdintuvą, gija perduodama PTFE vamzdeliu.
Vienas naudotojas, turintis tiesioginės pavaros sąranką, įjungė linijinę išankstinę pavarą, tačiau dėl to nepastebėjo didelio pagerėjimo.
Kiti naudotojai mano, kad naudojant linijinę avansą tikrai pagerės bet koks spausdintuvas su Bowdeno sąranka, o žmonėms, kurie naudoja spausdintuvus su tiesiogine pavara, tai nėra visiškai svarbu.
Kitas naudotojas rekomenduoja pradėti nuo 0,0 K vertės ir palaipsniui didinti nuo 0,1 iki 1,5, jei turite tiesioginės pavaros spausdintuvą. Jis niekada neviršijo 0,17 K vertės ir tik spausdindamas su nailonu pasiekė tokią aukštą vertę.
Svarbu, kad jūsų programinėje įrangoje, kaip minėta anksčiau, būtų apibrėžta linijinė išankstinė vertė, kai pašalinsite "//" tekstą, kaip išsiaiškino vienas vartotojas.
Čia pateikiami jo bandymo rezultatai, kai jis pasirinko 0,8 kaip idealią vertę.
Kfactor
Geriausi linijinio avanso bandomieji atspaudai
Įjungus linijinį avansą paprastai reikia atlikti keletą bandomųjų atspaudų. Naudotojai sukūrė įvairių modelių, kurie gali jums padėti atlikti šiuos bandymus. Naudodami šiuos bandomuosius atspaudus galėsite daug lengviau rasti optimalią linijinio avanso reikšmę, nes jie sukurti atsižvelgiant į šią funkciją.
Jis taip pat padės nustatyti, kaip vangiai elgiasi jūsų gijos, kai įjungtas linijinis avansas. Kai kurie iš toliau pateiktų bandomųjų modelių taip pat gali padėti suderinti kitus naudingus nustatymus.
Štai keletas geriausių linijinės išankstinės pažangos bandomųjų atspaudų, kuriuos galite rasti "Thingiverse":
- Kalibravimas Minimalus Žuvys
- Linijinis išankstinio tilto bandymas
- Linijinis išankstinis bandymas
- Linijinis išankstinis kalibravimas
- Spausdintuvo atnaujinimo kalibravimo rinkinys