
विषयसूची
ज्यादातर लोग जिन्होंने 3डी प्रिंटर के साथ काम किया है, वे रैपिंग से परिचित हैं और यह एक ऐसी समस्या है जो कई उपयोगकर्ताओं को परेशान करती है। आपको यह जानकर खुशी होगी कि वारपिंग को उस बिंदु तक कम करने के लिए कई तरीके हैं जहां आप बिना वारिंग का अनुभव किए लगातार सफल प्रिंट प्राप्त कर सकते हैं।
यह लेख आपको सटीक रूप से दिखाएगा कि इस समस्या को अच्छे के लिए कैसे हल किया जाता है। .
3डी प्रिंट में रैपिंग/कर्लिंग को ठीक करने के लिए, एंबिएंट प्रिंटिंग तापमान को नियंत्रित करने के लिए एक बाड़े का उपयोग करें और किसी भी तेजी से कूलिंग जो आपके प्रिंट में सिकुड़न का कारण बनती है। अपने फिलामेंट के लिए एक अच्छे बिल्ड प्लेट तापमान का उपयोग करें, सुनिश्चित करें कि आपकी बिल्ड प्लेट साफ है और एडहेसिव का उपयोग करें ताकि प्रिंट बिल्ड प्लेट से ठीक से चिपक जाए।
3डी प्रिंट को ठीक करने के पीछे अधिक विवरण है जो ताना देता है इसलिए इसे बनाए रखें अधिक के लिए पढ़ने पर।
3डी प्रिंट में वारपिंग/कर्लिंग क्या है?
3डी प्रिंट में वारपिंग या कर्लिंग तब होता है जब 3डी का आधार या तल प्रिंट ऊपर की ओर मुड़ना शुरू कर देता है और बिल्ड प्लेट से दूर हो जाता है। इसके परिणामस्वरूप 3डी प्रिंट आयामी सटीकता खो देते हैं और 3डी मॉडल की कार्यक्षमता और दिखने को भी बर्बाद कर सकते हैं। यह तेजी से तापमान परिवर्तन से सामग्री में सिकुड़न के कारण होता है।
वारपिंग और amp; 3डी प्रिंटिंग में लिफ्टिंग?
वारपिंग और कर्लिंग का मुख्य कारण तापमान परिवर्तन से होता है जो आपके थर्मोप्लास्टिक फिलामेंट में सिकुड़न का कारण बनता है, साथ ही निर्माण में आसंजन की कमीनमी की मात्रा को कम करने के लिए आपके PETG फिलामेंट को सुखा भी सकते हैं
ऊपर दिए गए समाधानों के संयोजन का उपयोग करने से आपको अपने PETG ताने में मदद मिलनी चाहिए। यह काम करने के लिए काफी जिद्दी फिलामेंट हो सकता है, लेकिन एक बार जब आप एक अच्छी दिनचर्या शुरू कर लेते हैं, तो आप बहुत सारे सफल पीईटीजी प्रिंटों का आनंद लेना शुरू कर देंगे। वारपिंग को कम करने के लिए अलग-अलग बेड तापमान की कोशिश कर सकते हैं।
नायलॉन फिलामेंट को वॉरपिंग से कैसे बचाएं
नायलॉन फिलामेंट को वॉरपिंग से बचाने के लिए, अपने आप को एक गर्म घेरा लें और एक छोटी परत की ऊंचाई का उपयोग करने का प्रयास करें। . कुछ लोगों को अपनी प्रिंट गति को लगभग 30-40mm/s तक धीमा करके सफलता प्राप्त होती है। सुनिश्चित करें कि आपका गर्म बिस्तर आपके विशिष्ट ब्रांड के नायलॉन फिलामेंट के लिए पर्याप्त गर्म है। पीईआई निर्मित सतहें नायलॉन के लिए अच्छी तरह से काम करती हैं।
आप पीईटीजी जैसी अलग सामग्री में एक राफ्ट को 3डी प्रिंट करने की कोशिश भी कर सकते हैं, फिर अपने नायलॉन फिलामेंट के लिए स्विच आउट करके ताना-बाना कम करने में मदद कर सकते हैं। पीईटीजी उपयोग करने के लिए एक अच्छी सामग्री है क्योंकि यह नायलॉन के साथ एक समान मुद्रण तापमान साझा करती है। कुछ उपयोगकर्ताओं के अनुसार, नायलॉन ब्लू पेंटर के टेप से काफी अच्छी तरह चिपक जाता है, जिससे ताना-बाना कम करने में अच्छी तरह से काम कर सकता है।
PEI पर PLA वारपिंग को कैसे ठीक करें
PEI बेड की सतह पर PLA वारपिंग को ठीक करने के लिए, साफ करेंरबिंग अल्कोहल के साथ आपके बिस्तर की सतह। बड़े 3डी प्रिंट के लिए, आप कुछ अतिरिक्त मिनटों के लिए बिस्तर को चालू करने का प्रयास कर सकते हैं ताकि गर्मी के पास बिस्तर से गुजरने के लिए पर्याप्त समय हो, खासकर यदि आपके पास कांच है। 2,000 ग्रिट सैंडपेपर से PEI सतह को हल्के से सैंड करने से काम चल सकता है।
सतह।3D प्रिंटिंग में ताना मारने के कुछ विशिष्ट कारण नीचे दिए गए हैं:
- तेजी से तापमान गर्म से ठंडे में बदल जाता है या कमरे का तापमान बहुत ठंडा हो जाता है
- बिस्तर का तापमान भी बिस्तर पर कम या असमान हीटिंग
- मॉडल पर ठंडी हवा बहने वाले ड्राफ्ट, कोई संलग्नक नहीं
- बिल्ड प्लेट पर खराब चिपकाव
- कूलिंग सेटिंग्स अनुकूलित नहीं
- बिल्ड प्लेट समतल नहीं है
- बिल्ड की सतह मैल या धूल से गंदी है
चाहे आपका PLA मिड-प्रिंट वार कर रहा हो, ग्लास बेड या गर्म बेड पर वार कर रहा हो, इसके कारण और समाधान होंगे समान। बहुत से लोग जिनके पास एंडर 3 या प्रूसा i3 MKS+ जैसा 3डी प्रिंटर है, वे वारपिंग का अनुभव करते हैं, तो आइए देखते हैं कि इसे कैसे ठीक किया जाए।
3डी प्रिंटिंग में वारपिंग को कैसे ठीक करें - PLA, ABS, PETG & नायलॉन
- तापमान में तेजी से बदलाव को कम करने के लिए एक बाड़े का उपयोग करें
- अपने गर्म बिस्तर के तापमान को बढ़ाएं या कम करें
- चिपकने वाले का उपयोग करें ताकि मॉडल बिल्ड प्लेट से चिपक जाए<9
- सुनिश्चित करें कि पहली कुछ परतों के लिए कूलिंग बंद है
- एक गर्म परिवेश के तापमान वाले कमरे में प्रिंट करें
- सुनिश्चित करें कि आपकी बिल्ड प्लेट ठीक से समतल है
- साफ करें आपकी निर्माण सतह
- खिड़कियों, दरवाजों और एयर कंडीशनर से ड्राफ्ट कम करें
- ब्रिम या राफ्ट का उपयोग करें
1। तापमान में तेजी से परिवर्तन को कम करने के लिए एक संलग्नक का उपयोग करें
वारपिंग को ठीक करने और अपने 3डी प्रिंट को होने से रोकने के लिए एक बाड़े का उपयोग करना सबसे अच्छा तरीका है। यह काम करता है क्योंकि यह दो काम करता है,एक गर्म परिवेश तापमान रखता है ताकि आपका प्रिंट तेजी से ठंडा न हो, और आपके मॉडल को ठंडा करने से ड्राफ्ट को भी कम करता है।
चूंकि तापमान परिवर्तन के कारण आमतौर पर विरूपण होता है, एक संलग्नक आपके लिए होने वाली विकृति को रोकने के लिए एक सही समाधान है। 3 डी प्रिंट। इससे बहुत सारी समस्याएं ठीक हो जानी चाहिए लेकिन आपको अभी भी हमेशा के लिए युद्ध से छुटकारा पाने के लिए कुछ अन्य सुधारों को लागू करने की आवश्यकता हो सकती है।
मैं Comgrow Fireproof & अमेज़न से डस्टप्रूफ संलग्नक। अन्य 3डी प्रिंटर उपयोगकर्ताओं से इसकी काफी सकारात्मक समीक्षाएं मिली हैं, जिसमें उल्लेख किया गया है कि एनक्लोजर कितना प्रभावी और उपयोगी है। कोनों पर ताने-बाने के प्रिंट हैं, और उनके गर्म कांच के बिस्तर का पालन बहुत बेहतर हो गया है। यह ध्वनि प्रदूषण को भी थोड़ा कम करता है, इसलिए आप दूसरों को या खुद को उतना परेशान नहीं करते हैं।
तापमान से संबंधित अन्य दोष हैं जो 3डी प्रिंट से गुजरते हैं, इसलिए इस बाड़े के होने से कई समस्याओं में मदद मिलती है एक बार। सेटअप बहुत आसान है और यह कुल मिलाकर अच्छा दिखता है।
3डी प्रिंट जो एक तरफ मुड़ जाते हैं, काफी कष्टप्रद हो सकते हैं, इसलिए एक एनक्लोजर प्राप्त करने से इस समस्या को हल करने में मदद मिल सकती है।
2। अपने गर्म बिस्तर के तापमान को बढ़ाएं या कम करें
आमतौर पर, आपके बिस्तर के तापमान को बढ़ाने से ताना-बाना कम करने में मदद मिलती है क्योंकि यह तापमान में तेजी से बदलाव को रोकता है क्योंकि गर्मी निकलती हैमॉडल पर अच्छी तरह से। बिस्तर के तापमान के लिए अपने फिलामेंट की सिफारिश का पालन करें, लेकिन उच्च अंत में बिस्तर का तापमान बढ़ाने का प्रयास करें।
पीएलए जैसे फिलामेंट के लिए भी, 60 डिग्री सेल्सियस अच्छी तरह से काम कर सकता है, हालांकि कई लोग 30-50 डिग्री सेल्सियस की सिफारिश करते हैं, इसलिए अलग-अलग तापमानों को आज़माएं और देखें कि यह आपके लिए कैसे काम करता है। वहाँ कई प्रकार के 3डी प्रिंटर हैं, साथ ही व्यक्तिगत मुद्रण वातावरण भी हैं जो इन चीजों को प्रभावित कर सकते हैं। अधिक जानकारी के लिए बिस्तर आसंजन में सुधार करें।
एक उपयोगकर्ता के लिए एक बिस्तर का तापमान अच्छी तरह से काम कर सकता है, जबकि यह दूसरे उपयोगकर्ता के लिए बहुत अच्छा काम नहीं करता है, इसलिए यह वास्तव में परीक्षण और त्रुटि के लिए नीचे है।
आपके बिस्तर का तापमान बहुत अधिक हो सकता है जो तेजी से तापमान परिवर्तन के कारण विकृत हो सकता है, संभवतः ठंडे परिवेश के तापमान के कारण।
यदि आपने अपने बिस्तर का तापमान बढ़ाने की कोशिश की है, तो आप कम करने का भी प्रयास कर सकते हैं यह देखने के लिए कि क्या इसका ताना-बाना कम करने पर सकारात्मक प्रभाव पड़ता है।
3. एडहेसिव का उपयोग करें ताकि मॉडल बिल्ड प्लेट से चिपक जाए
चूंकि वारपिंग एक गति है जो सामग्री को सिकोड़ती है, विशेष रूप से आपके 3डी प्रिंट के कोनों को, कभी-कभी बिल्ड प्लेट पर अच्छा एडहेसिव होने से सामग्री को दूर जाने से रोका जा सकता है।
बहुत से लोगों ने अपने 3डी प्रिंट में केवल एक अच्छा एडहेसिव लगाकर और उसे अपना जादू करने देकर रैपिंग या कर्लिंग को ठीक कर लिया है।
बहुत सारे हैंचिपकने वाले उपलब्ध हैं जो 3डी प्रिंटर बेड के लिए काम करते हैं। 3डी प्रिंटिंग समुदाय में मैंने जो सबसे लोकप्रिय प्रकार का एडहेसिव देखा है, वह है ग्लू स्टिक्स।
मैं अमेज़ॅन से FYSETC 3डी प्रिंटर ग्लू स्टिक्स जैसी किसी चीज़ के साथ जाने की सलाह दूंगा।

बिस्तर पर ग्लू स्टिक की कुछ परतें आपको अपने मॉडल से चिपके रहने के लिए एक सुंदर नींव प्रदान करती हैं ताकि यह बिल्ड प्लेट से मुड़े या सिकुड़े नहीं।
आप इसे अगले स्तर पर भी ले जा सकते हैं और अमेज़ॅन से लेयरनीर 3डी प्रिंटर चिपकने वाला बिस्तर वेल्ड गोंद जैसे 3डी प्रिंटर विशिष्ट चिपकने वाला उपयोग कर सकते हैं।
मैंने सर्वश्रेष्ठ 3डी प्रिंटर बिस्तर चिपकने वाले - स्प्रे नामक एक लेख लिखा था , गोंद और amp; अधिक।
4। सुनिश्चित करें कि पहली कुछ परतों के लिए कूलिंग बंद है
आपके स्लाइसर में डिफ़ॉल्ट कूलिंग सेटिंग्स होनी चाहिए जो पहली कुछ परतों के लिए पंखे बंद कर दें, लेकिन यदि आप मुड़ रहे हैं तो आप इसे और परतों के लिए बंद करना चाह सकते हैं . ऐसा करने से पहले मैं आमतौर पर अन्य सुधारों को आज़माने की सलाह देता हूं क्योंकि कूलिंग बेहतर 3D प्रिंट गुणवत्ता में योगदान करती है। उसके लिए इसे बंद करने के लिए।
यदि आपको PETG या नायलॉन जैसी सामग्री पर वारिंग का अनुभव हो रहा है, तो आप अपनी कूलिंग सेटिंग्स को कम करने का प्रयास करना चाहते हैं ताकि सामग्री बहुत जल्दी ठंडी न हो।
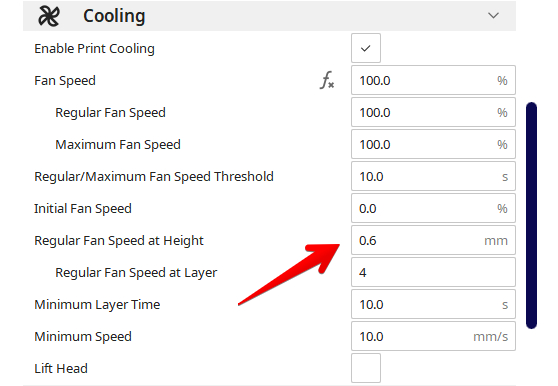
आप उस परत की ऊंचाई को बदल सकते हैं जिसे आपके 3डी प्रिंटर प्रशंसक नियमित रूप से शुरू करते हैंगति सीधे अपने कुरा सेटिंग्स में। यदि आप शुरू में ही विकृत हो जाते हैं, तो पंखे कहाँ से चालू करें, इसमें देरी करना उचित हो सकता है।
सही प्रिंट कूलिंग और amp; अधिक विवरण के लिए फैन सेटिंग।
5। अधिक गर्म परिवेश तापमान वाले कमरे में प्रिंट करें
ऊपर दिए गए सुधारों के समान, मुख्य बात यह है कि आपके तापमान पर बेहतर नियंत्रण हो, विशेष रूप से परिवेश के तापमान पर। यदि आप सर्दियों में ठंडे गैराज में छपाई कर रहे हैं, तो गर्म कार्यालय में छपाई की तुलना में आपको अपने मॉडल में ताना-बाना अनुभव होने की बहुत अधिक संभावना है।
अपने 3डी प्रिंटर के सामान्य तापमान से अवगत रहें। रखा गया है ताकि यह बहुत ठंडे वातावरण में न हो।
जैसा कि ऊपर उल्लेख किया गया है, यहां एक संलग्नक मदद कर सकता है। कुछ लोगों ने अपने 3D प्रिंटर के पास एक स्पेस हीटर का उपयोग करके, या प्रिंटर को रेडिएटर के पास रखकर भी विरूपण को कम किया है।
6। सुनिश्चित करें कि आपकी बिल्ड प्लेट ठीक से समतल है
आमतौर पर सामग्री के तेजी से ठंडा होने और सिकुड़ने के दबाव के कारण विरूपण होता है, लेकिन यह सुनिश्चित करके इसका मुकाबला किया जा सकता है कि आपकी बिल्ड प्लेट बेहतर स्तर पर है।
ग्लू स्टिक जैसे एडहेसिव का उपयोग करने के अलावा, जब आपकी बिल्ड प्लेट अच्छी तरह से समतल की जाती है, तो यह बिल्ड प्लेट पर सामग्री के चिपकने में सुधार करती है।
यदि आपकी बिल्ड प्लेट बहुत अच्छी तरह से समतल नहीं है, तो नींव और चिपकने वाला सामान्य से कमजोर होने जा रहा है, संभावना बढ़ रही है कि आपवारपिंग का अनुभव।
अपनी बिल्ड प्लेट को अच्छी तरह से समतल करने के लिए अंकल जेसी द्वारा नीचे दिए गए वीडियो का अनुसरण करें।
अधिक विवरण के लिए, मेरा लेख देखें कि अपने 3डी प्रिंटर बेड को कैसे समतल करें - नोजल ऊंचाई अंशांकन।
7. अपनी बिल्ड सतह को साफ़ करें
जिस तरह आसंजन के लिए अपनी बिल्ड प्लेट को समतल करना महत्वपूर्ण है, जो ताना-बाना कम करने में मदद करता है, उसी तरह आपकी बिल्ड सतह की सफाई भी उतनी ही महत्वपूर्ण है।
हम सामग्री को मजबूत आसंजन प्रदान करना चाहते हैं नोज़ल से बाहर निकाला जाता है, लेकिन जब बिल्ड प्लेट गंदी या मैली होती है, तो यह बिस्तर की सतह पर अच्छी तरह से नहीं चिपकती है, विशेष रूप से कांच के बिस्तरों के साथ।
यदि आप अपने 3डी प्रिंट में ताना-बाना कम करना चाहते हैं, तो इसे बनाएं सुनिश्चित करें कि आपकी निर्माण सतह अच्छी और साफ है।
बहुत से लोग इसे आइसोप्रोपिल अल्कोहल और एक कपड़े से साफ करने जैसा कुछ करते हैं, या यहां तक कि डिश सोप और गर्म पानी से पूरी तरह साफ करते हैं। आप अपने बिस्तर को साफ करने में मदद के लिए रोगाणुहीन पैड भी प्राप्त कर सकते हैं, यह वास्तव में आप पर निर्भर करता है कि आप क्या करते हैं। अधिक जो अधिक गहराई में जाता है।
नीचे दिया गया वीडियो आपको दिखाता है कि एक मोज़े और कुछ 70% आइसोप्रोपिल अल्कोहल का उपयोग करके एंडर 3 पर एक प्रिंट सतह को कैसे साफ किया जाए।

8. विंडोज, दरवाजे और एयर कंडीशनर से ड्राफ्ट कम करें
यदि आपके पास एक संलग्नक नहीं है, तो आप निश्चित रूप से ठंडी हवा और ड्राफ्ट को अपने 3डी प्रिंटेड भागों पर बहने से रोकना चाहते हैं। मुझे याद है कि मेरे पास एक3डी प्रिंटिंग के दौरान खिड़की और एक दरवाजा खुला, और इसके परिणामस्वरूप वास्तव में खराब ताना-बाना हुआ।
एक बार जब मैंने दरवाजा बंद कर दिया और ड्राफ्ट को कमरे के चारों ओर उड़ने से रोक दिया, तो वह विरूपण जल्दी से बंद हो गया और मैंने सफलतापूर्वक अपना 3डी मॉडल बनाया।
यह पहचानने की कोशिश करें कि हवा का झोंका कहां से आ रहा है, यहां तक कि एयर कंडीशनर या एयर प्यूरीफायर जैसी किसी चीज से भी, और इसे या 3डी प्रिंटर पर प्रभाव को कम करने की कोशिश करें।
यह सभी देखें: क्या PLA, ABS, PETG, TPU एक साथ रहते हैं? शीर्ष पर 3डी प्रिंटिंग9। ब्रिम या राफ्ट का उपयोग करें
ब्रिम या राफ्ट का उपयोग करना ताना मारने के चिपकने वाले पक्ष पर ध्यान केंद्रित करता है। ये केवल एक्सट्रूडेड सामग्री की अतिरिक्त परतें हैं जो आपके 3डी मॉडल के चारों ओर एक नींव प्रदान करती हैं।
यहां एक अंशांकन क्यूब के चारों ओर एक ब्रिम है। आप देख सकते हैं कि ब्रिम किस प्रकार युद्ध को कम करने में मदद करेगा क्योंकि वास्तविक मॉडल बाहर नहीं है, इसलिए युद्ध के वास्तविक मॉडल तक पहुंचने से पहले किनारा पहले ताना जाएगा।
यहां है एक अंशांकन घन के चारों ओर एक बेड़ा। यह ब्रिम के समान दिखता है लेकिन यह वास्तव में मोटा होने और अनुकूलित करने के लिए अधिक सेटिंग्स होने के साथ-साथ मॉडल के चारों ओर और नीचे रखा गया है।
मैं आमतौर पर एक बेड़ा बनाम एक ब्रिम का उपयोग करना पसंद करता हूं क्योंकि यह काम करता है बेहतर है और वास्तव में आपके पास अपने प्रिंट को हटाने के लिए एक अच्छी नींव है, लेकिन ब्रिम्स अभी भी अच्छी तरह से काम करता है।
स्कर्ट बनाम ब्रिम्स बनाम राफ्ट्स के बारे में मेरा लेख देखें - अधिक जानकारी के लिए एक त्वरित 3डी प्रिंटिंग गाइड विवरण।
3D प्रिंट को कैसे ठीक करें जो विकृत हो गया है - PLA
एक 3D प्रिंट को ठीक करने के लिए जिसमेंविकृत, गर्मी और दबाव की एक विधि का उपयोग करने का प्रयास करें। फ्राइंग पैन जैसी बड़ी धातु की सतह प्राप्त करें जिसमें आपका 3डी प्रिंट उसी तरह फिट हो सके जिस तरह से यह बिल्ड प्लेट से बाहर आया था। एक हेयर ड्रायर लें और 3डी मॉडल को लगभग एक मिनट के लिए चारों ओर समान रूप से गर्म करें। अब प्रिंट को नीचे रखें और उसे सपाट मोड़ें।
मॉडल को ठंडा होने तक कुछ मिनटों के लिए रोके रखना होगा, फिर इस प्रक्रिया को तब तक दोहराएं जब तक कि आपका प्रिंट आपके मनचाहे आकार में वापस न आ जाए। हर बार जब आप ऐसा करें तो मॉडल को हेयर ड्रायर से समान रूप से गर्म करना याद रखें। इसके लिए आवश्यक है कि आप कांच के संक्रमण तापमान तक पहुंचें ताकि इसे ढाला जा सके।
रिगिडिंक की इस विधि ने विकृत 3डी प्रिंट को ठीक करने के लिए कई उपयोगकर्ताओं के लिए अच्छा काम किया है, इसलिए यह निश्चित रूप से एक कोशिश के लायक है।
जब तक आपके मॉडल पर ताना-बाना बहुत बुरा नहीं है या आपका 3D प्रिंट बहुत मोटा नहीं है, तब तक इसे सहेजना संभव है।
आप मेक द्वारा गर्म पानी के साथ नीचे दिए गए वीडियो में इस विधि को भी आजमा सकते हैं। कुछ भी।
यह सभी देखें: आसानी से किनारों को कैसे हटाएं & आपके 3डी प्रिंट से राफ्टआप PETG 3D प्रिंट को विकृत होने से कैसे रोक सकते हैं?
अपने PETG 3D प्रिंट को मुड़ने या मुड़ने से रोकने के लिए, आपको:
- सुनिश्चित करें कि कम से कम पहली परतों के लिए सक्रिय शीतलन पंखे बंद कर दिए जाते हैं
- चिपकने के लिए बेहतर बिल्ड सतह का उपयोग करें जैसे BuildTak
- अपनी बिल्ड प्लेट के लिए एक अच्छे चिपकने वाले पदार्थ का उपयोग करें - हेयरस्प्रे या गोंद की छड़ें
- अपनी पहली परत पर धीरे-धीरे प्रिंट करें
- अपने मुद्रण तापमान को कम करने और अपने बिस्तर के तापमान को बढ़ाने का प्रयास करें
- आप