
Enhavtabelo
Plej multaj homoj, kiuj laboris kun 3D-presiloj, konas deformadon kaj ĝi estas problemo, kiu turmentas multajn uzantojn. Vi ĝojos scii, ke ekzistas serio da metodoj por redukti deformadon ĝis la punkto, kie vi povas akiri konstante sukcesajn presaĵojn sen sperti deformadon.
Ĉi tiu artikolo montros al vi precize, kiel ĉi tiu problemo estas solvita definitive. .
Por ripari deforman/bukladon en 3D-presaĵoj, uzu enfermaĵon por kontroli la ĉirkaŭan prestemperaturon kaj ajnan rapidan malvarmigon, kiu kaŭzas ŝrumpiĝon en viaj presaĵoj. Uzu bonan konstruplatan temperaturon por via filamento, certigu, ke via konstruplato estas pura kaj uzu gluojn por ke la presaĵo algluiĝas ĝuste al la konstruplato.
Estas pli da detaloj malantaŭ ripari 3D-presaĵojn kiuj deformas, do konservu. dum legado por pli.
Kio estas Varpado/Kurliĝo en 3D-Presaĵoj?
Deformado aŭ krispiĝo en 3D-presaĵoj okazas kiam la bazo aŭ fundo de 3D estas presaĵo komencas kurbiĝi supren kaj leviĝi for de la konstruplato. Ĝi rezultigas 3D-presaĵojn perdantajn dimensian precizecon kaj eĉ povas ruinigi la funkciecon kaj aspekton de 3D-modelo. Ĝi okazas pro ŝrumpado en la materialo pro rapidaj temperaturŝanĝoj.
Kio Kaŭzas Varpado & Levo en 3D Presado?
La ĉefaj kaŭzoj de deformado kaj kurbiĝado estas de temperaturŝanĝoj, kiuj kaŭzas ŝrumpadon en via termoplasta filamento, kune kun manko de adhero al la konstruo.povas ankaŭ sekigi vian PETG-filamenton por redukti ĝian humidecan enhavon
Uzado de kombinaĵo de la supraj solvoj devus helpi vin kun via PETG-formiĝo. Ĝi povas esti sufiĉe obstina filamento kun kiu labori, sed post kiam vi ekhavos bonan rutinon, vi komencos ĝui multajn sukcesajn PETG-presaĵojn.
Ne nepre estas PETG-deforma temperaturo, do vi povas provi malsamajn litajn temperaturojn por redukti deformadon.
Kiel Deteni Nilonan Filamenton De Deformado
Por malhelpi Nilonan filamenton de deformado, akiru al vi varmigitan enfermaĵon kaj provu uzi pli malgrandan tavolalton. . Iuj homoj sukcesas malrapidigante sian presan rapidecon al ĉirkaŭ 30-40 mm/s. Certigu, ke via hejtita lito estas sufiĉe varma por via specifa marko de Nilona filamento. PEI-konstruaj surfacoj funkcias bone por Nilono.
Vi ankaŭ povas provi 3D presi floson en malsama materialo kiel PETG, poste ŝanĝi vian Nilonan filamenton por helpi redukti deformadon. PETG estas bona materialo por uzi ĉar ĝi kunhavas similan presan temperaturon kun Nilono.
Unu uzanto menciis, ke ili venkis deformadon per presado de vere granda rando. Nilono gluiĝas sufiĉe bone al Blua Pentrista Bendo laŭ kelkaj uzantoj, do tio povus bone funkcii por redukti deformadon.

Malŝalti viajn malvarmigajn ventolilojn devus helpi redukti deformadon en Nilonfilamento. .
Kiel ripari PLA-deformadon sur PEI
Por ripari PLA-deformadon sur PEI-lita surfaco, puriguvia lita surfaco kun frota alkoholo. Por pli grandaj 3D-presaĵoj, vi povas provi ŝalti la liton dum pliaj kelkaj minutoj, por ke la varmego havu sufiĉe da tempo por vojaĝi tra la lito, precipe se vi havas vitron. Malpeze sablado de la PEI-surfaco per 2,000 grunda sablopapero povas funkcii.
surfaco.Malsupre estas kelkaj specifaj kaŭzoj de deformado en 3D-presado:
- Rapidaj temperaturoŝanĝoj de varma al malvarma aŭ ĉambra temperaturo tro malvarma
- Litotemperaturo ankaŭ malalta aŭ neegala hejtado sur lito
- Malnetoj blovantaj malvarman aeron sur modelon, neniu enfermaĵo
- Malbona adhero al la konstruplato
- Malvarmigaj agordoj ne optimumigitaj
- Konstruo telero ne ebenigita
- Konstrua surfaco estas malpura pro malpuraĵo aŭ polvo
Ĉu via PLA deformas meze de presaĵo, deformas sur vitra lito aŭ varmigita lito, la kaŭzoj kaj solvoj estos similaj. Multaj homoj, kiuj havas 3D-presilon kiel Ender 3 aŭ Prusa i3 MKS+, spertas varpiĝon, do ni rigardu kiel ripari ĝin.
Kiel Ripari Varpiĝon en 3D Presado - PLA, ABS, PETG & Nilono
- Uzu enfermaĵon por redukti rapidajn ŝanĝojn en temperaturo
- Multigu aŭ malaltigu vian varmigitan litan temperaturon
- Uzu gluojn por ke la modelo algluiĝas al la konstruplato
- Certigu, ke malvarmigo estas malŝaltita por la unuaj tavoloj.
- Presi en ĉambro kun pli varma ĉirkaŭa temperaturo
- Certigu, ke via konstruplato estas taŭge ebenigita
- Puriga via konstrua surfaco
- Reduktu malneton de fenestroj, pordoj kaj klimatiziloj
- Uzu Randon aŭ Floson
1. Uzu Enfermaĵon por Redukti Rapidajn Ŝanĝojn en Temperaturo
Unu el la plej bonaj metodoj por ripari deformadon kaj eviti ke ĝi okazu al viaj 3D-presaĵoj estas uzi ĉemetaĵon. Ĉi tio funkcias ĉar ĝi faras du aferojn,konservas pli varman ĉirkaŭan temperaturon, por ke via presaĵo ne malvarmiĝas rapide, kaj ankaŭ reduktas malnetojn pro malvarmigo de via modelo.
Vidu ankaŭ: Ĉu Vi Ĉu Vi Povas Paŭzi 3D Presaĵon Dum la Nokto? Kiom longe Vi Povas Paŭzi?Ĉar deformado kutime okazas pro temperaturŝanĝoj, enfermaĵo estas perfekta solvo por malhelpi deformiĝon de via modelo. 3D presaĵoj. Ĝi devus ripari multajn problemojn, sed vi eble ankoraŭ bezonos efektivigi iujn aliajn korektojn por forigi unufoje por ĉiam deformado.
Mi rekomendus akiri ion kiel la Comgrow Fireproof & Polvorezista Enfermaĵo de Amazon. Ĝi havas multajn pozitivajn recenzojn de aliaj uzantoj de 3D-presiloj, kiuj mencias kiom efika kaj utila estas la enfermaĵo.

Unu uzanto menciis, ke post kiam ili komencis uzi ĉi tiun enfermaĵon, ili ne plu. havas presaĵojn deformajn sur la anguloj, kaj aliĝo al ilia varmigita vitra lito multe pliboniĝis. Ĝi ankaŭ iomete malpliigas bruan poluadon, do vi ne tiom ĝenas aliajn aŭ vin mem.
Estas aliaj temperaturo-rilataj difektoj tra kiuj 3D-presaĵoj travivas, do havi ĉi tiun enfermaĵon helpas kun multaj problemoj ĉe unufoje. Agordo estas sufiĉe facila kaj ĝi aspektas bone entute.
3D-presaĵoj kiuj deformas unuflanke povas esti sufiĉe ĝenaj, do akiri enfermaĵon povas helpi solvi ĉi tiun problemon.
2. Pliigi aŭ Malaltigi Vian Varmigitan Litan Temperaturon
Kutime, pliigi vian litan temperaturon helpas malpliigi deformadon ĉar ĝi ĉesigas tiun rapidan ŝanĝon de temperaturo ĉar la varmo elsendas.bele sur la modelo. Sekvu vian filamentan rekomendon por lita temperaturo, sed provu pliigi la litan temperaturon ĉe la pli alta fino.
Eĉ por filamento kiel PLA, 60°C povas bone funkcii kvankam multaj homoj rekomendas 30-50°C, do provu malsamajn temperaturojn kaj vidu kiel ĝi funkcias por vi. Estas multaj specoj de 3D-presiloj tie, kaj ankaŭ personaj presaj medioj, kiuj povas influi ĉi tiujn aferojn.
Rigardu mian artikolon pri Kiel Akiri la Perfektajn Konstruajn Platajn Adherajn Agordojn & Plibonigu Litan Adheron por pliaj informoj.
Unu lita temperaturo por unu uzanto povus bone funkcii, dum ĝi ne tro bone funkcias por alia uzanto, do vere dependas de provo kaj eraro.
Vi ankaŭ povas havi tro altan litan temperaturon, kiu povas konduki al deformado pro rapidaj temperaturŝanĝoj, eble pro malvarmeta ĉirkaŭa temperaturo.
Se vi provis pliigi vian litan temperaturon, vi ankaŭ povas provi malpliigi. ĝin por vidi ĉu ĝi havas pozitivan efikon al reduktado de deformado.
3. Uzu Gluojn por ke la Modelo Algluiĝas al la Konstrua Plato
Ĉar deformado estas movado, kiu ŝrumpas materialon, precipe angulojn de viaj 3D-presaĵoj, foje havi bonan gluon sur la konstruplato povas malhelpi la materialon foriri.
Multaj homoj riparis deformadon aŭ kurbiĝon en siaj 3D-presaĵoj simple aplikante bonan gluon kaj lasante ĝin fari sian magion.
Estas multe dagluoj tie, kiuj funkcias por 3D-presilaj litoj. La plej populara tipo de gluaĵo, kiun mi vidis en la 3D-presa komunumo, devas esti glubastonetoj.
Mi rekomendus iri kun io kiel FYSETC 3D Printer Glue Sticks de Amazon.

Kelkaj manteloj da glubastono sur la lito devus doni al vi belan bazon por ke via modelo algluiĝu, por ke ĝi ne deformiĝu kaj ŝrumpiĝu for de la konstruplato.
Vi. povas ankaŭ porti ĝin al la sekva nivelo kaj uzi specifan gluon de 3D-presilo kiel LAYERNEER 3D Printer Adhesive Bed Weld Glue de Amazon.
Mi skribis artikolon nomitan Plej bonaj 3D Printer Bed Adhesives - Sprays. , Gluo & Pli.
4. Certigu, ke malvarmigo estas malŝaltita por la unuaj tavoloj
Via tranĉilo devus havi defaŭltajn malvarmigajn agordojn, kiuj malŝaltas la ventolilojn por la unuaj tavoloj, sed vi eble volas malŝalti ĝin por pli da tavoloj se vi iĝas deformado. . Mi kutime rekomendus provi la aliajn korektojn antaŭ ol fari ĉi tion, ĉar malvarmigo kontribuas al pli bona 3D-presaĵo-kvalito.
Por materialo kiel PLA, ili kutime rekomendas, ke viaj malvarmigaj ventoliloj estu 100% ŝaltitaj, do vi eble ne volas. por malakcepti ĝin por tio.
Se vi spertas deformadon de materialo kiel PETG aŭ Nilono, vi volas provi ĝustigi viajn malvarmigajn agordojn por esti pli malaltaj por ke la materialo ne malvarmiĝu tro rapide.
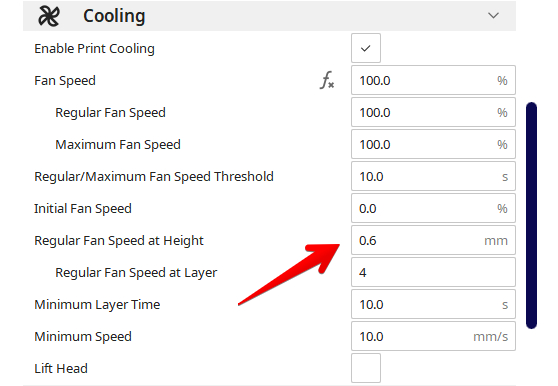
Vi povas ŝanĝi la tavolalton, kiun viaj 3D presilaj adorantoj komencas sian kutimanrapidu rekte en viaj agordoj de Cura. Se vi malformas frue, povus valori prokrasti kie vi ekbruligas la ventolilojn.
Rigardu Kiel Akiri la Perfektan Presan Malvarmigon & Agordoj de ventumiloj por pliaj detaloj.
5. Presi en Ĉambro kun Pli Varma Ĉirkaŭa Temperaturo
Simile al la korektoj supre, la ĉefa afero estas havi pli bonan kontrolon de via temperaturo, precipe de la ĉirkaŭa temperaturo. Se vi presas en malvarma garaĝo vintre, vi estas multe pli verŝajne sperti deformadon en viaj modeloj, kompare kun presado en varma oficejo.
Estu konscia pri la ĝenerala temperaturo de kie via 3D presilo. estas metita tiel ĝi ne estas en medio kiu estas tro malvarmeta.
Kiel supre menciite, ĉemetaĵo ĉi tie povas helpi. Iuj homoj reduktis deformadon eĉ uzante kosman hejtilon proksime de sia 3D presilo, aŭ metante la presilon proksime al radiatoro.
6. Certigu, ke Via Konstrua Plato estas Ĝuste Ebenigita
Vordiĝo kutime okazas pro premo de la rapida malvarmiĝo kaj ŝrumpado de materialo, sed ĉi tio povas esti kontraŭbatalita certigante, ke via konstruplato estas pli bone ebenigita.
Krom uzi gluojn kiel glubastonon, kiam via konstruplato estas bele ebenigita, ĝi plibonigas la aliĝon de materialo al la konstruplato.
Se via konstruplato ne estas ebenigita tre bone, la fundamento kaj gluo estas. estos pli malforta ol kutime, pliigante la ŝancojn ke vispertas deformadon.
Sekvu la ĉi-suban videon de Onklo Jessy por ebenigi vian konstruplaton bele.
Por pliaj detaloj, rigardu mian artikolon Kiel Ebenigi Vian 3D-Presilon Liton – Alteca Kalibrado de Nozzle.
7. Purigu Vian Konstruan Surfacon
Same kiel ebenigi vian konstruplaton gravas por adhero, kiu helpas redukti deformadon, purigi vian konstrusurfacon estas same grava.
Ni volas provizi fortan adheron al la materialo. eltrudita el la ajuto, sed kiam la konstruplato estas malpura aŭ malpura, ĝi ne algluiĝas tiel bone al la lita surfaco, precipe kun vitraj litoj.
Vidu ankaŭ: Kiel fari STL-dosieron & 3D Modelo De Foto/BildoSe vi volas redukti deformadon en viaj 3D-presaĵoj, faru certe via konstrua surfaco estas bela kaj pura.
Multaj homoj farus ion kiel purigi ĝin per izopropila alkoholo kaj tuko, aŭ eĉ plenpurigi per telersapo kaj varma akvo. Vi ankaŭ povas akiri sterilajn kusenetojn por helpi purigi viajn litojn, vere dependas de vi, kion vi faras.
Mi skribis artikolon Kiel Purigi Vitran 3D-Presilon Liton – Ender 3 & Pli tio pliprofundiĝas.
La suba video montras al vi kiel purigi presaĵsurfacon sur la Ender 3 uzante ŝtrumpeton kaj ĉirkaŭ 70% izopropila alkoholo.

8. Redukti Malnetojn de Fenestroj, Pordoj kaj Klimatiziloj
Se vi ne havas enfermaĵon, vi certe volas ĉesigi malvarmetan aero kaj malblovojn sur viajn 3D presitajn partojn. Mi memoras, ke mi havis fortan skizon pro havi afenestro kaj pordo malfermiĝis dum 3D-presado, kaj ĝi rezultigis vere malbonan deformadon.
Unufoje mi fermis la pordon kaj ĉesigis la trablovon blovi ĉirkaŭ la ĉambro, tiu deformado rapide ĉesis kaj mi sukcese kreis mian 3D-modelon.
Provu identigi de kie venas ventoblovoj, eĉ de io kiel klimatizilo aŭ aerpurigilo, kaj provu redukti ĝin aŭ la efikon al la 3D-presilo.
9. Uzu Randon aŭ Floson
Uzante Randon aŭ Floson fokusiĝas al la adherflanko de deformado. Ĉi tiuj estas simple ekstraj tavoloj de eltrudita materialo, kiuj provizas fundamenton ĉirkaŭ via 3D-modelo.
Jen Rando ĉirkaŭ kalibrada kubo. Vi povas vidi kiel la Rando helpus malpliigi deformadon ĉar la reala modelo ne estas ekstere, do la Rando deformiĝus unue antaŭ ol la deformado povas atingi la realan modelon.
Jen estas. a Floso ĉirkaŭ kalibrada kubo. Ĝi aspektas tre simila al la Rando sed ĝi estas fakte metita ĉirkaŭ kaj sub la modelo, kune kun esti pli dika kaj havi pli da agordoj por personecigi.
Mi kutime preferas uzi Raft kontraŭ Rando ĉar ĝi faras la laboron. pli bone kaj vi efektive havas bonegan bazon por forigi vian presaĵon, sed Brims ankoraŭ funkcias bone.
Rigardu mian artikolon pri Jupoj Vs Brims Vs Rafts - Rapida Gvidilo pri 3D Preso por pli detaloj.
Kiel ripari 3D-presaĵon kiu disformiĝis – PLA
Por ripari 3D-presaĵon kiu havasdeforma, provu uzi metodon de varmo kaj premo. Akiru grandan metalan surfacon kiel pato, kiun via 3D presaĵo povas konveni en la sama maniero, kiel ĝi eliris el la konstruplato. Prenu harsekigilon kaj varmigu la 3D-modelon ĉirkaŭe egale dum proksimume minuto. Nun tenu la presaĵon malsupren kaj fleksu ĝin plata.
La modelo devos esti tenita dum kelkaj minutoj ĝis ĝi malvarmiĝas, tiam ripetu ĉi tiun procezon ĝis via presaĵo revenos al la formo, kiun vi deziras. Memoru varmigi la modelon egale per la sekigilo ĉiufoje kiam vi faras tion. Ĝi postulas, ke vi atingu la vitran transiran temperaturon, por ke ĝi estu muldita.
Ĉi tiu metodo de RigidInk bone funkciis por multaj uzantoj por ripari misforman 3D-presaĵon, do ĝi certe indas provi.
Dum la deformado de via modelo ne estas tro malbona aŭ via 3D-presaĵo ne estas tro dika, eblas konservi ĝin.
Vi ankaŭ povas provi ĉi tiun metodon en la suba video kun varma akvo per Make. Io ajn.
Kiel Vi Maldaŭrigas PETG-3D-Presaĵojn de Varpiĝo?
Por ĉesigi viajn PETG-3D-presaĵojn de deformado aŭ kurbiĝado, vi devus:
- Certigi, ke la aktivaj malvarmigaj ventoliloj estas malŝaltitaj, almenaŭ por unuaj tavoloj
- Uzu pli bonan konstruan surfacon por aliĝo kiel BuildTak
- Uzu bonan gluan substancon por via konstruplato - harspray aŭ glubastonoj
- Presu malrapide sur via unua tavolo
- Provu malpliigi vian presan temperaturon kaj pliigi vian littemperaturon
- Vi