
فہرست کا خانہ
زیادہ تر لوگ جنہوں نے 3D پرنٹرز کے ساتھ کام کیا ہے وہ وارپنگ سے واقف ہیں اور یہ ایک ایسا مسئلہ ہے جو بہت سے صارفین کو پریشان کرتا ہے۔ آپ کو یہ جان کر خوشی ہوگی کہ وارپنگ کو اس حد تک کم کرنے کے طریقوں کا ایک سلسلہ موجود ہے جہاں آپ وارپنگ کا تجربہ کیے بغیر مسلسل کامیاب پرنٹس حاصل کر سکتے ہیں۔
یہ مضمون آپ کو واضح طور پر دکھائے گا کہ یہ مسئلہ کیسے حل ہوتا ہے۔ .
2 اپنے فلیمینٹ کے لیے ایک اچھا بلڈ پلیٹ ٹمپریچر استعمال کریں، اس بات کو یقینی بنائیں کہ آپ کی بلڈ پلیٹ صاف ہے اور چپکنے والی اشیاء کا استعمال کریں تاکہ پرنٹ بلڈ پلیٹ پر ٹھیک طرح سے چپک جائے۔
3D پرنٹس کو ٹھیک کرنے کے پیچھے مزید تفصیل ہے جو تپتے رہتے ہیں۔ مزید پڑھنے کے لیے۔
3D پرنٹس میں وارپنگ/کرلنگ کیا ہے؟
3D پرنٹس میں وارپنگ یا کرلنگ اس وقت ہوتی ہے جب 3D کی بنیاد یا نیچے پرنٹ اوپر کی طرف گھمنا شروع ہوتا ہے اور بلڈ پلیٹ سے دور ہوتا ہے۔ اس کے نتیجے میں 3D پرنٹس جہتی درستگی کھو دیتے ہیں اور 3D ماڈل کی فعالیت اور ظاہری شکل کو بھی برباد کر سکتے ہیں۔ یہ تیز رفتار درجہ حرارت کی تبدیلیوں سے مواد میں سکڑنے کی وجہ سے ہوتا ہے۔ 3D پرنٹنگ میں لفٹنگ؟
وارپنگ اور کرلنگ کی بنیادی وجوہات درجہ حرارت میں تبدیلیاں ہیں جو آپ کے تھرمو پلاسٹک فلیمینٹ میں سکڑاؤ کا سبب بنتی ہیں، اس کے ساتھ ساتھ تعمیر میں چپکنے کی کمی ہوتی ہے۔آپ کے پی ای ٹی جی فلیمینٹ کو خشک بھی کر سکتے ہیں تاکہ اس کی نمی کی مقدار کو کم کیا جا سکے
اوپر کے حل کے امتزاج کو استعمال کرنے سے آپ کی PETG وارپنگ میں مدد مل سکتی ہے۔ اس کے ساتھ کام کرنے کے لیے یہ کافی ضدی فلیمینٹ ہو سکتا ہے، لیکن ایک بار جب آپ کا معمول اچھا ہو جائے گا، تو آپ کافی کامیاب PETG پرنٹس سے لطف اندوز ہونا شروع کر دیں گے۔
ضروری طور پر PETG وارپنگ درجہ حرارت نہیں ہے، لہذا آپ وارپنگ کو کم کرنے کے لیے بستر کے مختلف درجہ حرارت کو آزما سکتے ہیں۔
نائیلون فلیمینٹ کو وارپنگ سے کیسے رکھیں
نائیلون فلیمینٹ کو وارپنگ سے بچانے کے لیے، اپنے آپ کو ایک گرم انکلوژر بنائیں اور ایک چھوٹی تہہ کی اونچائی استعمال کرنے کی کوشش کریں۔ . کچھ لوگ اپنی پرنٹنگ کی رفتار کو 30-40mm/s تک کم کرکے کامیابی حاصل کرتے ہیں۔ اس بات کو یقینی بنائیں کہ آپ کا گرم بستر آپ کے مخصوص برانڈ کے نایلان فلیمنٹ کے لیے کافی گرم ہے۔ PEI تعمیراتی سطحیں نائیلون کے لیے اچھی طرح سے کام کرتی ہیں۔
آپ پی ای ٹی جی جیسے مختلف مواد میں بیڑے کو 3D پرنٹ کرنے کی کوشش بھی کر سکتے ہیں، پھر وارپنگ کو کم کرنے میں مدد کے لیے اپنے نایلان فلیمینٹ کے لیے سوئچ آؤٹ کر سکتے ہیں۔ PETG استعمال کرنے کے لیے ایک اچھا مواد ہے کیونکہ یہ نائیلون کے ساتھ ایک جیسا پرنٹنگ درجہ حرارت کا اشتراک کرتا ہے۔
ایک صارف نے بتایا کہ انھوں نے واقعی بڑے کنارے کو پرنٹ کرکے وارپنگ پر قابو پالیا۔ کچھ صارفین کے مطابق نائیلون بلیو پینٹر کی ٹیپ سے اچھی طرح چپک جاتا ہے، تاکہ وارپنگ کو کم کرنے کے لیے یہ اچھی طرح سے کام کر سکے۔

اپنے کولنگ پنکھے کو بند کرنے سے نایلان فلیمینٹ میں وارپنگ کو کم کرنے میں مدد ملے گی۔ .
PEI پر PLA وارپنگ کو کیسے ٹھیک کریں
PEI بیڈ کی سطح پر PLA وارپنگ کو ٹھیک کرنے کے لیے، صاف کریںآپ کے بستر کی سطح کو شراب کے ساتھ رگڑیں۔ بڑے 3D پرنٹس کے لیے، آپ کچھ اضافی منٹوں کے لیے بستر کو آن کرنے کی کوشش کر سکتے ہیں تاکہ گرمی کو بستر سے گزرنے کے لیے کافی وقت ملے، خاص طور پر اگر آپ کے پاس شیشہ ہے۔ 2,000 گرٹ سینڈ پیپر کے ساتھ PEI کی سطح کو ہلکے سے سینڈ کرنا کام کر سکتا ہے۔
سطح.3D پرنٹنگ میں وارپنگ کی کچھ خاص وجوہات ذیل میں دی گئی ہیں:
- گرم سے سرد یا کمرے کا درجہ حرارت بہت ٹھنڈا میں تیزی سے تبدیل ہوتا ہے
- بستر کا درجہ حرارت بھی بیڈ پر کم یا ناہموار ہیٹنگ
- ماڈل پر ٹھنڈی ہوا اڑانے والے ڈرافٹ، کوئی انکلوژر نہیں
- بلڈ پلیٹ میں خراب چپکنے والی
- کولنگ سیٹنگز کو بہتر نہیں بنایا گیا
- تعمیر پلیٹ لیول نہیں کی گئی
- تعمیر کی سطح گندگی یا دھول سے گندی ہے
چاہے آپ کا PLA درمیانی پرنٹ میں وارپ کر رہا ہو، شیشے کے بستر پر یا گرم بستر پر وارپنگ ہو، اس کی وجوہات اور اصلاحات ہوں گی۔ اسی طرح بہت سے لوگ جن کے پاس 3D پرنٹر ہے جیسے Ender 3 یا Prusa i3 MKS+ وارپنگ کا تجربہ کرتے ہیں، تو آئیے دیکھتے ہیں کہ اسے کیسے ٹھیک کیا جائے۔
3D پرنٹنگ میں وارپنگ کو کیسے ٹھیک کیا جائے – PLA, ABS, PETG & نائیلون
- درجہ حرارت میں تیزی سے تبدیلیوں کو کم کرنے کے لیے ایک دیوار کا استعمال کریں
- اپنے گرم بستر کے درجہ حرارت میں اضافہ یا کم کریں
- چپکنے والی اشیاء کا استعمال کریں تاکہ ماڈل بلڈ پلیٹ سے چپک جائے<9
- اس بات کو یقینی بنائیں کہ پہلی چند تہوں کے لیے کولنگ بند ہے
- گرم محیطی درجہ حرارت والے کمرے میں پرنٹ کریں
- اس بات کو یقینی بنائیں کہ آپ کی بلڈ پلیٹ مناسب طریقے سے لیول کی گئی ہے
- صاف اپنی تعمیر کی سطح
- کھڑکیوں، دروازوں اور ایئر کنڈیشنرز سے ڈرافٹس کو کم کریں
- برم یا رافٹ کا استعمال کریں
1۔ درجہ حرارت میں تیزی سے ہونے والی تبدیلیوں کو کم کرنے کے لیے انکلوژر کا استعمال کریں
وارپنگ کو ٹھیک کرنے اور اسے آپ کے 3D پرنٹس میں ہونے سے روکنے کے لیے ایک انکلوژر کا استعمال کرنا ہے۔ یہ کام کرتا ہے کیونکہ یہ دو چیزیں کرتا ہے،محیطی درجہ حرارت کو گرم رکھتا ہے تاکہ آپ کا پرنٹ تیزی سے ٹھنڈا نہ ہو، اور آپ کے ماڈل کو ٹھنڈا کرنے سے ڈرافٹس کو بھی کم کر دیتا ہے۔
چونکہ وارپنگ عام طور پر درجہ حرارت میں ہونے والی تبدیلیوں کی وجہ سے ہوتی ہے، اس لیے ایک دیوار آپ کے ساتھ ہونے والی وارپنگ کو روکنے کے لیے ایک بہترین حل ہے۔ 3D پرنٹس۔ اس سے بہت سارے مسائل حل ہو جائیں گے لیکن آپ کو ایک بار اور ہمیشہ کے لیے وارپنگ سے چھٹکارا حاصل کرنے کے لیے کچھ دیگر اصلاحات کو لاگو کرنے کی ضرورت ہو سکتی ہے۔
میں کامگرو فائر پروف اور amp کی طرح کچھ حاصل کرنے کی تجویز کروں گا۔ ایمیزون سے ڈسٹ پروف انکلوژر۔ اس کے دوسرے 3D پرنٹر صارفین کی طرف سے کافی مثبت جائزے ہیں جو اس بات کا ذکر کرتے ہیں کہ انکلوژر کتنا موثر اور مفید ہے۔

ایک صارف نے بتایا کہ اس انکلوژر کا استعمال شروع کرنے کے بعد، وہ مزید نہیں رہے اس کے کونوں پر چھپے ہوئے پرنٹس ہیں، اور ان کے گرم شیشے کے بستر پر قائم رہنا بہت بہتر ہو گیا ہے۔ یہ صوتی آلودگی میں بھی قدرے کمی کرتا ہے، اس لیے آپ دوسروں کو یا اپنے آپ کو زیادہ پریشان نہیں کرتے ہیں۔
درجہ حرارت سے متعلق دیگر نقائص بھی ہیں جن سے 3D پرنٹس گزرتے ہیں، اس لیے اس انکلوژر کا ہونا بہت سے مسائل میں مدد کرتا ہے۔ ایک بار سیٹ اپ کافی آسان ہے اور یہ مجموعی طور پر اچھا لگتا ہے۔
3D پرنٹس جو ایک طرف سے تپتے ہیں کافی پریشان کن ہوسکتے ہیں، اس لیے انکلوژر حاصل کرنے سے اس مسئلے کو حل کرنے میں مدد مل سکتی ہے۔
2۔ اپنے گرم بستر کے درجہ حرارت میں اضافہ یا کم کریں
عام طور پر، آپ کے بستر کے درجہ حرارت کو بڑھانے سے وارپنگ کو کم کرنے میں مدد ملتی ہے کیونکہ یہ گرمی کے اخراج کے بعد درجہ حرارت میں تیزی سے تبدیلی کو روکتا ہے۔ماڈل پر اچھی طرح سے. بستر کے درجہ حرارت کے لیے اپنی فلیمینٹ کی سفارش پر عمل کریں، لیکن اونچے سرے پر بستر کے درجہ حرارت کو بڑھانے کی کوشش کریں۔
یہاں تک کہ PLA جیسے فلیمینٹ کے لیے، 60 ° C اچھی طرح کام کر سکتا ہے اگرچہ بہت سے لوگ 30-50 ° C تجویز کرتے ہیں، لہذا مختلف درجہ حرارت کو آزمائیں اور دیکھیں کہ یہ آپ کے لیے کیسے کام کرتا ہے۔ وہاں بہت سے قسم کے 3D پرنٹرز موجود ہیں، نیز ذاتی پرنٹنگ کے ماحول جو ان چیزوں کو متاثر کر سکتے ہیں۔
پرفیکٹ بلڈ پلیٹ اڈیشن سیٹنگز حاصل کرنے کے طریقہ پر میرا مضمون دیکھیں۔ مزید معلومات کے لیے بستر کی چپکنے والی کو بہتر بنائیں۔
ایک صارف کے لیے ایک بستر کا درجہ حرارت اچھی طرح سے کام کر سکتا ہے، جبکہ یہ دوسرے صارف کے لیے بہت اچھا کام نہیں کرتا، اس لیے یہ واقعی آزمائش اور غلطی سے دوچار ہے۔
آپ کے پاس بستر کا درجہ حرارت بھی بہت زیادہ ہو سکتا ہے جو تیز درجہ حرارت کی تبدیلیوں کی وجہ سے، ممکنہ طور پر ٹھنڈا محیطی درجہ حرارت ہونے کی وجہ سے وارپنگ کا باعث بن سکتا ہے۔
اگر آپ نے اپنے بستر کا درجہ حرارت بڑھانے کی کوشش کی ہے، تو آپ کم کرنے کی بھی کوشش کر سکتے ہیں۔ یہ دیکھنے کے لیے کہ آیا اس کا وارپنگ کو کم کرنے پر مثبت اثر پڑتا ہے۔
3۔ چپکنے والی اشیاء کا استعمال کریں تاکہ ماڈل بلڈ پلیٹ پر چپک جائے
چونکہ وارپنگ ایک ایسی حرکت ہے جو مواد کو سکڑتی ہے، خاص طور پر آپ کے 3D پرنٹس کے کونے، بعض اوقات بلڈ پلیٹ پر اچھی چپکنے والی چیز مواد کو منتقل ہونے سے روک سکتی ہے۔
بہت سے لوگوں نے اپنے 3D پرنٹس میں وارپنگ یا کرلنگ کو صرف ایک اچھا چپکنے والا لگا کر اور اسے اپنا جادو کرنے دے کر ٹھیک کیا ہے۔
بہت ساری چیزیں ہیںوہاں سے چپکنے والی چیزیں جو 3D پرنٹر بستروں کے لیے کام کرتی ہیں۔ میں نے 3D پرنٹنگ کمیونٹی میں جو چپکنے والی سب سے مشہور قسم دیکھی ہے وہ گلو سٹکس ہوتی ہے۔
میں Amazon سے FYSETC 3D Printer Glue Sticks جیسی چیز کے ساتھ جانے کا مشورہ دوں گا۔

بستر پر گلو اسٹک کے چند کوٹ آپ کو اپنے ماڈل کے لیے ایک خوبصورت فاؤنڈیشن فراہم کریں گے تاکہ یہ بلڈ پلیٹ سے ہٹ کر سکڑ نہ جائے۔
آپ اسے اگلے درجے پر بھی لے جا سکتے ہیں اور 3D پرنٹر کے مخصوص چپکنے والے جیسے LAYERNEER 3D Printer Adhesive Bed Weld Glue استعمال کر سکتے ہیں۔ ، گلو اور مزید۔
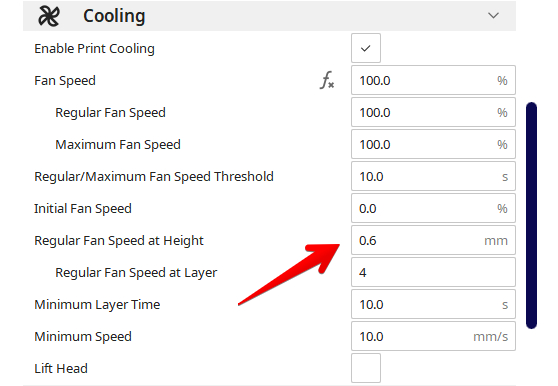
4۔ اس بات کو یقینی بنائیں کہ پہلی چند پرتوں کے لیے کولنگ آف ہے
آپ کے سلائیسر میں پہلے سے طے شدہ کولنگ سیٹنگز ہونی چاہئیں جو پہلی چند تہوں کے لیے پنکھے کو بند کر دیتی ہیں، لیکن اگر آپ کو وارپنگ ہو رہی ہے تو آپ اسے مزید پرتوں کے لیے بند کرنا چاہیں گے۔ . ایسا کرنے سے پہلے میں عام طور پر دیگر اصلاحات کو آزمانے کی تجویز کرتا ہوں کیونکہ ٹھنڈک 3D پرنٹ کوالٹی کو بہتر بنانے میں معاون ہوتی ہے۔
PLA جیسے مواد کے لیے، وہ عام طور پر آپ کے کولنگ پنکھے کو 100% پر رکھنے کی تجویز دیتے ہیں تاکہ آپ کو یہ نہ چاہیں۔ اس کے لیے اسے ٹھکرا دیں۔
اگر آپ PETG یا Nylon جیسے مواد پر وارپنگ کا سامنا کر رہے ہیں، تو آپ اپنی کولنگ سیٹنگ کو کم کرنے کی کوشش کرنا چاہتے ہیں تاکہ مواد زیادہ جلدی ٹھنڈا نہ ہو۔
آپ اس تہہ کی اونچائی کو تبدیل کر سکتے ہیں جسے آپ کے 3D پرنٹر کے پرستار باقاعدہ شروع کرتے ہیں۔رفتار براہ راست آپ کی Cura کی ترتیبات میں۔ اگر آپ کو جلد ہی وارپنگ ہو جاتی ہے، تو یہ تاخیر کے قابل ہو سکتا ہے کہ آپ پنکھے کہاں سے شروع کریں۔
پرفیکٹ پرنٹ کولنگ حاصل کرنے کا طریقہ دیکھیں۔ مزید تفصیلات کے لیے مداح کی ترتیبات۔
5۔ گرم محیطی درجہ حرارت والے کمرے میں پرنٹ کریں
اوپر کی اصلاحات کی طرح، اہم چیز آپ کے درجہ حرارت، خاص طور پر محیطی درجہ حرارت پر بہتر کنٹرول ہے۔ اگر آپ سردیوں میں ٹھنڈے گیراج میں پرنٹنگ کر رہے ہیں، تو گرم دفتر میں پرنٹنگ کے مقابلے میں آپ کو اپنے ماڈلز میں وارپنگ کا سامنا کرنے کا امکان بہت زیادہ ہے۔
آپ کے 3D پرنٹر کے عمومی درجہ حرارت سے آگاہ رہیں۔ رکھا گیا ہے لہذا یہ ایسے ماحول میں نہیں ہے جو بہت ٹھنڈا ہو۔
جیسا کہ اوپر ذکر کیا گیا ہے، یہاں ایک دیوار مدد کر سکتی ہے۔ کچھ لوگوں نے اپنے 3D پرنٹر کے قریب اسپیس ہیٹر کا استعمال کرکے، یا پرنٹر کو ریڈی ایٹر کے قریب رکھ کر بھی وارپنگ کو کم کیا ہے۔
بھی دیکھو: لیتھوفین تھری ڈی پرنٹ کیسے بنائیں - بہترین طریقے6۔ اس بات کو یقینی بنائیں کہ آپ کی بلڈ پلیٹ مناسب طریقے سے لیول کی گئی ہے
وارپنگ عام طور پر مواد کے تیزی سے ٹھنڈک اور سکڑ جانے کے دباؤ کی وجہ سے ہوتی ہے، لیکن اس کا مقابلہ اس بات کو یقینی بنا کر کیا جا سکتا ہے کہ آپ کی بلڈ پلیٹ بہتر سطح پر ہے۔
چپکنے والی اشیاء جیسے گلو اسٹک کے استعمال کے علاوہ، جب آپ کی بلڈ پلیٹ کو اچھی طرح سے برابر کیا جاتا ہے، تو یہ بلڈ پلیٹ میں مواد کے چپکنے کو بہتر بناتا ہے۔
بھی دیکھو: Ender 3 (Pro/V2/S1) کے لیے بہترین پرنٹ کی رفتاراگر آپ کی بلڈ پلیٹ اچھی طرح سے برابر نہیں ہے، تو فاؤنڈیشن اور چپکنے والی معمول سے کمزور ہونے جا رہا ہے، اس سے آپ کے امکانات بڑھ جائیں گے۔وارپنگ کا تجربہ کریں۔
اپنی بلڈ پلیٹ کو اچھی طرح سے برابر کرنے کے لیے انکل جیسی کی ذیل میں دی گئی ویڈیو پر عمل کریں۔
مزید تفصیلات کے لیے، میرا آرٹیکل دیکھیں کہ آپ 3D پرنٹر بیڈ کو کیسے لیول کریں - نوزل کی اونچائی کیلیبریشن۔
7۔ اپنی بلڈ سرفیس کو صاف کریں
جس طرح اپنی بلڈ پلیٹ کو ہموار کرنا اس کے لیے ضروری ہے جس سے وارپنگ کو کم کرنے میں مدد ملتی ہے، اسی طرح آپ کی تعمیر کی سطح کو صاف کرنا بھی اتنا ہی اہم ہے۔
ہم مواد کو مضبوط چپکنا فراہم کرنا چاہتے ہیں۔ نوزل سے باہر نکالا جاتا ہے، لیکن جب بلڈ پلیٹ گندی یا گندی ہوتی ہے، تو یہ بستر کی سطح پر اتنی اچھی طرح سے نہیں چپکتی، خاص طور پر شیشے کے بستروں کے ساتھ۔
اگر آپ اپنے 3D پرنٹس میں وارپنگ کو کم کرنا چاہتے ہیں، تو بنائیں یقینی بنائیں کہ آپ کی تعمیر کی سطح اچھی اور صاف ہے۔
بہت سے لوگ کچھ ایسا کریں گے جیسے اسے آئسو پروپیل الکحل اور کپڑے سے صاف کریں، یا ڈش صابن اور گرم پانی سے مکمل صاف کریں۔ آپ اپنے بستروں کو صاف کرنے میں مدد کے لیے جراثیم سے پاک پیڈ بھی حاصل کر سکتے ہیں، یہ واقعی آپ پر منحصر ہے کہ آپ کیا کرتے ہیں۔
میں نے ایک مضمون لکھا کہ گلاس 3D پرنٹر بیڈ کو کیسے صاف کیا جائے – Ender 3 & مزید جو کہ مزید گہرائی میں جاتا ہے۔
نیچے دی گئی ویڈیو آپ کو دکھاتی ہے کہ Ender 3 پر ایک جراب اور کچھ %70 Isopropyl الکحل کا استعمال کرتے ہوئے پرنٹ کی سطح کو کیسے صاف کیا جائے۔

8۔ کھڑکیوں، دروازوں اور ایئر کنڈیشنرز سے ڈرافٹس کو کم کریں
اگر آپ کے پاس انکلوژر نہیں ہے، تو آپ یقینی طور پر ٹھنڈی ہوا اور ڈرافٹس کو اپنے 3D پرنٹ شدہ حصوں پر اڑانے سے روکنا چاہتے ہیں۔ مجھے یاد ہے کہ میرے پاس ایک مضبوط مسودہ تھا۔3D پرنٹنگ کے دوران کھڑکی اور ایک دروازہ کھلا، اور اس کے نتیجے میں واقعی خراب وارپنگ ہوئی۔
ایک بار جب میں نے دروازہ بند کیا اور ڈرافٹ کو کمرے کے ارد گرد اڑانے سے روک دیا، تو یہ وارپنگ تیزی سے رک گئی اور میں نے کامیابی کے ساتھ اپنا 3D ماڈل بنایا۔
یہ شناخت کرنے کی کوشش کریں کہ ہوا کا کوئی جھونکا کہاں سے آرہا ہے، یہاں تک کہ کسی ائیرکنڈیشنر یا ایئر پیوریفائر سے بھی، اور اسے یا 3D پرنٹر پر اثر کو کم کرنے کی کوشش کریں۔
9۔ برم یا رافٹ کا استعمال کریں
برم یا رافٹ کا استعمال وارپنگ کے چپکنے والے پہلو پر توجہ مرکوز کرتا ہے۔ یہ صرف نکالے گئے مواد کی اضافی تہیں ہیں جو آپ کے 3D ماڈل کے ارد گرد ایک بنیاد فراہم کرتی ہیں۔
یہاں ایک کیلیبریشن کیوب کے گرد ایک کنارا ہے۔ آپ دیکھ سکتے ہیں کہ برم کس طرح وارپنگ کو کم کرنے میں مدد کرے گا کیونکہ اصل ماڈل باہر نہیں ہے، اس لیے برم پہلے وارپ کرے گا اس سے پہلے کہ وارپنگ اصل ماڈل تک پہنچے۔
یہ ہے۔ انشانکن کیوب کے ارد گرد ایک بیڑا۔ یہ برم سے بہت ملتا جلتا نظر آتا ہے لیکن درحقیقت یہ ماڈل کے ارد گرد اور نیچے رکھا گیا ہے، اس کے ساتھ ساتھ موٹا ہونے اور اپنی مرضی کے مطابق بنانے کے لیے مزید سیٹنگز رکھنے کے ساتھ۔
میں عام طور پر رافٹ بمقابلہ برم استعمال کرنا پسند کرتا ہوں کیونکہ یہ کام کرتا ہے۔ بہتر ہے اور آپ کے پاس اپنے پرنٹ کو ہٹانے کے لیے درحقیقت ایک بہترین بنیاد ہے، لیکن برمز اب بھی اچھی طرح سے کام کرتے ہیں۔
اسکرٹس بمقابلہ برمز بمقابلہ رافٹس کے بارے میں میرا مضمون دیکھیں – مزید کے لیے ایک فوری 3D پرنٹنگ گائیڈ تفصیلات۔
ایک 3D پرنٹ کو کیسے ٹھیک کیا جائے جو خراب ہو گیا ہو – PLA
ایک 3D پرنٹ کو ٹھیک کرنے کے لیے جس میںوارپڈ، گرمی اور دباؤ کا طریقہ استعمال کرنے کی کوشش کریں۔ دھات کی ایک بڑی سطح حاصل کریں جیسے فرائنگ پین جسے آپ کا 3D پرنٹ اسی طرح فٹ کر سکتا ہے جس طرح یہ بلڈ پلیٹ سے آیا تھا۔ ایک ہیئر ڈرائر لیں اور 3D ماڈل کو تقریباً ایک منٹ تک یکساں طور پر گرم کریں۔ اب پرنٹ کو نیچے رکھیں اور اسے فلیٹ موڑ دیں۔
ماڈل کو چند منٹوں کے لیے رکھنا ہوگا جب تک کہ یہ ٹھنڈا نہ ہوجائے، پھر اس عمل کو اس وقت تک دہرائیں جب تک کہ آپ کا پرنٹ آپ کی مطلوبہ شکل میں واپس نہ آجائے۔ ہر بار جب آپ ایسا کرتے ہیں تو ہیئر ڈرائر کے ساتھ ماڈل کو یکساں طور پر گرم کرنا یاد رکھیں۔ اس کے لیے ضروری ہے کہ آپ شیشے کی منتقلی کے درجہ حرارت تک پہنچیں تاکہ اسے مولڈ کیا جا سکے۔
RigidInk کے اس طریقے نے بہت سے صارفین کے لیے 3D پرنٹ کو ٹھیک کرنے کے لیے اچھا کام کیا ہے، لہذا یہ یقینی طور پر ایک کوشش کے قابل ہے۔
جب تک کہ آپ کے ماڈل پر وارپنگ زیادہ خراب نہ ہو یا آپ کا 3D پرنٹ زیادہ موٹا نہ ہو، اسے محفوظ کرنا ممکن ہے۔
آپ نیچے دی گئی ویڈیو میں گرم پانی کے ساتھ میک کے ذریعے اس طریقہ کو بھی آزما سکتے ہیں۔ کچھ بھی۔
آپ PETG 3D پرنٹس کو وارپنگ سے کیسے روکتے ہیں؟
اپنے PETG 3D پرنٹس کو وارپنگ یا کرلنگ سے روکنے کے لیے، آپ کو:
- یقینی بنائیں کہ فعال کولنگ پنکھے بند ہیں، کم از کم پہلی تہوں کے لیے
- بلڈ ٹیک کی طرح چپکنے کے لیے بہتر سطح کا استعمال کریں
- اپنی بلڈ پلیٹ کے لیے ایک اچھا چپکنے والا مادہ استعمال کریں - ہیئر سپرے یا گلو اسٹکس
- اپنی پہلی پرت پر آہستہ سے پرنٹ کریں
- اپنے پرنٹنگ کے درجہ حرارت کو کم کرنے اور اپنے بستر کے درجہ حرارت کو بڑھانے کی کوشش کریں
- آپ