
Table of contents
大多数使用过3D打印机的人都熟悉翘曲,这是一个困扰许多用户的问题。 你会很高兴地知道有一系列的方法可以减少翘曲,以至于你可以在不经历翘曲的情况下获得持续成功的打印结果。
这篇文章将准确地告诉你,这个问题是如何被彻底解决的。
为了解决3D打印件的翘曲/卷曲问题,使用外壳来控制环境打印温度和任何导致打印件收缩的快速冷却。 为你的长丝使用良好的构建板温度,确保你的构建板是干净的,并使用粘合剂使打印件正确地粘在构建板上。
在修复3D打印件翘曲的背后有更多的细节,所以请继续阅读。
什么是3D打印件的翘曲/卷曲?
三维打印件的翘曲或卷曲是指三维打印件的底座或底部开始向上卷曲并脱离构建板。 它导致三维打印件失去尺寸精度,甚至会破坏三维模型的功能和外观。 它的发生是由于温度快速变化造成的材料收缩。
是什么导致了3D打印中的翘曲&升降?
翘曲和卷曲的主要原因是温度变化导致热塑性塑料长丝收缩,以及缺乏对构建表面的附着力。
以下是3D打印中出现翘曲的一些具体原因:
- 温度从热到冷的快速变化或室温太低
- 床的温度太低或床的加热不均匀
- 冷空气吹到模型上的气流,没有防护罩
- 与构建板的粘附性不好
- 冷却设置没有优化
- 建板不平整
- 建筑表面有污垢或灰尘
无论你的PLA是在打印过程中翘起,还是在玻璃床或加热床上翘起,其原因和解决方法都是相似的。 许多拥有像Ender 3或Prusa i3 MKS+这样的3D打印机的人都经历过翘起,所以让我们看看如何解决它。
如何解决3D打印中的翘曲问题 - PLA, ABS, PETG & Nylon
- 使用防护罩以减少温度的快速变化
- 增加或降低你的加热床温度
- 使用粘合剂,使模型粘在构建板上
- 确保在最初的几层中关闭冷却。
- 在环境温度较高的房间里打印
- 确保你的建造板适当地平整
- 清洁你的构建表面
- 减少来自窗户、门和空调的气流
- 使用边框或筏子
1.使用外壳以减少温度的快速变化
修复翘曲并防止其发生在你的3D打印作品上的最好方法之一是使用一个外壳。 这之所以有效是因为它有两方面的作用,保持较高的环境温度,使你的打印作品不会迅速冷却,同时也减少了冷却模型的气流。
由于翘曲通常是由于温度变化而发生的,所以外壳是防止3D打印件发生翘曲的完美解决方案。 它应该可以解决很多问题,但你可能仍然需要实施一些其他的修复措施来彻底摆脱翘曲。
我建议从亚马逊购买像Comgrow Fireproof & Dustproof Enclosure这样的东西。 它有很多来自其他3D打印机用户的积极评价,提到了这个外壳是多么有效和有用。
See_also: 最好的Ender 3 S1 Cura设置和配置文件
一位用户提到,在他们开始使用这个围栏后,他们不再有印刷品在角落里翘起,而且对他们的加热玻璃床的附着力得到了很大的改善。 它甚至还稍微减少了噪音污染,所以你不会像以前那样打扰他人或自己。
3D打印还存在其他与温度有关的缺陷,所以有这个外壳有助于同时解决许多问题。 设置相当简单,总体看起来不错。
三维打印件如果一侧翘起,可能会相当恼人,所以弄一个外壳可以帮助解决这个问题。
2.增加或降低你的加热床温度
通常,提高床面温度有助于减少翘曲,因为它可以阻止温度的快速变化,因为热量很好地散发在模型上。 按照你的灯丝建议的床面温度,但尝试在较高的一端提高床面温度。
即使是像PLA这样的长丝,60°C也能很好地工作,尽管许多人建议30-50°C,所以给不同的温度做个尝试,看看它对你的效果如何。 有许多类型的3D打印机,以及个人打印环境都会影响这些东西。
请看我的文章《如何获得完美的建板附着力设置&提高床面附着力》,了解更多信息。
一种床温对一个用户来说可能效果很好,而对另一个用户来说却不是太好,所以这真的要靠试验和错误。
你也可以有一个太高的床铺温度,这可能是由于有一个凉爽的环境温度而导致快速的温度变化,从而导致翘曲。
如果你已经尝试提高床铺温度,你也可以尝试降低温度,看看对减少翘曲是否有积极作用。
3.使用粘合剂使模型粘在构建板上
由于翘曲是一种收缩材料的运动,特别是你的3D打印作品的角落,有时在构建板上有一个好的粘合剂可以阻止材料移走。
许多人通过简单地使用良好的粘合剂并让它发挥自己的魔力来解决他们的3D打印作品中的翘曲或卷曲问题。
有很多粘合剂可以用于3D打印机床。 我在3D打印社区看到的最流行的粘合剂类型必须是胶棒。
我建议使用亚马逊的FYSETC 3D打印机胶水棒之类的东西。

在床面涂上几层胶水,应该可以给你的模型打下一个可爱的基础,这样它就不会从构建板上翘起和收缩了。
你也可以更上一层楼,使用3D打印机专用胶水,如亚马逊的LAYERNEER 3D打印机胶床焊接胶水。
我写了一篇文章,叫做《最佳3D打印机床身粘合剂--喷剂、胶水& 更多》。
4.确保前几层的冷却被关闭
你的切片机应该有默认的冷却设置,在前几层关闭风扇,但如果你得到了翘曲,你可能想在更多层关闭风扇。 我通常建议在你这样做之前尝试其他的修复方法,因为冷却有助于提高3D打印质量。
对于像PLA这样的材料,他们通常建议你的冷却风扇开到100%,所以你可能不想为此把它调低。
如果你在像PETG或尼龙这样的材料上遇到翘曲,你要尝试调整你的冷却设置,使其更低,以便材料不会冷却得太快。
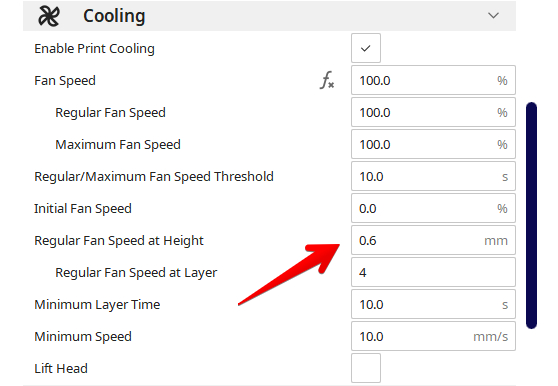
你可以在Cura设置中直接改变你的3D打印机风扇开始正常速度的层高。 如果你在早期得到翘曲,可能值得推迟你开始风扇的位置。
查看《如何获得完美的印刷品冷却& 风扇设置》以了解更多细节。
5.在环境温度较高的房间打印
与上面的解决方法类似,主要是更好地控制你的温度,特别是环境温度。 如果你冬天在寒冷的车库里打印,与在温暖的办公室里打印相比,你的模型更有可能出现翘曲。
要注意你的3D打印机放置的地方的一般温度,以便它不在一个太冷的环境中。
如上所述,这里的外壳可以帮助。 有些人甚至通过在他们的3D打印机附近使用空间加热器,或将打印机放在靠近散热器的地方来减少翘曲。
6.确保你的建造板适当的水平化
翘曲通常是由于材料快速冷却和收缩的压力而发生的,但这可以通过确保你的构建板被更好地调平来解决。
除了使用像胶棒一样的粘合剂,当你的构建板被很好地调平后,可以提高材料对构建板的附着力。
如果你的建筑板不是很平整,那么地基和粘合剂就会比平时更弱,增加你遇到翘曲的机会。
按照下面Jessy叔叔的视频,可以很好地平整你的建筑板。
更多细节,请查看我的文章《如何调平你的3D打印机床面 - 喷嘴高度校准》。
7.清洁你的建筑表面
就像找平你的构建板对粘性很重要,这有助于减少翘曲,清洁你的构建表面也同样重要。
我们希望为从喷嘴挤出的材料提供强大的附着力,但是当构建板很脏或很脏时,它就不能很好地粘在床面上,尤其是玻璃床。
如果你想减少你的3D打印的翘曲,确保你的构建表面是漂亮和干净的。
许多人会做一些事情,如用异丙醇和布清洁,甚至用洗碗剂和温水做全面清洁。 你也可以得到无菌垫来帮助清洁你的床,这真的取决于你做什么。
我写了一篇文章《如何清洁玻璃3D打印机床--Ender 3 & More》,对其进行了更深入的探讨。
下面的视频向你展示了如何使用袜子和一些70%的异丙醇来清洁Ender 3的打印表面。

8.减少来自窗户、门和空调的气流
如果你没有外壳,你肯定想阻止冷空气和气流吹到你的3D打印部件上。 我记得我在3D打印时,由于开着窗户和门,所以有很强的气流,结果导致了非常严重的翘曲。
一旦我关上了门,阻止了房间里的气流,那种扭曲很快就停止了,我成功地创建了我的3D模型。
尽量找出任何阵风的来源,甚至是来自空调或空气净化器之类的东西,并设法减少它或对3D打印机的影响。
9.使用边框或筏子
使用Brim或Raft的重点在于翘曲的粘性方面。 这些只是额外的挤压材料层,在你的3D模型周围提供一个基础。
这是一个围绕着校准立方体的布林,你可以看到布林是如何帮助减少翘曲的,因为实际模型不在外面,所以布林会在翘曲到达实际模型之前先翘曲。
这是一个围绕校准立方体的筏子。 它看起来与布林非常相似,但它实际上是放在模型周围和下面的,同时更厚,有更多的设置可以定制。
我通常更喜欢使用筏形板而不是布林板,因为它能更好地完成工作,而且你实际上有一个很好的基础来移除你的印刷品,但布林板仍然很有效。
请看我的文章《裙边与檐边与筏边--快速3D打印指南》,了解更多细节。
如何修复变形的3D打印件 - PLA
要修复已经变形的3D打印件,可以尝试使用加热和加压的方法。 找一个大的金属表面,如煎锅,让你的3D打印件能以同样的方式从构建板上下来。 拿一个吹风机,将3D模型四周均匀加热约一分钟。 现在按住打印件,将其弯曲放平。
模型需要保持几分钟,直到它冷却下来,然后重复这个过程,直到你的印刷品恢复到你想要的形状。 记得每次做这个的时候都要用吹风机均匀地加热模型。 这需要你达到玻璃转化温度,这样它才能被塑形。
RigidInk的这一方法对许多用户修复扭曲的3D打印件很有效,所以绝对值得一试。
只要你的模型上的翘曲不是太严重,或者你的3D打印件不是太厚,就有可能拯救它。
你也可以在下面的视频中尝试这种方法,用Make Anything的热水。
如何阻止PETG 3D打印件的翘曲?
为了阻止你的PETG 3D打印件变形或卷曲,你应该:
- 确保主动冷却风扇被关闭,至少在第一层是这样的
- 使用更好的构建表面,如BuildTak,以提高粘附力
- 为你的建筑板使用良好的粘合剂物质--发胶或胶棒
- 在你的第一层上慢慢打印
- 试着降低印刷温度,提高床面温度
- 你也可以烘干你的PETG长丝以减少其水分含量
使用上述解决方案的组合应该可以帮助你解决PETG翘曲的问题。 它可能是一种相当顽固的长丝,但一旦你得到一个良好的常规,你将开始享受大量成功的PETG打印。
不一定有一个PETG的翘曲温度,所以你可以尝试不同的床面温度来减少翘曲。
如何保持尼龙丝不翘曲
为了防止尼龙长丝变形,给自己找一个加热箱,并尝试使用较小的层高。 有些人通过将打印速度放慢到30-40mm/s左右而获得成功。 PEI构建表面对尼龙来说效果很好。
你也可以尝试用不同的材料(如PETG)3D打印一个木筏,然后换成尼龙长丝,以帮助减少翘曲。 PETG是一种很好的材料,因为它与尼龙有相似的打印温度。
一个用户提到,他们通过印刷一个非常大的帽檐来克服翘曲问题。 据一些用户说,尼龙与蓝色油漆带的粘性相当好,所以这可以很好地减少翘曲。

关掉你的冷却风扇应有助于减少尼龙灯丝的翘曲。
如何修复PEI上的PLA翘曲问题
要解决PLA在PEI床面上的翘曲问题,请用酒精清洁床面。 对于较大的3D打印作品,你可以尝试多开几分钟床面,使热量有足够的时间穿过床面,特别是如果你有玻璃。 用2000粒度的砂纸轻轻打磨PEI表面也可以。