
Table of contents
喷嘴的尺寸和材料对你的3D打印结果有很大的影响,特别是当你使用更多的研磨材料时。 你要确保你为你的项目选择最佳的喷嘴尺寸和材料,所以这篇文章将帮助你做到这一点。
确定喷嘴尺寸&材料的最好方法是了解你的目标,你是想要一个详细的模型还是在最短的时间内打印几个模型。 如果你想要细节,选择一个小的喷嘴尺寸,如果你是用研磨材料打印,使用一个硬化的钢喷嘴。
一旦你在3D打印的道路上走得更远,你就会开始在几个方面做出改进,从而提高打印质量的性能。
See_also: 如何正确地校准Ender 3(Pro/V2/S1)?本文的其余部分将在喷嘴尺寸和材料方面为您提供帮助,并提供一些有用的信息,应该对您的工作有所帮助,请继续阅读。
我如何为3D打印挑选正确的喷嘴尺寸?
通常,喷嘴的尺寸从0.1毫米到1毫米不等,你可以根据你的要求选择不同的选项。0.4毫米被认为是3D打印机的标准喷嘴尺寸,几乎所有的制造商都在他们的打印机中包括这种尺寸的喷嘴。
喷嘴是3D打印机最基本的部件之一,对3D模型的打印过程有帮助。
在平衡速度与质量方面有一个重要的决定,如果你要打印一个大的、功能性的物品,一个较大的喷嘴直径,如0.8毫米就可以了。
另一方面,如果你要打印一个像微缩模型那样的详细模型,从0.4毫米到0.2毫米的任何地方都是最合理的。
请记住,一些3D打印机的打印分辨率是有限的,FDM 3D打印机的打印分辨率通常为0.05毫米至0.1毫米或50-100微米。 在这些情况下,一个小喷嘴不会产生太大的影响。
下面我将更详细地解释,在为您的3D打印机选择较小或较大的喷嘴时,哪些因素会受到影响。
我应该使用小的3D打印机喷嘴直径吗? - 0.4mm & Below
分辨率、精度&;较小喷嘴的印刷时间
如前所述,你将获得最佳的分辨率和精度,较小的喷嘴在0.4毫米,低至0.1毫米,尽管创建每个3D模型所需的时间将大大增加。
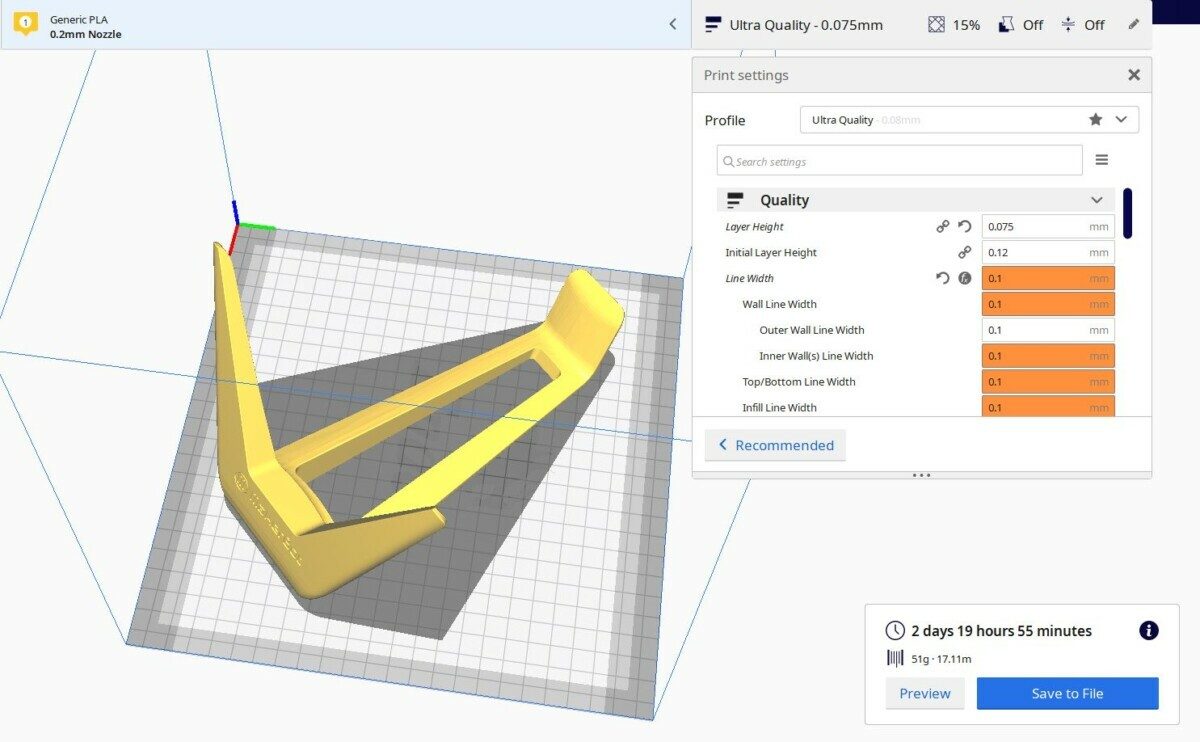
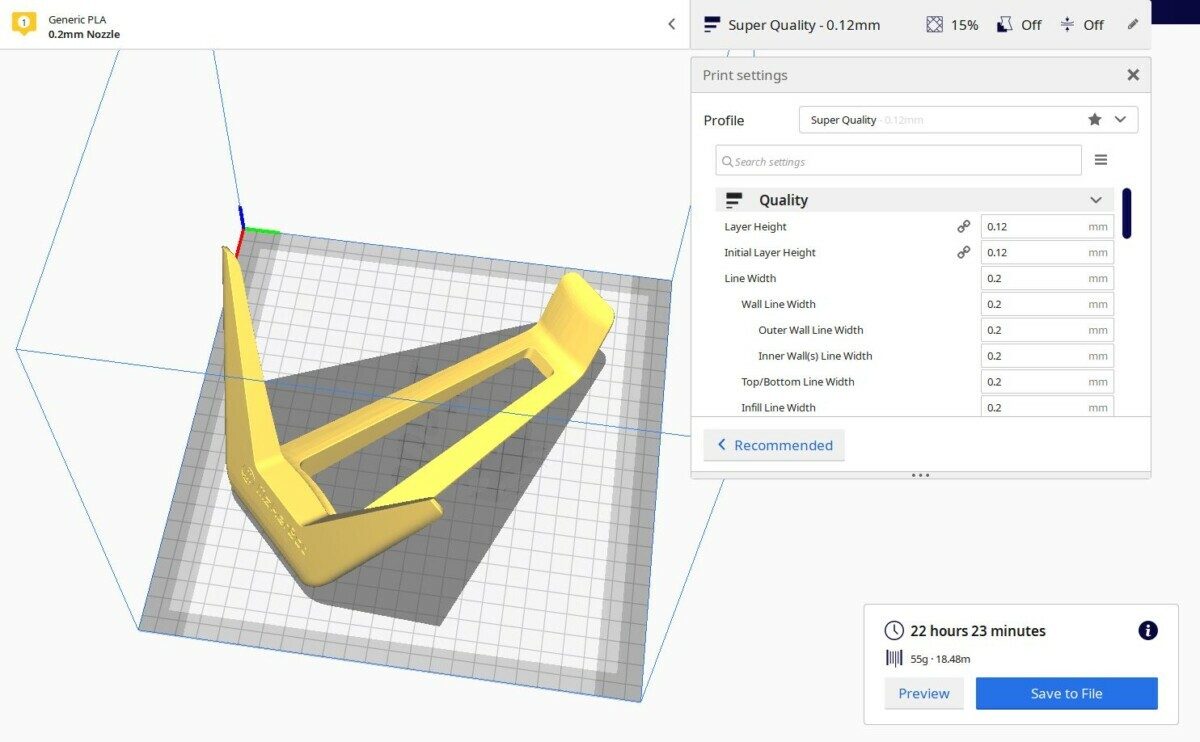
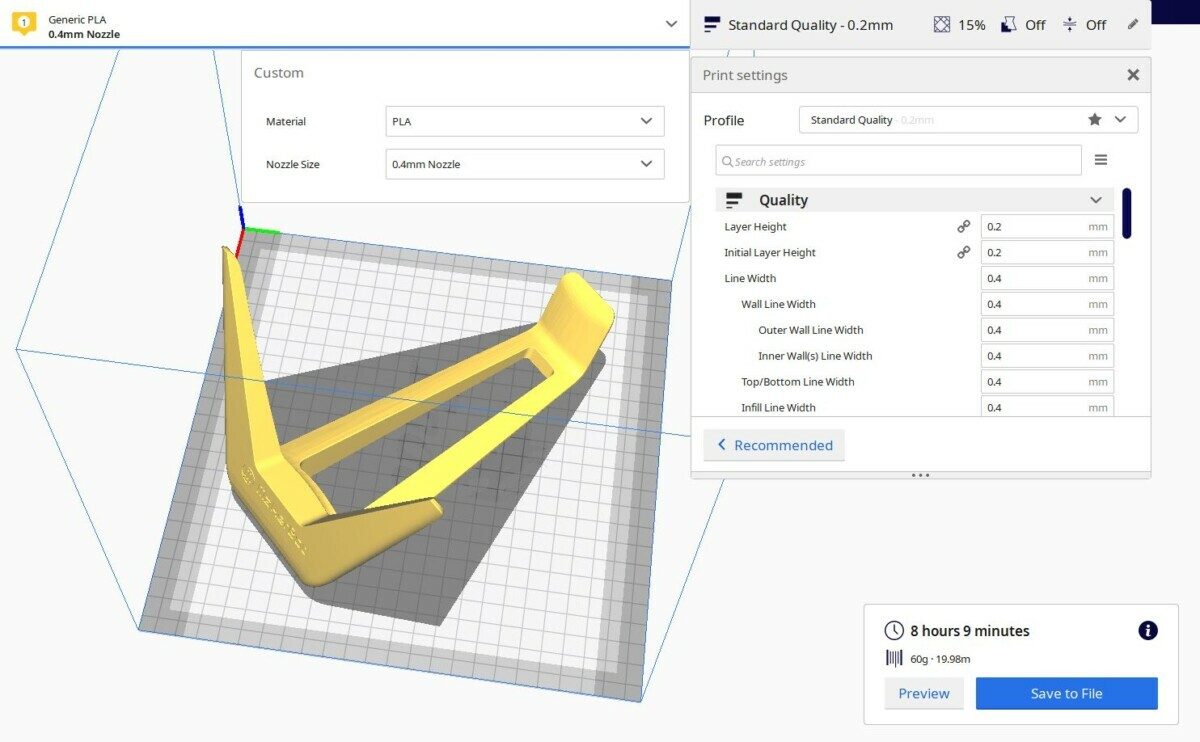
我把来自Thingiverse的Makerbot耳机架放入Cura,并放入不同的喷嘴直径,从0.1毫米到1毫米不等,以比较整体打印时间。
0.1毫米的喷嘴需要2天19小时55分钟,使用51克的材料。
0.2毫米的喷嘴使用55克的材料需要22小时23分钟
标准的0.4毫米喷嘴需要8小时9分钟,使用60克的材料。
1毫米的喷嘴只需要2小时10分钟,但却使用了高达112克的材料!
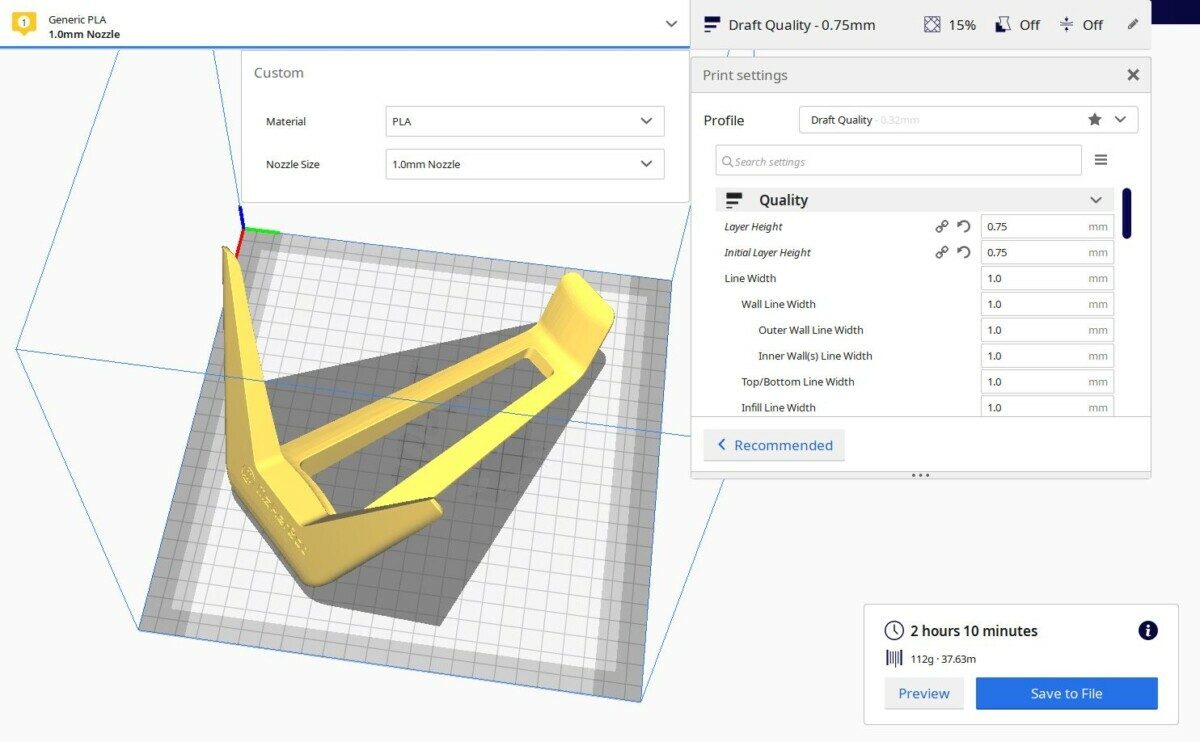
通常情况下,这些喷嘴之间的分辨率和精度会有相当大的差异,但对于像上面这样的简单设计,你不会看到如此巨大的差异,因为没有任何精确的细节。
如下图,我使用了0.4毫米的喷嘴,效果很好,不过0.2毫米的喷嘴会更好。
不过,你不必换成0.2毫米的喷嘴,你只需降低层高,就能从这种精度中获益。 只有当你想使用的层高太小,以至于超出了喷嘴直径与层高的25%的建议范围时,才会这样。
所以我仍然可以对死侍模型使用0.1毫米的层高,而不是使用0.2毫米的层高。

在某些情况下,如果你正在寻找一种原始的、粗犷的外观,层线可以对最终的模型有好处。

用较小的喷嘴更容易去除支撑物
好了,现在,另一个与较小的喷嘴有关的因素是支撑物,并使它们更容易被移除。 由于我们有更多的精度,它也有利于我们在3D打印支撑物时,使它们不会过度挤压并与模型牢固结合。
与用大喷嘴3D打印的支撑物相比,用小直径喷嘴打印的支撑物通常更容易移除。
实际上,我写了一篇关于如何使3D打印支撑物更容易被移除的文章,你可以查看一下。
较小的喷嘴会产生堵塞问题
直径较小的喷嘴不能像较大的喷嘴那样挤出更多的熔化长丝,因此它们所需的流速较小。 由于喷嘴的孔较小,因此越小的喷嘴越容易堵塞。
如果你在使用较小直径的喷嘴时确实遇到了堵塞问题,你可以尝试提高打印温度,或者更有帮助的是放慢打印速度,使喷嘴的挤出量与挤出机的流量一致。
非常小的层高
建议层高应介于喷嘴尺寸的25%和80%之间,这意味着小直径的喷嘴会有非常小的层高。 例如,0.2毫米的喷嘴会有最小0.05和最大0.16毫米的层高。
层高是决定印刷精度和印刷时间的最重要的因素,所以适当地平衡这个因素是至关重要的。
较小的喷嘴有较好的悬垂质量
当你试图成功地打印一个悬垂物时,也就是在两个高点之间长长地挤出材料,据说用较小的喷嘴,它们的性能会好很多。
这主要是因为悬臂由冷却风扇协助,在冷却较小的层高或线宽时效果更好,因为需要冷却的材料较少。 这导致了更快的冷却,因此材料在空气中硬化没有很多问题。
另外,在计算模型中的悬空度时,较厚的层会有更多的悬空距离需要克服,而较薄的层则有更多来自下面层的支持。
这导致小喷嘴上的薄层需要克服较少的悬空。
下面的视频介绍了如何在你的3D打印作品中获得真正好的悬垂。
较小的喷嘴在处理磨蚀性长丝时可能出现问题
与堵塞的麻烦类似,在使用研磨性长丝进行3D打印时,直径较小的喷嘴并不是最好的选择,不仅容易堵塞,而且还会损坏喷嘴孔,这对精确的小喷嘴会产生更大的影响。
你应该避免的研磨性长丝是像木质填充物、夜光、铜质填充物和尼龙碳纤维复合材料。
使用较小的喷嘴来处理这些磨料丝还是很有可能的,但在大多数情况下我会尽量避免。
我应该选择大的3D打印机喷嘴直径吗? - 0.4mm & 以上
我们在上面的章节中已经介绍了使用较大的喷嘴所节省的大量时间,那么让我们看看其他几个方面。
强度
CNC Kitchen和Prusa Research研究了3D打印的强度差异,当使用小的和大的喷嘴时,他们发现大的喷嘴在强度方面做得更好。
例如,如果你的3D打印有3个周长,那么使用更大的喷嘴,你将会挤出更大的壁,这将转化为强度。
用较小的喷嘴挤压厚壁是可能的,但如果你还考虑到时间因素,你就必须做出牺牲。
你可以用较小的喷嘴增加3D打印的线宽和层高,但在某一点上,你可能难以成功打印物体。
Prusa发现,使用更大的喷嘴有一个好处,从0.4毫米到0.6毫米的喷嘴使物体的抗冲击性增加了25.6%。
大喷嘴提供了额外的强度,特别是对末端部分。 Prusa研究的结果声称,由大喷嘴打印的物体具有很大的韧性,并具有更高的减震能力。
根据研究,用直径为0.6毫米的喷嘴打印的模型与用0.4毫米的喷嘴打印的物体相比,可以多吸收25%的能量。
大喷嘴不容易堵塞
与较小的喷嘴可能发生堵塞的情况类似,较大的喷嘴不太可能发生堵塞,因为对长丝的流速有更大的自由度。 较大的喷嘴不会建立那么大的压力,也不会在挤出长丝时出现问题,与挤出机一致。
更快的印刷时间
大直径的喷嘴可以挤出更多的长丝,从而以更快的方式打印模型。
当你需要打印一个不需要吸引人的外观和不那么复杂的物体时,这些喷嘴是完美的。 在节省时间方面,它也是一个理想的选择。
大喷嘴使磨料丝更容易流动
如果你想用磨料长丝进行3D打印,我建议坚持使用标准的0.4毫米喷嘴或更大的喷嘴,因为它们不太可能堵塞。
即使大直径的喷嘴真的堵塞了,与小直径的喷嘴(如0.2毫米)相比,你也会更容易解决这个问题。
谈到磨料丝,一个更重要的因素是你所使用的喷嘴材料,因为标准的黄铜喷嘴不会持续很长时间,是一种较软的金属。
层高较大
大尺寸的喷嘴会有更高的层高。
根据建议,层高不应超过喷嘴尺寸的80%,因此0.6毫米的喷嘴直径的最大层高应为0.48毫米,而0.8毫米的喷嘴直径的最大层高可以是0.64毫米。
低分辨率& 精度
如上所述,当你的喷嘴直径越大,你的打印质量就越不细致。
由于大喷嘴挤出的层数较厚,因此应在不需要更高的精度或更高的分辨率时使用。 大喷嘴是那些3D打印的理想选择。

你应该选择哪种3D打印机的喷嘴尺寸?
对于大多数标准的3D打印来说,最好选择0.4毫米的喷嘴。 如果你想3D打印高度精细的模型,请使用0.2毫米的喷嘴。 如果你想快速3D打印,请使用0.8毫米的喷嘴。 对于像木质填充PLA这样的研磨性的丝材,0.6毫米或更大的喷嘴效果不错。
你不一定要只选择一个喷嘴的尺寸。 有了亚马逊的LUTER 24PCs MK8 M6挤出机喷嘴,你可以自己尝试一下!
我总是建议尝试几个喷嘴的直径,这样你就可以获得第一手的经验。 你会感觉到小喷嘴的打印时间增加,而大喷嘴的打印质量较低。
你会得到:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5毫米
- x2 0.6毫米
- x2 0.8毫米
- x2 1mm
- 免费的储存箱

有了这些经验,你就更有能力决定在每次3D打印中应该选择哪种喷嘴。 许多人只是坚持使用0.4毫米的喷嘴,因为它是更容易的选择,但人们错过了很多好处。
像功能性的3D打印,甚至是花瓶,用1毫米的喷嘴就可以看起来很好。 功能性的3D打印不需要看起来很美,所以0.8毫米的喷嘴就很有必要了。
像动作人物或名人头像的3D打印等详细的微缩模型,最好使用较小的喷嘴,如0.2毫米的喷嘴。
在为您的3D打印选择喷嘴尺寸时,应考虑不同的因素。
由于上面描述了所有关于大小喷嘴的重要事实,下面是一些有助于你准确选择喷嘴尺寸的要点。
如果时间是你最关心的问题,你必须在特定的短时间内完成一个项目,那么你应该选择大直径的喷嘴,因为它可以挤出更多的长丝。 与小尺寸的喷嘴相比,它们完成一个项目所需的时间更短。
如果你想打印大型模型或打印有时间限制的东西,较大的喷嘴尺寸如0.6毫米或0.8毫米将是理想的选择。
对于更精细的模型,或高精度的模型,你会想选择0.2毫米或0.3毫米的模型。
对于正常的3D打印活动,从0.3毫米的喷嘴到0.5毫米的喷嘴都是完全可以的。
用0.1毫米的喷嘴进行3D打印是可能的吗?
你确实可以用0.1毫米的喷嘴进行3D打印,但你必须先在Cura或你选择的切片机中把线宽设置为0.1毫米。 你的层高应该在喷嘴直径的25%-80%之间,所以它应该在0.025毫米和0.08毫米之间。
我不建议用0.1毫米的喷嘴进行3D打印,原因有很多,除非你正在制作一些非常小的微型模型。
首先,0.1毫米的喷嘴需要多长时间才能完成3D打印。 我至少会选择0.2毫米的喷嘴来打印真正精细的细节,因为在这么低的喷嘴直径下,你可以获得惊人的质量。
由于喷嘴直径小,第一层的高度需要如此之小,所以你更容易遇到打印失败的问题。 此外,将熔化的灯丝推过这么小的孔所需的压力也会很麻烦。
你需要以非常缓慢的速度和高温进行3D打印,才能让东西做一些有意义的事情,这可能会导致其本身的打印问题。 移动所需的步骤可能真的很小,甚至会导致打印工件/缺陷。
另一件事是需要一台高度调整的3D打印机,从获得完美的公差,到几乎完美地校准步进器/齿轮比率。 你需要一台坚实的3D打印机和许多经验来成功地用0.1毫米的喷嘴打印。
挤压/线宽与喷嘴直径大小的关系
许多人问,你的线宽是否应该等于你的喷嘴尺寸,Cura似乎是这样认为的。 Cura的默认设置是让线宽自动改变为你在设置中设定的确切喷嘴直径。
3D打印界的标准规则是不要将线或挤出宽度设置在喷嘴直径以下。 为了获得更精细的打印质量和良好的附着力,你可以做喷嘴直径的120%左右。
Slic3r软件自动设置线宽为喷嘴直径的120%。
在下面由CNC Kitchen制作的视频中,Stefan的强度测试发现,150%左右的挤压宽度产生了最强的3D打印,或者说具有最高的 "失效强度"。
See_also: ABS印刷品不粘床? 粘性的快速修复方法有人说,线宽的设定应考虑层高和喷嘴直径。
例如,如果你的喷嘴是0.4毫米,你的印刷层高度是0.2毫米,那么你的线宽应该是这两个数字的总和,如0.4+0.2=0.6毫米。
但经过深入研究,专家们声称,以高质量打印3D模型的理想线宽应该是喷嘴直径的120%左右。 根据这一建议,用0.4毫米的喷嘴打印时的线宽应该是0.48毫米左右。
挤压宽度可以带来许多好处,但一个主要的好处是强度。
薄的线宽保证了更好的精度和光滑的物体形状,并最大限度地减少了流动误差的机会,而高的挤压宽度则提供了广泛的强度,因为它使层与层之间的关系更加紧密,物质被压缩了。
如果你想打印一些诸如需要强度的功能性物体,那么设置一个高的挤出宽度会有帮助。
在改变挤压宽度的同时,建议对温度和冷却机制进行相应的管理,使打印机能够拥有最佳的印刷环境。
有一种现象叫做模具膨胀,它增加了挤出材料的实际宽度,所以0.4mm的喷嘴不会挤出0.4mm宽的塑料线。
喷嘴内的挤压压力在通过喷嘴时逐渐增大,但同时也压缩了塑料。 一旦压缩的塑料被挤出,它就会离开喷嘴并膨胀。 如果你想知道为什么3D打印件会轻微收缩,这就是部分原因。
这在整个3D打印过程中对床面附着力和层间附着力有很好的帮助。
在你得到的附着力差的情况下,有些人将增加他们在Cura中的 "初始层线宽 "设置。
为3D打印挑选的最佳喷嘴材料是什么?
3D打印中使用的喷嘴材料有几种类型:
- 黄铜喷嘴(最常见的)。
- 不锈钢喷嘴
- 硬化钢喷嘴
- 红宝石尖端的喷嘴
- 钨合金喷嘴
在大多数情况下,黄铜喷嘴可以满足标准材料的打印需求,但当你接触到更高级的长丝时,我建议换成更硬的材料。
下面我将介绍每种材料类型。
黄铜喷嘴
黄铜喷嘴是3D打印机中使用最广泛的喷嘴,原因很多,它的成本、导热性和稳定性。
它允许你使用几乎所有类型的灯丝进行打印,如PLA、ABS、PETG、TPE、TPU和尼龙。
黄铜喷嘴的唯一缺点是,你不能用研磨性灯丝打印,因为它不能广泛地处理这种灯丝。 只要你坚持使用非研磨性灯丝,黄铜喷嘴就很好。
对于像碳纤维这样的长丝,它们不会持续很长时间,因为众所周知,碳纤维具有很强的磨损性。
如上所述,我会选择24PCs LUTER黄铜喷嘴,它能为你提供高质量、全方位的喷嘴尺寸。
不锈钢喷嘴
可以处理磨料丝的喷嘴之一是不锈钢喷嘴,不过另一个好处是它如何被广泛用于涉及食品的产品。
你必须确保你的喷嘴是无铅的,这样它就不会污染3D打印件,不锈钢喷嘴可以证明这一点。
它是安全的,可用于打印可能与皮肤或食物接触的物体。 请记住这个事实,这些喷嘴只能活很短的时间,只有在你偶尔需要打印带有研磨性的丝线的物体时才应购买。
请确保从有信誉的供应商处购买喷嘴。
亚马逊的Uxcell 5Pcs MK8不锈钢喷头看起来很不错。

硬化钢喷嘴
用户可以使用研磨性的灯丝进行打印,硬化钢喷嘴最好的一点是它的耐久性,与黄铜和不锈钢喷嘴相比,它可以活得更久。
关于硬化钢喷嘴,需要了解的一点是,它们的传热性较低,需要更高的温度来打印,而且它们不是无铅的,这限制了用户将其用于打印可能与皮肤或食物接触的物体。
这对经常使用磨料丝打印的用户来说是最好的,因为它比不锈钢喷嘴的寿命长得多。
硬化钢喷嘴与NylonX、碳纤维、黄铜填充、钢填充、铁填充、木材填充、陶瓷填充和夜光灯丝配合得非常好。
我选择了亚马逊的GO-3D硬化钢喷嘴,这是许多用户喜欢的选择。

红宝石尖端的喷嘴
这是一种混合型喷嘴,主要由黄铜构成,但有一个红宝石的尖端。
黄铜提供了稳定性和良好的导热性,而红宝石尖端增加了喷嘴的寿命。 这是另一种可以与磨料丝很好地配合的材料,提供了惊人的耐用性和精确度。
它们是专门为磨料丝用户设计的,被认为是最好的选择之一,因为它们可以承受持续的磨损。 唯一让它不那么受欢迎的是它的高价格。
BC 3D MK8红宝石喷嘴是亚马逊的一个很好的选择,可以顺利地与PEEK、PEI、尼龙等特殊材料一起工作。

钨合金喷嘴
这种喷嘴具有很高的耐磨损性,可以不断地使用大量的磨料丝。 无论你使用多少次,它的尺寸和形状都应该是一样的,为你提供持续的良好效果。
它具有良好的导热性,有助于热量到达喷嘴尖端并保持熔融长丝的温度。
独特的内部结构和良好的导热性提高了打印速度,而不影响打印质量。 它可以与研磨性和非研磨性的丝线一起使用。
我不得不选择亚马逊的Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle。 它既安全又容易使用,还完全无毒。 这个喷嘴还来自一家美国的制造公司,这一点总是受欢迎的!

关于主要材料的更深入的回答,你可以查看我的文章《3D打印机喷嘴--黄铜 Vs 不锈钢 Vs 硬化钢》。
什么是3D打印机的最佳喷头?
对于大多数标准的3D打印来说,最好选择黄铜0.4毫米的喷嘴。 如果你想3D打印高度精细的模型,请使用0.2毫米的喷嘴。 如果你想快速3D打印,请使用0.8毫米的喷嘴。 对于像填充木头的PLA这样具有研磨性的丝线,你应该使用硬化的钢喷嘴。
对于这个问题的完整答案,这真的取决于你的3D打印要求和应用。
如果您使用PLA、PETG或ABS等普通打印材料进行简单的家庭3D打印应用,那么标准的黄铜喷嘴将是您的理想选择。 黄铜具有最佳的导热性,在3D打印中效果良好。
如果你要打印磨蚀性材料,那么你应该考虑黄铜以外的选择,如硬化钢或不锈钢喷嘴。
如果你经常用磨料丝打印大型模型,红宝石喷嘴或钨丝喷嘴应该是一个不错的选择。
如果你经常打印与皮肤或食物接触的物体,那么你应该选择无铅的喷嘴。 在这种情况下,不锈钢喷嘴是理想的选择。
3D打印机的喷嘴尺寸与层高的关系
专家建议,图层高度不应超过喷嘴尺寸或直径的80%。 这意味着,在使用0.4毫米的喷嘴时,图层高度不应超过0.32毫米。
嗯,这是最大的层高,如果我们谈论最小的层高,那么你可以低到你的机器可以正常打印。 有些人声称,他们甚至用0.4毫米的喷嘴在0.04毫米的层高上打印物体。
即使你能以0.4毫米的层高进行打印,专家建议你的层高不要低于喷嘴尺寸的25%,因为这不会对打印质量产生重大影响,只会增加打印时间。