
Мазмұны
Саптама өлшемі мен материалы 3D басып шығару нәтижелеріне айтарлықтай әсер етеді, әсіресе абразивті материалдарды пайдаланған кезде. Жобаңыз үшін ең жақсы саптама өлшемдері мен материалын таңдағаныңызға көз жеткізгіңіз келеді, сондықтан бұл мақала дәл осыны жасауға көмектеседі.
Саңылау өлшемін & материал - егжей-тегжейлі үлгіні алғыңыз келе ме, әлде бірнеше үлгіні тез арада басып шығарғыңыз келе ме, өз мақсаттарыңызды білу. Егжей-тегжейлі мәліметтерді алғыңыз келсе, кішкене саңылау өлшемін таңдаңыз, ал абразивті материалмен басып шығарсаңыз, шыңдалған болат саптаманы пайдаланыңыз.
3D басып шығару саяхатын әрі қарай жалғастырған кезде, сіз бастайсыз. басып шығару сапасының өнімділігін арттыратын бірнеше салаларда жақсартулар жасау үшін.
Осы мақаланың қалған бөлігі сізге саңылау өлшемі мен материал аймағында көмектеседі және сізге жолда көмектесетін кейбір пайдалы ақпарат береді, сондықтан оқу кезінде.
3D басып шығару үшін дұрыс саптама өлшемін қалай таңдауға болады?
Әдетте саптама өлшемі 0,1 мм мен 1 мм аралығында болады және оған байланысты әртүрлі опциялардан таңдауға болады. сіздің талаптарыңыз бойынша. 0,4 мм 3D принтерінің стандартты саңылау өлшемі болып саналады және барлық өндірушілер дерлік принтерлеріне осындай өлшемдегі саптаманы қосады.
Саптама 3D принтерінің басып шығаруға ықпал ететін ең маңызды бөліктерінің бірі болып табылады. 3D модельдер процесі.
Маңыздысы барүлгілерде 0,2 мм немесе 0,3 мм үлгіні таңдағыңыз келеді.
Қалыпты 3D басып шығару әрекеттері үшін 0,3 мм саптамадан 0,5 мм саптамаға дейінгі кез келген жерде өте жақсы.
0,1 мм саптамамен 3D басып шығару мүмкін бе?
Сіз шынымен 0,1 мм саптамамен 3D басып шығаруға болады, бірақ алдымен Cura немесе таңдаған кескіште сызық енін 0,1 мм етіп орнатуыңыз керек. Сіздің қабат биіктігі саптама диаметрінің 25%-80% аралығында болуы керек, сондықтан ол 0,025 мм & 0,08 мм.
Бірнеше себептерге байланысты 0,1 мм саптамамен 3D басып шығаруды ұсынбаймын, егер сіз шынымен кішкентай миниатюралар жасамасаңыз.
Бірінші нәрсе - бұл сіздің жұмысыңыздың ұзақтығы. 3D басып шығару 0,1 мм саңылаумен алынады. Мен, ең болмағанда, 3D басып шығару үшін шын мәнінде 0,2 мм саптаманы таңдар едім, өйткені саптаманың диаметрі соншалықты төмен болса, керемет сапаға қол жеткізе аласыз.
Осындай шағын өлшемді басып шығару кезінде қателіктерге ұшырауыңыз ықтимал. саптама, себебі бірінші қабат биіктігі шағын саптама диаметрі үшін соншалықты кішкентай болуы керек. Сондай-ақ, еріген жіпті осындай кішкентай тесік арқылы итеру үшін қажет қысым қиындық тудырады.
Сондай-ақ_қараңыз: 3D басып шығарылған миниатюраларға арналған 20 үздік патрион & AMP; D&D үлгілері3D басып шығаруды бірдеңе мәнді етіп жасау үшін өте баяу және жоғары температурада болуыңыз керек және бұл өзіндік басып шығару мәселелеріне әкелуі мүмкін. Жылжыту үшін қажет қадамдар шын мәнінде шағын болуы мүмкін және тіпті басып шығару артефактілерін/кемшіліктерін тудыруы мүмкін.
Тағы бір нәрсе - жоғары баптауды қажет етеді.3D принтері мінсіз төзімділік алудан бастап, қадамдық механизмдер/беріліс арақатынастарын тамаша дерлік калибрлеуге дейін. 0,1 мм саптамамен сәтті басып шығару үшін сізге қатты 3D принтері және көп тәжірибе қажет.
Экструзия/Сызық ені мен саптаманың диаметрі өлшемі
Көптеген адамдар жолыңыздың енінің тең болуы керек пе деп сұрайды. сіздің саптаманың өлшемі және Кура солай ойлайтын сияқты. Cura-дағы әдепкі параметр сызық енін автоматты түрде параметрлерде орнатқан дәл саңылау диаметріне өзгерту болып табылады.
3D басып шығару қауымдастығындағы стандартты ереже сызықты немесе экструзия енін төменгі өлшемнен төмен орнатпау болып табылады. саптама диаметрі. Жақсырақ басып шығару және жақсы жабысу үшін саптама диаметрінің шамамен 120% орындауға болады.
Slic3r бағдарламалық құралы сызық енін саптама диаметрінің 120%-ына автоматты түрде орнатады.
Төмендегі бейнеде CNC Kitchen ұсынған Стефанның беріктік сынақтары шамамен 150% экструзия ені ең күшті 3D басып шығаруларды беретінін немесе ең жоғары «Сәттілік күші» болатынын анықтады.
Кейбір адамдар сызық енін келесі параметрлерді ескере отырып орнату керек дейді. қабат биіктігі және саңылау диаметрі.
Мысалы, сізде 0,4 мм саптама болса және сіз 0,2 мм қабат биіктігінде басып шығарсаңыз, сызық ені осы екі санның қосындысы болуы керек, мысалы 0,4 + 0,2 = 0,6 мм.
Бірақ терең зерттеулерден кейін сарапшылар 3D модельдерін жоғары сапамен басып шығару үшін идеалды сызық ені шамамен 120% болуы керек деп мәлімдейді.саптаманың диаметрі. Бұл ұсынысқа сәйкес, 0,4 мм саптамамен басып шығару кезінде сызық ені шамамен 0,48 мм болуы керек.
Экструзия ені көптеген артықшылықтар әкелуі мүмкін, бірақ ең бастысы - беріктік.
Жіңішке Сызықтың ені жақсырақ дәлдік пен нысанның пішінінің тегіс болуын қамтамасыз етеді және ағын қателерінің ықтималдығын азайтады, жоғары экструзия ені үлкен беріктікті қамтамасыз етеді, өйткені ол қабатты біріктіреді және зат қысылады.
Егер сіз функционалдық сияқты нәрсені басып шығарғыңыз келсе күшті қажет ететін нысан, содан кейін жоғары экструзия енін орнату көмектесе алады.
Экструзия енін өзгерткен кезде, принтерде ең жақсы басып шығару ортасы болуы үшін температура мен салқындату механизмін сәйкесінше басқару ұсынылады.
Экструдталған материалдың нақты енін ұлғайту деп аталатын құбылыс бар, сондықтан 0,4 мм саптама ені 0,4 мм пластмасса сызығын сыртқа шығармайды.
Үлгідегі экструзия қысымы саптама саптама арқылы сығымдалған кезде жиналып қалады, сонымен қатар пластмассаны қысады. Сығылған пластик экструдталғаннан кейін ол саптамадан шығып, кеңейеді. Неліктен 3D басып шығарулар аздап кішірейеді деп ойласаңыз, бұл себептің бір бөлігі.
Бұл 3D басып шығару кезінде төсек жабысуын және қабаттың адгезиясын қамтамасыз етуде жақсы жұмыс істейді.
Егер сіз 3D басып шығаратын болсаңыз. адгезиясы нашар болса, кейбір адамдар «бастапқы қабат сызығының енін» арттырадыCura ішіндегі параметр.
3D басып шығару үшін таңдауға болатын ең жақсы саптама материалы қандай?
3D басып шығаруда қолданылатын саптама материалдарының бірнеше түрі бар:
- Жезден жасалған саптама (ең таралған)
- Тот баспайтын болаттан жасалған саптама
- Шыңдалған болаттан жасалған саптама
- Рубин ұшты саптама
- Вольфрам саптама
Көп жағдайда жезден жасалған саптама стандартты материалдармен басып шығару үшін жақсы жұмыс істейді, бірақ сіз неғұрлым жетілдірілген жіпке кіргенде, мен қаттырақ материалға ауысуға кеңес беремін.
Мен осыдан өтемін. төменде келтірілген әрбір материал түрі.
Жез саптама
Жезден жасалған саптамалар 3D принтерлерде көптеген себептерге, оның құнына, жылу өткізгіштігіне және тұрақтылығына байланысты ең көп қолданылатын саптама болып табылады.
Ол PLA, ABS, PETG, TPE, TPU және нейлон сияқты жіптердің барлық дерлік түрлерімен басып шығаруға мүмкіндік береді.
Жезден жасалған саптамалардың жалғыз кемшілігі абразивті жіптермен басып шығару мүмкін емес, өйткені ол бұларды өңдей алмайды. жіпшелері кең таралған. Абразивті емес жіптермен жабысып тұрсаңыз, жез саптамалары керемет.
Олар абразивтілігі жоғары көміртек талшығы сияқты жіппен ұзақ қызмет етпейді.
Жоғарыда айтылғандай, мен сізге жоғары сапалы, саптама өлшемдерінің толық ауқымын беретін 24PCs LUTER Brass саптамаларын қосар едім.

Тот баспайтын болаттан жасалған саптама
Абразивті жіптерді өңдей алатын саңылаулардың бірі тот баспайтын болаттан жасалған саптама болып табылады, бірақ оның басқа жағы - бұлазық-түлік өнімдері үшін кеңінен қолданылады.
Саптаманың қорғасынсыз екеніне көз жеткізіңіз, сондықтан ол 3D басып шығаруды ластамайды, мұны тот баспайтын болаттан жасалған саптамалар растайды.
Оны қауіпсіз және оны теріге немесе тағамға тиюі мүмкін заттарды басып шығару үшін пайдалануға болады. Бұл саңылаулардың қысқа мерзімге ғана өмір сүретінін есте сақтаңыз және оларды абразивті жіптері бар нысанды анда-санда басып шығару қажет болған жағдайда ғана сатып алу керек.
Саптаманы беделді жерден сатып алғаныңызға көз жеткізіңіз. жеткізуші.
Amazon ұсынған Uxcell 5Pcs MK8 баспайтын болаттан жасалған саптама өте жақсы көрінеді.
Сондай-ақ_қараңыз: Қарапайым Anycubic Photon Mono X шолуы – сатып алуға тұрарлық па, жоқ па?

Қатты болат саптама
Пайдаланушылар абразивті жіптермен басып шығара алады. және шыңдалған болаттан жасалған саптаманың ең жақсы қасиеттерінің бірі оның беріктігі болып табылады, ол жезден және тот баспайтын болаттан жасалған саптамалармен салыстырғанда ұзағырақ өмір сүре алады.
Шыңдалған болаттан жасалған саптамалар туралы білу қажет бір нәрсе - олар төменірек ұсынады. жылу беру және басып шығару үшін жоғары температураны қажет етеді және олар қорғасынсыз емес, бұл пайдаланушылардың оларды теріге немесе тағамға тиюі мүмкін заттарды басып шығару үшін пайдалануын шектейді.
Бұл абразивпен басып шығаратын пайдаланушылар үшін жақсы. жіптер жиі кездеседі, өйткені ол тот баспайтын болаттан жасалған саптамаға қарағанда әлдеқайда ұзағырақ өмір сүреді.
Шынықтырылған болат саптамалар NylonX, көміртекті талшық, жез толтырылған, болат толтырылған, темір толтырылған, ағаш толтырылған, керамика толтырылған, және Қараңғыда жарқыраужіпшелер.
Мен Amazon ұсынған GO-3D шыңдалған болат саптаманы таңдар едім, бұл көптеген пайдаланушыларға ұнайды.

Рубин ұшты саптама
Бұл негізінен жезден жасалған, бірақ рубин ұшы бар саптама гибриді.
Жез тұрақтылық пен жақсы жылу өткізгіштігін қамтамасыз етеді, ал рубин ұштары саптаманың қызмет ету мерзімін ұзартады. Бұл таңғажайып беріктік пен дәлдікті ұсынатын абразивті жіптермен жақсы жұмыс істей алатын тағы бір материал.
Олар абразивті жіптерді пайдаланушылар үшін арнайы әзірленген және тұрақты тозуға төтеп бере алатын ең жақсы нұсқалардың бірі болып саналады. Оны азырақ танымал ететін жалғыз нәрсе - оның жоғары бағасы.
BC 3D MK8 Ruby Nozzle - PEEK, PEI, Nylon және т.б. сияқты арнайы материалдармен біркелкі жұмыс істейтін Amazon ұсынған тамаша таңдау.

Вольфрам саптама
Бұл саптаманың тозуға және жыртылуға төзімділігі жоғары және абразивті жіптермен ұзақ уақыт бойы үздіксіз пайдаланылуы мүмкін. Қанша уақыт пайдалансаңыз да, оның өлшемі мен пішіні сізге тұрақты тамаша нәтижелерді қамтамасыз ету үшін бірдей болуы керек.
Ол жылудың саптаманың ұшына жетуіне және температураны ұстап тұруға көмектесетін жақсы жылу өткізгіштігін ұсынады. балқытылған жіп.
Бірегей ішкі құрылымы және жақсы жылу өткізгіштігі басып шығару сапасын төмендетпей басып шығару жылдамдығын арттырады. Оны абразивті де, абразивті емес те қолдануға боладыжіптер.
Мен Amazon компаниясының Midwest Tungsten M6 Extruder Nozzle 0,6 мм саптамасымен бірге жүруім керек еді. Бұл қауіпсіз және пайдалану оңай, сонымен қатар мүлдем улы емес. Бұл саптама АҚШ-та орналасқан өндіруші компаниядан келеді, ол әрқашан құпталады!

Негізгі материалдарға тереңірек жауап алу үшін менің 3D мақаламды тексере аласыз. Принтер саптамасы – жезден тот баспайтын болаттан және шыңдалған болаттан.
3D принтерлері үшін ең жақсы саптама дегеніміз не?
Таңдау үшін ең жақсы саптама - көптеген стандартты 3D үшін жезден жасалған 0,4 мм саптама. басып шығару. Жоғары егжей-тегжейлі үлгілерді 3D басып шығарғыңыз келсе, 0,2 мм саптаманы пайдаланыңыз. 3D басып шығаруды жылдамдағыңыз келсе, 0,8 мм саптаманы пайдаланыңыз. Ағашпен толтырылған PLA сияқты абразивті жіптер үшін қатайтылған болат саптаманы пайдалану керек.
Бұл сұраққа толық жауап алу үшін 3D басып шығару талаптары мен қолданбаларына байланысты.
Егер қарапайым үй 3D басып шығару қолданбалары үшін PLA, PETG немесе ABS сияқты жалпы басып шығару материалдарын пайдалансаңыз, стандартты жез саптама сіз үшін өте қолайлы болады. Жез 3D басып шығару үшін жақсы жұмыс істейтін ең жақсы жылу өткізгіштікке ие.
Егер абразивті материалдарды басып шығарғыңыз келсе, қатайтылған болат немесе тот баспайтын болаттан жасалған саптамалар сияқты жезден басқа опцияларды қарастырғаныңыз жөн.
Абразивті жіптері бар үлкен үлгілерді үнемі басып шығарсаңыз, рубин ұшты саптама немесе вольфрам саптама жақсы таңдау болуы керек.
Егертеріге немесе тағамға тиетін заттарды жиі басып шығарсаңыз, қорғасынсыз саптаманы таңдауыңыз керек. Мұндай сценарийлерде тот баспайтын болаттан жасалған саңылаулар өте қолайлы.
3D принтерінің саптама өлшемі және қабат биіктігі
Сарапшылар қабат биіктігі саптама өлшемінен немесе диаметрінен 80% аспауы керек деп болжайды. Бұл 0,4 мм саптаманы пайдаланған кезде қабаттың биіктігі 0,32 мм-ден аспауы керек дегенді білдіреді.
Ал, бұл қабаттың максималды биіктігі, егер біз ең төменгі қабат биіктігі туралы айтатын болсақ, онда сіз төменгі деңгейге өтуіңізге болады. құрылғы дұрыс басып шығара алатын жерге қойыңыз. Кейбір адамдар 0,4 мм саптамамен 0,04 мм қабат биіктігіндегі нысандарды басып шығардық деп мәлімдейді.
Тіпті 0,4 мм қабат биіктігінде басып шығара алсаңыз да, сарапшылар қабат биіктігіңізден кем болмауы керек деп ұсынады. Саңылау өлшемінен 25%, себебі ол басып шығару сапасына қатты әсер етпейді, тек басып шығару уақытын арттырады.
Жылдамдық пен сапаны теңестіру туралы шешім, егер сіз үлкен, функционалды элементті басып шығарсаңыз, 0,8 мм сияқты үлкенірек саңылау диаметрі жақсы болады.Екінші жағынан, егер сіз басып шығару сияқты егжей-тегжейлі үлгіні басып шығарсаңыз. миниатюралық, 0,4 мм-ден 0,2 мм-ге дейінгі кез келген жерде ең мағынасы бар.
Кейбір 3D принтерлерінің басып шығару ажыратымдылығы шектеулі екенін есте сақтаңыз, FDM 3D принтерлері әдетте 0,05 мм-ден 0,1 мм-ге дейінгі басып шығару ажыратымдылығын көреді. немесе 50-100 мкм. Кішкентай саптама бұл жағдайларда өзгермейді.
Төменде мен сіздің 3D принтеріңізге кішірек немесе үлкен саптаманы таңдауда қандай факторлардың әсер ететіні туралы толығырақ барамын.
Шағын 3D принтерінің саптамасының диаметрін пайдалануым керек пе? – 0,4 мм & amp; Төменде
Ажыратымдылық, дәлдік & Кішірек саңылауларды басып шығару уақыттары
Бұған дейін айтылғандай, әрбір 3D үлгісін жасауға кететін уақыт болса да, 0,4 мм-ден 0,1 мм-ге дейін кішірек саңылаулармен ең жақсы ажыратымдылық пен дәлдікті аласыз. айтарлықтай жоғары.
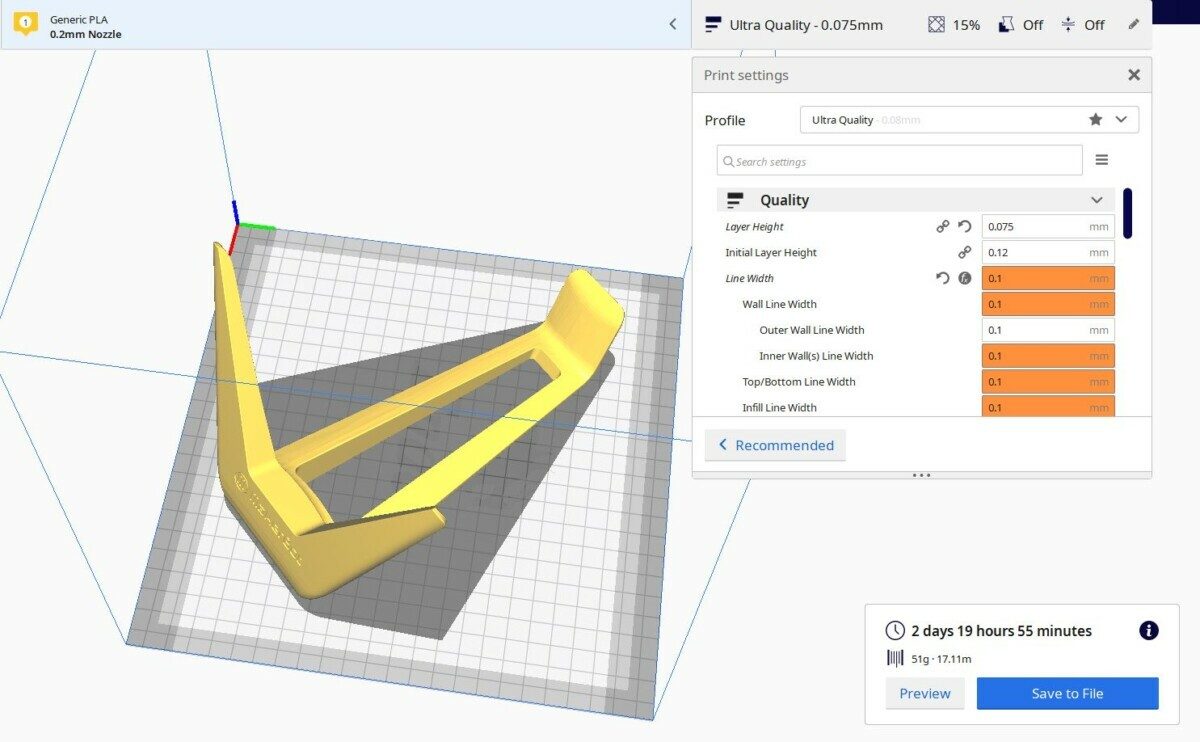
Мен Thingiverse-тен Makerbot құлақаспап тұғырын Cura-ға салып, жалпы басып шығару уақыттарын салыстыру үшін 0,1 мм-ден 1 мм-ге дейінгі саптаманың әртүрлі диаметрлерін қойдым.
0,1 мм саптама алады. 51 г материалды пайдалану арқылы 2 күн, 19 сағат 55 минут.
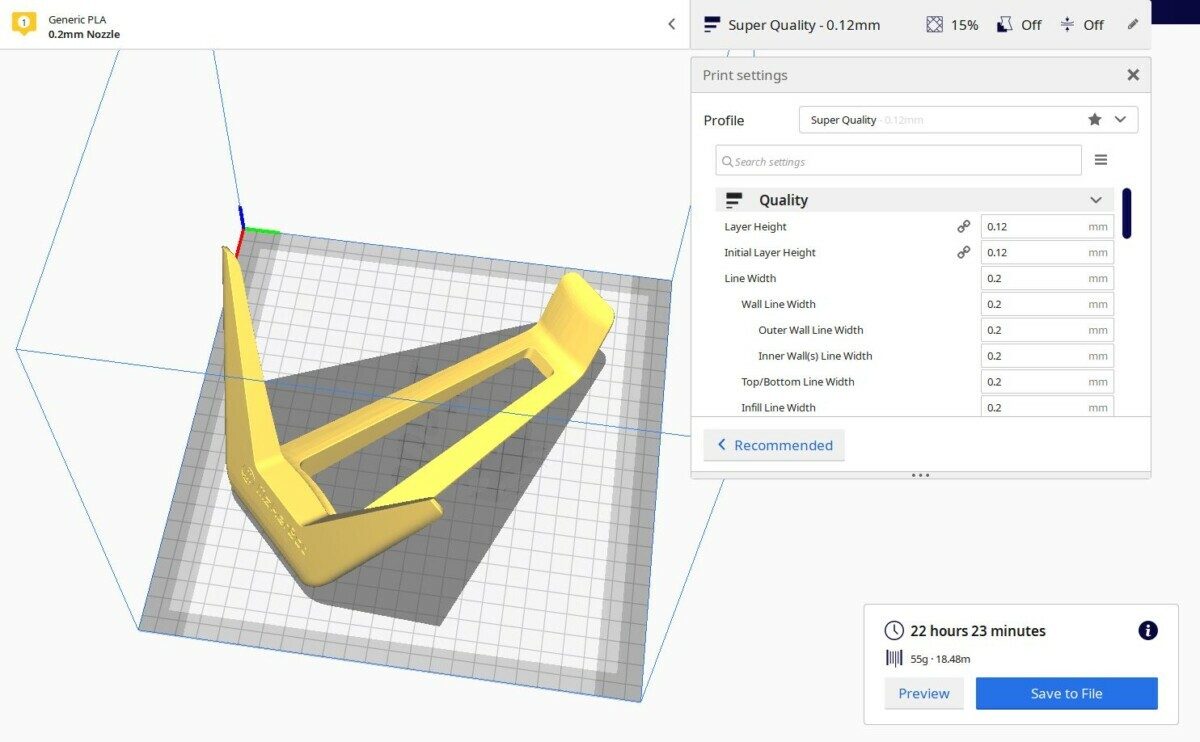
0,2 мм саптама 55 г материалды пайдалану үшін 22 сағат 23 минутты алады
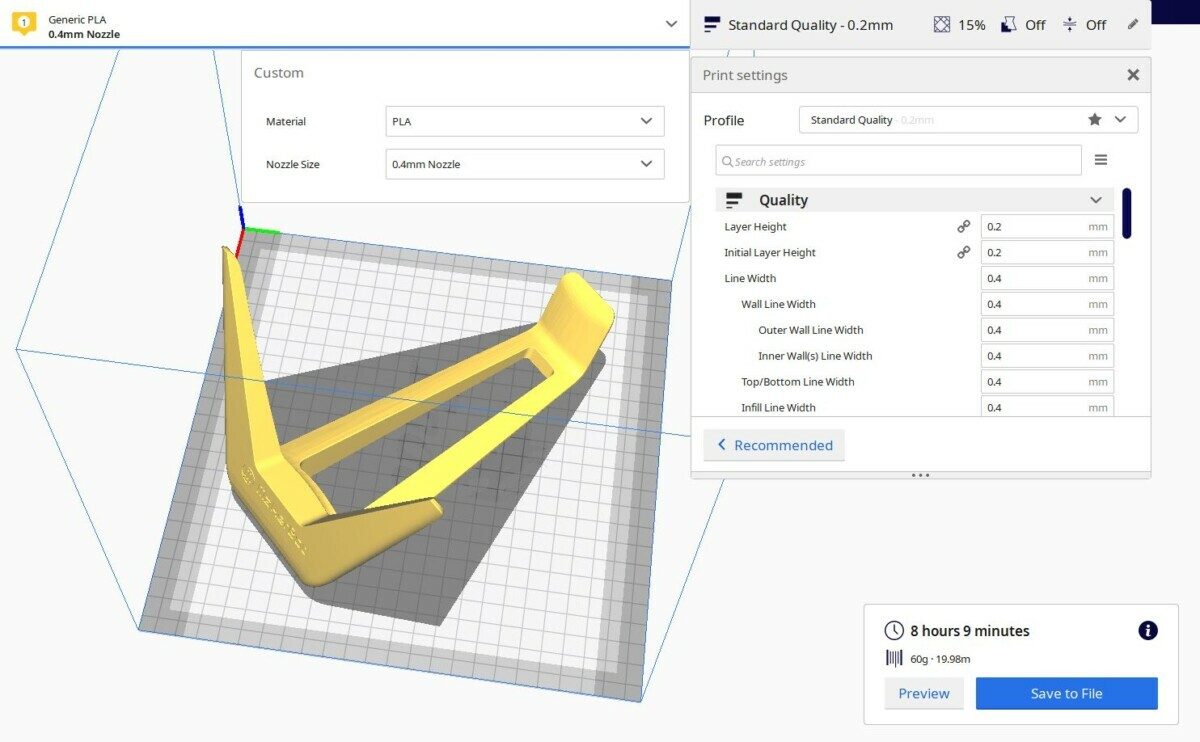
Стандартты 0,4 мм саптама60 г материалды пайдалану үшін 8 сағат 9 минут кетеді.
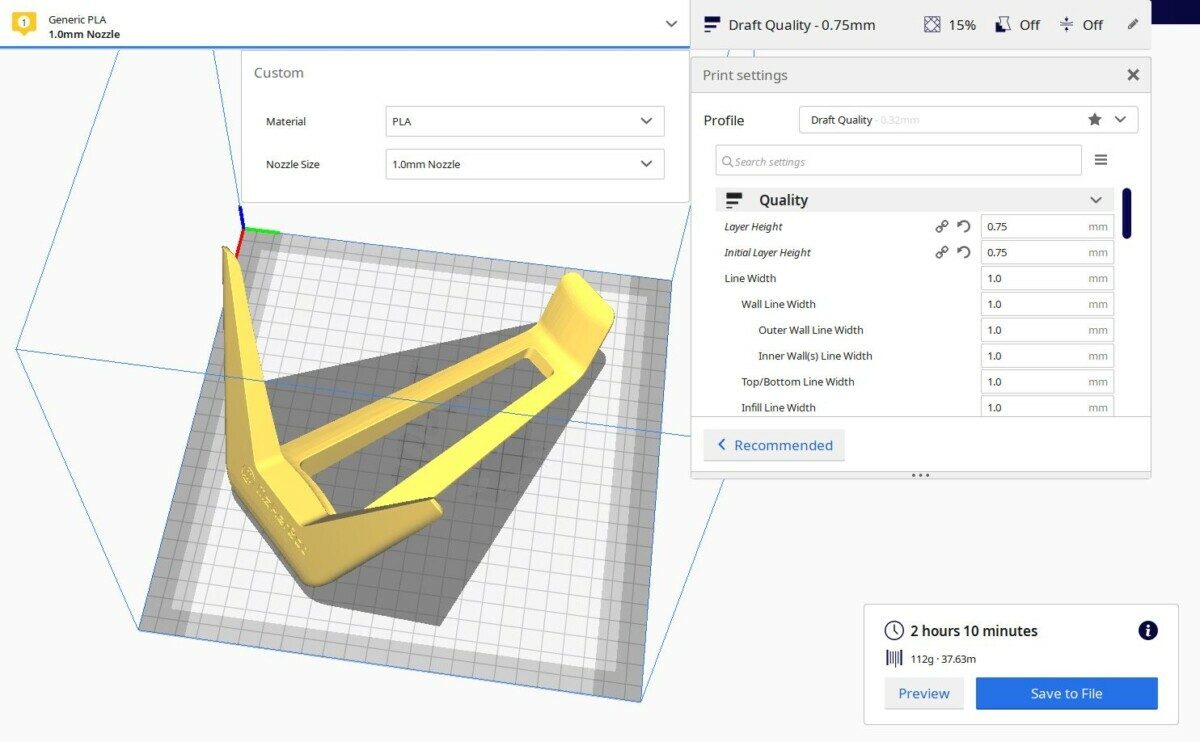
1 мм саптама небәрі 2 сағат 10 минутты алады, бірақ 112 г материалды пайдаланады!
Әдетте, бұл саңылаулар арасындағы ажыратымдылық пен дәлдікте айтарлықтай айырмашылық болады, бірақ жоғарыдағыдай қарапайым дизайнмен сіз онша үлкен айырмашылықты көрмейсіз, өйткені олар жоқ. кез келген нақты мәліметтер.
Дэдпул үлгісі сияқты нәрсе режим дәлдігін қажет етеді, сондықтан ол үшін 1 мм саптаманы пайдаланғыңыз келмейтіні сөзсіз. Төмендегі суретте мен 0,4 мм саптаманы қолдандым және ол өте жақсы шықты, бірақ 0,2 мм саптама әлдеқайда жақсырақ болар еді.
Бірақ 0,2 мм саптамаға ауыстырудың қажеті жоқ, және сол дәлдіктен пайда алу үшін қабат биіктігін төмендете аласыз. Бұл қабат биіктігін пайдаланғыңыз келетіні сонша, ол саптама диаметрінің қабат биіктігі бойынша ұсынылған 25% диапазонынан шығып кетеді.
Сондықтан мен Deadpool үлгісі үшін әлі де 0,1 мм қабат биіктігін пайдалана аламын, пайдаланылған 0,2 мм қабат биіктігінен гөрі.

Кейбір жағдайларда, егер сіз өңделмеген, берік үлгі іздесеңіз, қабат сызықтары соңғы үлгіге пайдалы болуы мүмкін. қараңыз.

Кішірек саңылаулары бар тіректерді алу оңайырақ
Жарайды, енді кішірек саңылаулармен ойнайтын тағы бір фактор - тіректер және оларды жеңілдету алып тастау. Бізде дәлдік жоғары болғандықтан, ол да бізге келеді3D басып шығаруды қолдайтын кезде артықшылық береді, сондықтан олар шамадан тыс экструзияға ұшырамайды және үлгіге мықтап жабыспайды.
Үлкен саптамадан басып шығарылатын 3D қолдауымен салыстырғанда шағын диаметрлі саптамадан басып шығарылатын тіректерді алу әдетте оңайырақ.
Мен шынымен 3D басып шығаруды қолдауды жоюды қалай жеңілдетуге болады» туралы мақала жаздым, оны қарап шығуға болады.
Кішірек саңылаулар бітелу мәселелерін тудырады
Кішірек диаметрлі саңылаулар үлкен саңылаулар сияқты көп балқытылған жіп, сондықтан олар ағын жылдамдығын аз талап етеді. Саңылау неғұрлым кішірек болса, оның тесігі кішірек болғандықтан бітелуге соғұрлым сезімтал болады.
Егер диаметрі кішірек саңылаумен бітелу мәселесіне тап болсаңыз, басып шығару температурасын арттырып көріңіз немесе пайдалырақ болуы мүмкін. басып шығару жылдамдығын бәсеңдету үшін, саптаманың сыртқа шығарылуы экструдер ағынына сәйкес келеді.
Өте кішкентай қабат биіктігі
Қабат биіктігі 25% және 80% аралығында болуы ұсынылады. саптама өлшемі, бұл кіші диаметрлі саптаманың қабат биіктігі өте аз болатынын білдіреді. Мысалы, 0,2 мм саптаманың қабатының минималды биіктігі 0,05 және максимум 0,16 мм болады.
Қабат биіктігі басып шығару дәлдігі мен басып шығару уақытын анықтаудағы ең маңызды фактор болып табылады, сондықтан бұл орынды теңестіру өте маңызды .
Кіші саңылаулардың сапасы жақсырақ болады
Сіз саңылауларды сәтті басып шығаруға тырысқанда, бұл ұзақекі жоғары нүктенің арасында материалды экструзиялау, олар кішірек саңылаулармен әлдеқайда жақсы жұмыс істейді деп айтылады.
Бұл, негізінен, қабаттардың кішірек биіктіктерін немесе сызық ендерін салқындату кезінде жақсы жұмыс істейтін салқындату желдеткіштері арқылы асқынуларға көмектесетіндіктен. салқындату үшін материал аз. Бұл жылдамырақ салқындатуға әкеледі, сондықтан материал ауада көп ақауларсыз қатайтады.
Сонымен қатар, модельдегі асып кету дәрежесін есептегенде, қалың қабаттар үшін еңсеру қашықтығы көбірек болады, ал жұқа қабаттар үшін еңсеру керек. төменгі қабаттан көбірек қолдауға ие болыңыз.
Бұл кішігірім саңылауларда жұқа қабаттардың пайда болуына әкеледі, бұл азырақ асып кетуді еңсеруді қажет етеді.
Бейнеде 3D басып шығаруларыңызда шынымен жақсы асып кетулерді қалай алуға болатыны қарастырылады. .
Кішірек саңылауларда абразивті жіппен ақаулық туындауы мүмкін
Бітелу мәселесіне ұқсас, абразивті жіппен 3D басып шығару кезінде диаметрі кішірек саңылауларды пайдалану жақсы емес. Олар бітеліп қана қоймайды, сонымен қатар саңылау тесігіне зақым келтіруі мүмкін, бұл дәл, кішкентай саптамаға көбірек әсер етеді.
Абразивті жіптерден аулақ болу керек, олар ағашты толтыратын, жарқырайтын сияқты. қараңғы, мыс толтырылған және нейлон көміртекті талшықты композит.
Осы абразивті жіптермен кішірек саптаманы пайдалану әлі де өте мүмкін, бірақ мен көп жағдайда оны болдырмауға тырысамын.
Үлкен 3D принтер саптамасының диаметрін таңдауым керек пе? – 0,4 мм & amp; Жоғарыда
БіздеЖоғарыдағы бөлімде үлкенірек саптаманы пайдалану арқылы айтарлықтай уақытты үнемдеңіз, сондықтан бірнеше басқа аспектілерді қарастырайық.
Күштілігі
CNC Kitchen және Prusa Research зерттеулері бұл айырмашылықты қарастырды. 3D басып шығарудың күші кіші және үлкен саңылауларды пайдаланған кезде және олар үлкен саңылаулардың беріктік үшін әлдеқайда жақсы жұмыс істейтінін анықтады.
Ол негізінен қабырғалардағы қосымша қалыңдықтың арқасында 3D басып шығаруға көбірек күш береді. Мысалы, 3D басып шығаруда 3 периметріңіз болса, үлкенірек саптаманы пайдаланыңыз, сіз үлкенірек қабырғаларды экструдтайсыз, бұл беріктікке айналады.
Қалың қабырғаларды кішірек саптамамен шығаруға болады, бірақ уақытты ескере отырып, құрбандыққа бару керек болады.
3D басып шығаруларыңыздың сызық енін және қабат биіктігін кішірек саңылаумен үлкейтуге болады, бірақ белгілі бір уақытта басып шығаруда қиындықтар туындауы мүмкін. нысандарды сәтті орындады.
Пруса 0,4 мм-ден 0,6 мм саптамаға өту арқылы үлкенірек саптаманы пайдаланудың артықшылығы нысандардың соққыға төзімділігін 25,6%-ға арттыратынын анықтады.
Үлкен саптама қосымша күш, әсіресе соңғы бөліктерге. Prusa Research нәтижелері үлкен саптамамен басып шығарылған нысанның беріктігі және соққыны сіңіру қабілеті жоғары екенін айтады.
Зерттеуге сәйкес, диаметрі 0,6 мм саптамамен басып шығарылған модель сіңіре алады. салыстырғанда 25% көп энергия0,4 мм саптамамен басып шығарылған нысанға.
Үлкен саңылаумен бітелу ықтималдығы аз
Кішкене саңылаулармен бітелу ықтималдығы сияқты, үлкенірек саңылаулардың бітелу ықтималдығы аз, себебі жіптің ағынының жылдамдығымен көбірек еркіндікке ие. Үлкенірек саптама экструдерге сәйкес көп қысым жасамайды және жіпті экструдтауда қиындықтар туғызбайды.
Басып шығарудың жылдамырақ уақыттары
Үлкен диаметрі бар саптама көбірек жіптерді шығаруға мүмкіндік береді. бұл үлгіні әлдеқайда жылдам басып шығаруға әкеледі.
Бұл саңылаулар тартымды көріністі қажет етпейтін және соншалықты күрделі емес нысанды басып шығару қажет болғанда өте қолайлы. Бұл сонымен қатар уақытты үнемдеуге қатысты тамаша таңдау.
Үлкен саптамамен абразивті жіптердің ағуы жеңілдетіледі
Егер абразивті жіппен 3D басып шығаруды қаласаңыз, мен оны ұстануды ұсынамын. стандартты 0,4 мм немесе одан үлкен саптама, өйткені олардың бітелу ықтималдығы аз.
Тіпті үлкенірек диаметрлі саптама бітеліп қалса да, диаметрі кішірек саптамамен салыстырғанда мәселені шешу оңайырақ болады. a 0,2 мм.
Абразивті жіптерге қатысты тағы бір маңызды фактор - сіз қолданып жатқан саптама материалы, өйткені стандартты жезден жасалған саптама жұмсақ металл болғандықтан ұзақ қызмет етпейді.
Қабат биіктігі үлкен
Үлкен саңылау өлшемдері қабат биіктігі жоғары болады.
Ұсынылғандай, қабат биіктігісаптама өлшемінен 80%-дан аспауы керек, сондықтан 0,6 мм саптама диаметрі қабаттың максималды биіктігі 0,48 мм болуы керек, ал 0,8 мм саптама диаметрінің максималды қабат биіктігі 0,64 мм болуы керек.
Төмен. Ажыратымдылық & Дәлдік
Жоғарыда айтылғандай, саптама диаметрі жоғарылаған сайын басып шығару сапасы өте егжей-тегжейлі болмайды.
Үлкен саптама қалыңырақ қабаттарды шығаратындықтан, оны жоғарырақ болғанда пайдалану керек. дәлдік немесе жоғарырақ ажыратымдылық қажет емес. Үлкен саңылау сол 3D басып шығару үшін тамаша таңдау болып табылады.

Қандай 3D принтер саңылауының өлшемін таңдау керек?
Үлкен саңылау өлшемін таңдау керек. Таңдау - көптеген стандартты 3D басып шығаруға арналған 0,4 мм саңылау. Жоғары егжей-тегжейлі үлгілерді 3D басып шығарғыңыз келсе, 0,2 мм саптаманы пайдаланыңыз. 3D басып шығаруды жылдамдағыңыз келсе, 0,8 мм саптаманы пайдаланыңыз. Ағашпен толтырылған PLA сияқты абразивті жіптер үшін 0,6 мм немесе одан үлкен саптама жақсы жұмыс істейді.
Бір ғана саптама өлшемін таңдау міндетті емес. Amazon ұсынған LUTER 24PCs MK8 M6 экструдер саптамалары арқылы оларды өзіңіз сынап көруіңізге болады!
Мен әрқашан бірнеше саптама диаметрін сынап көруді ұсынамын, осылайша оның қандай екендігі туралы өз тәжірибеңізді ала аласыз. Сіз кішірек саңылаулармен басып шығару уақытының ұлғайғанын сезесіз және үлкенірек саңылаулармен сапасы төмен басып шығаруларды көресіз.
Сіз аласыз:
- x2 0,2mm
- x2 0,3мм
- x12 0,4мм
- x2 0,5мм
- x2 0,6мм
- x20,8мм
- x2 1мм
- Тегін сақтау жәшігі
Тәжірибенің арқасында сіз бұл үшін әлдеқайда жақсы жабдықталғансыз. әрбір 3D басып шығару үшін қандай саптаманы таңдау керектігін шешіңіз. Көптеген адамдар 0,4 мм саптаманы ұстанады, себебі бұл таңдау оңайырақ, бірақ адамдар жіберіп алатын көптеген артықшылықтар бар.
Функционалды 3D басып шығару немесе тіпті ваза сияқты нәрсе 1 мм-де керемет көрінуі мүмкін. саптама. Функционалды 3D басып шығаруға әдемі көрінудің қажеті жоқ, сондықтан 0,8 мм саптамаға өте кепілдік беруге болады.
Эшнфигурасы немесе әйгілі адамдардың басының 3D басып шығаруы сияқты егжей-тегжейлі миниатюраны кішірек саптамамен жасаған дұрыс. 0,2 мм саптама сияқты.
3D басып шығару үшін саңылау өлшемін таңдау кезінде ескеру қажет әртүрлі факторлар бар.
Кіші және үлкен саңылаулар туралы жоғарыда барлық маңызды деректер сипатталған. , төменде саптама өлшемін дәл таңдауға көмектесетін кейбір тармақтар берілген.
Егер сіздің басты алаңдаушылығыңыз уақыт болса және белгілі бір қысқа мерзімде жобаны аяқтауыңыз керек болса, онда сіз үлкен саптаманы таңдауыңыз керек. диаметрі, себебі ол көбірек жіптерді шығарады. Шағын саңылау өлшемімен салыстырғанда олар жобаны аяқтауға аз уақыт алады.
Егер сіз үлкен үлгілерді басып шығарғыңыз келсе немесе уақыт шектеулері бар нәрсені басып шығарсаңыз, 0,6 мм немесе 0,8 мм сияқты үлкенірек саңылау өлшемдері болады. тамаша таңдау.
Ұсақ бөлшектер модельдері немесе жоғары дәлдік үшін