
فهرست مطالب
اندازه و مواد نازل تفاوت قابل توجهی در نتایج چاپ سه بعدی شما ایجاد می کند، به خصوص زمانی که از مواد ساینده بیشتری استفاده می کنید. میخواهید مطمئن شوید که بهترین اندازهها و مواد نازل را برای پروژه خود انتخاب میکنید، بنابراین این مقاله به شما کمک میکند دقیقاً این کار را انجام دهید.
بهترین راه برای تعیین اندازه نازل & مطالب این است که اهداف خود را بدانید، خواه یک مدل دقیق بخواهید یا چندین مدل را در سریع ترین زمان ممکن چاپ کنید. اگر جزئیات میخواهید، اندازه نازل کوچکی را انتخاب کنید، و اگر با مواد ساینده چاپ میکنید، از نازل فولادی سخت شده استفاده کنید. برای ایجاد بهبود در چندین زمینه که عملکرد کیفیت چاپ شما را افزایش می دهد.
بقیه این مقاله به شما در اندازه نازل و منطقه مواد کمک می کند و اطلاعات مفیدی را در اختیار شما قرار می دهد که در این راه به شما کمک می کند، پس نگه دارید در هنگام خواندن بر اساس نیازهای شما 0.4 میلی متر اندازه نازل استاندارد چاپگرهای سه بعدی در نظر گرفته می شود و تقریباً همه سازندگان نازلی با این اندازه را در چاپگرهای خود قرار می دهند.
نازل یکی از ضروری ترین قسمت های چاپگر سه بعدی است که به چاپ کمک می کند. فرآیند مدل های سه بعدی.
یک نکته مهم وجود داردمدلها، میخواهید مدلهای 0.2 یا 0.3 میلیمتری را انتخاب کنید.
برای فعالیتهای معمولی پرینت سهبعدی، هر جایی از نازل 0.3 میلیمتری تا نازل 0.5 میلیمتری کاملاً خوب است.
آیا چاپ سه بعدی با نازل 0.1 میلی متری امکان پذیر است؟
در واقع می توانید با نازل 0.1 میلی متری چاپ سه بعدی کنید، اما ابتدا باید عرض خط خود را در Cura یا برش دهنده انتخابی خود روی 0.1 میلی متر تنظیم کنید. ارتفاع لایه شما باید بین 25 تا 80 درصد قطر نازل باشد، بنابراین بین 0.025 میلی متر و آمپر؛ 0.08 میلی متر.
من به دلایلی چاپ سه بعدی با نازل 0.1 میلی متری را توصیه نمی کنم، مگر اینکه مینیاتورهای بسیار کوچک می سازید.
اولین نکته این است که چقدر طول می کشد. چاپ های سه بعدی با نازل 0.1 میلی متری انجام می شود. من حداقل میخواهم از یک نازل 0.2 میلیمتری برای پرینت سهبعدی با جزئیات بسیار دقیق استفاده کنم، زیرا میتوانید کیفیت شگفتانگیزی را در قطر نازلی به این پایین به دست آورید.
احتمالاً با خرابی چاپ با این اندازه کوچک مواجه خواهید شد. نازل، به دلیل اینکه ارتفاع لایه اول باید برای قطر نازل کوچک بسیار کوچک باشد. همچنین، فشاری که برای فشار دادن رشتههای ذوب شده از میان چنین سوراخ کوچکی نیاز است، مشکلساز خواهد بود. این می تواند منجر به مشکلات چاپ خود شود. مراحل مورد نیاز برای جابجایی میتواند بسیار کوچک باشد و حتی منجر به آثار/نقایص چاپی شود.
موضوع دیگر نیاز به تنظیم بسیار زیاد است.چاپگر سه بعدی از تحمل کامل تا کالیبره کردن نسبت استپر/دنده تقریباً عالی. برای چاپ موفق با نازل 0.1 میلی متری به یک چاپگر سه بعدی جامد و تجربه زیادی نیاز دارید.
عرض اکستروژن/خط در مقابل اندازه قطر نازل
بسیاری از مردم می پرسند که آیا عرض خط شما باید برابر باشد اندازه نازل شما، و به نظر می رسد کورا اینطور فکر می کند. تنظیم پیشفرض در Cura این است که عرض خط به طور خودکار به قطر نازلی که در تنظیمات تنظیم کردهاید تغییر کند.
قاعده استاندارد در جامعه چاپ سهبعدی این است که خط یا عرض اکستروژن خود را زیر مقدار تنظیم نکنید. قطر نازل برای به دست آوردن چاپ با کیفیت بهتر و چسبندگی خوب، می توانید حدود 120 درصد از قطر نازل خود را انجام دهید.
نرم افزار Slic3r به طور خودکار عرض خط را روی 120 درصد قطر نازل تنظیم می کند.
در ویدیوی زیر توسط CNC Kitchen، تستهای استحکام استفان نشان داد که عرض اکستروژن حدود 150% قویترین پرینتهای سهبعدی را تولید میکند یا بالاترین «استحکام شکست» را دارد.
بعضی افراد میگویند که عرض خط باید با در نظر گرفتن ارتفاع لایه و قطر نازل.
به عنوان مثال، اگر نازل 0.4 میلی متری دارید و در ارتفاع لایه 0.2 میلی متر چاپ می کنید، عرض خط شما باید مجموع این دو رقم باشد مانند 0.4 + 0.2 = 0.6mm.
اما پس از تحقیقات عمیق، کارشناسان ادعا می کنند که عرض خط ایده آل برای چاپ مدل های سه بعدی با کیفیت بالا باید حدود 120٪ باشد.قطر نازل بر اساس این پیشنهاد، عرض خط هنگام چاپ با نازل 0.4 میلی متری باید حدود 0.48 میلی متر باشد.
عرض اکستروژن می تواند مزایای زیادی به همراه داشته باشد، اما یکی از مهمترین آنها استحکام است.
در جایی که یک نازل نازک است. عرض خط دقت بهتر و شکل یکنواخت جسم را تضمین میکند و احتمال خطاهای جریان را به حداقل میرساند، عرض اکستروژن بالا استحکام زیادی را ایجاد میکند زیرا لایهها را به هم نزدیک میکند و ماده فشرده میشود.
اگر میخواهید چیزی مانند یک عملکردی را چاپ کنید. شیئی که به استحکام نیاز دارد، تنظیم عرض اکستروژن بالا می تواند کمک کننده باشد.
هنگام تغییر عرض اکستروژن، توصیه می شود مکانیسم دما و خنک کننده را بر این اساس مدیریت کنید تا چاپگر بتواند بهترین محیط چاپ را داشته باشد.
پدیده ای به نام متورم شدن قالب وجود دارد که عرض واقعی مواد اکسترود شده را افزایش می دهد، بنابراین یک نازل 0.4 میلی متری خط پلاستیکی با عرض 0.4 میلی متر را اکسترود نمی کند.
فشار اکستروژن در داخل نازل هنگام بیرون آمدن از نازل ایجاد می شود، اما پلاستیک را نیز فشرده می کند. هنگامی که پلاستیک فشرده اکسترود شد، از نازل خارج شده و منبسط می شود. اگر تعجب میکنید که چرا پرینتهای سه بعدی کمی کوچک میشوند، این بخشی از دلیل است.
این کار در کمک به چسبندگی بستر و چسبندگی لایه در سراسر چاپ سهبعدی کار خوبی دارد.
در مواردی که شما در صورت داشتن چسبندگی ضعیف، برخی از افراد «عرض خط لایه اولیه» خود را افزایش میدهند.تنظیم در Cura.
بهترین ماده نازل برای انتخاب چاپ سه بعدی چیست؟
چند نوع مواد نازل وجود دارد که در چاپ سه بعدی استفاده می شود:
- نازل برنجی (متداول ترین)
- نازل فولادی ضد زنگ
- نازل فولادی سخت شده
- نازل با نوک روبی
- نازل تنگستن
در اکثر موارد، یک نازل برنجی برای چاپ با مواد استاندارد به خوبی عمل می کند، اما زمانی که وارد رشته های پیشرفته تر می شوید، توصیه می کنم مواد سخت تر را تغییر دهید.
من به این موضوع می پردازم. هر نوع ماده در زیر.
نازل برنجی
نازل های برنجی به دلایل زیادی، هزینه، هدایت حرارتی و پایداری، پرکاربردترین نازل در پرینترهای سه بعدی هستند.
به شما امکان می دهد تقریباً با همه انواع رشته ها مانند PLA، ABS، PETG، TPE، TPU و نایلون چاپ کنید.
تنها ایراد نازل های برنجی این است که نمی توانید با رشته های ساینده چاپ کنید، زیرا نمی تواند چنین رشته هایی را انجام دهد. رشته ها به طور گسترده تا زمانی که به رشتههای غیر ساینده بچسبید، نازلهای برنجی عالی هستند.
دوام زیادی با رشتههایی مانند فیبر کربن که معروف به سایندگی بالایی است، نخواهند داشت.
همانطور که در بالا ذکر شد، من نازلهای برنجی LUTER 24 عددی را انتخاب میکنم که کیفیت بالا و طیف وسیعی از اندازههای نازل را در اختیار شما قرار میدهد.
نازل استیل ضد زنگ
یکی از نازلهایی که میتواند رشتههای ساینده را تحمل کند، نازل فولادی ضد زنگ است، هر چند مزیت دیگر آن نحوه کار است.به طور گسترده برای محصولات مربوط به مواد غذایی استفاده می شود.
شما باید مطمئن شوید که نازل شما بدون سرب است تا پرینت های سه بعدی را آلوده نکند، که نازل های فولادی ضد زنگ می توانند آن را تأیید کنند.
ایمن است و می توان از آن برای چاپ اشیایی که ممکن است با پوست یا غذا در تماس باشد استفاده کرد. این واقعیت را در نظر داشته باشید که این نازلها فقط برای مدت کوتاهی عمر میکنند و فقط در صورت نیاز به چاپ یک شی با رشتههای ساینده گاهی اوقات باید آنها را خریداری کنید.
مطمئن شوید که نازل را از یک شرکت معتبر خریداری میکنید. تامین کننده.
نازل فولادی ضد زنگ Uxcell 5Pcs MK8 از آمازون بسیار خوب به نظر می رسد.

نازل فولادی سخت شده
کاربران می توانند با رشته های ساینده چاپ کنند و یکی از بهترین چیزهایی که در مورد نازل های فولادی سخت شده دوام آن است، می تواند در مقایسه با نازل های برنجی و فولادی ضد زنگ برای مدت طولانی تری زنده بماند. انتقال حرارت دارند و برای چاپ به دمای بالاتری نیاز دارند و بدون سرب نیستند که کاربران را برای چاپ اشیایی که ممکن است با پوست یا غذا تماس دارند استفاده کنند.
این برای کاربرانی که با مواد ساینده چاپ میکنند بهترین است. رشتهها اغلب میتوانند بسیار طولانیتر از نازل فولاد ضدزنگ عمر کنند.
نازلهای فولادی سخت شده به زیبایی با نایلون ایکس، فیبر کربن، پر شده از برنج، پرشده از فولاد، پر شده با آهن، پرشده با چوب، پرشده با سرامیک، کار میکنند. و درخشش در تاریکیرشته ها.
من با نازل فولادی سخت شده GO-3D از آمازون استفاده می کنم، انتخابی که بسیاری از کاربران آن را دوست دارند.

نازل با نوک یاقوتی
این یک نازل هیبرید است که عمدتا از برنج ساخته شده است، اما دارای نوک یاقوتی است.
برنج پایداری و رسانایی حرارتی خوبی را فراهم می کند، در حالی که نوک های یاقوتی عمر نازل را افزایش می دهند. این ماده دیگری است که می تواند به خوبی با رشته های ساینده کار کند و دوام و دقت شگفت انگیزی را ارائه می دهد.
آنها به طور ویژه برای استفاده کنندگان از رشته های ساینده طراحی شده اند و به عنوان یکی از بهترین گزینه ها در نظر گرفته می شوند زیرا می توانند در برابر سایش مداوم مقاومت کنند. تنها چیزی که باعث محبوبیت کمتر آن میشود قیمت بالای آن است.
نازل یاقوتی BC 3D MK8 یک انتخاب عالی از آمازون است که با مواد خاصی مانند PEEK، PEI، نایلون و موارد دیگر بهخوبی کار میکند.

نازل تنگستن
این نازل مقاومت در برابر سایش و پارگی بالایی دارد و می تواند برای مدت زمان زیادی به طور مداوم با رشته های ساینده استفاده شود. مهم نیست چقدر از زمان استفاده می کنید، اندازه و شکل آن باید یکسان باشد تا نتایج عالی را به شما ارائه دهد.
این رسانایی حرارتی خوبی ارائه می دهد که به گرما کمک می کند تا به نوک نازل برسد و دما را حفظ کند. رشته مذاب.
ساختار داخلی منحصر به فرد و هدایت حرارتی خوب سرعت چاپ را بدون به خطر انداختن کیفیت چاپ افزایش می دهد. هم با ساینده و هم غیر ساینده قابل استفاده استرشته ها.
من باید با نازل 0.6 میلی متری اکسترودر Midwest Tungsten M6 از آمازون استفاده کنم. استفاده از آن بی خطر و آسان است و همچنین کاملاً غیر سمی است. این نازل همچنین از یک شرکت تولیدی مستقر در ایالات متحده است که همیشه از آن استقبال می شود!

برای پاسخ عمیق تر در مورد مواد اصلی، می توانید مقاله 3 بعدی من را بررسی کنید. نازل چاپگر – برنج در مقابل فولاد ضد زنگ در مقابل فولاد سخت شده.
بهترین نازل برای پرینترهای سه بعدی چیست؟
بهترین نازل برای انتخاب، نازل 0.4 میلی متری برنجی برای اکثر استانداردهای سه بعدی است. چاپ اگر میخواهید مدلهایی با جزئیات بسیار زیاد چاپ کنید، از یک نازل 0.2 میلیمتری استفاده کنید. اگر می خواهید سریعتر پرینت سه بعدی کنید، از نازل 0.8 میلی متری استفاده کنید. برای رشته هایی که مانند PLA پرکننده چوب ساینده هستند، باید از یک نازل فولادی سخت شده استفاده کنید.
برای پاسخ کامل به این سوال، این واقعا به نیازها و کاربردهای چاپ سه بعدی شما بستگی دارد.
اگر از مواد چاپ رایج مانند PLA، PETG یا ABS برای کاربردهای ساده چاپ سه بعدی خانگی استفاده می کنید، یک نازل استاندارد برنجی برای شما ایده آل خواهد بود. برنج بهترین رسانایی حرارتی را دارد که برای چاپ سه بعدی به خوبی کار می کند.
اگر می خواهید مواد ساینده را چاپ کنید، باید گزینه های دیگری غیر از برنج مانند فولاد سخت شده یا نازل های فولادی ضد زنگ را در نظر بگیرید.
>اگر به طور مرتب مدل های بزرگ را با رشته های ساینده چاپ می کنید، یک نازل با نوک یاقوت یا نازل تنگستن باید انتخاب خوبی باشد.
اگرشما اغلب اشیایی را که با پوست یا غذا در تماس هستند چاپ می کنید، سپس باید به سراغ نازلی بروید که بدون سرب باشد. نازل های فولادی ضد زنگ در چنین سناریوهایی ایده آل هستند.
اندازه نازل چاپگر سه بعدی در مقابل ارتفاع لایه
کارشناسان پیشنهاد می کنند که ارتفاع لایه نباید بیش از 80 درصد اندازه یا قطر نازل باشد. به این معنی که ارتفاع لایه شما نباید از 0.32 میلی متر تجاوز کند در حالی که از نازل 0.4 میلی متری استفاده می کنید.
خب، این حداکثر ارتفاع لایه است، اگر در مورد حداقل ارتفاع لایه صحبت کنیم، می توانید به پایین بروید. نقطه ای که دستگاه شما می تواند به درستی چاپ کند. برخی افراد ادعا می کنند که حتی اشیاء را در ارتفاع لایه 0.04 میلی متری با نازل 0.4 میلی متری چاپ کرده اند.
حتی اگر بتوانید در ارتفاع لایه 0.4 میلی متری چاپ کنید، کارشناسان پیشنهاد می کنند که ارتفاع لایه شما نباید کمتر از این باشد. 25% سایز نازل چون تاثیر زیادی بر کیفیت چاپ نخواهد داشت، بلکه فقط زمان چاپ را افزایش می دهد.
تصمیم در ایجاد تعادل بین سرعت و کیفیت، که در آن اگر یک مورد بزرگ و کاربردی را چاپ می کنید، قطر نازل بزرگتر مانند 0.8 میلی متر خوب است.از طرف دیگر، اگر یک مدل دقیق مانند یک چاپ می کنید. مینیاتوری، از 0.4 میلی متر تا 0.2 میلی متر بسیار منطقی است.
به خاطر داشته باشید که وضوح چاپ برخی از چاپگرهای سه بعدی محدود است، زیرا چاپگرهای سه بعدی FDM معمولا وضوح چاپ 0.05 میلی متر تا 0.1 میلی متر را مشاهده می کنند. یا 50-100 میکرون. یک نازل کوچک در این موارد تفاوت چندانی ایجاد نمیکند.
در زیر به جزئیات بیشتری میپردازم تا توضیح دهم چه عواملی در انتخاب نازل کوچکتر یا بزرگتر برای چاپگر سه بعدی شما تأثیر میگذارند.
آیا باید از قطر نازل چاپگر سه بعدی کوچک استفاده کنم؟ - 0.4 میلی متر و آمپر زیر
رزولوشن، دقت و تقویت; زمان چاپ نازل های کوچکتر
همانطور که قبلا ذکر شد، بهترین وضوح و دقت را با نازل های کوچکتر در 0.4 میلی متر، کمتر از 0.1 میلی متر خواهید داشت، اگرچه زمان صرف شده برای ایجاد هر مدل سه بعدی این است. به طور قابل توجهی بالاتر است.
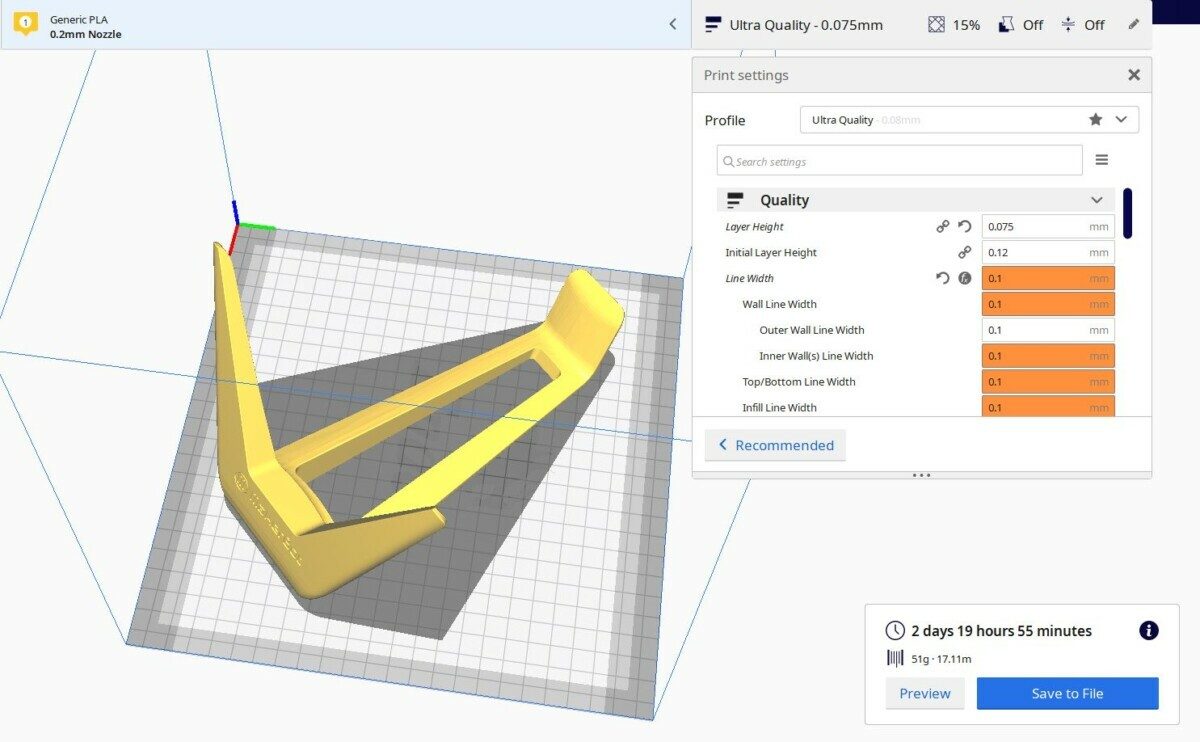
من پایه هدفون Makerbot را از Thingiverse در Cura قرار دادم و قطرهای نازل متفاوتی از 0.1 میلی متر تا 1 میلی متر در مقایسه با زمان های چاپ کلی قرار دادم.
نازل 0.1 میلی متری طول می کشد. 2 روز، 19 ساعت و 55 دقیقه، با استفاده از 51 گرم مواد.
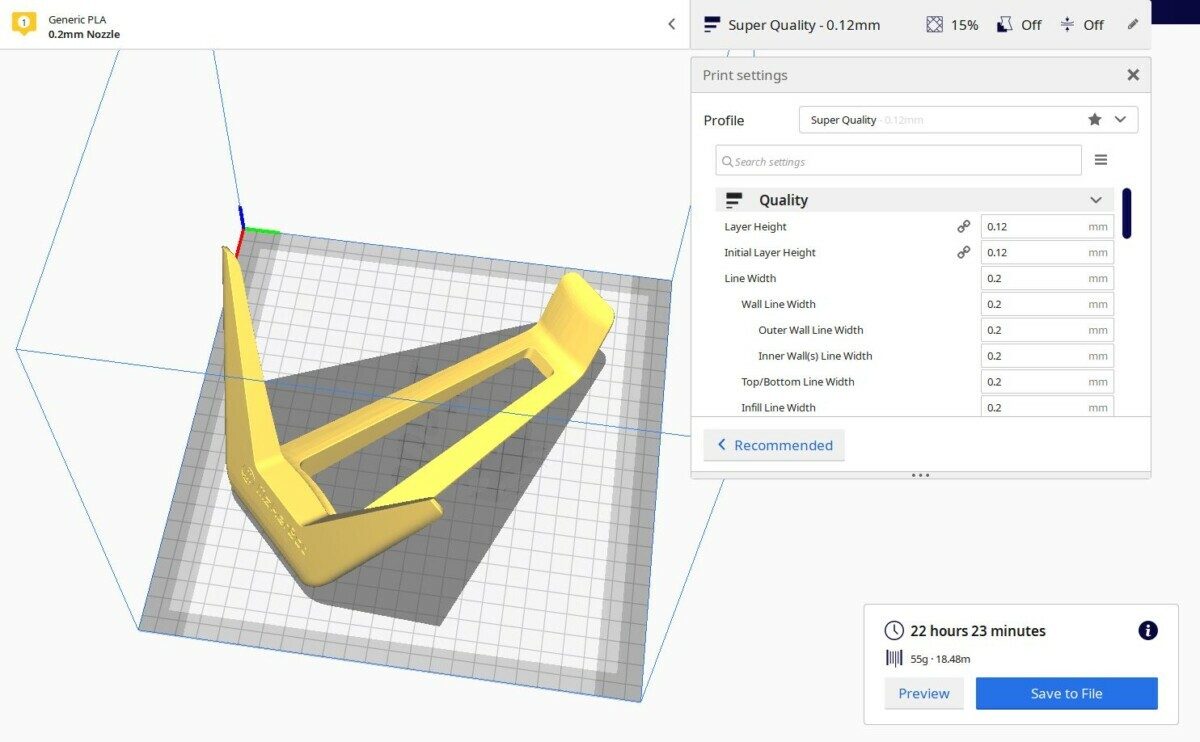
نازل 0.2 میلی متری با استفاده از 55 گرم مواد، 22 ساعت و 23 دقیقه طول می کشد
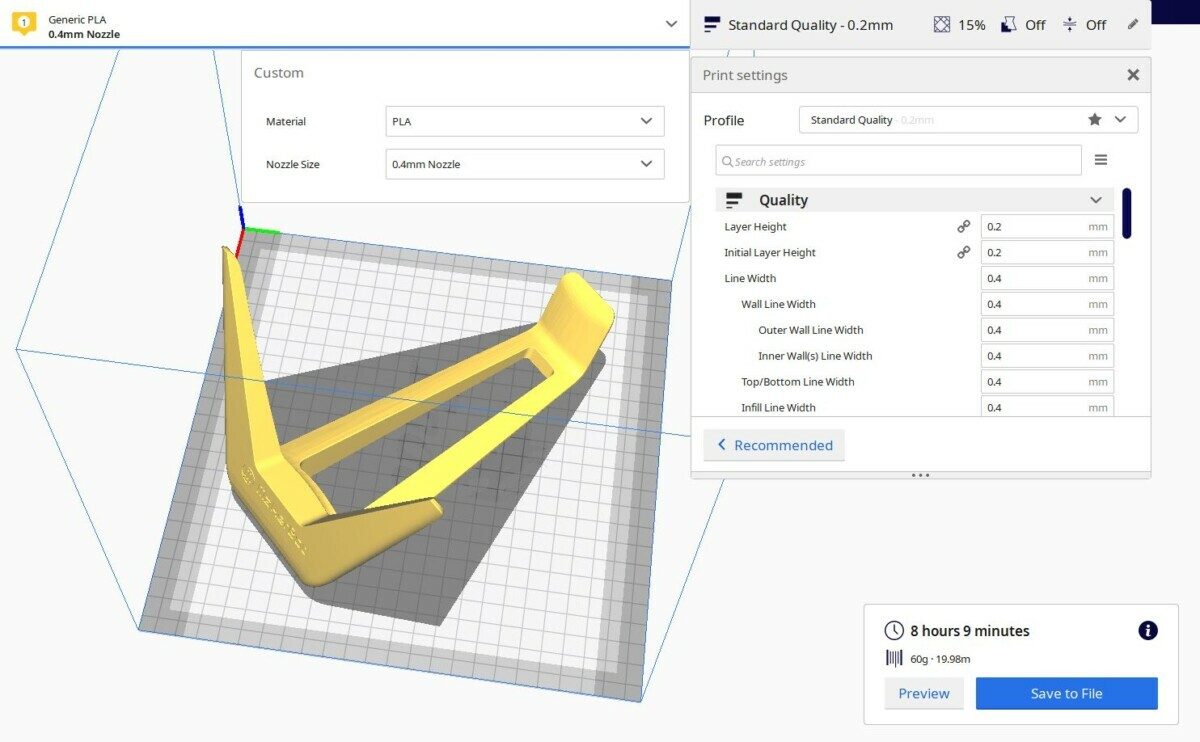
نازل استاندارد 0.4mmبا استفاده از 60 گرم مواد، 8 ساعت و 9 دقیقه طول می کشد.
نازل 1 میلی متری فقط 2 ساعت و 10 دقیقه طول می کشد، اما از 112 گرم مواد استفاده می کند!
0> 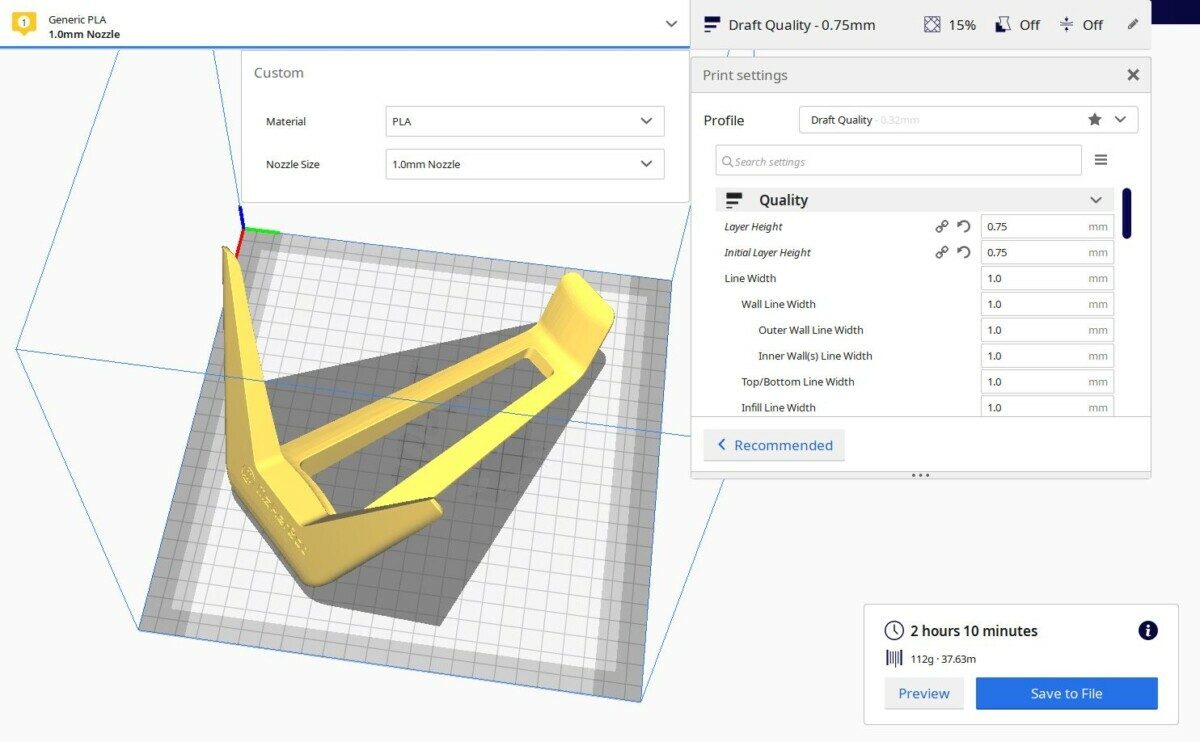
به طور معمول، تفاوت قابل توجهی در وضوح و دقت بین این نازل ها وجود دارد، اما با طراحی ساده ای مانند بالا، چنین تفاوت فاحشی را مشاهده نمی کنید زیرا وجود ندارد. هر گونه جزئیات دقیق.
چیزی مانند مدل Deadpool به دقت حالت نیاز دارد، بنابراین شما قطعاً نمی خواهید از یک نازل 1 میلی متری برای آن استفاده کنید. در تصویر زیر، من از یک نازل 0.4 میلی متری استفاده کردم که بسیار خوب ظاهر شد، اگرچه یک نازل 0.2 میلی متری بسیار بهتر بود. و شما فقط می توانید ارتفاع لایه را کاهش دهید تا از این دقت بهره مند شوید. این تنها زمانی است که میخواهید از ارتفاع لایه آنقدر کوچک استفاده کنید که از محدوده 25 درصدی توصیه شده قطر نازل تا ارتفاع لایه خارج شود.
بنابراین من همچنان میتوانم از ارتفاع لایه 0.1 میلیمتری برای مدل Deadpool استفاده کنم. به جای ارتفاع لایه 0.2 میلی متری استفاده شده.

در برخی موارد، خطوط لایه می تواند برای مدل نهایی مفید باشد، اگر به دنبال یک لایه خام و ناهموار هستید. نگاه کنید.

حذف ساپورتها با نازلهای کوچکتر آسانتر است
بسیار خوب، اکنون عامل دیگری که با نازلهای کوچکتر وارد میشود، ساپورتها هستند و آنها را آسانتر میکند. برای حذف از آنجایی که ما دقت بیشتری داریم، آن را نیز در ما می آیدهنگامی که پرینت سه بعدی پشتیبانی میشود، بیشتر از حد اکسترود نمیشوند و محکم به مدل متصل نمیشوند.
در مقایسه با ساپورتهای چاپ شده از یک نازل بزرگ، معمولاً ساپورتهای چاپ شده از یک نازل با قطر کوچک راحتتر برداشته میشوند.
من در واقع مقالهای درباره نحوه حذف آسانتر پشتیبانی از پرینت سه بعدی نوشتم که میتوانید آن را بررسی کنید.
نازلهای کوچکتر مشکلات گرفتگی ایجاد میکنند
نازلهای با قطر کوچکتر نمیتوانند به عنوان اکسترود شوند. رشته های بسیار ذوب شده به عنوان نازل های بزرگتر، بنابراین به سرعت جریان کمتری نیاز دارند. هرچه نازل کوچکتر باشد، به دلیل سوراخ کوچکتر آن بیشتر در معرض گرفتگی قرار می گیرد.
اگر با یک نازل با قطر کمتر با مشکل گرفتگی مواجه شدید، می توانید دمای چاپ خود را افزایش دهید، یا ممکن است مفیدتر باشد. برای کاهش سرعت چاپ، بنابراین اکستروژن از نازل با جریان اکسترودر مطابقت داشته باشد.
ارتفاع لایه بسیار کوچک
توصیه میشود که ارتفاع لایه باید بین 25 تا 80 درصد باشد. اندازه نازل که به این معنی است که یک نازل با قطر کوچک ارتفاع لایه بسیار کمی خواهد داشت. به عنوان مثال، یک نازل 0.2 میلی متری حداقل ارتفاع لایه 0.05 و حداکثر 0.16 میلی متر خواهد داشت.
ارتفاع لایه مهم ترین عامل در تعیین دقت چاپ و زمان چاپ است، بنابراین بالانس کردن این مناسب ضروری است. .
نازل های کوچکتر اورهانگ با کیفیت بهتری دارند
زمانی که می خواهید با موفقیت یک اورهنگ را چاپ کنید که طولانی استاکستروژن مواد بین دو نقطه مرتفع، گفته میشود که آنها با نازلهای کوچکتر بسیار بهتر عمل میکنند.
این عمدتاً به این دلیل است که به کمک فنهای خنککننده، اورهانگها در هنگام خنککردن ارتفاع لایههای کوچکتر یا عرض خطوط بهتر عمل میکنند، زیرا وجود دارد. مواد کمتری برای خنک شدن است. این منجر به خنکسازی سریعتر میشود، بنابراین مواد در هوا بدون مشکلات زیادی سخت میشوند.
همچنین، هنگام محاسبه درجات برآمدگی در یک مدل، لایههای ضخیمتر فاصله بیشتری برای غلبه بر روی آن دارند، در حالی که لایههای نازکتر از لایه زیر پشتیبانی بیشتری داشته باشید.
این منجر به لایههای نازکی روی یک نازل کوچک میشود که نیاز به غلبه بر برآمدگی کمتر دارد.
در ویدیوی Belos به چگونگی دستیابی به اورهنگهای واقعا خوب در پرینتهای سهبعدی اشاره میشود. .
نازل های کوچکتر ممکن است با فیلامنت ساینده مشکل داشته باشند
مشابه با مشکل گرفتگی، نازل های با قطر کوچکتر هنگام چاپ سه بعدی با رشته ساینده بهترین گزینه نیستند. نه تنها ممکن است مسدود شوند، بلکه به سوراخ نازل نیز آسیب میرسانند، که تأثیر بیشتری بر روی یک نازل کوچک و دقیق دارد. کامپوزیت فیبر کربنی تاریک، پرکننده مس و نایلون.
همچنین ببینید: بهترین سطح ساخت برای PLA، ABS، PETG، و. TPUهنوز امکان استفاده از یک نازل کوچکتر با این رشته های ساینده وجود دارد، اما من سعی می کنم در بیشتر موارد از آن اجتناب کنم.
6>آیا باید قطر نازل پرینتر سه بعدی بزرگ را انتخاب کنم؟ - 0.4 میلی متر و آمپر بالا
ما داریمبا استفاده از یک نازل بزرگتر در بخش بالا صرفه جویی قابل توجهی در زمان صرفه جویی کردیم، بنابراین اجازه دهید به چند جنبه دیگر نگاه کنیم.
استحکام
CNC Kitchen و Prusa Research به تفاوت در استحکام پرینتهای سهبعدی، هنگام استفاده از نازلهای کوچک در مقابل بزرگتر، و آنها دریافتند که نازلهای بزرگتر برای استحکام بسیار بهتر عمل میکنند.
این عمدتاً به دلیل ضخامت اضافی اکسترود شده در دیوارها، استحکام بیشتری به چاپهای سه بعدی میدهد. به عنوان مثال، اگر 3 محیط در یک پرینت سه بعدی دارید، سپس از یک نازل بزرگتر استفاده می کنید، دیوارهای بزرگتر را اکسترود می کنید که به معنی استحکام است.
می توان دیوارهای ضخیم را با نازل کوچکتر اکسترود کرد، اما وقتی زمان را نیز در نظر بگیرید، باید فداکاری کنید.
شما میتوانید عرض خط و ارتفاع لایه پرینتهای سه بعدی خود را با نازل کوچکتر افزایش دهید، اما در یک نقطه خاص، ممکن است در چاپ با مشکل مواجه شوید. اشیا با موفقیت انجام شد.
Prusa دریافت که مزیت استفاده از یک نازل بزرگتر، از 0.4 میلی متر به یک نازل 0.6 میلی متری، باعث افزایش 25.6 درصدی مقاومت در برابر ضربه به اجسام می شود.
یک نازل بزرگ یک دسته ای از استحکام اضافی، به ویژه در قسمت های انتهایی. نتایج تحقیقات Prusa ادعا می کند که شی چاپ شده توسط یک نازل بزرگ دارای چقرمگی بالایی بوده و قابلیت جذب ضربه بالاتری دارد.
طبق تحقیقات، مدل چاپ شده با نازلی به قطر 0.6 میلی متر می تواند جذب کند. 25٪ انرژی بیشتر در مقایسهبه شی چاپ شده با یک نازل 0.4 میلی متری.
احتمال گرفتگی با نازل بزرگ کمتر است
همانطور که احتمال گرفتگی در نازل های کوچکتر وجود دارد، نازل های بزرگتر نیز کمتر احتمال دارد که مسدود شوند، به دلیل آزادی بیشتری با نرخ جریان فیلامنت دارند. یک نازل بزرگتر فشار زیادی ایجاد نمیکند و در اکسترود کردن فیلامنت، مطابق با اکسترودر، دچار مشکل میشود.
زمانهای چاپ سریعتر
نازل با قطر زیاد به فیلامنت بیشتری اجازه اکسترود شدن را میدهد. که منجر به چاپ مدل به روشی بسیار سریعتر می شود.
این نازل ها زمانی عالی هستند که شما نیاز به چاپ شیئی دارید که نیازی به ظاهری جذاب ندارد و چندان پیچیده نیست. همچنین برای صرفه جویی در زمان، انتخاب ایده آلی است.
رشد رشته های ساینده با یک نازل بزرگ آسان تر است
اگر به دنبال پرینت سه بعدی با فیلامنت ساینده هستید، توصیه می کنم از آن استفاده کنید. نازل استاندارد 0.4 میلیمتری یا بزرگتر، زیرا احتمال گرفتگی آنها کمتر است.
حتی زمانی که یک نازل با قطر بزرگتر مسدود میشود، در مقایسه با نازلهایی مانند قطر کمتر، زمان آسانتری برای رفع مشکل خواهید داشت. 0.2mm.
یکی از عوامل مهم تر در مورد رشته های ساینده، مواد نازلی است که استفاده می کنید، زیرا نازل استاندارد برنجی دوام زیادی نخواهد داشت، زیرا فلز نرم تری است.
ارتفاع لایه بزرگتر است
اندازه های نازل بزرگ ارتفاع لایه بالاتری خواهند داشت.
همانطور که توصیه می شود، ارتفاع لایهنباید از 80٪ اندازه نازل تجاوز کند، بنابراین قطر نازل 0.6 میلی متری باید حداکثر ارتفاع لایه 0.48 میلی متر داشته باشد، در حالی که قطر نازل 0.8 میلی متر باید حداکثر ارتفاع لایه 0.64 میلی متر داشته باشد.
کم وضوح & دقت
همانطور که در بالا ذکر شد، با افزایش قطر نازل، کیفیت چاپ شما خیلی جزئی نخواهد بود.
از آنجایی که یک نازل بزرگ لایه های ضخیم تری را بیرون می کشد، باید در زمانی که بالاتر از آن استفاده می شود استفاده شود. دقت یا وضوح بالاتر لازم نیست. یک نازل بزرگ یک انتخاب ایده آل برای پرینت های سه بعدی است.

چه اندازه نازل چاپگر سه بعدی را باید انتخاب کنید؟
بهترین اندازه نازل برای انتخاب یک نازل 0.4 میلی متری برای اکثر چاپ های سه بعدی استاندارد است. اگر میخواهید مدلهایی با جزئیات بسیار زیاد چاپ کنید، از یک نازل 0.2 میلیمتری استفاده کنید. اگر می خواهید سریعتر پرینت سه بعدی کنید، از نازل 0.8 میلی متری استفاده کنید. برای رشته هایی که ساینده هستند مانند PLA پرکننده چوب، یک نازل 0.6 میلی متری یا بزرگتر به خوبی کار می کند.
لازم نیست فقط یک اندازه نازل انتخاب کنید. با نازلهای اکسترودر LUTER 24PCs MK8 M6 از آمازون، میتوانید خودتان آنها را امتحان کنید!
من همیشه توصیه میکنم چند قطر نازل را امتحان کنید تا بتوانید تجربه دست اولی را در مورد شکل آن بدست آورید. شما این افزایش زمان چاپ را با نازلهای کوچکتر احساس خواهید کرد و با نازلهای بزرگتر، آن چاپهای با کیفیت پایینتر را مشاهده خواهید کرد.
شما دریافت میکنید:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- جعبه ذخیره سازی رایگان

با تجربه، شما بسیار مجهزتر هستید تصمیم بگیرید که کدام نازل را برای هر پرینت سه بعدی انتخاب کنید. بسیاری از مردم فقط به نازل 0.4 میلی متری می چسبند زیرا انتخاب آسان تری است، اما مزایای بسیاری وجود دارد که افراد از آنها غافل می شوند.
چیزی مانند یک چاپ سه بعدی کاربردی یا حتی یک گلدان می تواند با 1 میلی متری عالی به نظر برسد. نازل پرینت های سه بعدی کاربردی نیازی به زیبا به نظر رسیدن ندارند، بنابراین نازل 0.8 میلی متری می تواند بسیار تضمین شود.
یک مینیاتور دقیق مانند یک اکشن فیگور یا پرینت سه بعدی از سر افراد مشهور با یک نازل کوچکتر بهتر است. مانند یک نازل 0.2 میلی متری.
هنگام انتخاب اندازه نازل برای پرینت سه بعدی شما باید عوامل مختلفی در نظر گرفته شود.
همانطور که تمام حقایق مهم در بالا در مورد نازل های کوچک و بزرگ توضیح داده شده است. ، در زیر نکاتی وجود دارد که به شما در انتخاب دقیق سایز نازل کمک می کند.
اگر زمان دغدغه اصلی شماست و باید پروژه ای را در مدت زمان کوتاهی به پایان برسانید، باید به سراغ نازلی با نازل بزرگ بروید. قطر چون فیلامنت بیشتری را اکسترود می کند. در مقایسه با سایز نازل کوچک، زمان کمتری برای تکمیل یک پروژه نیاز دارند.
اگر میخواهید مدلهای بزرگ را چاپ کنید یا چیزی را با محدودیت زمانی چاپ میکنید، اندازههای نازل بزرگتر مانند 0.6 میلیمتر یا 0.8 میلیمتر خواهند بود. انتخاب ایدهآل.
همچنین ببینید: چگونه Ender 3 Bed را به درستی تراز کنیم - مراحل سادهبرای مدلهای با جزئیات بیشتر یا دقت بالا