
সুচিপত্র
নজলের আকার এবং উপাদান আপনার 3D প্রিন্টিং ফলাফলে একটি উল্লেখযোগ্য পার্থক্য করে, বিশেষ করে যখন আপনি আরও ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণ ব্যবহার করেন। আপনি নিশ্চিত করতে চান যে আপনি আপনার প্রকল্পের জন্য সেরা অগ্রভাগের আকার এবং উপাদান নির্বাচন করছেন, তাই এই নিবন্ধটি আপনাকে ঠিক এটি করতে সহায়তা করবে।
নজলের আকার নির্ধারণের সর্বোত্তম উপায় & উপাদান হল আপনার লক্ষ্যগুলি জানা, আপনি একটি বিশদ মডেল চান বা দ্রুততম সময়ে বেশ কয়েকটি মডেল মুদ্রণ করতে চান। আপনি যদি বিস্তারিত চান, একটি ছোট অগ্রভাগের আকার চয়ন করুন, এবং যদি আপনি একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপাদান দিয়ে মুদ্রণ করেন, একটি শক্ত ইস্পাত অগ্রভাগ ব্যবহার করুন।
আপনি আপনার 3D প্রিন্টিং যাত্রায় আরও এগিয়ে গেলে, আপনি শুরু করবেন বিভিন্ন ক্ষেত্রে উন্নতি করতে যা আপনার মুদ্রণের মানের কার্যকারিতা বাড়ায়।
এই নিবন্ধটির বাকি অংশ আপনাকে অগ্রভাগের আকার এবং উপাদানের ক্ষেত্রে সাহায্য করবে এবং আপনাকে কিছু দরকারী তথ্য দেবে যা আপনাকে পথ চলতে সাহায্য করবে, তাই রাখুন পড়ার সময়।
3D প্রিন্টিংয়ের জন্য আমি কীভাবে সঠিক অগ্রভাগের আকার বেছে নেব?
সাধারণত অগ্রভাগের আকার 0.1 মিমি থেকে 1 মিমি পর্যন্ত হয় এবং আপনি বিভিন্ন বিকল্প থেকে বেছে নিতে পারেন আপনার প্রয়োজনীয়তার উপর। 0.4 মিমি একটি 3D প্রিন্টারের আদর্শ অগ্রভাগের আকার হিসাবে বিবেচিত হয় এবং প্রায় সমস্ত নির্মাতারা তাদের প্রিন্টারগুলিতে এই আকারের একটি অগ্রভাগ অন্তর্ভুক্ত করে৷
নজলটি 3D প্রিন্টারের সবচেয়ে প্রয়োজনীয় অংশগুলির মধ্যে একটি যা মুদ্রণে অবদান রাখে 3D মডেলের প্রক্রিয়া।
একটি গুরুত্বপূর্ণমডেলের জন্য, আপনি একটি 0.2 মিমি বা 0.3 মিমি মডেলের জন্য যেতে চাইবেন৷
সাধারণ 3D প্রিন্টিং অ্যাক্টিভিটিগুলির জন্য, 0.3 মিমি অগ্রভাগ থেকে 0.5 মিমি অগ্রভাগ পর্যন্ত যে কোনও জায়গায় পুরোপুরি সূক্ষ্ম৷
0.1 মিমি অগ্রভাগ দিয়ে কি 3D প্রিন্ট করা সম্ভব?
আপনি আসলেই একটি 0.1 মিমি অগ্রভাগ দিয়ে 3D প্রিন্ট করতে পারেন, তবে আপনাকে প্রথমে আপনার লাইনের প্রস্থ কিউরা বা আপনার নির্বাচিত স্লাইসারে 0.1 মিমিতে সেট করতে হবে। আপনার স্তরের উচ্চতা অগ্রভাগের ব্যাসের 25%-80% এর মধ্যে হওয়া উচিত, তাই এটি 0.025mm এবং amp; 0.08 মিমি।
আমি অনেক কারণের জন্য 0.1 মিমি অগ্রভাগ দিয়ে 3D প্রিন্ট করার পরামর্শ দেব না, যদি না আপনি কিছু সত্যিকারের ছোট মিনিয়েচার তৈরি করেন।
প্রথম জিনিসটি হল আপনার কতক্ষণ 0.1 মিমি অগ্রভাগ দিয়ে 3D প্রিন্ট নেওয়া হবে। আমি, ন্যূনতম, 0.2 মিমি অগ্রভাগের জন্য 3D প্রিন্টের জন্য সত্যিই সূক্ষ্ম বিবরণ দিতে চাই কারণ আপনি একটি অগ্রভাগের ব্যাস যে কম এ আশ্চর্যজনক গুণমান পেতে পারেন।
এত ছোট মুদ্রণে আপনার ব্যর্থতার সম্ভাবনা বেশি। অগ্রভাগ, প্রথম স্তরের উচ্চতার কারণে ছোট অগ্রভাগের ব্যাসের জন্য এত ছোট হওয়া দরকার। এছাড়াও, এইরকম একটি ছোট গর্তের মধ্য দিয়ে গলিত ফিলামেন্টকে ঠেলে দেওয়ার জন্য যে চাপের প্রয়োজন হয় তা সমস্যাজনক হতে চলেছে৷
অর্থপূর্ণ কিছু করার জন্য আপনাকে সত্যিই ধীরে ধীরে এবং উচ্চ তাপমাত্রা সহ 3D প্রিন্ট করতে হবে, এবং এটি এর নিজস্ব মুদ্রণ সমস্যা হতে পারে। সরানোর জন্য প্রয়োজনীয় পদক্ষেপগুলি সত্যিই ছোট হতে পারে এবং এর ফলে প্রিন্ট আর্টিফ্যাক্ট/অসম্পূর্ণতাও হতে পারে।
আরেকটি জিনিসের জন্য খুব বেশি সুর করা প্রয়োজন3D প্রিন্টার একটি নিখুঁত সহনশীলতা পাওয়া থেকে, স্টেপার/গিয়ার অনুপাত প্রায় নিখুঁতভাবে ক্যালিব্রেট করা পর্যন্ত। একটি 0.1 মিমি অগ্রভাগ দিয়ে সফলভাবে মুদ্রণ করার জন্য আপনার একটি কঠিন 3D প্রিন্টার এবং অনেক অভিজ্ঞতার প্রয়োজন হবে৷
এক্সট্রুশন/লাইন প্রস্থ বনাম অগ্রভাগের ব্যাস সাইজ
অনেকে জিজ্ঞাসা করেন আপনার লাইনের প্রস্থ সমান হওয়া উচিত কিনা আপনার অগ্রভাগের আকার, এবং Cura তাই মনে হয়. Cura-তে ডিফল্ট সেটিং হল লাইনের প্রস্থ স্বয়ংক্রিয়ভাবে আপনি সেটিংসে সেট করা সঠিক অগ্রভাগের ব্যাসে পরিবর্তন করতে হবে।
3D প্রিন্টিং সম্প্রদায়ের মানক নিয়ম হল আপনার লাইন বা এক্সট্রুশন প্রস্থ সেট না করা অগ্রভাগ ব্যাস। সূক্ষ্ম মানের প্রিন্ট এবং ভাল আনুগত্য পেতে, আপনি আপনার অগ্রভাগের ব্যাসের প্রায় 120% করতে পারেন৷
Slic3r সফ্টওয়্যারটি স্বয়ংক্রিয়ভাবে লাইনের প্রস্থকে অগ্রভাগের ব্যাসের 120% এ সেট করে৷
নীচের ভিডিওতে সিএনসি কিচেন দ্বারা, স্টেফানের শক্তি পরীক্ষায় দেখা গেছে যে প্রায় 150% এর এক্সট্রুশন প্রস্থ সবচেয়ে শক্তিশালী 3D প্রিন্ট তৈরি করে, বা সর্বোচ্চ 'ফেল্যুর স্ট্রেন্থ' ছিল।
কেউ কেউ বলে যে লাইনের প্রস্থটি বিবেচনা করে সেট করা উচিত স্তরের উচ্চতা এবং অগ্রভাগের ব্যাস।
উদাহরণস্বরূপ, যদি আপনার একটি অগ্রভাগ 0.4 মিমি থাকে এবং আপনি 0.2 মিমি উচ্চতার স্তরে মুদ্রণ করেন তবে আপনার লাইনের প্রস্থ এই দুটি চিত্রের সমষ্টি হওয়া উচিত যেমন 0.4 + 0.2 = 0.6 মিমি।
কিন্তু গভীর গবেষণার পরে, বিশেষজ্ঞরা দাবি করেছেন যে উচ্চ মানের 3D মডেল প্রিন্ট করার জন্য আদর্শ লাইনের প্রস্থ প্রায় 120% হওয়া উচিতঅগ্রভাগের ব্যাস। এই পরামর্শ অনুসারে, 0.4 মিমি অগ্রভাগ দিয়ে প্রিন্ট করার সময় লাইনের প্রস্থ প্রায় 0.48 মিমি হওয়া উচিত।
এক্সট্রুশন প্রস্থ অনেক সুবিধা নিয়ে আসতে পারে তবে একটি প্রধানটি হল শক্তি।
যেখানে একটি পাতলা লাইন প্রস্থ আরও সঠিকতা এবং মসৃণ বস্তুর আকৃতি নিশ্চিত করে এবং প্রবাহ ত্রুটির সম্ভাবনা কমিয়ে দেয়, উচ্চ এক্সট্রুশন প্রস্থ একটি ব্যাপক শক্তি প্রদান করে কারণ এটি স্তরকে একত্রিত করে এবং পদার্থ সংকুচিত হয়।
যদি আপনি কিছু মুদ্রণ করতে চান যেমন একটি কার্যকরী যে বস্তুর শক্তি প্রয়োজন, তারপরে একটি উচ্চ এক্সট্রুশন প্রস্থ সেট করা সাহায্য করতে পারে৷
এক্সট্রুশন প্রস্থ পরিবর্তন করার সময়, সেই অনুযায়ী তাপমাত্রা এবং শীতল প্রক্রিয়া পরিচালনা করার পরামর্শ দেওয়া হয় যাতে প্রিন্টারটি সর্বোত্তম প্রিন্টিং পরিবেশ পেতে পারে৷<1
ডাই সোয়েল নামক একটি ঘটনা আছে যা এক্সট্রুড উপাদানের প্রকৃত প্রস্থকে বাড়িয়ে দেয়, তাই একটি 0.4 মিমি অগ্রভাগ 0.4 মিমি চওড়া প্লাস্টিকের একটি লাইনকে বের করে দেয় না।
অভ্যন্তরে এক্সট্রুশন চাপ অগ্রভাগের মধ্য দিয়ে বের হওয়ার সাথে সাথে অগ্রভাগ তৈরি হয়, কিন্তু প্লাস্টিককে সংকুচিত করে। একবার সংকুচিত প্লাস্টিক বের হয়ে গেলে, এটি অগ্রভাগ থেকে বেরিয়ে যায় এবং প্রসারিত হয়। আপনি যদি ভাবছেন কেন 3D প্রিন্টগুলি সামান্য সঙ্কুচিত হয়, তাহলে এটি কারণের একটি অংশ৷
এটি একটি 3D প্রিন্ট জুড়ে বিছানা আনুগত্য এবং স্তর আনুগত্যের ক্ষেত্রে একটি ভাল কাজ করে৷
উদাহরণে যেখানে আপনি দুর্বল আনুগত্য পাচ্ছে, কিছু লোক তাদের 'প্রাথমিক স্তর লাইন প্রস্থ' বাড়িয়ে দেবেCura-তে সেটিং।
3D প্রিন্টিংয়ের জন্য বেছে নেওয়ার জন্য সেরা অগ্রভাগের উপাদান কী?
3D প্রিন্টিং-এ কয়েক ধরনের অগ্রভাগের উপকরণ ব্যবহার করা হয়:
- পিতলের অগ্রভাগ (সবচেয়ে সাধারণ)
- স্টেইনলেস স্টিলের অগ্রভাগ
- কঠিন ইস্পাত অগ্রভাগ
- রুবি-টিপড অগ্রভাগ
- টংস্টেন অগ্রভাগ
বেশিরভাগ ক্ষেত্রে, একটি ব্রাস অগ্রভাগ মানক উপকরণ দিয়ে মুদ্রণের জন্য ঠিক কাজ করবে, কিন্তু আপনি যখন আরও উন্নত ফিলামেন্টে প্রবেশ করবেন, তখন আমি একটি শক্ত উপাদানে পরিবর্তন করার পরামর্শ দেব৷
আমি এর মাধ্যমে যাব। নিচের প্রতিটি উপাদানের ধরন।
ব্রাস অগ্রভাগ
পিতলের অগ্রভাগ 3D প্রিন্টারে সবচেয়ে বেশি ব্যবহৃত অগ্রভাগ, এর খরচ, তাপ পরিবাহিতা এবং স্থিতিশীলতার জন্য।
এটি আপনাকে প্রায় সব ধরনের ফিলামেন্ট যেমন PLA, ABS, PETG, TPE, TPU, এবং নাইলন দিয়ে মুদ্রণ করতে দেয়।
ব্রাস নজলগুলির একমাত্র অসুবিধা হল আপনি ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের সাহায্যে প্রিন্ট করতে পারবেন না কারণ এটি এমনভাবে পরিচালনা করতে পারে না। ব্যাপকভাবে ফিলামেন্ট। যতক্ষণ আপনি নন-ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের সাথে লেগে থাকবেন, ব্রাসের অগ্রভাগগুলি দুর্দান্ত৷
এগুলি কার্বন ফাইবারের মতো একটি ফিলামেন্টের সাথে খুব বেশিক্ষণ স্থায়ী হবে না, যা অত্যন্ত ঘর্ষণকারী হিসাবে পরিচিত৷
উপরে উল্লিখিত হিসাবে, আমি 24PCs LUTER ব্রাস নজল নিয়ে যাবো, যা আপনাকে একটি উচ্চ মানের, পুরো পরিসরের অগ্রভাগের আকার দেয়।

স্টেইনলেস স্টিল অগ্রভাগ
একটি অগ্রভাগ যা ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টগুলি পরিচালনা করতে পারে তা হল স্টেইনলেস স্টিলের অগ্রভাগ, যদিও আরেকটি উল্টো দিক হল এটি কেমনখাবারের সাথে জড়িত পণ্যগুলির জন্য ব্যাপকভাবে ব্যবহৃত হয়৷
আপনাকে নিশ্চিত করতে হবে যে আপনার অগ্রভাগ সীসা-মুক্ত যাতে এটি 3D প্রিন্টগুলিকে দূষিত না করে, যা স্টেইনলেস স্টিলের অগ্রভাগগুলি প্রমাণ করতে পারে৷
এটি নিরাপদ এবং ত্বক বা খাবারের সংস্পর্শে আসতে পারে এমন বস্তু মুদ্রণ করতে ব্যবহার করা যেতে পারে। এই সত্যটি মনে রাখবেন যে এই অগ্রভাগগুলি কেবলমাত্র অল্প সময়ের জন্য বেঁচে থাকতে পারে এবং আপনি মাঝে মাঝে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহ একটি বস্তু প্রিন্ট করার প্রয়োজন হলেই ক্রয় করা উচিত।
নিশ্চিত করুন যে আপনি একটি নামীদামীর কাছ থেকে অগ্রভাগ কিনছেন। সরবরাহকারী।
Amazon থেকে Uxcell 5Pcs MK8 স্টেইনলেস স্টীল অগ্রভাগ বেশ ভালো দেখাচ্ছে।

কঠিন ইস্পাত অগ্রভাগ
ব্যবহারকারীরা ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহ প্রিন্ট করতে পারেন। এবং একটি শক্ত ইস্পাত অগ্রভাগের সেরা জিনিসগুলির মধ্যে একটি হল এর স্থায়িত্ব, এটি ব্রাস এবং স্টেইনলেস স্টিলের অগ্রভাগের তুলনায় অনেক বেশি সময় ধরে বাঁচতে পারে৷
কঠিন ইস্পাত অগ্রভাগ সম্পর্কে একটি জিনিস জানা উচিত যে তারা কম অফার করে তাপ সঞ্চালন এবং মুদ্রণের জন্য উচ্চ তাপমাত্রার প্রয়োজন হয় এবং এগুলি সীসা-মুক্ত নয় যা ব্যবহারকারীদের ত্বক বা খাবারের সংস্পর্শে আসতে পারে এমন বস্তু মুদ্রণের জন্য ব্যবহার করতে বাধা দেয়৷
যারা ঘষিয়া তুলিয়া ফেলিতে সক্ষম প্রিন্ট করেন তাদের জন্য এটি সর্বোত্তম। ফিলামেন্টগুলি প্রায়শই স্টেইনলেস স্টিলের অগ্রভাগের চেয়ে অনেক বেশি সময় বাঁচতে পারে।
কঠিন ইস্পাত অগ্রভাগ NylonX, কার্বন ফাইবার, ব্রাস-ভর্তি, ইস্পাত-ভরা, লোহা-ভরা, কাঠ-ভরা, সিরামিক-ভর্তি, এর সাথে সুন্দরভাবে কাজ করে এবং গ্লো-ইন-ডার্কফিলামেন্ট।
আমি অ্যামাজন থেকে GO-3D হার্ডেনড স্টিল নজল নিয়ে যাবো, অনেক ব্যবহারকারী পছন্দ করেন এমন একটি পছন্দ।

রুবি-টিপড নজল
এটি একটি অগ্রভাগের হাইব্রিড যা প্রধানত পিতল দিয়ে তৈরি, তবে এর একটি রুবি টিপ রয়েছে৷
পিতল স্থিতিশীলতা এবং ভাল তাপ পরিবাহিতা প্রদান করে, যখন রুবি টিপগুলি অগ্রভাগের আয়ু বাড়ায়৷ এটি আরেকটি উপাদান যা আশ্চর্যজনক স্থায়িত্ব এবং সূক্ষ্মতা প্রদান করে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের সাথে সুন্দরভাবে কাজ করতে পারে।
এগুলি বিশেষভাবে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট ব্যবহারকারীদের জন্য ডিজাইন করা হয়েছে এবং একটি সর্বোত্তম বিকল্প হিসাবে বিবেচনা করা হয় কারণ তারা ধ্রুবক ঘর্ষণ সহ্য করতে পারে। একমাত্র জিনিস যা এটিকে কম জনপ্রিয় করে তোলে তা হল এর উচ্চ মূল্য৷
BC 3D MK8 রুবি নজল হল Amazon থেকে একটি দুর্দান্ত পছন্দ, PEEK, PEI, নাইলন এবং আরও অনেক কিছুর মতো বিশেষ উপকরণগুলির সাথে মসৃণভাবে কাজ করে৷
আরো দেখুন: কিভাবে কাঠের ফিলামেন্টের সাথে সঠিকভাবে 3D প্রিন্ট করা যায় - একটি সহজ গাইড 
টংস্টেন অগ্রভাগ
এই অগ্রভাগের উচ্চ পরিধান এবং টিয়ার প্রতিরোধ ক্ষমতা রয়েছে এবং এটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের সাথে ক্রমাগত প্রচুর সময় ব্যবহার করা যেতে পারে। আপনি যতই সময় ব্যবহার করুন না কেন, আপনাকে ধারাবাহিকভাবে দুর্দান্ত ফলাফল দেওয়ার জন্য এর আকার এবং আকৃতি একই হওয়া উচিত।
এটি ভাল তাপ পরিবাহিতা সরবরাহ করে যা তাপকে অগ্রভাগের অগ্রভাগে পৌঁছাতে এবং তাপমাত্রা বজায় রাখতে সহায়তা করে। গলিত ফিলামেন্ট।
অনন্য অভ্যন্তরীণ কাঠামো এবং ভাল তাপ পরিবাহিতা প্রিন্টের গুণমানে আপস না করেই মুদ্রণের গতি বাড়ায়। এটা ঘষিয়া তুলিয়া ফেলিতে সক্ষম এবং অ ঘষিয়া তুলিয়া ফেলিতে সক্ষম উভয় ব্যবহার করা যেতে পারেফিলামেন্ট।
আমাকে Amazon থেকে মিডওয়েস্ট টাংস্টেন M6 এক্সট্রুডার নজল 0.6 মিমি অগ্রভাগের সাথে যেতে হবে। এটি সম্পূর্ণরূপে অ-বিষাক্ত হওয়ায় এটি নিরাপদ এবং ব্যবহার করা সহজ। এই অগ্রভাগটি ইউএস-ভিত্তিক একটি উত্পাদনকারী সংস্থা থেকেও এসেছে, যা সর্বদা স্বাগত!

প্রধান উপকরণগুলির আরও গভীর উত্তরের জন্য, আপনি আমার নিবন্ধ 3D পরীক্ষা করতে পারেন প্রিন্টার অগ্রভাগ – ব্রাস বনাম স্টেইনলেস স্টীল বনাম শক্ত ইস্পাত৷
3D প্রিন্টারের জন্য সেরা অগ্রভাগ কী?
বাছাই করার জন্য সেরা অগ্রভাগ হল সর্বাধিক মানক 3D-এর জন্য একটি ব্রাস 0.4 মিমি অগ্রভাগ মুদ্রণ আপনি যদি অত্যন্ত বিস্তারিত মডেল 3D প্রিন্ট করতে চান, একটি 0.2 মিমি অগ্রভাগ ব্যবহার করুন। আপনি যদি দ্রুত 3D প্রিন্ট করতে চান তবে একটি 0.8 মিমি অগ্রভাগ ব্যবহার করুন। কাঠ-ভর্তি PLA-এর মতো ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টগুলির জন্য, আপনার একটি শক্ত ইস্পাত অগ্রভাগ ব্যবহার করা উচিত।
এই প্রশ্নের সম্পূর্ণ উত্তরের জন্য, এটি সত্যিই আপনার 3D প্রিন্টিং প্রয়োজনীয়তা এবং অ্যাপ্লিকেশনগুলির উপর নির্ভর করে।
আপনি যদি সাধারণ প্রিন্টিং উপকরণ যেমন PLA, PETG, বা ABS ব্যবহার করেন সাধারণ হোম 3D প্রিন্টিং অ্যাপ্লিকেশনের জন্য তাহলে একটি আদর্শ ব্রাস নজল আপনার জন্য আদর্শ হবে। পিতলের সর্বোত্তম তাপ পরিবাহিতা রয়েছে, যা 3D প্রিন্টিংয়ের জন্য ভাল কাজ করে।
আপনি যদি ঘষিয়া তুলিয়া ফেলিতে সক্ষম সামগ্রী প্রিন্ট করতে যান তবে আপনার ব্রাস বাদে অন্যান্য বিকল্পগুলি যেমন শক্ত ইস্পাত বা স্টেইনলেস স্টিলের অগ্রভাগ বিবেচনা করা উচিত।
একটি রুবি-টিপড অগ্রভাগ বা টংস্টেন অগ্রভাগ একটি ভাল পছন্দ হওয়া উচিত যদি আপনি নিয়মিতভাবে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহ বড় মডেল প্রিন্ট করেন।
যদিআপনি এমন জিনিসগুলি মুদ্রণ করেন যা ত্বক বা খাবারের সংস্পর্শে আসে প্রায়শই তাহলে আপনার একটি অগ্রভাগের জন্য যেতে হবে যা সীসা-মুক্ত। স্টেইনলেস স্টিলের অগ্রভাগ এই ধরনের পরিস্থিতিতে আদর্শ৷
3D প্রিন্টার অগ্রভাগের আকার বনাম স্তরের উচ্চতা
বিশেষজ্ঞরা পরামর্শ দেন যে স্তরের উচ্চতা অগ্রভাগের আকার বা ব্যাসের 80% এর বেশি হওয়া উচিত নয়৷ এর মানে হল যে 0.4 মিমি অগ্রভাগ ব্যবহার করার সময় আপনার স্তরের উচ্চতা 0.32 মিমি থেকে বেশি হওয়া উচিত নয়।
আচ্ছা, এটি সর্বোচ্চ স্তরের উচ্চতা, যদি আমরা সর্বনিম্ন স্তরের উচ্চতা সম্পর্কে কথা বলি, তাহলে আপনি নীচে যেতে পারেন পয়েন্ট যেখানে আপনার মেশিন সঠিকভাবে মুদ্রণ করতে পারে। কিছু লোক দাবি করে যে তারা এমনকি 0.4 মিমি অগ্রভাগ দিয়ে 0.04 মিমি স্তরের উচ্চতায় বস্তু মুদ্রিত করেছে।
যদিও আপনি 0.4 মিমি স্তর উচ্চতায় মুদ্রণ করতে পারেন, বিশেষজ্ঞরা পরামর্শ দেন যে আপনার স্তরের উচ্চতা এর চেয়ে কম হওয়া উচিত নয়। অগ্রভাগের আকারের 25% কারণ এটি প্রিন্টের মানের উপর বড় প্রভাব ফেলবে না কিন্তু শুধুমাত্র মুদ্রণের সময় বাড়াবে৷
গতি বনাম গুণমানের মধ্যে ভারসাম্য বজায় রাখার সিদ্ধান্ত, যেখানে আপনি যদি একটি বড়, কার্যকরী আইটেম মুদ্রণ করেন তবে 0.8 মিমি এর মতো একটি বড় অগ্রভাগ ব্যাস ঠিক আছে৷অন্য দিকে, আপনি যদি একটি বিস্তারিত মডেল প্রিন্ট করছেন যেমন একটি ক্ষুদ্রাকৃতি, 0.4 মিমি থেকে 0.2 মিমি পর্যন্ত যে কোন জায়গায় সবচেয়ে বেশি অর্থবহ।
মনে রাখবেন যে কিছু 3D প্রিন্টার তাদের প্রিন্ট রেজোলিউশনে সীমিত, FDM 3D প্রিন্টার সাধারণত 0.05mm থেকে 0.1mm প্রিন্ট রেজোলিউশন দেখে বা 50-100 মাইক্রন। একটি ছোট অগ্রভাগ এই ক্ষেত্রে খুব একটা পার্থক্য আনবে না৷
আপনার 3D প্রিন্টারের জন্য একটি ছোট বা বড় অগ্রভাগ বেছে নেওয়ার ক্ষেত্রে কোন কারণগুলি প্রভাবিত হয় তা ব্যাখ্যা করার জন্য নীচে আমি একটু বিশদে যাব৷
আমার কি একটি ছোট 3D প্রিন্টার নজল ব্যাস ব্যবহার করা উচিত? - 0.4 মিমি এবং নীচে
রেজোলিউশন, যথার্থতা & ছোট অগ্রভাগের মুদ্রণের সময়
আগেই উল্লেখ করা হয়েছে, আপনি 0.4 মিমি, 0.1 মিমি পর্যন্ত ছোট অগ্রভাগের সাথে সর্বোত্তম রেজোলিউশন এবং নির্ভুলতা পেতে যাচ্ছেন, যদিও প্রতিটি 3D মডেল তৈরি করতে সময় লাগবে যথেষ্ট বেশি।
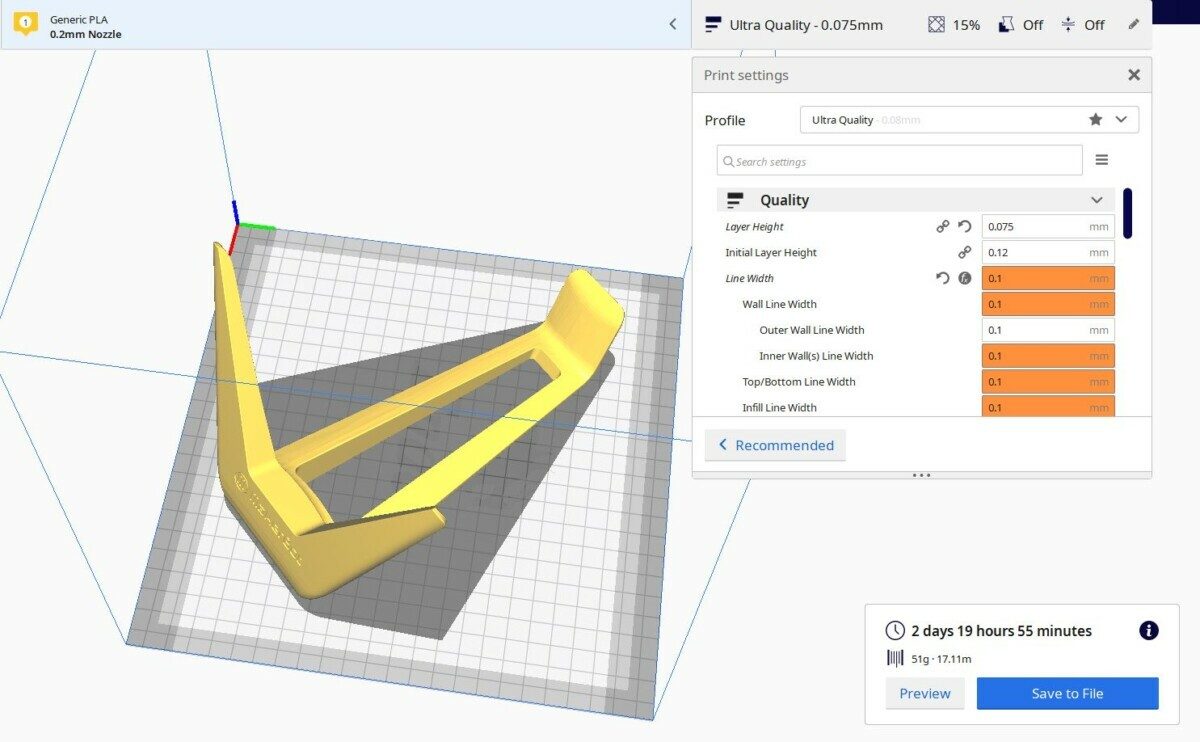
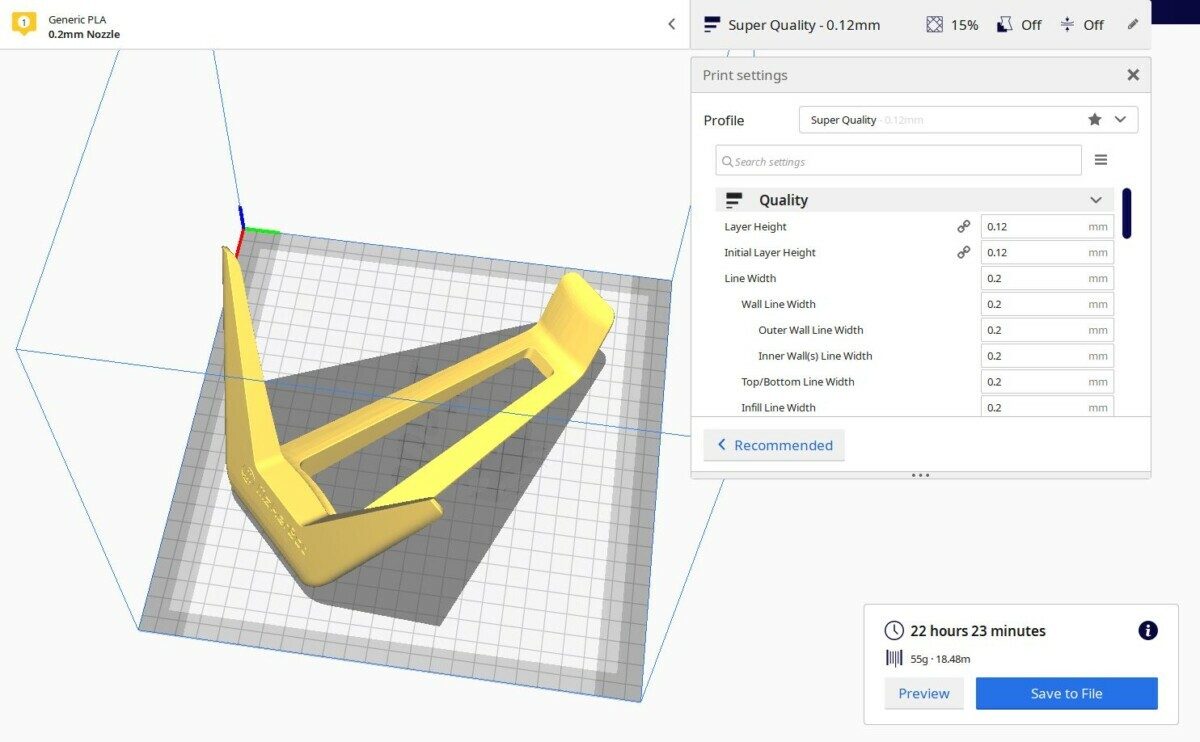
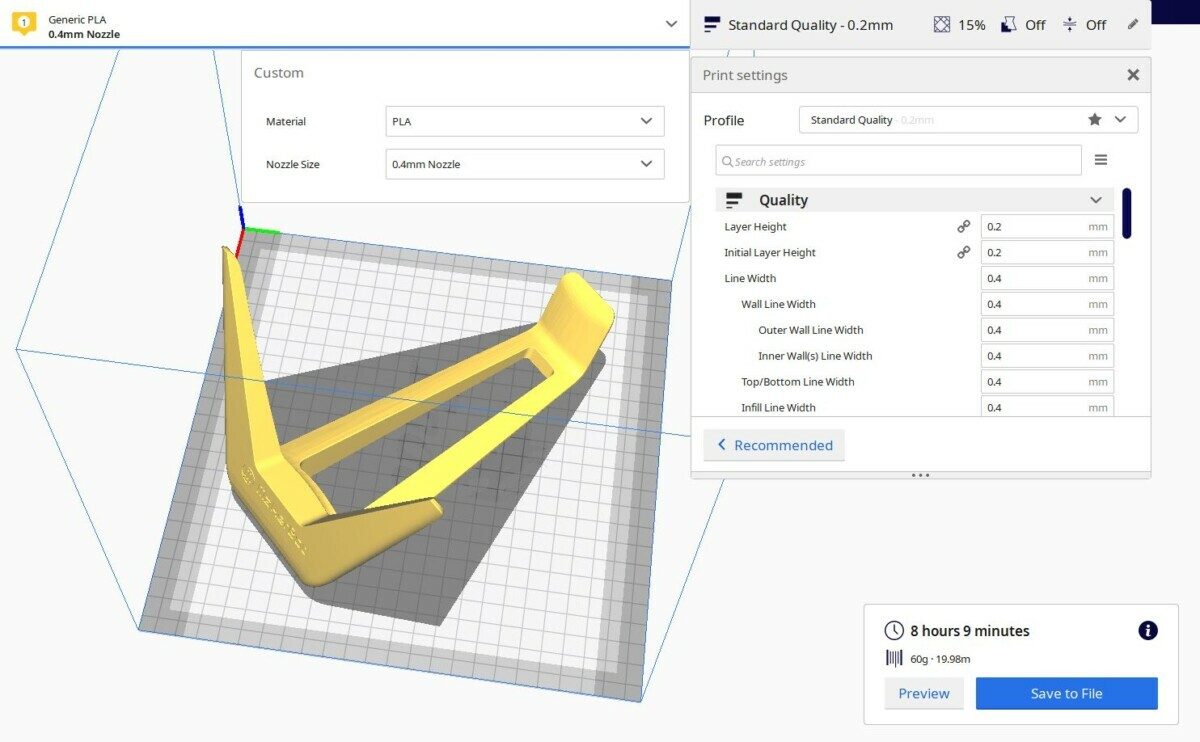
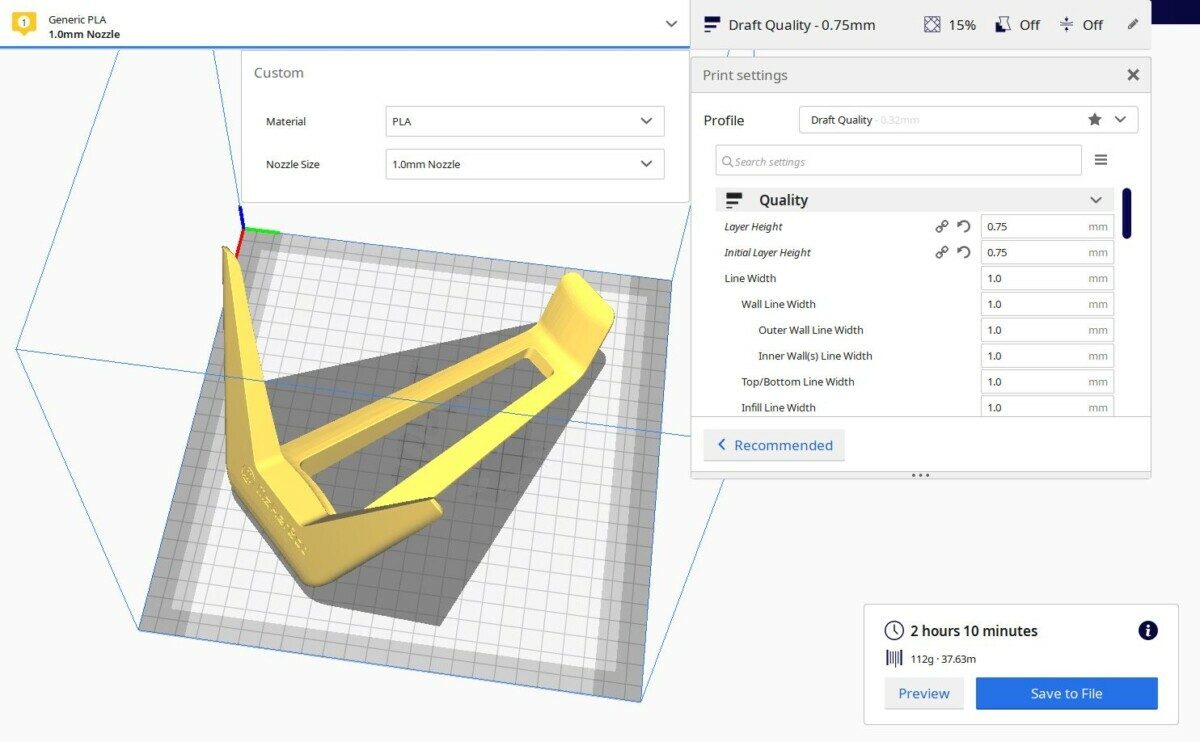
আমি মেকারবট হেডফোন স্ট্যান্ডকে Thingiverse থেকে Cura-তে রেখেছি এবং সামগ্রিক মুদ্রণের সময়ের তুলনায় 0.1mm থেকে 1mm পর্যন্ত বিভিন্ন অগ্রভাগের ব্যাস রেখেছি।
0.1mm অগ্রভাগ সময় নেয় 2 দিন, 19 ঘন্টা এবং 55 মিনিট, 51 গ্রাম উপাদান ব্যবহার করে।
0.2 মিমি অগ্রভাগ 55 গ্রাম উপাদান ব্যবহার করে 22 ঘন্টা 23 মিনিট সময় নেয়
মানক 0.4 মিমি অগ্রভাগ60 গ্রাম উপাদান ব্যবহার করে 8 ঘন্টা এবং 9 মিনিট সময় নেয়।
1 মিমি অগ্রভাগে মাত্র 2 ঘন্টা এবং 10 মিনিট সময় লাগে, তবে 112 গ্রাম উপাদান ব্যবহার করে!
সাধারণত, এই অগ্রভাগগুলির মধ্যে রেজোলিউশন এবং নির্ভুলতার মধ্যে যথেষ্ট পার্থক্য থাকবে, তবে উপরের মত একটি সাধারণ ডিজাইনের সাথে, আপনি এত বড় পার্থক্য দেখতে পাবেন না কারণ সেখানে নেই কোনো সুনির্দিষ্ট বিবরণ।
একটি ডেডপুল মডেলের মতো কিছুর জন্য মোডের নির্ভুলতা প্রয়োজন, তাই আপনি অবশ্যই এটির জন্য 1 মিমি অগ্রভাগ ব্যবহার করতে চাইবেন না। নীচের চিত্রে, আমি একটি 0.4 মিমি অগ্রভাগ ব্যবহার করেছি এবং এটি বেশ ভালভাবে বেরিয়ে এসেছে, যদিও একটি 0.2 মিমি অগ্রভাগ অনেক ভাল হত৷
যদিও, আপনাকে 0.2 মিমি অগ্রভাগে পরিবর্তন করতে হবে না, এবং আপনি সেই নির্ভুলতা থেকে উপকৃত হওয়ার জন্য স্তরের উচ্চতা কমাতে পারেন। এটি শুধুমাত্র তখনই যখন আপনি একটি স্তরের উচ্চতা এত ছোট ব্যবহার করতে চান যে এটি অগ্রভাগের ব্যাসের 25% পরিসর থেকে স্তরের উচ্চতার সুপারিশের মধ্যে পড়ে৷
তাই আমি এখনও ডেডপুল মডেলের জন্য একটি 0.1 মিমি স্তর উচ্চতা ব্যবহার করতে পারি, 0.2 মিমি স্তরের উচ্চতার পরিবর্তে যা ব্যবহার করা হয়েছিল।

কিছু ক্ষেত্রে, লেয়ার লাইনগুলি চূড়ান্ত মডেলের জন্য উপকারী হতে পারে, যদি আপনি একটি কাঁচা, রগড খুঁজছেন দেখুন৷

ছোট অগ্রভাগের সাহায্যে সমর্থনগুলি সরানো সহজ
ঠিক আছে, এখন আরেকটি বিষয় যা ছোট অগ্রভাগের সাথে কার্যকর হয় তা হল সমর্থনগুলি, এবং সেগুলিকে সহজ করে তোলে মুছে ফেলার জন্য. যেহেতু আমাদের আরও নির্ভুলতা আছে, এটি আমাদের মধ্যেও আসেযখন 3D প্রিন্টিং সমর্থন করে, তাই তারা বেশি এক্সট্রুড না করে এবং মডেলের সাথে দৃঢ়ভাবে আবদ্ধ হয় না৷
একটি ছোট ব্যাসের অগ্রভাগ থেকে মুদ্রিত সমর্থনগুলি সাধারণত একটি বড় অগ্রভাগ থেকে 3D মুদ্রিত সমর্থনগুলির তুলনায় সরানো সহজ৷
আমি আসলে একটি নিবন্ধ লিখেছিলাম কিভাবে 3D প্রিন্টিং সমর্থনগুলিকে সরানো সহজতর করা যায় যা আপনি পরীক্ষা করে দেখতে পারেন৷
ছোট নজলগুলি আটকে যাওয়ার সমস্যাগুলি দেয়
ছোট ব্যাসের অগ্রভাগগুলি বের করতে পারে না বড় অগ্রভাগ হিসাবে অনেক গলিত ফিলামেন্ট তাই তাদের প্রবাহ হার কম প্রয়োজন। অগ্রভাগ যত ছোট হবে, তার ছোট ছিদ্রের কারণে এটি আটকে যাওয়ার জন্য তত বেশি সংবেদনশীল।
যদি আপনি একটি ছোট ব্যাসের অগ্রভাগে আটকে যাওয়ার সমস্যায় পড়েন তবে আপনি আপনার মুদ্রণের তাপমাত্রা বাড়ানোর চেষ্টা করতে পারেন, বা আরও সহায়ক হতে পারে মুদ্রণের গতি কমাতে, তাই অগ্রভাগের এক্সট্রুশন এক্সট্রুডার প্রবাহের সাথে মেলে।
খুব ছোট স্তরের উচ্চতা
এটি সুপারিশ করা হয় যে স্তরের উচ্চতা 25% থেকে 80% এর মধ্যে হওয়া উচিত অগ্রভাগের আকার যার মানে একটি ছোট ব্যাসের অগ্রভাগের একটি খুব ছোট স্তরের উচ্চতা থাকবে। উদাহরণস্বরূপ, একটি 0.2 মিমি অগ্রভাগের সর্বনিম্ন স্তরের উচ্চতা 0.05 এবং সর্বোচ্চ 0.16 মিমি হবে৷
স্তরের উচ্চতা হল প্রিন্টের নির্ভুলতা এবং মুদ্রণের সময় নির্ধারণের সবচেয়ে গুরুত্বপূর্ণ কারণ, তাই এই সঠিক ভারসাম্য বজায় রাখা অপরিহার্য৷ .
ছোট অগ্রভাগে উন্নত মানের ওভারহ্যাং থাকে
যখন আপনি সফলভাবে একটি ওভারহ্যাং প্রিন্ট করার চেষ্টা করছেন, যা একটি দীর্ঘদুটি উঁচু বিন্দুর মধ্যে উপাদানের এক্সট্রুশন, তারা ছোট অগ্রভাগের সাথে অনেক ভালো পারফর্ম করে বলে বলা হয়।
এটি প্রধানত কারণ ওভারহ্যাংগুলিকে কুলিং ফ্যান দ্বারা সহায়তা করা হয়, যা ছোট স্তরের উচ্চতা বা লাইন প্রস্থকে ঠান্ডা করার সময় আরও ভাল কাজ করে, কারণ সেখানে শীতল করার জন্য উপাদান কম। এটি দ্রুত শীতল হওয়ার দিকে পরিচালিত করে, তাই উপাদানটি অনেক সমস্যা ছাড়াই মধ্য-বাতাসে শক্ত হয়ে যায়।
এছাড়াও, একটি মডেলে ওভারহ্যাংয়ের ডিগ্রি গণনা করার সময়, ঘন স্তরগুলিকে অতিক্রম করার জন্য ওভারহ্যাং দূরত্ব বেশি হবে, যখন পাতলা স্তরগুলি নীচের স্তর থেকে আরও সমর্থন রয়েছে৷
এটি একটি ছোট অগ্রভাগে পাতলা স্তরের দিকে নিয়ে যায় যা কম ওভারহ্যাং কাটিয়ে উঠতে হয়৷
ভিডিও বেলোস কীভাবে আপনার 3D প্রিন্টে সত্যিই ভাল ওভারহ্যাংগুলি পেতে হয় তা তুলে ধরেছে৷ .
ছোট অগ্রভাগের ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের সমস্যা হতে পারে
ক্লগিংয়ের সমস্যা অনুরূপ, ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহ 3D প্রিন্ট করার সময় ছোট ব্যাসের অগ্রভাগগুলি ব্যবহার করা ভাল নয়। এগুলি কেবল আটকে যাওয়ার সম্ভাবনাই নয়, অগ্রভাগের গর্তেরও ক্ষতি করে, যা একটি সুনির্দিষ্ট, ছোট অগ্রভাগের উপর আরও প্রভাব ফেলবে৷
ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টগুলি যা আপনার এড়ানো উচিত যেমন কাঠ-ভর্তি, গ্লো-ইন- দ্য-ডার্ক, কপার-ফিল, এবং নাইলন কার্বন ফাইবার কম্পোজিট।
এই ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টগুলির সাথে একটি ছোট অগ্রভাগ ব্যবহার করা এখনও খুব সম্ভব, তবে আমি বেশিরভাগ ক্ষেত্রেই এটি এড়াতে চেষ্টা করব।
আমি একটি বড় 3D প্রিন্টার অগ্রভাগ ব্যাস চয়ন করা উচিত? - 0.4 মিমি এবং উপরে
আমরা করেছিউপরের বিভাগে একটি বড় অগ্রভাগ ব্যবহার করে উল্লেখযোগ্য সময় সাশ্রয় হয়েছে, তাই আসুন আরও কয়েকটি দিক দেখি।
শক্তি
সিএনসি কিচেন এবং প্রুসা রিসার্চ এর পার্থক্যের দিকে নজর দিয়েছে 3D প্রিন্টের শক্তি, যখন ছোট বনাম বড় অগ্রভাগ ব্যবহার করে, এবং তারা দেখেছে যে বড় অগ্রভাগ শক্তির জন্য অনেক ভালো কাজ করে৷
এটি প্রধানত 3D প্রিন্টগুলিকে আরও শক্তি দেয় কারণ দেয়ালে অতিরিক্ত পুরুত্ব বহিষ্কৃত হয়৷ উদাহরণস্বরূপ, যদি আপনার একটি 3D প্রিন্টে 3টি ঘের থাকে তবে একটি বড় অগ্রভাগ ব্যবহার করুন, আপনি আরও বড় দেয়াল বের করতে যাচ্ছেন, যা শক্তিতে অনুবাদ করে৷
একটি ছোট অগ্রভাগ দিয়ে মোটা দেয়াল বের করা সম্ভব, কিন্তু যখন আপনি সময়কেও বিবেচনা করেন, তখন আপনাকে ত্যাগ স্বীকার করতে হবে।
আপনি একটি ছোট অগ্রভাগ দিয়ে আপনার 3D প্রিন্টের লাইনের প্রস্থ এবং স্তরের উচ্চতা বাড়াতে পারেন, কিন্তু একটি নির্দিষ্ট সময়ে, আপনার প্রিন্ট করতে সমস্যা হতে পারে বস্তু সফলভাবে।
প্রুসা দেখতে পেয়েছে যে একটি বড় অগ্রভাগ ব্যবহার করার সুবিধা, 0.4 মিমি থেকে 0.6 মিমি অগ্রভাগে যাওয়ার ফলে বস্তুর প্রভাব প্রতিরোধের 25.6% বৃদ্ধি পেয়েছে।
একটি বড় অগ্রভাগ একটি প্রদান করে শক্তির অতিরিক্ত গুচ্ছ, বিশেষ করে শেষ অংশে। প্রুসা রিসার্চের ফলাফলে দাবি করা হয়েছে যে একটি বড় অগ্রভাগ দ্বারা মুদ্রিত বস্তুর দারুন শক্ততা রয়েছে এবং এর শক শোষণ করার ক্ষমতা বেশি।
গবেষণা অনুসারে, 0.6 মিমি ব্যাসের অগ্রভাগ দিয়ে মুদ্রিত মডেলটি শোষণ করতে পারে তুলনায় 25% বেশি শক্তিএকটি 0.4 মিমি অগ্রভাগ দিয়ে মুদ্রিত বস্তুতে।
একটি বড় অগ্রভাগে আটকে থাকার সম্ভাবনা কম
যেমন ছোট অগ্রভাগে আটকে থাকার সম্ভাবনা কম, বড় অগ্রভাগের কারণে আটকে যাওয়ার সম্ভাবনা কম থাকে। ফিলামেন্টের প্রবাহ হারের সাথে আরও স্বাধীনতা আছে। একটি বড় অগ্রভাগ বেশি চাপ তৈরি করবে না এবং এক্সট্রুডারের সাথে সামঞ্জস্য রেখে ফিলামেন্ট বের করতে সমস্যা হবে।
দ্রুত মুদ্রণের সময়
বড় ব্যাসের একটি অগ্রভাগ আরও ফিলামেন্টকে বের করতে দেয় যা মডেলটিকে আরও দ্রুত প্রিন্ট করার দিকে নিয়ে যাবে৷
এই অগ্রভাগগুলি নিখুঁত হয় যখন আপনি এমন একটি বস্তুকে প্রিন্ট করতে চান যার জন্য আকর্ষণীয় চেহারার প্রয়োজন নেই এবং এটি এত জটিল নয়৷ সময় বাঁচানোর ক্ষেত্রেও এটি একটি আদর্শ পছন্দ।
একটি বড় অগ্রভাগের সাহায্যে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহজে প্রবাহিত হয়
আপনি যদি ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্ট সহ 3D প্রিন্ট খুঁজছেন, আমি এটির সাথে লেগে থাকার সুপারিশ করব স্ট্যান্ডার্ড 0.4 মিমি অগ্রভাগ বা তার চেয়ে বড়, যেহেতু সেগুলি আটকে যাওয়ার সম্ভাবনা কম।
এমনকি যখন একটি বড় ব্যাসের অগ্রভাগ আটকে যায়, তখনও আপনি একটি ছোট ব্যাসের অগ্রভাগের তুলনায় সমস্যাটি সমাধান করতে আরও সহজ সময় পাবেন একটি 0.2 মিমি।
আরও একটি গুরুত্বপূর্ণ ফ্যাক্টর যখন এটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের ক্ষেত্রে আসে তা হল অগ্রভাগের উপাদান যা আপনি ব্যবহার করছেন, যেহেতু স্ট্যান্ডার্ড ব্রাস নজলটি একটি নরম ধাতু হওয়ায় খুব বেশি দিন স্থায়ী হয় না।
স্তরের উচ্চতা বড় হয়
বড় অগ্রভাগের মাপের স্তরের উচ্চতা বেশি হবে।
যেমন এটি সুপারিশ করা হয়, স্তরের উচ্চতাঅগ্রভাগের আকারের 80% এর বেশি হওয়া উচিত নয়, তাই একটি 0.6 মিমি অগ্রভাগের ব্যাসের সর্বোচ্চ স্তরের উচ্চতা 0.48 মিমি হওয়া উচিত, যেখানে একটি 0.8 মিমি অগ্রভাগের ব্যাসের সর্বোচ্চ স্তরের উচ্চতা 0.64 মিমি হতে পারে।
নিম্ন রেজোলিউশন & নির্ভুলতা
উপরে উল্লিখিত হিসাবে, অগ্রভাগের ব্যাস বেশি হওয়ার কারণে আপনার মুদ্রণের গুণমানটি খুব বেশি বিশদ হবে না।
যেহেতু একটি বড় অগ্রভাগ মোটা স্তরগুলিকে বের করে দেয়, তাই উচ্চতর হলে এটি ব্যবহার করা উচিত নির্ভুলতা বা উচ্চ রেজোলিউশন প্রয়োজন হয় না. একটি বড় অগ্রভাগ সেই 3D প্রিন্টগুলির জন্য একটি আদর্শ পছন্দ৷

কোন 3D প্রিন্টার অগ্রভাগের আকার আপনার চয়ন করা উচিত?
এর জন্য সর্বোত্তম অগ্রভাগের আকার সবচেয়ে আদর্শ 3D মুদ্রণের জন্য একটি 0.4 মিমি অগ্রভাগ চয়ন করুন। আপনি যদি অত্যন্ত বিস্তারিত মডেল 3D প্রিন্ট করতে চান, একটি 0.2 মিমি অগ্রভাগ ব্যবহার করুন। আপনি যদি দ্রুত 3D প্রিন্ট করতে চান তবে একটি 0.8 মিমি অগ্রভাগ ব্যবহার করুন। কাঠ-ভর্তি PLA-এর মতো ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলামেন্টের জন্য, একটি 0.6 মিমি অগ্রভাগ বা তার চেয়ে বড় ভাল কাজ করে।
আপনাকে শুধুমাত্র একটি অগ্রভাগের আকার বেছে নিতে হবে না। Amazon-এর LUTER 24PCs MK8 M6 Extruder Nozzles-এর সাহায্যে, আপনি নিজেও সেগুলি ব্যবহার করে দেখতে পারেন!
আমি সর্বদা কয়েকটি অগ্রভাগ ব্যাস ব্যবহার করার পরামর্শ দিই যাতে আপনি এটি কেমন তা সম্পর্কে প্রথম হাতের অভিজ্ঞতা পেতে পারেন৷ আপনি ছোট অগ্রভাগের সাহায্যে মুদ্রণের সময় বৃদ্ধি অনুভব করবেন এবং বড় অগ্রভাগের সাথে সেই নিম্ন মানের প্রিন্টগুলি দেখতে পাবেন।
আপনি পাবেন:
- x2 0.2mm
- x2 0.3 মিমি
- x12 0.4 মিমি
- x2 0.5 মিমি
- x2 0.6 মিমি
- x20.8mm
- x2 1mm
- ফ্রি স্টোরেজ বক্স
অভিজ্ঞতার সাথে, আপনি অনেক বেশি সুসজ্জিত প্রতিটি 3D প্রিন্টের জন্য আপনার কোন অগ্রভাগ নির্বাচন করা উচিত তা নির্ধারণ করুন। অনেক লোক 0.4 মিমি অগ্রভাগের সাথে লেগে থাকে কারণ এটি সহজ পছন্দ, কিন্তু এমন অনেক সুবিধা রয়েছে যা লোকেরা মিস করছে।
একটি কার্যকরী 3D প্রিন্টের মতো কিছু, এমনকি একটি ফুলদানি 1 মিমি সহ দুর্দান্ত দেখাতে পারে অগ্রভাগ কার্যকরী 3D প্রিন্টগুলিকে সুন্দর দেখাতে হবে না, তাই একটি 0.8 মিমি অগ্রভাগ খুব নিশ্চিত হতে পারে৷
একটি বিস্তারিত ক্ষুদ্রাকৃতি যেমন একটি অ্যাকশন ফিগার বা বিখ্যাত ব্যক্তির মাথার 3D প্রিন্ট একটি ছোট অগ্রভাগ দিয়ে ভাল একটি 0.2 মিমি অগ্রভাগের মতো।
আপনার 3D প্রিন্টিংয়ের জন্য অগ্রভাগের আকার নির্বাচন করার সময় বিভিন্ন বিষয় বিবেচনা করা উচিত।
যেমন ছোট এবং বড় অগ্রভাগ সম্পর্কে উপরে সমস্ত গুরুত্বপূর্ণ তথ্য বর্ণনা করা হয়েছে , নীচে কিছু পয়েন্ট রয়েছে যা আপনাকে একটি অগ্রভাগের আকার সঠিকভাবে চয়ন করতে সাহায্য করবে৷
যদি সময় আপনার প্রধান উদ্বেগের বিষয় হয় এবং আপনাকে একটি নির্দিষ্ট স্বল্প সময়ের মধ্যে একটি প্রকল্প সম্পূর্ণ করতে হয় তাহলে আপনাকে একটি বড় অগ্রভাগের জন্য যেতে হবে৷ ব্যাস কারণ এটি আরও ফিলামেন্ট বের করে দেবে। একটি ছোট অগ্রভাগের আকারের তুলনায় তারা একটি প্রকল্প সম্পূর্ণ করতে কম সময় নেবে।
আপনি যদি বড় মডেলগুলি প্রিন্ট করতে চান বা সময়সীমার সাথে কিছু মুদ্রণ করতে চান তবে বড় অগ্রভাগের আকার 0.6 মিমি বা 0.8 মিমি হবে আদর্শ পছন্দ।
সূক্ষ্ম বিস্তারিত মডেল বা উচ্চ নির্ভুলতার জন্য