
Innehållsförteckning
Munstyckets storlek och material gör stor skillnad för dina 3D-utskriftsresultat, särskilt när du använder mer slipande material. Du vill vara säker på att du väljer de bästa munstyckena och materialen för ditt projekt, så den här artikeln kommer att hjälpa dig att göra just det.
Det bästa sättet att bestämma storlek på munstycke & material är att känna till dina mål, om du vill ha en detaljerad modell eller skriva ut flera modeller på snabbast möjliga tid. Om du vill ha detaljer väljer du ett litet munstycke, och om du skriver ut med ett slipmaterial använder du ett munstycke av härdat stål.
När du kommer längre i din 3D-utskriftsresa kommer du att börja göra förbättringar på flera områden som ökar din utskriftskvalitet.
Resten av den här artikeln kommer att hjälpa dig när det gäller munstyckesstorlek och material och ge dig användbar information som kan hjälpa dig på vägen, så fortsätt läsa.
Hur väljer jag rätt storlek på munstycket för 3D-utskrift?
Vanligtvis varierar munstyckets storlek från 0,1 mm till 1 mm och du kan välja mellan olika alternativ beroende på dina behov. 0,4 mm anses vara standardmunstycket för en 3D-skrivare och nästan alla tillverkare har ett munstycke av den här storleken i sina skrivare.
Munstycket är en av de viktigaste delarna i 3D-skrivaren som bidrar till utskriftsprocessen av 3D-modeller.
Det är ett viktigt beslut att balansera hastighet mot kvalitet, där om du skriver ut ett stort, funktionellt objekt är en större munstycksdiameter som 0,8 mm helt okej.
Om du däremot ska skriva ut en detaljerad modell, till exempel en miniatyr, är 0,4 mm ned till 0,2 mm det mest vettiga.
Tänk på att vissa 3D-skrivare har en begränsad utskriftsupplösning, med FDM 3D-skrivare som vanligtvis har en utskriftsupplösning på 0,05 mm till 0,1 mm eller 50-100 mikrometer. Ett litet munstycke kommer inte att göra någon större skillnad i dessa fall.
Nedan kommer jag att gå in lite mer i detalj för att förklara vilka faktorer som påverkas när du väljer ett mindre eller större munstycke till din 3D-skrivare.
Ska jag använda en liten diameter på 3D-skrivarmunstycket? - 0,4 mm & nedan
Upplösning, precision & utskriftstid för mindre munstycken
Som tidigare nämnts får du den bästa upplösningen och precisionen med mindre munstycken på 0,4 mm, ner till 0,1 mm, även om tiden för att skapa varje 3D-modell blir betydligt längre.
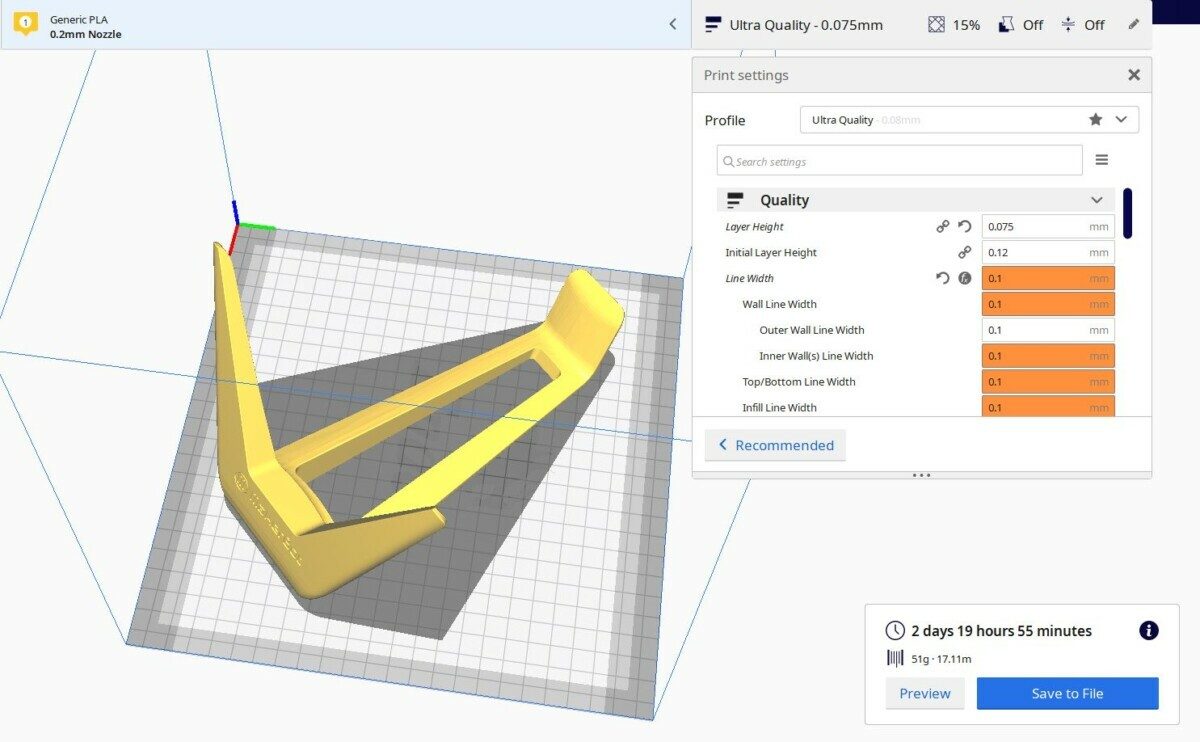
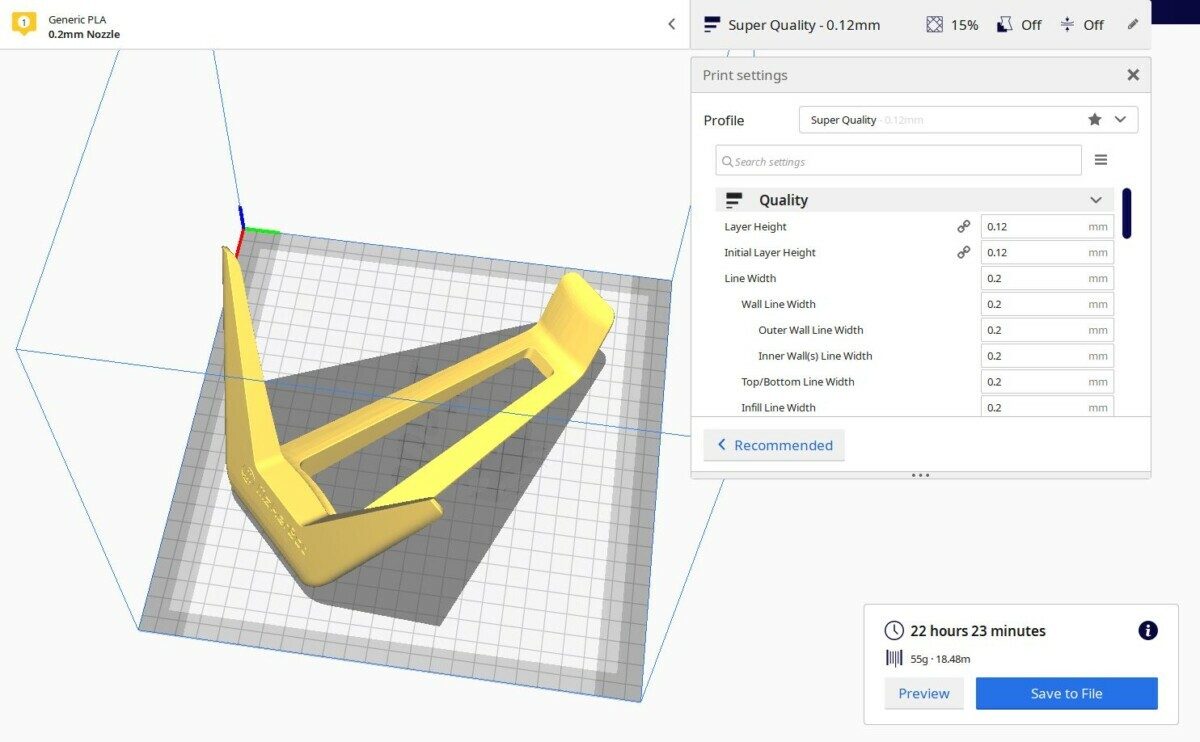
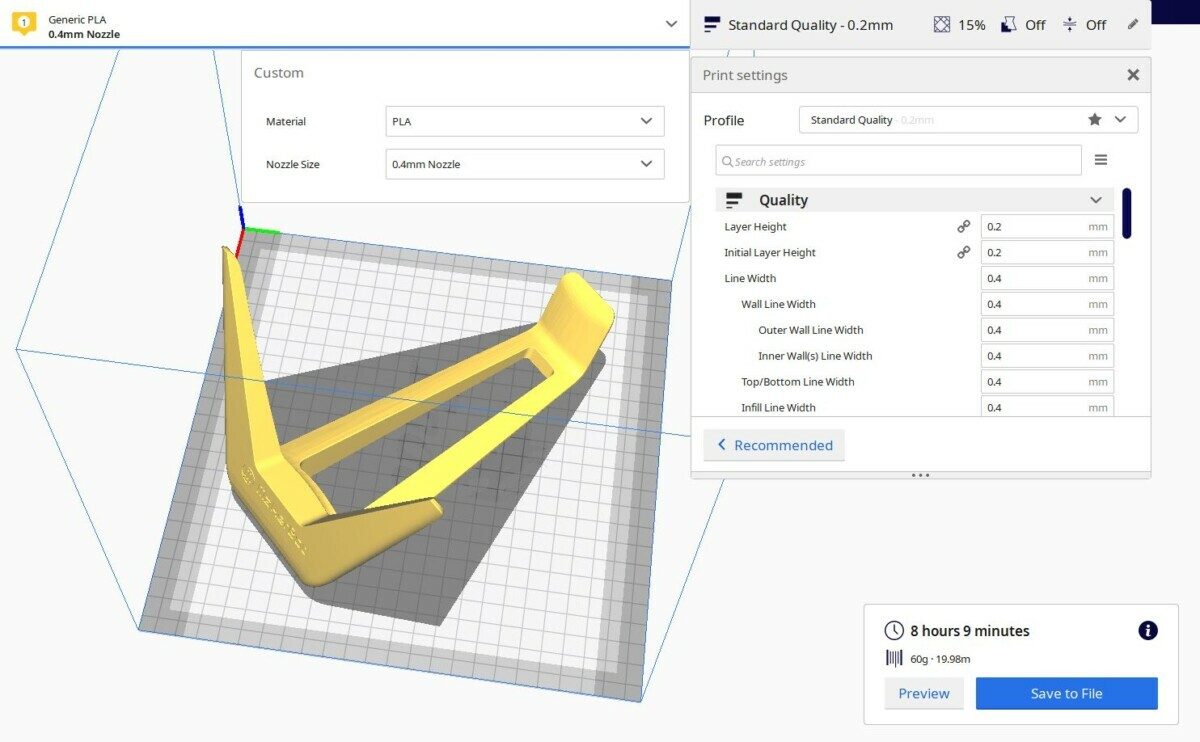
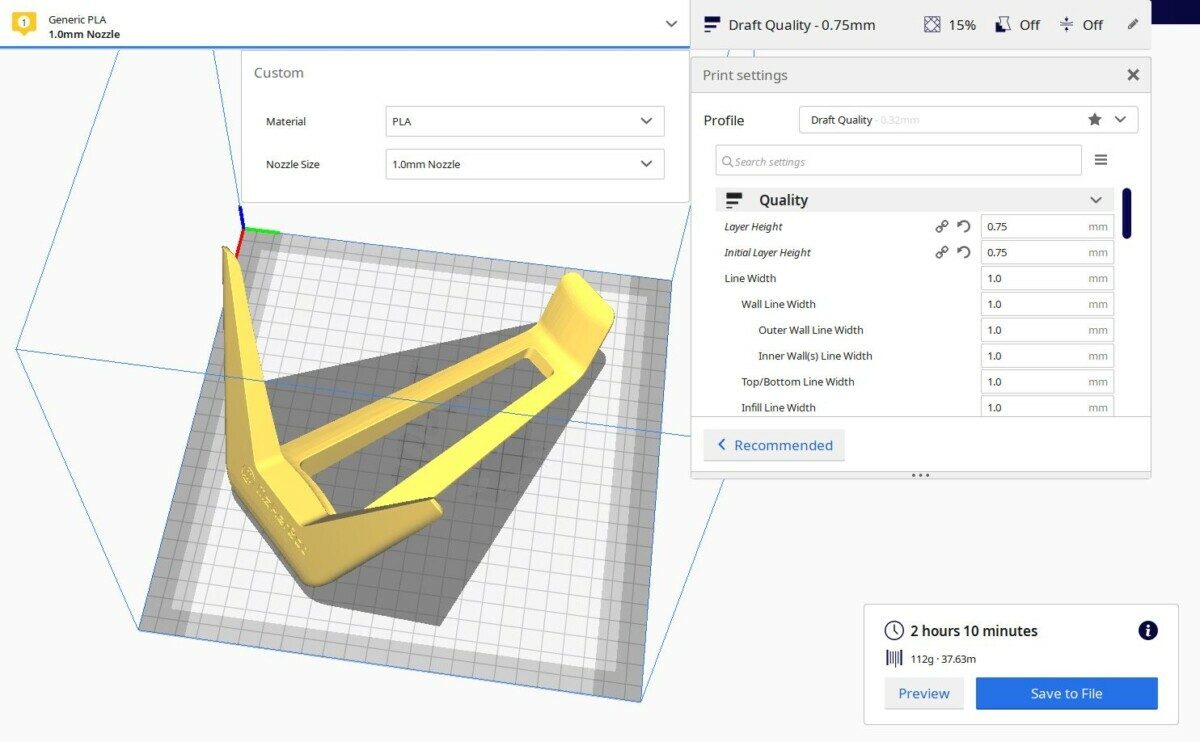
Jag satte in Makerbot Headphone Stand från Thingiverse i Cura och satte in olika munstyckesdiametrar, från 0,1 mm upp till 1 mm, för att jämföra den totala utskriftstiden.
Det tar 2 dagar, 19 timmar och 55 minuter för 0,1 mm munstycket, med 51 g material.
Munstycket 0,2 mm tar 22 timmar och 23 minuter med 55 g material.
Standardmunstycket på 0,4 mm tar 8 timmar och 9 minuter med 60 g material.
Munstycket på 1 mm tar bara 2 timmar och 10 minuter, men använder hela 112 g material!
Normalt sett skulle det finnas en avsevärd skillnad i upplösning och precision mellan dessa munstycken, men med en enkel konstruktion som ovan skulle du inte se en sådan stor skillnad eftersom det inte finns några exakta detaljer.
Något som en Deadpool-modell skulle kräva precision, så du skulle definitivt inte vilja använda ett 1 mm munstycke för det. På bilden nedan använde jag ett 0,4 mm munstycke och det blev ganska bra, även om ett 0,2 mm munstycke skulle ha varit mycket bättre.
Du behöver dock inte byta till ett 0,2 mm munstycke och du kan bara sänka lagerhöjden för att dra nytta av den precisionen. Det är bara när du vill använda en så liten lagerhöjd att den faller utanför det 25-procentiga intervallet mellan munstyckesdiametern och rekommendationen för lagerhöjden.
Jag kan alltså fortfarande använda en lagerhöjd på 0,1 mm för Deadpool-modellen, i stället för 0,2 mm som användes.

I vissa fall kan lagerlinjerna vara till fördel för den slutliga modellen, om du vill ha en rå och robust look.

Lättare att ta bort stöd med mindre munstycken
Okej, en annan faktor som spelar in med mindre munstycken är stöden och att göra dem lättare att ta bort. Eftersom vi har större precision är det också till vår fördel när vi 3D-utskriver stöden, så att de inte extruderas för mycket och binds fast till modellen.
Stöd som skrivs ut från ett munstycke med liten diameter är vanligtvis lättare att ta bort jämfört med stöd som skrivs ut från ett stort munstycke.
Jag har faktiskt skrivit en artikel om hur man gör det lättare att ta bort 3D-utskriftsstöd som du kan kolla in.
Mindre munstycken ger problem med igensättning
Munstycken med mindre diameter kan inte extrudera lika mycket smält filament som större munstycken, så de kräver mindre flöde. Ju mindre munstycket är, desto mer känsligt är det för igensättning på grund av det mindre hålet.
Om du får problem med igensättning med ett munstycke med mindre diameter kan du försöka öka utskriftstemperaturen eller sänka utskriftshastigheten så att extruderingen ur munstycket motsvarar flödet i extrudern.
Se även: Bästa inställningar för kvalitet vid 3D-utskrift av miniatyrer - Cura & Ender 3Mycket liten skikthöjd
Det rekommenderas att skikthöjden ska vara mellan 25 % och 80 % av munstyckets storlek, vilket innebär att ett munstycke med liten diameter kommer att ha en mycket liten skikthöjd, t.ex. ett munstycke med en diameter på 0,2 mm kommer att ha en minsta skikthöjd på 0,05 mm och en högsta på 0,16 mm.
Skikthöjden är den viktigaste faktorn när det gäller utskriftsprecision och utskriftstid, så det är viktigt att balansera detta ordentligt.
Mindre munstycken har bättre kvalitet Överhäng
När du försöker skriva ut ett överhäng, vilket är en lång extrudering av material mellan två upphöjda punkter, sägs de fungera mycket bättre med mindre munstycken.
Detta beror främst på att överhäng stöds av kylfläktar, som fungerar bättre vid kylning av mindre lagerhöjder eller linjebredder, eftersom det finns mindre material att kyla. Detta leder till snabbare kylning, så att materialet härdar mitt i luften utan större problem.
När man beräknar graden av överhäng i en modell har tjockare skikt större överhäng att övervinna, medan tunnare skikt har mer stöd från det underliggande skiktet.
Detta leder till att tunna skikt på ett litet munstycke behöver övervinna mindre överhäng.
I videon belos går vi igenom hur du får riktigt bra överhäng i dina 3D-utskrifter.
Mindre munstycken kan ha problem med slipfilament
Liksom problemet med igensättning är munstycken med mindre diameter inte det bästa att använda vid 3D-utskrift med slipande filament. De riskerar inte bara att igensättas, utan även att skada munstyckshålet, vilket skulle ha större effekt på ett exakt, litet munstycke.
Slipande trådar som du bör undvika är sådana som träfyllning, glödande, kopparfyllning och nylonkolfiberkomposit.
Det är fortfarande möjligt att använda ett mindre munstycke med dessa slipande trådar, men jag skulle försöka undvika det i de flesta fall.
Ska jag välja en stor diameter på 3D-skrivarmunstycket? - 0,4 mm & Över
Vi har gått igenom den betydande tidsbesparingen genom att använda ett större munstycke i avsnittet ovan, så låt oss titta på några andra aspekter.
Styrka
CNC Kitchen och Prusa Research har undersökt skillnaden i styrka hos 3D-utskrifter när man använder små respektive stora munstycken, och de fann att större munstycken är mycket bättre när det gäller styrka.
Det ger främst 3D-utskrifter mer styrka på grund av den extra tjocklek som extruderas i väggarna. Om du till exempel har tre omkretsar i en 3D-utskrift och använder ett större munstycke, kommer du att extrudera större väggar, vilket ger styrka.
Det är möjligt att extrudera tjocka väggar med ett mindre munstycke, men om man också tar hänsyn till tiden måste man göra en uppoffring.
Du kan öka linjebredden och lagerhöjden på dina 3D-utskrifter med ett mindre munstycke, men vid en viss punkt kan du få problem med att skriva ut objekt.
Prusa fann att en fördel med att använda ett större munstycke, genom att gå från 0,4 mm till 0,6 mm munstycke, gav föremålen en 25,6 % ökning av slagtåligheten.
Ett stort munstycke ger en extra massa styrka, särskilt till slutdelarna. Enligt Prusa Researchs resultat har det föremål som skrivs ut med ett stort munstycke stor seghet och högre stötdämpningsförmåga.
Enligt forskningen kan modellen som skrivs ut med ett munstycke med en diameter på 0,6 mm absorbera 25 % mer energi jämfört med objektet som skrivs ut med ett munstycke på 0,4 mm.
Det är mindre troligt att det blir stopp med ett stort munstycke
På samma sätt som det är troligt att det uppstår igensättning med mindre munstycken är det mindre troligt att större munstycken täpps till, eftersom de har större frihet när det gäller flödeshastigheterna för filamentet. Ett större munstycke kommer inte att bygga upp ett lika stort tryck och få problem med att extrudera filamentet i linje med extrudern.
Snabbare utskriftstider
Ett munstycke med stor diameter gör att mer filament kan extruderas, vilket leder till att modellen skrivs ut mycket snabbare.
Dessa munstycken är perfekta när du behöver skriva ut ett objekt som inte behöver ett tilltalande utseende och som inte är så komplext. Det är också ett idealiskt val när det gäller att spara tid.
Slipfilament flödar lättare med ett stort munstycke
Om du vill 3D-skriva med slipfilament rekommenderar jag att du håller dig till standardmunstycken på 0,4 mm eller större, eftersom det är mindre troligt att de täpps till.
Även om ett munstycke med större diameter täpps till har du lättare att åtgärda problemet jämfört med ett munstycke med mindre diameter, t.ex. ett 0,2 mm munstycke.
En ännu viktigare faktor när det gäller slipfilament är vilket material du använder för munstycket, eftersom standardmunstycket i mässing inte håller särskilt länge eftersom det är en mjukare metall.
Skiktets höjd är större
Stora munstycken ger en högre lagerhöjd.
Det rekommenderas att lagerhöjden inte överstiger 80 % av munstyckets storlek, så en munstyckesdiameter på 0,6 mm bör ha en maximal lagerhöjd på 0,48 mm, medan en munstyckesdiameter på 0,8 mm bör ha en maximal lagerhöjd på 0,64 mm.
Låg upplösning & Precision
Som nämnts ovan kommer utskriftskvaliteten inte att bli särskilt detaljerad när du ökar munstyckesdiametern.
Eftersom ett stort munstycke extruderar tjockare lager bör det användas när högre precision eller högre upplösning inte behövs. Ett stort munstycke är ett idealiskt val för dessa 3D-utskrifter.

Vilken storlek på 3D-skrivarmunstycke ska du välja?
Den bästa munstyckestorleken är ett 0,4 mm munstycke för de flesta vanliga 3D-utskrifter. Om du vill skriva ut mycket detaljerade modeller i 3D använder du ett 0,2 mm munstycke. Om du vill skriva ut 3D-utskrifter snabbare använder du ett 0,8 mm munstycke. För filament som är slipande, t.ex. PLA med träfyllning, fungerar ett 0,6 mm munstycke eller större bra.
Du behöver inte nödvändigtvis välja bara en munstyckestorlek. Med LUTER 24PCs MK8 M6 Extruder Nozzles från Amazon kan du prova dem själv!
Jag rekommenderar alltid att du provar några munstyckesdiametrar så att du kan få förstahandserfarenhet om hur det är. Du kommer att känna att utskriftstiden ökar med de mindre munstyckena och se utskrifter av lägre kvalitet med de större munstyckena.
Du får:
- x2 0,2 mm
- x2 0,3 mm
- x12 0,4 mm
- x2 0,5 mm
- x2 0,6 mm
- x2 0,8 mm
- x2 1mm
- Gratis förvaringslåda

Med den erfarenheten är du mycket bättre rustad för att avgöra vilket munstycke du ska välja för varje 3D-utskrift. Många håller sig bara till 0,4 mm munstycke eftersom det är det enklare valet, men det finns många fördelar som folk går miste om.
Något som en funktionell 3D-utskrift eller till och med en vas kan se fantastiskt ut med ett 1 mm munstycke. Funktionella 3D-utskrifter behöver inte se vackra ut, så ett 0,8 mm munstycke kan vara mycket motiverat.
En detaljerad miniatyr som en actionfigur eller en 3D-utskrift av en känd persons huvud är bättre med ett mindre munstycke, t.ex. ett 0,2 mm munstycke.
Det finns olika faktorer som bör beaktas när du väljer storlek på munstycket för 3D-utskrift.
Eftersom alla viktiga fakta om små och stora munstycken har beskrivits ovan, följer nedan några punkter som hjälper dig att välja munstyckesstorlek på ett korrekt sätt.
Om tiden är ditt största bekymmer och du måste slutföra ett projekt inom en viss kort tidsperiod bör du välja ett munstycke med stor diameter eftersom det extruderar mer filament. Det tar mindre tid att slutföra ett projekt jämfört med ett litet munstycke.
Om du vill skriva ut stora modeller eller skriver ut något som är tidsbegränsat är större munstycken som 0,6 mm eller 0,8 mm det perfekta valet.
För modeller med finare detaljer eller hög precision bör du välja en 0,2 mm eller 0,3 mm modell.
För normal 3D-utskrift är det helt okej med ett munstycke på mellan 0,3 mm och 0,5 mm.
Är det möjligt att 3D-skriva med ett 0,1 mm munstycke?
Du kan verkligen skriva ut 3D-utskrifter med ett munstycke på 0,1 mm, men du måste först ställa in linjebredden på 0,1 mm i Cura eller din valda slicer. Din lagerhöjd bör ligga mellan 25-80 % av munstyckesdiametern, så den bör ligga mellan 0,025 mm & 0,08 mm.
Jag skulle inte rekommendera 3D-utskrift med ett 0,1 mm munstycke av flera anledningar, om du inte tillverkar riktigt små miniatyrer.
Det första är hur lång tid dina 3D-utskrifter skulle ta med ett 0,1 mm munstycke. Jag skulle åtminstone välja ett 0,2 mm munstycke för 3D-utskrifter med riktigt fina detaljer, eftersom du kan få en fantastisk kvalitet med en så liten diameter.
Det är mer sannolikt att du får problem med utskrifter med ett så litet munstycke, eftersom det första lagret måste vara så litet för den lilla munstyckesdiametern. Dessutom kommer trycket som krävs för att trycka smält filament genom ett så litet hål att bli besvärligt.
Du skulle behöva 3D-skriva mycket långsamt och med hög temperatur för att få saker och ting att göra något meningsfullt, och detta kan leda till egna utskriftsproblem. De steg som krävs för att förflytta sig kan vara mycket små och till och med resultera i utskriftsartefakter/imperfektioner.
En annan sak är att det krävs en mycket vältrimmad 3D-skrivare, från att få en perfekt tolerans till att kalibrera stepparna/växelförhållandena nästan perfekt. Du skulle behöva en solid 3D-skrivare och mycket erfarenhet för att lyckas skriva ut med ett 0,1 mm munstycke.
Extrudering/linjebredd Vs munstycksdiameter Storlek
Många frågar om linjebredden ska vara lika stor som munstycket, och Cura verkar tycka det. Standardinställningen i Cura är att linjebredden automatiskt ändras till den exakta munstyckesdiameter som du har angett i inställningarna.
Standardregeln inom 3D-utskriftsbranschen är att inte ställa in linjebredden eller extruderingsbredden under munstyckesdiametern. För att få finare utskrifter av hög kvalitet och god vidhäftning kan du använda cirka 120 % av munstyckesdiametern.
Slic3r-programvaran ställer automatiskt in linjebredden till 120 % av munstyckets diameter.
I videon nedan från CNC Kitchen visar Stefans hållfasthetstester att en extruderingsbredd på cirka 150 % ger de starkaste 3D-utskrifterna, eller har den högsta "Failure Strength".
Vissa säger att linjebredden bör fastställas med hänsyn till lagerhöjden och munstyckesdiametern.
Om du till exempel har ett munstycke på 0,4 mm och du skriver ut med en lagerhöjd på 0,2 mm ska linjebredden vara summan av dessa två siffror, till exempel 0,4 + 0,2 = 0,6 mm.
Men efter djupgående forskning hävdar experter att den ideala linjebredden för att skriva ut 3D-modeller med hög kvalitet bör vara cirka 120 % av munstyckets diameter. Enligt detta förslag bör linjebredden vid utskrift med ett munstycke på 0,4 mm vara cirka 0,48 mm.
Extrusionsbredd kan ge många fördelar, men en viktig sådan är styrka.
Medan en tunn linjebredd ger bättre precision och en jämnare form och minimerar risken för flödesfel, ger en hög extruderingsbredd en omfattande styrka eftersom den sammanfogar skikten och komprimerar substansen.
Om du vill skriva ut något funktionellt föremål som behöver styrka kan det vara bra att ställa in en hög extruderingsbredd.
När du ändrar extruderingsbredden rekommenderas det att du hanterar temperaturen och kylmekanismen i enlighet med detta så att skrivaren kan få den bästa utskriftsmiljön.
Det finns ett fenomen som kallas för formskruv som ökar den faktiska bredden på det extruderade materialet, så ett munstycke på 0,4 mm kommer inte att extrudera en linje av plast som är 0,4 mm bred.
Extruderingstrycket i munstycket byggs upp när plasten extruderas genom munstycket, men komprimerar också plasten. När den komprimerade plasten har extruderats kommer den ut ur munstycket och expanderar. Om du undrar varför 3D-utskrifter krymper något är detta en del av orsaken.
Detta gör ett bra jobb när det gäller att hjälpa till med vidhäftning av bädden och skikten under hela 3D-utskriften.
Om du får dålig vidhäftning ökar vissa personer inställningen "Intial Layer Line Width" i Cura.
Vilket är det bästa munstyckesmaterialet för 3D-utskrift?
Det finns några typer av material för munstycken som används vid 3D-utskrift:
- Mässingsmunstycke (vanligast)
- Munstycke i rostfritt stål
- Munstycke av härdat stål
- Munstycke med rubinspets
- Tungsten munstycke
I de flesta fall räcker ett mässingsmunstycke för att skriva ut med standardmaterial, men när du börjar använda mer avancerade filament rekommenderar jag att du byter till ett hårdare material.
Jag går igenom varje materialtyp nedan.
Mässingsmunstycke
Mässingsmunstycken är det mest använda munstycket i 3D-skrivare av många skäl, bland annat på grund av dess kostnad, värmeledningsförmåga och stabilitet.
Du kan skriva ut med nästan alla typer av filament som PLA, ABS, PETG, TPE, TPU och Nylon.
Den enda nackdelen med Brass Nozzles är att du inte kan skriva ut med slipande filament eftersom de inte kan hantera sådana filament i stor utsträckning. Så länge du håller dig till icke-slipande filament är Brass Nozzles utmärkta.
De håller inte särskilt länge med en tråd som kolfiber, som är känd för att vara mycket slipande.
Som nämnts ovan skulle jag välja 24 stycken LUTER-mässingsmunstycken, som ger dig ett komplett utbud av munstycken av hög kvalitet.
Munstycke i rostfritt stål
Ett av de munstycken som kan hantera slipande trådar är munstycket i rostfritt stål, men en annan fördel är att det används ofta för produkter som rör livsmedel.
Du måste se till att munstycket är blyfritt så att det inte förorenar 3D-utskrifterna, vilket munstycken av rostfritt stål kan intyga.
Det är säkert och kan användas för att skriva ut objekt som kan komma i kontakt med hud eller mat. Tänk på att dessa munstycken bara kan leva under en kort period och bör endast köpas om du behöver skriva ut ett objekt med slipande filament då och då.
Se till att du köper munstycket från en välrenommerad leverantör.
Uxcell 5Pcs MK8 rostfritt stålmunstycke från Amazon ser ganska bra ut.

Munstycke av härdat stål
Användare kan skriva ut med slipande filament och en av de bästa sakerna med ett munstycke av härdat stål är dess hållbarhet, det kan leva under en längre tid jämfört med munstycken av mässing och rostfritt stål.
En sak att veta om munstycken av härdat stål är att de ger lägre värmeöverföring och kräver högre temperaturer för att skriva ut och att de inte är blyfria, vilket begränsar användarna att använda dem för att skriva ut objekt som kan komma i kontakt med hud eller mat.
Detta är bäst för användare som ofta skriver ut med slipande filament, eftersom det klarar sig mycket längre än munstycket i rostfritt stål.
Munstycken av härdat stål fungerar utmärkt med NylonX, kolfiber, mässingsfyllda, stålfyllda, järnfyllda, träfyllda, keramikfyllda och glödande filament.
Jag skulle välja GO-3D munstycke i härdat stål från Amazon, ett val som många användare älskar.

Munstycke med rubinspets
Detta är en hybridmunstycke som huvudsakligen består av mässing, men som har en rubinfärgad spets.
Mässing ger stabilitet och god värmeledningsförmåga, medan de rubinfärgade spetsarna förlänger munstyckets livslängd. Detta är ett annat material som kan fungera bra med sliptrådar och som erbjuder fantastisk hållbarhet och precision.
De är speciellt utformade för användare av slipfilament och anses vara ett av de bästa alternativen eftersom de tål konstant nötning. Det enda som gör dem mindre populära är det höga priset.
BC 3D MK8 Ruby Nozzle är ett utmärkt val från Amazon och fungerar smidigt med specialmaterial som PEEK, PEI, Nylon med mera.

Tungsten munstycke
Det här munstycket har hög slitstyrka och kan användas under mycket lång tid konstant med slipande filament. Oavsett hur länge du använder det ska dess storlek och form vara densamma för att ge dig konstant bra resultat.
Den har en god värmeledningsförmåga som hjälper värmen att nå munstyckets spets och hålla temperaturen för den smälta glödtråden.
Den unika inre strukturen och den goda värmeledningsförmågan ökar utskriftshastigheten utan att äventyra utskriftskvaliteten. Den kan användas med både slipande och icke-slipande filament.
Jag skulle välja Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle från Amazon. Det är säkert och enkelt att använda, och är dessutom helt giftfritt. Detta munstycke kommer också från ett amerikanskt tillverkningsföretag, vilket alltid är välkommet!

Om du vill ha ett mer ingående svar om de viktigaste materialen kan du läsa min artikel 3D-skrivarmunstycke - mässing vs rostfritt stål vs härdat stål.
Vilket är det bästa munstycket för 3D-skrivare?
Det bästa munstycket är ett Brass 0,4 mm munstycke för de flesta vanliga 3D-utskrifter. Om du vill skriva ut mycket detaljerade modeller i 3D använder du ett 0,2 mm munstycke. Om du vill skriva ut 3D-utskrifter snabbare använder du ett 0,8 mm munstycke. För filament som är slipande, t.ex. PLA med träfyllning, bör du använda ett munstycke av härdat stål.
För att få ett fullständigt svar på den här frågan beror det verkligen på dina krav och tillämpningar för 3D-utskrift.
Se även: Hur man reparerar STL-filer för 3D-utskrift - Meshmixer, BlenderOm du använder vanliga utskriftsmaterial som PLA, PETG eller ABS för enkla 3D-utskriftstillämpningar för hemmet är ett standardmunstycke i mässing perfekt för dig. Mässing har den bästa värmeledningsförmågan, vilket fungerar bra för 3D-utskrift.
Om du ska skriva ut slipmaterial bör du överväga andra alternativ än mässing, t.ex. munstycken av härdat stål eller rostfritt stål.
Ett Ruby-Tipped Nozzle eller Tungsten Nozzle bör vara ett bra val om du regelbundet skriver ut stora modeller med slipande filament.
Om du skriver ut föremål som ofta kommer i kontakt med huden eller mat bör du välja ett munstycke som är blyfritt. Munstycken av rostfritt stål är idealiska i sådana fall.
3D-skrivarens munstycke och lagerhöjd
Experter föreslår att skikthöjden inte bör vara mer än 80 % av munstyckets storlek eller diameter, vilket innebär att skikthöjden inte bör överstiga 0,32 mm när du använder ett 0,4 mm munstycke.
Detta är den maximala skikthöjden, om vi talar om den minsta skikthöjden kan du gå ner till den punkt där din maskin kan skriva ut ordentligt. Vissa hävdar att de till och med har skrivit ut objekt med en skikthöjd på 0,04 mm med ett munstycke på 0,4 mm.
Även om du kan skriva ut med en lagerhöjd på 0,4 mm föreslår experter att lagerhöjden inte bör vara mindre än 25 % av munstyckets storlek, eftersom det inte har någon större inverkan på utskriftskvaliteten utan bara ökar utskriftstiden.