
Mục lục
Kích thước đầu phun và vật liệu tạo ra sự khác biệt đáng kể trong kết quả in 3D của bạn, đặc biệt khi bạn đang sử dụng nhiều vật liệu mài mòn hơn. Bạn muốn đảm bảo rằng bạn đang chọn vật liệu và kích thước vòi phun tốt nhất cho dự án của mình, vì vậy bài viết này sẽ giúp bạn thực hiện chính xác điều đó.
Cách tốt nhất để xác định kích thước & tài liệu là để biết mục tiêu của bạn, cho dù bạn muốn có một mô hình chi tiết hay in một số mô hình trong thời gian nhanh nhất có thể. Nếu bạn muốn chi tiết, hãy chọn kích thước đầu phun nhỏ và nếu bạn đang in bằng vật liệu mài mòn, hãy sử dụng đầu phun thép cứng.
Sau khi tiến xa hơn trong hành trình in 3D của mình, bạn sẽ bắt đầu để thực hiện các cải tiến trong một số lĩnh vực giúp tăng hiệu suất chất lượng in của bạn.
Phần còn lại của bài viết này sẽ giúp bạn về kích thước đầu phun và vùng vật liệu, đồng thời cung cấp cho bạn một số thông tin hữu ích sẽ giúp ích cho bạn trong suốt quá trình thực hiện, vì vậy hãy tiếp tục khi đọc.
Làm cách nào để chọn kích thước đầu phun phù hợp để in 3D?
Thông thường, kích thước đầu phun nằm trong khoảng từ 0,1 mm đến 1 mm và bạn có thể chọn từ nhiều tùy chọn khác nhau tùy thuộc vào trên yêu cầu của bạn. 0,4mm được coi là kích thước đầu phun tiêu chuẩn của máy in 3D và hầu hết tất cả các nhà sản xuất đều trang bị đầu phun có kích thước này trong máy in của họ.
Đầu phun là một trong những bộ phận thiết yếu nhất của máy in 3D góp phần vào quá trình in quá trình của các mô hình 3D.
Có một điều quan trọngcác mẫu, bạn sẽ muốn sử dụng mẫu 0,2mm hoặc 0,3mm.
Đối với các hoạt động in 3D thông thường, bất kỳ đâu từ đầu phun 0,3mm đến đầu phun 0,5mm đều hoàn toàn phù hợp.
Có thể in 3D bằng đầu phun 0,1mm không?
Bạn thực sự có thể in 3D bằng đầu phun 0,1mm, nhưng trước tiên bạn phải đặt chiều rộng đường kẻ thành 0,1mm trong Cura hoặc máy cắt lát mà bạn đã chọn. Chiều cao lớp của bạn phải nằm trong khoảng từ 25%-80% đường kính vòi, do đó, nó sẽ nằm trong khoảng từ 0,025mm & 0,08mm.
Tôi không khuyên bạn nên in 3D bằng đầu phun 0,1mm vì một số lý do, trừ khi bạn đang tạo một số tiểu cảnh thực sự nhỏ.
Điều đầu tiên là độ dài của bạn Các bản in 3D sẽ được chụp bằng đầu phun 0,1mm. Ở mức tối thiểu, tôi sẽ sử dụng đầu phun 0,2 mm để in 3D những chi tiết thực sự đẹp vì bạn có thể nhận được chất lượng đáng kinh ngạc ở đường kính đầu phun thấp như vậy.
Bạn có nhiều khả năng gặp phải lỗi in với đầu phun nhỏ như vậy vòi phun, do chiều cao của lớp đầu tiên cần phải quá nhỏ đối với đường kính vòi phun nhỏ. Ngoài ra, áp lực cần thiết để đẩy dây tóc nóng chảy qua một lỗ nhỏ như vậy sẽ rất rắc rối.
Bạn cần phải in 3D thật chậm và ở nhiệt độ cao để mọi thứ hoạt động có ý nghĩa và điều này có thể dẫn đến các vấn đề in ấn của chính nó. Các bước cần thiết để di chuyển có thể rất nhỏ và thậm chí dẫn đến hiện tượng giả/không hoàn hảo trong bản in.
Một điều nữa là đòi hỏi sự điều chỉnh cao độmáy in 3D từ việc có được dung sai hoàn hảo, đến việc hiệu chỉnh tỷ số bước/bánh răng gần như hoàn hảo. Bạn sẽ cần một máy in 3D chắc chắn và nhiều kinh nghiệm để in thành công với đầu phun 0,1mm.
Kích thước đùn/Chiều rộng đường so với Kích thước đường kính đầu phun
Nhiều người hỏi liệu chiều rộng đường của bạn có nên bằng kích thước vòi phun của bạn, và Cura dường như nghĩ như vậy. Cài đặt mặc định trong Cura là để chiều rộng đường tự động thay đổi thành đường kính đầu phun chính xác mà bạn đã đặt trong cài đặt.
Quy tắc chuẩn trong cộng đồng in 3D là không đặt chiều rộng đường hoặc đùn của bạn dưới đường kính vòi phun. Để có được bản in chất lượng đẹp hơn và độ bám dính tốt, bạn có thể thực hiện khoảng 120% đường kính đầu phun.
Phần mềm Slic3r tự động đặt độ rộng đường kẻ thành 120% đường kính đầu phun.
Trong video bên dưới của CNC Kitchen, các thử nghiệm độ bền của Stefan đã phát hiện ra rằng độ rộng đùn khoảng 150% tạo ra các bản in 3D mạnh nhất hoặc có 'Độ bền hỏng' cao nhất.
Một số người nói rằng nên đặt độ rộng đường bằng cách xem xét chiều cao lớp và đường kính vòi phun.
Ví dụ: nếu bạn có vòi phun 0,4mm và bạn đang in ở chiều cao lớp 0,2mm thì chiều rộng dòng của bạn phải là tổng của hai số này, chẳng hạn như 0,4 + 0,2 = 0,6mm.
Tuy nhiên, sau khi nghiên cứu sâu, các chuyên gia cho rằng độ rộng đường kẻ lý tưởng để in mô hình 3D ở chất lượng cao phải là khoảng 120%đường kính vòi phun. Theo đề xuất này, chiều rộng của dòng khi in bằng đầu phun 0,4mm nên vào khoảng 0,48mm.
Chiều rộng đùn có thể mang lại nhiều lợi ích nhưng lợi ích chính là độ bền.
Trường hợp mỏng chiều rộng đường kẻ đảm bảo độ chính xác tốt hơn và hình dạng của vật thể mịn hơn, đồng thời giảm thiểu khả năng xảy ra lỗi dòng chảy, chiều rộng đùn cao mang lại độ bền lớn vì nó liên kết lớp lại với nhau và chất được nén.
Nếu bạn muốn in một thứ gì đó chẳng hạn như tài liệu chức năng Đối tượng cần độ bền thì việc đặt chiều rộng đùn cao có thể hữu ích.
Trong khi thay đổi chiều rộng đùn, bạn nên quản lý nhiệt độ và cơ chế làm mát phù hợp để máy in có được môi trường in tốt nhất.
Có một hiện tượng gọi là trương nở khuôn làm tăng chiều rộng thực tế của vật liệu ép đùn, vì vậy vòi phun 0,4 mm sẽ không đùn được dòng nhựa rộng 0,4 mm.
Áp suất đùn bên trong khuôn vòi tích tụ khi nó đùn qua vòi, nhưng cũng nén nhựa. Sau khi nhựa nén được ép đùn, nó sẽ thoát ra khỏi vòi và nở ra. Nếu bạn thắc mắc tại sao bản in 3D bị co lại một chút thì đây là một phần lý do.
Điều này giúp ích rất nhiều cho độ bám dính của lớp nền và độ bám dính của lớp trong suốt bản in 3D.
Trong trường hợp bạn đang có độ bám dính kém, một số người sẽ tăng 'Chiều rộng đường lớp bên trong' của họcài đặt trong Cura.
Đâu là vật liệu đầu phun tốt nhất để chọn để in 3D?
Có một số loại vật liệu đầu phun được sử dụng trong in 3D:
- Vòi phun bằng đồng thau (phổ biến nhất)
- Vòi phun bằng thép không gỉ
- Vòi phun bằng thép cứng
- Vòi phun có đầu ruby
- Vonfram
Trong hầu hết các trường hợp, Đầu phun bằng đồng thau sẽ chỉ hoạt động tốt khi in bằng vật liệu tiêu chuẩn, nhưng khi bạn chuyển sang sử dụng dây tóc cao cấp hơn, tôi khuyên bạn nên đổi sang vật liệu cứng hơn.
Tôi sẽ xem qua từng loại vật liệu dưới đây.
Đầu phun bằng đồng thau
Đầu phun bằng đồng thau là đầu phun được sử dụng rộng rãi nhất trong máy in 3D vì nhiều lý do, chi phí, độ dẫn nhiệt và độ ổn định của nó.
Nó cho phép bạn in với hầu hết tất cả các loại sợi như PLA, ABS, PETG, TPE, TPU và Nylon.
Hạn chế duy nhất với Đầu phun bằng đồng là bạn không thể in bằng sợi mài mòn vì nó không thể xử lý các loại sợi như vậy sợi rộng rãi. Miễn là bạn gắn bó với dây tóc không mài mòn, Vòi phun bằng đồng thau sẽ rất tuyệt.
Chúng sẽ không tồn tại lâu với dây tóc như Sợi carbon, được biết là có tính mài mòn cao.
Như đã đề cập ở trên, tôi sẽ sử dụng Vòi phun bằng đồng LUTER 24 chiếc, mang đến cho bạn chất lượng cao, có đầy đủ các kích cỡ vòi phun.

Vòi phun bằng thép không gỉ
Một trong những đầu phun có thể xử lý các sợi mài mòn là đầu phun bằng thép không gỉ, mặc dù có một nhược điểm khác là nó hoạt động như thế nàođược sử dụng rộng rãi cho các sản phẩm liên quan đến thực phẩm.
Bạn phải đảm bảo đầu phun của mình không có chì để nó không làm nhiễm bẩn các bản in 3D, điều mà các đầu phun bằng thép không gỉ có thể chứng thực.
Điều này an toàn và có thể được sử dụng để in các đồ vật có thể tiếp xúc với da hoặc thực phẩm. Hãy nhớ rằng những đầu phun này chỉ có thể tồn tại trong một thời gian ngắn và chỉ nên mua nếu bạn thỉnh thoảng cần in một vật thể có sợi mài mòn.
Hãy đảm bảo rằng bạn đang mua đầu phun từ một nhà cung cấp có uy tín nhà cung cấp.
Đầu phun bằng thép không gỉ Uxcell 5 cái MK8 từ Amazon trông khá đẹp.

Đầu phun bằng thép cứng
Người dùng có thể in bằng sợi mài mòn và một trong những điều tốt nhất về vòi phun bằng thép cứng là độ bền của nó, nó có thể tồn tại lâu hơn so với vòi phun bằng đồng thau và thép không gỉ.
Một điều cần biết về vòi phun bằng thép cứng là chúng có giá thấp hơn truyền nhiệt và yêu cầu nhiệt độ cao hơn để in và chúng không chứa chì, điều này hạn chế người dùng sử dụng chúng để in các vật thể có thể tiếp xúc với da hoặc thực phẩm.
Điều này là tốt nhất cho người dùng in bằng vật liệu mài mòn sợi thường vì nó có thể tồn tại lâu hơn nhiều so với vòi phun bằng thép không gỉ.
Vòi phun bằng thép cứng hoạt động tốt với NylonX, Sợi carbon, Ruột đồng thau, Ruột thép, Ruột sắt, Ruột gỗ, Ruột gốm, và Glow-in-Darksợi nhỏ.
Tôi sẽ chọn Vòi phun bằng thép cứng GO-3D của Amazon, một lựa chọn được nhiều người dùng yêu thích.

Vòi phun có đầu bằng hồng ngọc
Đây là loại vòi phun kết hợp chủ yếu được làm bằng đồng thau nhưng có đầu phun hồng ngọc.
Đồng thau mang lại sự ổn định và dẫn nhiệt tốt, trong khi các đầu phun hồng ngọc giúp tăng tuổi thọ của vòi phun. Đây là một vật liệu khác có thể hoạt động tốt với sợi mài mòn mang lại độ bền và độ chính xác đáng kinh ngạc.
Chúng được thiết kế đặc biệt cho người sử dụng sợi mài mòn và được coi là một trong những lựa chọn tốt nhất vì chúng có thể chịu mài mòn liên tục. Điều duy nhất khiến nó ít phổ biến hơn là giá cao.
Đầu phun Ruby BC 3D MK8 là một lựa chọn tuyệt vời từ Amazon, hoạt động trơn tru với các vật liệu đặc biệt như PEEK, PEI, Nylon, v.v.

Vonfram Nozzle
Vonfram này có khả năng chống mài mòn cao và có thể được sử dụng liên tục trong nhiều thời gian với các sợi mài mòn. Cho dù bạn sử dụng trong bao lâu thì kích thước và hình dạng của nó phải giống nhau để mang lại cho bạn kết quả tuyệt vời nhất quán.
Nó có khả năng dẫn nhiệt tốt giúp nhiệt truyền đến đầu vòi và duy trì nhiệt độ trong thời gian dài. dây tóc nóng chảy.
Cấu trúc bên trong độc đáo và khả năng dẫn nhiệt tốt giúp tăng tốc độ in mà không ảnh hưởng đến chất lượng in. Nó có thể được sử dụng với cả mài mòn và không mài mòndây tóc.
Tôi phải sử dụng Vòi phun 0,6 mm của Máy đùn Vonfram Trung Tây M6 từ Amazon. Nó an toàn và dễ sử dụng, cũng như hoàn toàn không độc hại. Vòi phun này cũng đến từ một công ty sản xuất có trụ sở tại Hoa Kỳ, luôn được chào đón!

Để có câu trả lời sâu hơn về các vật liệu chính, bạn có thể xem bài viết 3D của tôi Đầu phun máy in – Đồng thau Vs Thép không gỉ Vs Thép cứng.
Đâu là đầu phun tốt nhất cho máy in 3D?
Đầu phun tốt nhất nên chọn là đầu phun Đồng thau 0,4mm cho hầu hết 3D tiêu chuẩn in ấn. Nếu bạn muốn in 3D các mô hình có độ chi tiết cao, hãy sử dụng đầu phun 0,2 mm. Nếu bạn muốn in 3D nhanh hơn, hãy sử dụng đầu phun 0,8 mm. Đối với các sợi có tính mài mòn như PLA trong gỗ, bạn nên sử dụng vòi phun bằng thép cứng.
Để có câu trả lời đầy đủ cho câu hỏi này, nó thực sự phụ thuộc vào yêu cầu và ứng dụng in 3D của bạn.
Nếu bạn đang sử dụng các vật liệu in phổ biến như PLA, PETG hoặc ABS cho các ứng dụng in 3D gia đình đơn giản thì Vòi phun bằng đồng thau tiêu chuẩn sẽ là lựa chọn lý tưởng cho bạn. Đồng thau có tính dẫn nhiệt tốt nhất, phù hợp để in 3D.
Nếu định in vật liệu mài mòn thì bạn nên xem xét các lựa chọn khác ngoài Đồng thau như Đầu phun thép cứng hoặc thép không gỉ.
Đầu phun có đầu nhọn Ruby hoặc Đầu phun vonfram nên là lựa chọn tốt nếu bạn thường xuyên in các mô hình lớn có sợi mài mòn.
Nếubạn in các đồ vật tiếp xúc với da hoặc thực phẩm rất thường xuyên thì bạn nên sử dụng đầu phun không có chì. Đầu phun bằng thép không gỉ là lý tưởng trong những trường hợp như vậy.
Kích thước đầu phun của máy in 3D so với chiều cao của lớp
Các chuyên gia cho rằng chiều cao của lớp không được lớn hơn 80% kích thước hoặc đường kính của đầu phun. Điều đó có nghĩa là chiều cao lớp của bạn không được vượt quá 0,32mm khi sử dụng đầu phun 0,4mm.
À, đây là chiều cao tối đa của lớp, nếu chúng ta nói về chiều cao tối thiểu của lớp, thì bạn có thể giảm xuống mức thấp nhất điểm mà máy của bạn có thể in đúng cách. Một số người cho rằng họ thậm chí đã in các đối tượng ở độ cao lớp 0,04 mm bằng đầu phun 0,4 mm.
Ngay cả khi bạn có thể in ở độ cao lớp 0,4 mm, các chuyên gia khuyên rằng chiều cao lớp của bạn không nên nhỏ hơn 25% kích thước đầu phun vì nó sẽ không ảnh hưởng lớn đến chất lượng in mà chỉ làm tăng thời gian in.
quyết định trong việc cân bằng giữa tốc độ và chất lượng, trong đó nếu bạn đang in một mục lớn, chức năng, thì đường kính đầu phun lớn hơn như 0,8 mm là ổn.Mặt khác, nếu bạn đang in một mô hình chi tiết như một thu nhỏ, ở bất kỳ đâu từ 0,4 mm đến 0,2 mm là hợp lý nhất.
Xin lưu ý rằng một số máy in 3D bị giới hạn về độ phân giải in, với máy in 3D FDM thường có độ phân giải in từ 0,05 mm đến 0,1 mm hoặc 50-100 micron. Một đầu phun nhỏ sẽ không tạo ra nhiều sự khác biệt trong những trường hợp này.
Dưới đây tôi sẽ đi vào chi tiết hơn một chút để giải thích những yếu tố nào bị ảnh hưởng khi chọn đầu phun nhỏ hơn hoặc lớn hơn cho máy in 3D của bạn.
Tôi có nên sử dụng đường kính đầu phun máy in 3D nhỏ không? – 0,4mm & Dưới đây
Độ phân giải, Độ chính xác & Thời gian in của các đầu phun nhỏ hơn
Như đã đề cập trước đó, bạn sẽ nhận được độ phân giải và độ chính xác tốt nhất với các đầu phun nhỏ hơn ở mức 0,4mm, xuống còn 0,1mm, mặc dù thời gian cần thiết để tạo từng mô hình 3D sẽ dài hơn cao hơn đáng kể.
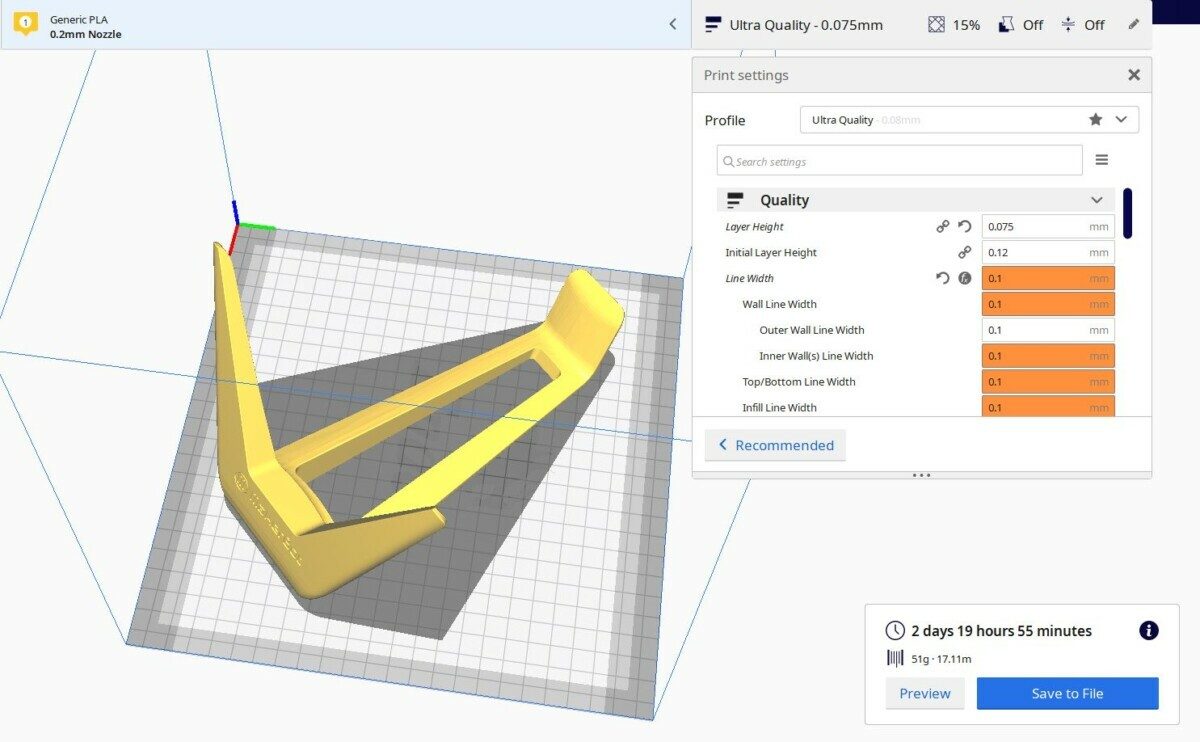
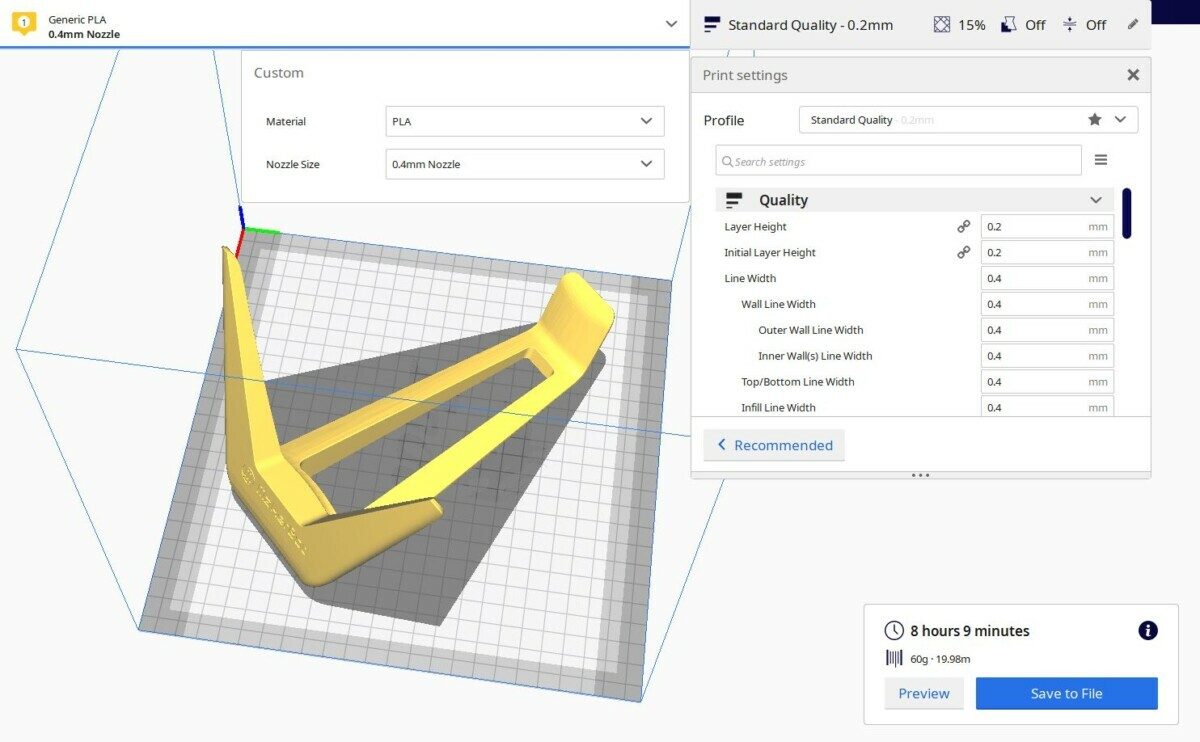
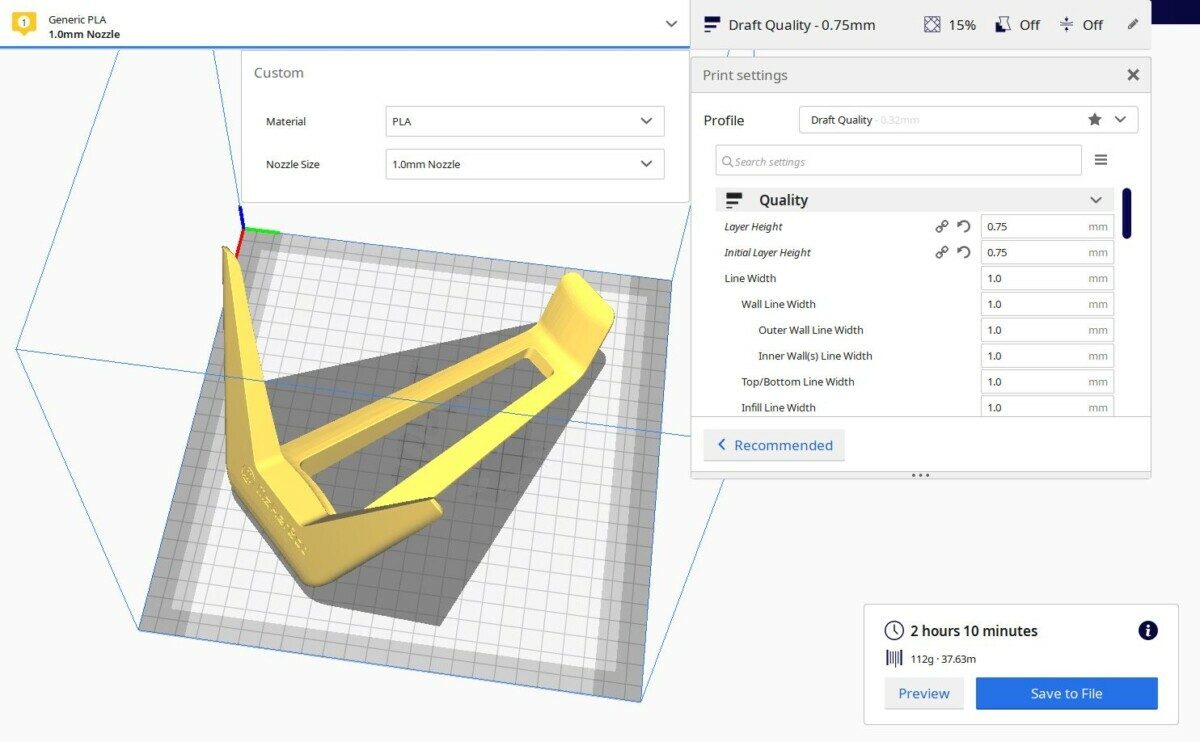
Tôi đặt Đế tai nghe Makerbot từ Thingiverse vào Cura và đặt các đường kính đầu phun khác nhau, từ 0,1mm đến 1mm để so sánh thời gian in tổng thể.
Đầu phun 0,1mm mất nhiều thời gian hơn 2 ngày, 19 giờ và 55 phút, sử dụng 51g vật liệu.
Vòi 0,2mm mất 22 giờ 23 phút sử dụng 55g vật liệu
Xem thêm: Đầu phun 0,4mm so với 0,6mm để in 3D – Cái nào tốt hơn? 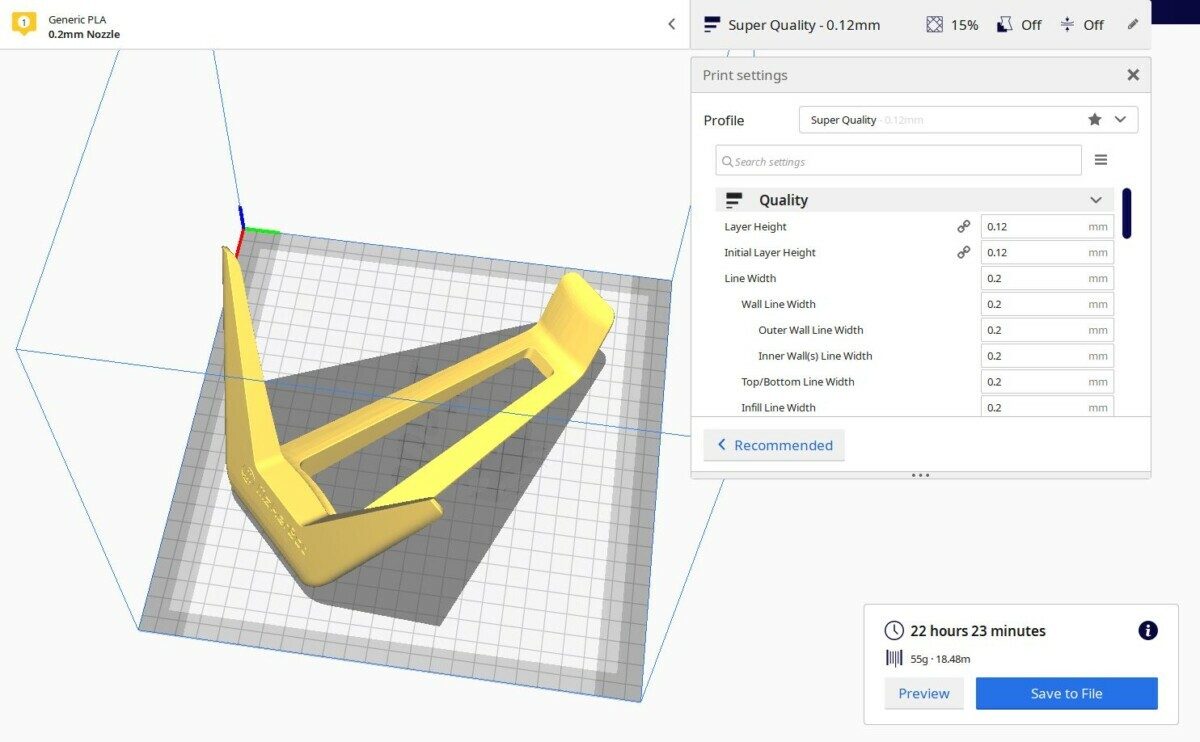
Đầu hút tiêu chuẩn 0,4mmmất 8 giờ 9 phút, sử dụng 60g vật liệu.
Vòi phun 1mm chỉ mất 2 giờ 10 phút nhưng sử dụng một lượng vật liệu khổng lồ 112g!
Thông thường, sẽ có sự khác biệt đáng kể về độ phân giải và độ chính xác giữa các đầu phun này, nhưng với thiết kế đơn giản như trên, bạn sẽ không thấy sự khác biệt lớn như vậy vì không có bất kỳ chi tiết chính xác nào.
Những thứ như mô hình Deadpool sẽ yêu cầu độ chính xác của chế độ, vì vậy bạn chắc chắn sẽ không muốn sử dụng đầu phun 1mm cho việc đó. Trong hình bên dưới, tôi đã sử dụng đầu hút 0,4mm và nó cho ra kết quả khá tốt, mặc dù đầu hút 0,2mm sẽ tốt hơn rất nhiều.
Mặc dù vậy, bạn không cần phải đổi sang đầu phun 0,2mm, và bạn chỉ có thể hạ thấp chiều cao của lớp để hưởng lợi từ độ chính xác đó. Chỉ khi bạn muốn sử dụng chiều cao lớp quá nhỏ đến mức nó nằm ngoài phạm vi 25% của đường kính vòi so với khuyến nghị về chiều cao lớp.
Vì vậy, tôi vẫn có thể sử dụng chiều cao lớp 0,1 mm cho mô hình Deadpool, thay vì chiều cao lớp 0,2 mm đã được sử dụng.

Trong một số trường hợp, các đường kẻ lớp có thể có lợi cho mô hình cuối cùng, nếu bạn đang tìm kiếm một mô hình thô, gồ ghề hãy nhìn xem.

Dễ dàng loại bỏ các giá đỡ hơn với vòi nhỏ hơn
Được rồi, giờ đây, một yếu tố khác phát huy tác dụng với các vòi nhỏ hơn là giá đỡ và làm cho chúng dễ dàng hơn để loại bỏ. Vì chúng tôi có độ chính xác cao hơn, nó cũng xuất hiện trongưu tiên khi hỗ trợ in 3D, vì vậy chúng không đùn quá mức và liên kết chắc chắn với mô hình.
Các hỗ trợ được in từ đầu phun có đường kính nhỏ thường dễ tháo hơn so với hỗ trợ được in 3D từ đầu phun lớn.
Tôi thực sự đã viết một bài viết về Cách làm cho các bộ phận hỗ trợ in 3D dễ dàng tháo ra hơn. Bạn có thể tham khảo bài viết này.
Các đầu phun nhỏ hơn gây ra các vấn đề về tắc nghẽn
Các đầu phun có đường kính nhỏ hơn không thể đùn ra như nhiều dây tóc nóng chảy như vòi phun lớn hơn để chúng yêu cầu tốc độ dòng chảy ít hơn. Đầu phun càng nhỏ thì càng dễ bị tắc do lỗ nhỏ hơn.
Nếu bạn gặp phải vấn đề tắc với đầu phun có đường kính nhỏ hơn, bạn có thể thử tăng nhiệt độ in của mình hoặc có thể hữu ích hơn để làm chậm tốc độ in, sao cho lượng đùn ra khỏi vòi phù hợp với dòng chảy của máy đùn.
Chiều cao lớp rất nhỏ
Chúng tôi khuyến nghị rằng chiều cao lớp phải nằm trong khoảng từ 25% đến 80% kích thước vòi có nghĩa là vòi có đường kính nhỏ sẽ có chiều cao lớp rất nhỏ. Ví dụ: đầu phun 0,2mm sẽ có chiều cao lớp tối thiểu là 0,05 và tối đa là 0,16mm.
Chiều cao lớp là yếu tố quan trọng nhất trong việc xác định độ chính xác của bản in và thời gian in, vì vậy việc cân bằng phù hợp này là điều cần thiết .
Đầu phun nhỏ hơn có phần nhô ra chất lượng tốt hơn
Khi bạn đang cố gắng in thành công phần nhô ra, đó là một khoảng thời gian dàiđùn vật liệu giữa hai điểm trên cao, chúng được cho là hoạt động tốt hơn nhiều với các đầu phun nhỏ hơn.
Điều này chủ yếu là do phần nhô ra được hỗ trợ bởi quạt làm mát, hoạt động tốt hơn khi làm mát chiều cao lớp hoặc chiều rộng đường nhỏ hơn, bởi vì có là vật liệu ít hơn để làm mát. Điều này giúp làm mát nhanh hơn, vì vậy vật liệu cứng lại giữa không khí mà không gặp nhiều vấn đề.
Ngoài ra, khi tính toán mức độ nhô ra trong một mô hình, các lớp dày hơn sẽ có nhiều khoảng cách nhô ra hơn để vượt qua, trong khi các lớp mỏng hơn có thêm sự hỗ trợ từ lớp bên dưới.
Điều này dẫn đến các lớp mỏng trên một đầu phun nhỏ cần khắc phục ít phần nhô ra hơn.
Video dưới đây trình bày cách để có được phần nhô ra thực sự tốt trong bản in 3D của bạn .
Đầu phun nhỏ hơn có thể gặp sự cố với dây tóc mài mòn
Tương tự như sự cố tắc nghẽn, đầu phun có đường kính nhỏ hơn không phải là cách tốt nhất để sử dụng khi in 3D với dây tóc mài mòn. Chúng không chỉ có khả năng làm tắc nghẽn mà còn làm hỏng lỗ đầu phun, điều này sẽ ảnh hưởng nhiều hơn đến đầu phun nhỏ, chính xác.
Sợi mài mòn mà bạn nên tránh là những loại như lấp đầy gỗ, phát sáng- hỗn hợp sợi carbon đen, pha đầy đồng và nylon.
Vẫn có thể sử dụng vòi nhỏ hơn với các sợi mài mòn này, nhưng tôi sẽ cố gắng tránh sử dụng nó trong hầu hết các trường hợp.
Tôi Có Nên Chọn Đường Kính Đầu Phun Máy In 3D Lớn Không? – 0,4mm & Ở trên
Chúng tôi đãđã vượt qua mức tiết kiệm thời gian đáng kể bằng cách sử dụng vòi phun lớn hơn trong phần trên, vì vậy, hãy xem xét một số khía cạnh khác.
Sức mạnh
CNC Kitchen và Prusa Research đã xem xét sự khác biệt trong độ bền của bản in 3D, khi sử dụng đầu phun nhỏ so với đầu phun lớn hơn và họ phát hiện ra rằng đầu phun lớn hơn mang lại độ bền tốt hơn nhiều.
Điều này chủ yếu mang lại cho bản in 3D độ bền cao hơn do độ dày tăng thêm được tạo ra trên tường. Ví dụ: nếu bạn có 3 chu vi trong bản in 3D thì hãy sử dụng vòi phun lớn hơn, bạn sẽ đùn các bức tường lớn hơn, điều này có nghĩa là độ bền.
Có thể đùn các bức tường dày bằng vòi phun nhỏ hơn, nhưng khi tính đến thời gian, bạn sẽ phải hy sinh.
Bạn có thể tăng chiều rộng đường kẻ và chiều cao lớp của bản in 3D bằng đầu phun nhỏ hơn, nhưng tại một số điểm nhất định, bạn có thể gặp sự cố khi in các vật thể thành công.
Prusa nhận thấy rằng lợi thế của việc sử dụng đầu phun lớn hơn, từ đầu phun 0,4mm đến 0,6mm giúp các vật thể tăng khả năng chống va đập lên 25,6%.
Một đầu phun lớn cung cấp một thêm sức mạnh, đặc biệt là đến phần cuối. Kết quả của Nghiên cứu Prusa khẳng định rằng vật thể được in bằng vòi lớn có độ bền cao và khả năng hấp thụ sốc cao hơn.
Theo nghiên cứu, mô hình được in bằng vòi có đường kính 0,6mm có thể hấp thụ Năng lượng nhiều hơn 25% so vớiđối tượng được in bằng đầu phun 0,4mm.
Ít xảy ra tắc nghẽn hơn với đầu phun lớn
Tương tự như khả năng tắc nghẽn với đầu phun nhỏ hơn, đầu phun lớn hơn ít có khả năng bị tắc hơn do có nhiều tự do hơn với tốc độ dòng chảy của dây tóc. Đầu phun lớn hơn sẽ không tạo ra nhiều áp suất và gặp khó khăn khi đùn dây tóc, phù hợp với máy đùn.
Thời gian in nhanh hơn
Đầu phun có đường kính lớn sẽ cho phép nhiều dây tóc đùn hơn điều đó sẽ dẫn đến việc in mô hình theo cách nhanh hơn nhiều.
Những đầu phun này rất phù hợp khi bạn cần in một đối tượng không cần có vẻ ngoài hấp dẫn và không quá phức tạp. Đây cũng là một lựa chọn lý tưởng để tiết kiệm thời gian.
Sợi mài mòn chảy dễ dàng hơn với vòi phun lớn
Nếu bạn đang muốn in 3D bằng sợi mài mòn, tôi khuyên bạn nên gắn bó với đầu phun tiêu chuẩn 0,4mm hoặc lớn hơn, vì chúng ít có khả năng bị tắc hơn.
Ngay cả khi đầu phun có đường kính lớn hơn bị tắc, bạn sẽ dễ dàng khắc phục sự cố hơn so với đầu phun có đường kính nhỏ hơn như 0,2mm.
Một yếu tố thậm chí còn quan trọng hơn khi nói đến sợi mài mòn là vật liệu vòi bạn đang sử dụng, vì Vòi phun bằng đồng thau tiêu chuẩn sẽ không tồn tại được lâu do là kim loại mềm hơn.
Chiều cao lớp lớn hơn
Kích thước vòi phun lớn sẽ có chiều cao lớp cao hơn.
Xem thêm: 30 Nhanh & Những điều dễ dàng để in 3D trong chưa đầy một giờTheo khuyến nghị, chiều cao lớpkhông được vượt quá 80% kích thước vòi, vì vậy, đường kính vòi 0,6 mm phải có chiều cao lớp tối đa là 0,48 mm, trong khi đường kính vòi 0,8 mm phải có chiều cao lớp tối đa là 0,64 mm.
Thấp Độ phân giải & Độ chính xác
Như đã đề cập ở trên, chất lượng bản in của bạn sẽ không được chi tiết cho lắm khi bạn tăng đường kính đầu phun.
Vì đầu phun lớn đùn các lớp dày hơn nên nên sử dụng nó khi đường kính đầu phun cao hơn độ chính xác hoặc độ phân giải cao hơn là không cần thiết. Đầu phun lớn là lựa chọn lý tưởng cho những bản in 3D đó.

Bạn nên chọn kích thước đầu phun máy in 3D nào?
Kích thước đầu phun tốt nhất để chọn là đầu phun 0,4mm để in 3D tiêu chuẩn nhất. Nếu bạn muốn in 3D các mô hình có độ chi tiết cao, hãy sử dụng đầu phun 0,2mm. Nếu bạn muốn in 3D nhanh hơn, hãy sử dụng đầu phun 0,8mm. Đối với các sợi có khả năng mài mòn như PLA trám gỗ, đầu phun 0,6 mm hoặc lớn hơn hoạt động tốt.
Bạn không nhất thiết phải chỉ chọn một kích thước đầu phun. Với Đầu phun máy đùn LUTER 24PCs MK8 M6 từ Amazon, bạn có thể tự mình dùng thử!
Tôi luôn khuyên bạn nên dùng thử một vài đường kính đầu phun để bạn có thể trực tiếp trải nghiệm xem nó như thế nào. Bạn sẽ cảm thấy thời gian in tăng lên với các đầu phun nhỏ hơn và xem các bản in có chất lượng thấp hơn với các đầu phun lớn hơn.
Bạn nhận được:
- x2 0,2mm
- x2 0,3mm
- x12 0,4mm
- x2 0,5mm
- x2 0,6mm
- x20,8mm
- x2 1mm
- Hộp lưu trữ miễn phí
Với kinh nghiệm này, bạn được trang bị tốt hơn rất nhiều để quyết định bạn nên chọn đầu phun nào cho mỗi bản in 3D. Nhiều người chỉ gắn bó với đầu phun 0,4mm vì đây là lựa chọn dễ dàng hơn, nhưng có nhiều lợi ích mà mọi người đang bỏ lỡ.
Những thứ như bản in 3D chức năng hoặc thậm chí một chiếc bình có thể trông tuyệt vời với đầu phun 1mm vòi phun. Các bản in 3D chức năng không cần phải trông đẹp mắt, vì vậy đầu phun 0,8mm có thể được bảo hành rất tốt.
Một bản thu nhỏ chi tiết như nhân vật hành động hoặc bản in 3D đầu của một người nổi tiếng nên sử dụng đầu phun nhỏ hơn như đầu phun 0,2mm.
Có các yếu tố khác nhau cần được xem xét khi chọn kích thước đầu phun cho quá trình in 3D của bạn.
Như tất cả các thông tin quan trọng được mô tả ở trên về đầu phun nhỏ và lớn , dưới đây là một số điểm sẽ giúp bạn chọn kích thước vòi phun một cách chính xác.
Nếu thời gian là mối quan tâm chính của bạn và bạn phải hoàn thành một dự án trong một khoảng thời gian ngắn cụ thể thì bạn nên sử dụng vòi phun có kích thước lớn đường kính vì nó sẽ đùn thêm dây tóc. Họ sẽ mất ít thời gian hơn để hoàn thành một dự án so với kích thước đầu phun nhỏ.
Nếu bạn muốn in các mô hình lớn hoặc đang in thứ gì đó với thời gian eo hẹp, thì các kích thước đầu phun lớn hơn như 0,6mm hoặc 0,8mm sẽ phù hợp hơn sự lựa chọn lý tưởng.
Dành cho các mô hình chi tiết hơn hoặc độ chính xác cao