
Tartalomjegyzék
A fúvókaméret és az anyag jelentős különbséget jelent a 3D nyomtatási eredményekben, különösen akkor, ha csiszolóbb anyagokat használ. Biztosra akarsz menni, hogy a projektedhez a legjobb fúvókaméretet és anyagot választod ki, ezért ez a cikk pontosan ebben segít neked.
A legjobb módja a fúvókaméret és az anyag meghatározásának, ha ismeri a céljait, hogy részletes modellt szeretne-e, vagy több modellt szeretne nyomtatni a lehető leggyorsabban. Ha részleteket szeretne, válasszon kis fúvókaméretet, és ha koptató anyaggal nyomtat, használjon edzett acél fúvókát.
Amint tovább halad a 3D nyomtatásban, több területen is javítani fog, ami növeli a nyomtatási minőség teljesítményét.
A cikk további része a fúvóka méretével és anyagával kapcsolatos kérdésekben nyújt segítséget, és néhány hasznos információval szolgál, amelyek segítik Önt az út során, úgyhogy olvasson tovább.
Hogyan válasszam ki a megfelelő fúvókaméretet a 3D nyomtatáshoz?
A fúvóka mérete általában 0,1 mm és 1 mm között mozog, és igényei szerint különböző opciók közül választhat. 0,4 mm-t tekintik a 3D nyomtatók standard fúvóka méretének, és szinte minden gyártó ilyen méretű fúvókát tartalmaz a nyomtatójában.
A fúvóka a 3D nyomtató egyik legfontosabb alkatrésze, amely hozzájárul a 3D modellek nyomtatási folyamatához.
Fontos döntés a sebesség és a minőség egyensúlyának megteremtése, ahol ha nagyméretű, funkcionális tárgyat nyomtat, akkor egy nagyobb fúvókaátmérő, például 0,8 mm-es fúvóka is megfelel.
Másrészt, ha egy részletes modellt, például egy miniatúrát nyomtat, akkor 0,4 mm-től 0,2 mm-ig bárhol van értelme.
Ne feledje, hogy egyes 3D nyomtatók nyomtatási felbontása korlátozott, az FDM 3D nyomtatók általában 0,05 mm és 0,1 mm, azaz 50-100 mikron közötti nyomtatási felbontással rendelkeznek. Egy kis fúvóka ezekben az esetekben nem jelent nagy különbséget.
Az alábbiakban kicsit részletesebben kifejtem, hogy milyen tényezők befolyásolják a kisebb vagy nagyobb fúvóka kiválasztását a 3D nyomtatójához.
Használjak kis 3D nyomtató fúvóka átmérőjű fúvókát? - 0.4mm & Alább
Felbontás, precizitás és bélyeg; a kisebb fúvókák nyomtatási ideje
Mint korábban említettük, a legjobb felbontást és pontosságot a kisebb, 0,4 mm-es fúvókákkal érheti el, egészen 0,1 mm-ig, bár az egyes 3D modellek létrehozásához szükséges idő jelentősen magasabb lesz.
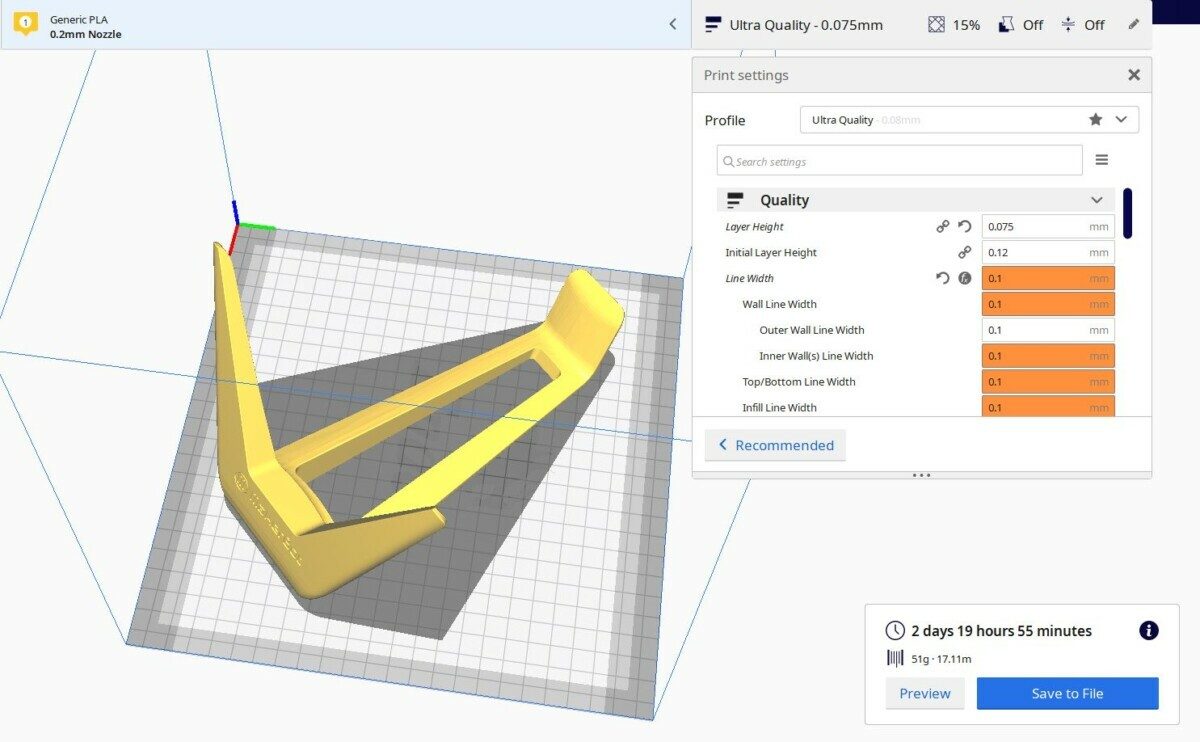
A Thingiverse-ből származó Makerbot Headphone Standet betettem a Curába, és különböző fúvókaátmérőket adtam meg, 0,1 mm-től 1 mm-ig, hogy összehasonlítsam a teljes nyomtatási időt.
A 0,1 mm-es fúvóka 2 nap, 19 óra és 55 perc alatt, 51 g anyag felhasználásával.
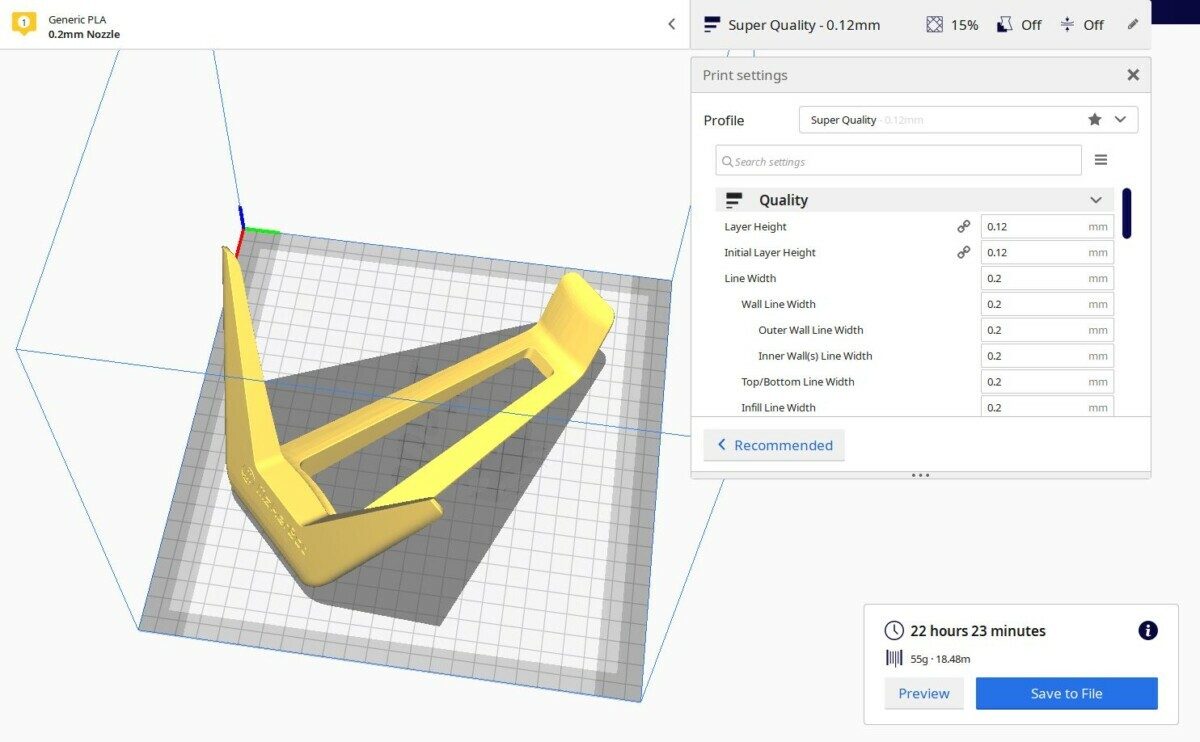
A 0,2 mm-es fúvóka 22 óra 23 percig tart 55 g anyag felhasználásával.
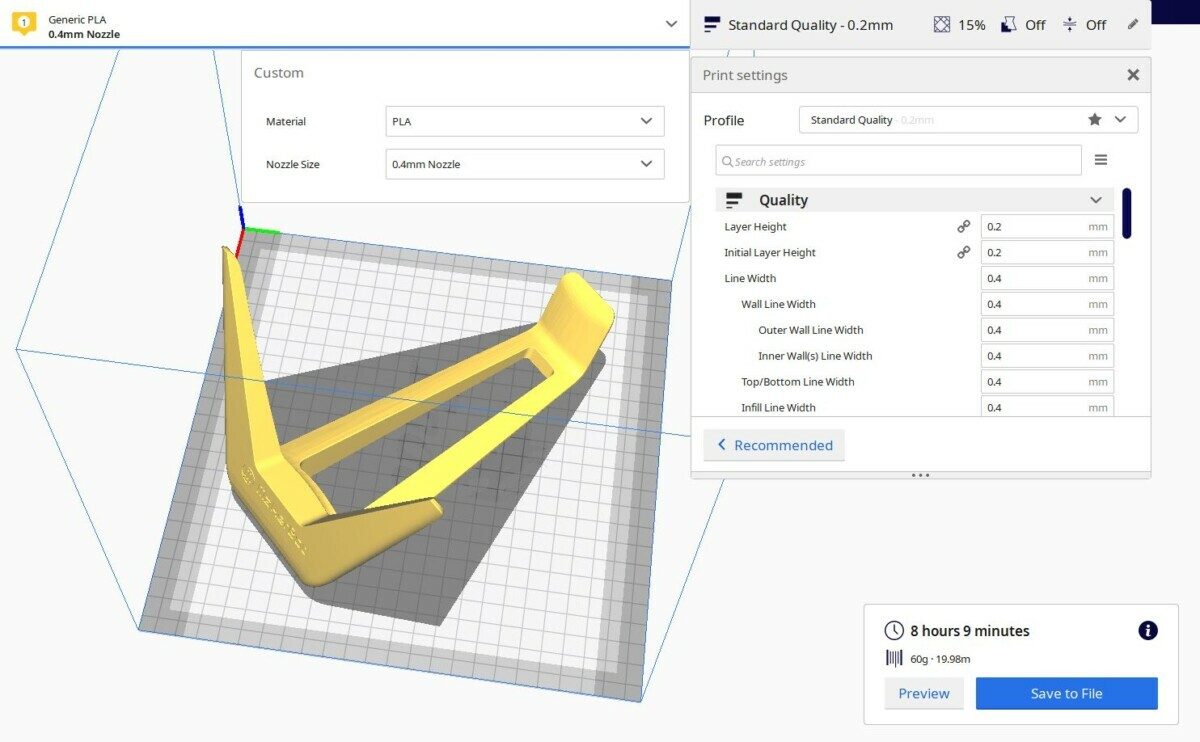
A szabványos 0,4 mm-es fúvóka 8 óra 9 percig tart, 60 g anyag felhasználásával.
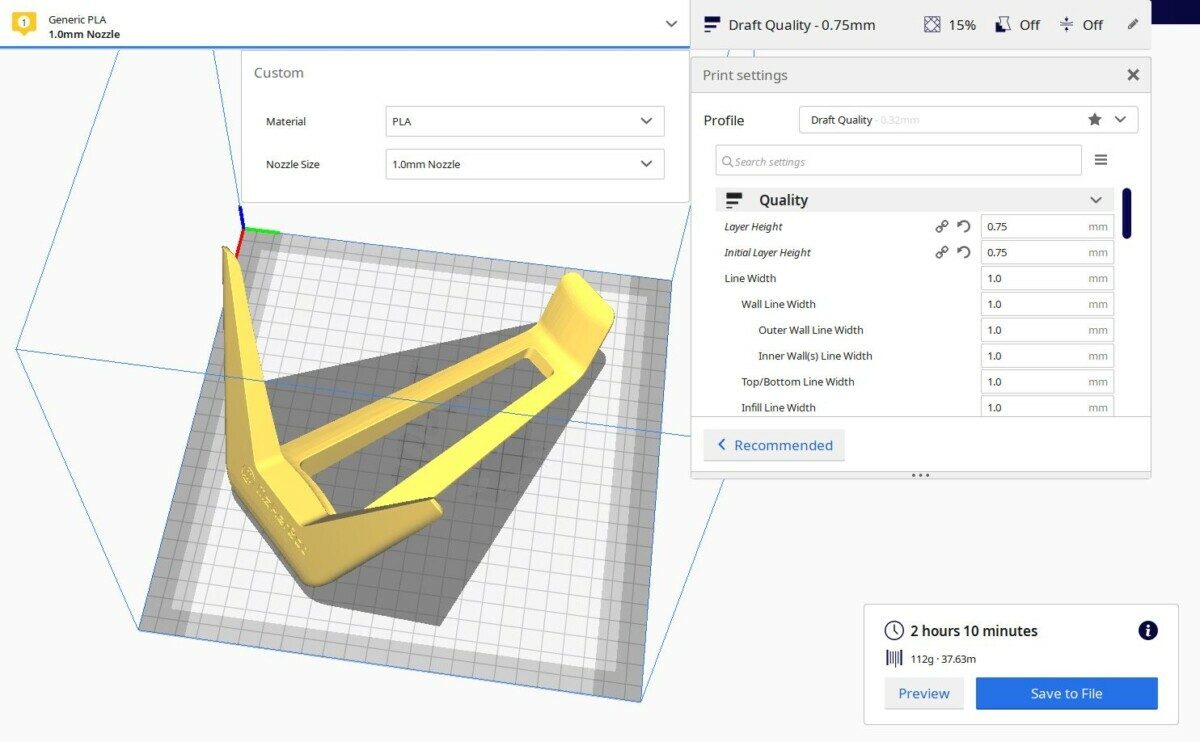
Az 1 mm-es fúvóka mindössze 2 óra 10 percet vesz igénybe, de 112 g anyagot használ fel!
Normális esetben jelentős különbség lenne a fúvókák felbontása és pontossága között, de egy ilyen egyszerű kialakításnál, mint a fenti, nem látna ekkora különbséget, mivel nincsenek pontos részletek.
Valami olyan, mint egy Deadpool modell, módos precizitást igényel, ezért biztosan nem akarsz 1 mm-es fúvókát használni hozzá. Az alábbi képen egy 0,4 mm-es fúvókát használtam, és ez elég jól sikerült, bár egy 0,2 mm-es fúvóka sokkal jobb lett volna.
Bár nem kell 0,2 mm-es fúvókára váltania, és a rétegmagasságot is csökkentheti, hogy kihasználja ezt a pontosságot. Csak akkor, ha olyan kis rétegmagasságot szeretne használni, hogy az kiesik a fúvóka átmérője és a rétegmagasság közötti 25%-os tartományból.
Így a Deadpool modellhez még mindig 0,1 mm-es rétegmagasságot használhatok, ahelyett, hogy 0,2 mm-es rétegmagasságot használnék.

Bizonyos esetekben a rétegvonalak előnyösek lehetnek a végső modell szempontjából, ha nyers, durva megjelenésre törekszik.

Könnyebb eltávolítani a támasztékokat a kisebb fúvókákkal
Oké, most egy másik tényező, ami a kisebb fúvókáknál szóba jön, a támaszok, és azok könnyebb eltávolítása. Mivel nagyobb a pontosságunk, ez a 3D nyomtatásnál a támaszoknál is a mi javunkra válik, így nem extrudálnak túlságosan és nem kötődnek szilárdan a modellhez.
A kis átmérőjű fúvókából nyomtatott hordozókat általában könnyebb eltávolítani, mint a nagy fúvókából 3D nyomtatott hordozókat.
Valójában írtam egy cikket arról, hogy hogyan lehet a 3D nyomtatási támogatásokat könnyebben eltávolítani, amit megnézhet.
Kisebb fúvókák eltömődési problémákat okoznak
A kisebb átmérőjű fúvókák nem tudnak annyi olvasztott szál extrudálni, mint a nagyobb fúvókák, ezért kisebb áramlási sebességet igényelnek. Minél kisebb a fúvóka, annál inkább hajlamos az eltömődésre a kisebb lyuk miatt.
Ha a kisebb átmérőjű fúvókával dugulási problémákba ütközik, megpróbálhatja növelni a nyomtatási hőmérsékletet, vagy hasznosabb lehet a nyomtatási sebesség lassítása, hogy a fúvókából történő extrudálás megfeleljen az extruder áramlásának.
Nagyon kis rétegmagasság
Ajánlott, hogy a rétegmagasság a fúvóka méretének 25% és 80%-a között legyen, ami azt jelenti, hogy egy kis átmérőjű fúvókának nagyon kicsi lesz a rétegmagassága. Például egy 0,2 mm-es fúvóka minimális rétegmagassága 0,05 mm, maximálisan pedig 0,16 mm.
A rétegmagasság a legjelentősebb tényező a nyomtatási pontosság és a nyomtatási idő meghatározásában, ezért ennek megfelelő kiegyensúlyozása alapvető fontosságú.
A kisebb fúvókák jobb minőségű túlnyúlásokkal rendelkeznek
Amikor sikeresen próbálnak túlnyúlást nyomtatni, ami egy hosszú anyag extrudálást jelent két magasított pont között, akkor állítólag sokkal jobban teljesítenek a kisebb fúvókákkal.
Ez főként azért van így, mert a túlnyúlásokat hűtőventilátorok segítik, amelyek kisebb rétegmagasságok vagy vonalszélességek hűtésekor jobban működnek, mivel kevesebb a lehűlni való anyag. Ez gyorsabb hűtést eredményez, így az anyag a levegő közepén sok probléma nélkül megkeményedik.
A modellben a túlnyúlás mértékének kiszámításakor a vastagabb rétegeknek nagyobb túlnyúlási távolságot kell leküzdeniük, míg a vékonyabb rétegeknek több támogatást nyújt az alattuk lévő réteg.
Ez azt eredményezi, hogy egy kis fúvókán vékony rétegeket kell leküzdeni, amelyeknek kevesebb túlnyúlást kell leküzdeniük.
A belos videó azt mutatja be, hogyan lehet igazán jó túlnyúlásokat elérni a 3D nyomatokon.
A kisebb fúvókáknak gondjai lehetnek a csiszolószálakkal
A dugulással kapcsolatos problémákhoz hasonlóan a kisebb átmérőjű fúvókák sem a legjobbak, ha csiszolószálas 3D nyomtatáshoz használjuk őket. Nemcsak eltömődnek, hanem valószínűleg a fúvóka furatát is károsítják, ami egy precíz, kis fúvókán nagyobb hatással lenne.
A koptató szálakat, amelyeket kerülnie kell, olyanok, mint a fatöltésű, a sötétben világító, a réz töltésű és a nejlon szénszálas kompozit.
Még mindig nagyon is lehetséges kisebb fúvókát használni ezekkel a csiszolószálakkal, de a legtöbb esetben megpróbálnám elkerülni.
Nagy átmérőjű 3D nyomtató fúvókát kell választanom? - 0.4mm & Fentebb
A nagyobb fúvóka használatával elérhető jelentős időmegtakarítást a fenti részben már áttekintettük, ezért nézzünk meg néhány más szempontot is.
Erősség
A CNC Kitchen és a Prusa Research megvizsgálta a 3D nyomatok szilárdsága közötti különbséget a kisebb és a nagyobb fúvókák használata esetén, és azt találták, hogy a nagyobb fúvókák sokkal jobban növelik a szilárdságot.
Ez elsősorban a 3D nyomatok nagyobb szilárdságát adja a falak extrudált extra vastagsága miatt. Például, ha 3 perimétere van egy 3D nyomtatásban, akkor nagyobb fúvókát használ, akkor nagyobb falakat fog extrudálni, ami szilárdságot jelent.
Lehetséges, hogy kisebb fúvókával vastag falakat extrudáljunk, de ha az időt is figyelembe vesszük, akkor áldozatot kell hoznunk.
Kisebb fúvókával növelheti a 3D nyomtatás vonalszélességét és rétegmagasságát, de egy bizonyos ponton nehézségekbe ütközhet a tárgyak sikeres nyomtatása.
A Prusa úgy találta, hogy a nagyobb fúvóka használatának előnye, hogy a 0,4 mm-es fúvókáról 0,6 mm-es fúvókára váltva 25,6%-kal nagyobb ütésállóságot ért el a tárgyaknál.
A nagy fúvóka extra csokor szilárdságot biztosít, különösen a végdarabok számára. A Prusa kutatás eredményei azt állítják, hogy a nagy fúvókával nyomtatott tárgy nagy szívóssággal és nagyobb ütéselnyelő képességgel rendelkezik.
A kutatás szerint a 0,6 mm átmérőjű fúvókával nyomtatott modell 25%-kal több energiát képes elnyelni, mint a 0,4 mm-es fúvókával nyomtatott tárgy.
Nagy fúvókával a dugulás kevésbé valószínű
Hasonlóan ahhoz, ahogyan a kisebb fúvókáknál is valószínű a dugulás, a nagyobb fúvókáknál kevésbé valószínű a dugulás, mivel nagyobb szabadságuk van a szál áramlási sebességét illetően. Egy nagyobb fúvóka nem épít fel akkora nyomást, és nem okoz gondot a szál extrudálásával, az extruderrel összhangban.
Gyorsabb nyomtatási idők
Egy nagy átmérőjű fúvóka több szál extrudálását teszi lehetővé, ami a modell sokkal gyorsabb nyomtatásához vezet.
Ezek a fúvókák tökéletesek, ha olyan tárgyat kell nyomtatnia, amely nem igényel vonzó megjelenést, és nem olyan bonyolult. Ideális választás akkor is, ha időmegtakarításról van szó.
A csiszolószálak könnyebben áramlanak egy nagy fúvókával
Ha koptatószálas 3D nyomtatást szeretne végezni, akkor azt javaslom, hogy maradjon a szabványos 0,4 mm-es vagy nagyobb fúvókánál, mivel ezek kevésbé hajlamosak eltömődni.
Még ha egy nagyobb átmérőjű fúvóka el is dugul, könnyebb dolga lesz a probléma megoldásával, mint egy kisebb átmérőjű fúvókával, például egy 0,2 mm-es fúvókával.
Egy még fontosabb tényező a csiszolószálak esetében az Ön által használt fúvóka anyaga, mivel a szabványos sárgaréz fúvóka nem tart ki túl sokáig, mivel lágyabb fém.
A réteg magassága nagyobb
A nagy fúvókaméretek nagyobb rétegmagassággal rendelkeznek.
Az ajánlás szerint a rétegmagasság nem haladhatja meg a fúvóka méretének 80%-át, így egy 0,6 mm-es fúvóka átmérőjű fúvóka maximális rétegmagassága 0,48 mm, míg egy 0,8 mm-es fúvóka átmérőjű fúvóka maximális rétegmagassága 0,64 mm lehet.
Alacsony felbontás & bélyeg; precizitás
Mint fentebb említettük, a nyomtatási minőség nem lesz túl részletes, ahogy a fúvóka átmérője növekszik.
Mivel a nagy fúvóka vastagabb rétegeket extrudál, akkor érdemes használni, ha nincs szükség nagyobb pontosságra vagy nagyobb felbontásra. A nagy fúvóka ideális választás az ilyen 3D nyomtatásokhoz.

Melyik 3D nyomtató fúvókaméretet válassza?
A legjobb fúvókaméret a 0,4 mm-es fúvóka a legtöbb szabványos 3D nyomtatáshoz. Ha nagyon részletes modelleket szeretne 3D nyomtatni, használjon 0,2 mm-es fúvókát. Ha gyorsabban szeretne 3D nyomtatni, használjon 0,8 mm-es fúvókát. A koptató hatású filamentumokhoz, mint például a fatöltésű PLA, a 0,6 mm-es vagy annál nagyobb fúvóka jól működik.
Nem kell feltétlenül csak egy fúvókaméretet választania. Az Amazonon kapható LUTER 24PCs MK8 M6 extruder fúvókák segítségével Ön is kipróbálhatja őket!
Mindig javaslom, hogy próbáljon ki néhány fúvókaátmérőt, hogy első kézből szerezzen tapasztalatot arról, hogy milyen. A kisebb fúvókákkal érezni fogja a nyomtatási idő növekedését, és látni fogja azokat a gyengébb minőségű nyomatokat a nagyobb fúvókákkal.
Megkapod:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x2 0.8mm
- x2 1mm
- Ingyenes tárolódoboz

A tapasztalatok birtokában sokkal jobban felkészült, hogy eldöntse, melyik fúvókát válassza az egyes 3D nyomtatásokhoz. Sokan csak azért ragaszkodnak a 0,4 mm-es fúvókához, mert az a könnyebb választás, de sok előnye van, amit az emberek kihagynak.
Egy funkcionális 3D nyomtatás, vagy akár egy váza is remekül nézhet ki egy 1 mm-es fúvókával. A funkcionális 3D nyomtatásoknak nem kell szépnek lenniük, így egy 0,8 mm-es fúvóka nagyon is indokolt lehet.
Egy részletes miniatűr, például egy akciófigura vagy egy híres ember fejének 3D-s nyomtatása jobban jár egy kisebb fúvókával, például egy 0,2 mm-es fúvókával.
A 3D nyomtatáshoz szükséges fúvóka méretének kiválasztásakor különböző tényezőket kell figyelembe venni.
Mivel a fentiekben minden fontos tényt leírtunk a kis és nagy fúvókákról, az alábbiakban bemutatunk néhány pontot, amelyek segítenek a fúvókaméret pontos kiválasztásában.
Ha az idő a legfontosabb szempont, és egy projektet rövid időn belül kell befejeznie, akkor nagy átmérőjű fúvókát kell választania, mert több szál extrudálódik belőle. Kevesebb időbe telik egy projekt befejezése, mint egy kis méretű fúvókánál.
Ha nagyméretű modelleket szeretne nyomtatni, vagy valamilyen időbeli korlátokkal járó nyomtatásra készül, akkor a nagyobb méretű fúvókák, például a 0,6 mm-es vagy 0,8 mm-es fúvókák ideális választásnak bizonyulnak.
A finomabb részletességű vagy nagy pontosságú modellekhez 0,2 mm-es vagy 0,3 mm-es modelleket érdemes választani.
Normál 3D nyomtatási tevékenységekhez a 0,3 mm-es fúvókától a 0,5 mm-es fúvókáig minden tökéletesen megfelel.
Lehetséges a 3D nyomtatás 0,1 mm-es fúvókával?
Valóban tudsz 3D nyomtatni 0,1 mm-es fúvókával, de először be kell állítanod a vonalszélességet 0,1 mm-re a Curában, vagy a választott szeletelőprogramban. A rétegmagasságodnak a fúvóka átmérőjének 25%-80%-a között kell lennie, tehát 0,025 mm & 0,08 mm között.
Több okból sem javasolnám a 0,1 mm-es fúvókával történő 3D nyomtatást, kivéve, ha igazán kicsi miniatűröket készít.
Az első dolog az, hogy mennyi ideig tartana a 3D nyomtatás egy 0,1 mm-es fúvókával. Én legalább egy 0,2 mm-es fúvókát választanék az igazán finom részletek 3D nyomtatásához, mivel ilyen alacsony fúvókaátmérővel elképesztő minőséget lehet elérni.
Egy ilyen kis fúvókával nagyobb valószínűséggel fordulhat elő nyomtatási hiba, mivel az első réteg magasságának olyan kicsinek kell lennie a kis fúvóka átmérőjéhez. Továbbá, az olvadt filamentum ilyen kis lyukon történő átnyomásához szükséges nyomás problémás lesz.
Nagyon lassan és magas hőmérsékleten kellene 3D nyomtatni ahhoz, hogy a dolgok valami értelmeset csináljanak, és ez saját nyomtatási problémákhoz vezethet. A mozgáshoz szükséges lépések nagyon kicsik lehetnek, és akár nyomtatási műtárgyakat/hibákat is eredményezhetnek.
A másik dolog, hogy egy nagyon jól hangolt 3D nyomtatóra van szükség a tökéletes tűrés elérésétől kezdve a léptetők/fogaskerekek arányainak szinte tökéletes kalibrálásáig. Egy szilárd 3D nyomtatóra és sok tapasztalatra lenne szükséged ahhoz, hogy sikeresen nyomtass egy 0,1 mm-es fúvókával.
Extrudálás/vonalszélesség kontra fúvóka átmérő mérete
Sokan kérdezik, hogy a vonalszélességnek meg kell-e egyeznie a fúvóka méretével, és a Cura úgy tűnik, hogy így gondolja. A Cura alapértelmezett beállítása az, hogy a vonalszélesség automatikusan pontosan a fúvóka átmérőjéhez változik, amit a beállításokban beállított.
A 3D nyomtatási közösségben általános szabály, hogy a vonal vagy az extrudálás szélességét ne állítsa a fúvóka átmérője alá. A finomabb minőségű nyomatok és a jó tapadás érdekében a fúvóka átmérőjének 120%-a körül lehet.
A Slic3r szoftver automatikusan a fúvóka átmérőjének 120%-ára állítja be a vonalszélességet.
A CNC Kitchen által készített alábbi videóban Stefan szilárdsági tesztjei azt mutatják, hogy a 150% körüli extrudálási szélességgel készültek a legerősebb 3D nyomatok, illetve a legnagyobb "törési szilárdsággal" rendelkeztek.
Egyesek szerint a vonalszélességet a rétegmagasság és a fúvókaátmérő figyelembevételével kell beállítani.
Például, ha 0,4 mm-es fúvókával rendelkezik, és 0,2 mm-es rétegmagassággal nyomtat, akkor a vonalszélességnek e két szám összegének kell lennie, például 0,4 + 0,2 = 0,6 mm.
Mélyreható kutatások után azonban a szakértők azt állítják, hogy a 3D modellek jó minőségű nyomtatásához ideális vonalszélességnek a fúvóka átmérőjének körülbelül 120%-ának kell lennie. E javaslat szerint a vonalszélességnek 0,4 mm-es fúvókával történő nyomtatáskor körülbelül 0,48 mm-nek kell lennie.
Az extrudálás szélessége számos előnnyel járhat, de az egyik legfontosabb az erősség.
Míg a vékony vonalszélesség jobb pontosságot és sima tárgyformát biztosít, és minimalizálja az áramlási hibák esélyét, a nagy extrudálási szélesség nagy szilárdságot biztosít, mivel a rétegeket összehozza, és az anyagot összenyomja.
Ha például olyan funkcionális tárgyat szeretne nyomtatni, amelynek szilárdságra van szüksége, akkor a nagy extrudálási szélesség beállítása segíthet.
Az extrudálási szélesség változtatása során ajánlott a hőmérsékletet és a hűtési mechanizmust ennek megfelelően kezelni, hogy a nyomtató a legjobb nyomtatási környezetet biztosítsa.
Létezik egy olyan jelenség, amelyet szerszámduzzadásnak neveznek, és amely növeli az extrudált anyag tényleges szélességét, így egy 0,4 mm-es fúvóka nem fog 0,4 mm széles műanyag vonalat extrudálni.
A fúvókán belüli extrudálási nyomás a fúvókán keresztül történő extrudálás során növekszik, de a műanyagot is összenyomja. Miután a tömörített műanyagot extrudálták, az kilép a fúvókából és kitágul. Ha azon tűnődik, hogy miért zsugorodik kissé a 3D nyomtatás, ez az egyik oka.
Ez jól segíti az ágy és a rétegek tapadását a 3D nyomtatás során.
Azokban az esetekben, amikor a tapadás gyenge, néhányan növelik a 'Intial Layer Line Width' (kezdeti réteg vonalszélesség) beállítást a Curában.
Mi a legjobb fúvóka anyag a 3D nyomtatáshoz?
A 3D nyomtatásban többféle fúvókaanyagot használnak:
- Sárgaréz fúvóka (leggyakoribb)
- Rozsdamentes acél fúvóka
- Edzett acél fúvóka
- Rubin hegyű fúvóka
- Wolfram fúvóka
A legtöbb esetben a sárgaréz fúvóka megfelel a standard anyagokkal való nyomtatáshoz, de amikor a fejlettebb szálakhoz jut, azt tanácsolom, hogy váltson keményebb anyagra.
Lásd még: A G-kód módosítása a Cura programban 3D nyomtatáshozAz alábbiakban az egyes anyagtípusokat tekintem át.
Sárgaréz fúvóka
A sárgaréz fúvókák a 3D nyomtatókban leggyakrabban használt fúvókák, aminek számos oka van: a költség, a hővezető képesség és a stabilitás.
Lehetővé teszi, hogy szinte minden típusú filamentummal nyomtasson, például PLA, ABS, PETG, TPE, TPU és Nylon.
A sárgaréz fúvókák egyetlen hátránya, hogy nem nyomtathat csiszolószálakkal, mivel nem képes az ilyen szálak széleskörű kezelésére. Amíg ragaszkodik a nem csiszolószálakhoz, a sárgaréz fúvókák nagyszerűek.
Nem tartanak sokáig egy olyan szál, mint a szénszál, amelyről köztudott, hogy erősen koptató hatású.
Mint már említettük, én a 24PCs LUTER sárgaréz fúvókákat választanám, amely kiváló minőségű, teljes fúvókaméret-kínálatot biztosít.
Rozsdamentes acél fúvóka
Az egyik olyan fúvóka, amely képes kezelni a csiszolószálakat, a rozsdamentes acél fúvóka, bár egy másik előnye, hogy széles körben használják az élelmiszerekkel kapcsolatos termékekhez.
Meg kell győződnie arról, hogy a fúvóka ólommentes, hogy ne szennyezze a 3D nyomtatásokat, amit a rozsdamentes acél fúvókák tanúsíthatnak.
Biztonságos, és olyan tárgyak nyomtatására is használható, amelyek érintkezhetnek bőrrel vagy élelmiszerrel. Tartsa szem előtt, hogy ezek a fúvókák csak rövid ideig élnek, és csak akkor érdemes megvásárolni, ha alkalmanként csiszolószálakkal ellátott tárgyat kell nyomtatnia.
Győződjön meg róla, hogy a fúvókát jó hírű beszállítótól vásárolja.
Az Uxcell 5Pcs MK8 rozsdamentes acél fúvóka az Amazonról elég jól néz ki.

Edzett acél fúvóka
A felhasználók csiszolószálakkal nyomtathatnak, és az egyik legjobb dolog az edzett acél fúvókával kapcsolatban a tartóssága, hosszabb ideig élhet, mint a sárgaréz és rozsdamentes acél fúvókák.
Az edzett acél fúvókákról tudni kell, hogy alacsonyabb hőátadást biztosítanak, és magasabb hőmérsékletet igényelnek a nyomtatáshoz, valamint nem ólommentesek, ami korlátozza a felhasználókat abban, hogy olyan tárgyak nyomtatására használják őket, amelyek érintkezhetnek bőrrel vagy élelmiszerrel.
Ez a legjobb azoknak a felhasználóknak, akik gyakran nyomtatnak csiszolószálakkal, mivel sokkal tovább él, mint a rozsdamentes acél fúvóka.
Az edzett acél fúvókák gyönyörűen működnek NylonX, szénszálas, sárgarézzel töltött, acéllal töltött, vassal töltött, fával töltött, kerámiával töltött és sötétben világító szálakkal.
Én a GO-3D edzett acél fúvókát választanám az Amazonról, amelyet sok felhasználó szeret.

Rubin hegyű fúvóka
Ez egy fúvókahibrid, amely főként sárgarézből készült, de rubin színű hegye van.
A sárgaréz stabilitást és jó hővezető képességet biztosít, míg a rubin hegyek növelik a fúvóka élettartamát. Ez egy másik olyan anyag, amely szépen együttműködik a csiszolószálakkal, és elképesztő tartósságot és pontosságot kínál.
Ezeket kifejezetten a csiszolószálak felhasználói számára tervezték, és az egyik legjobb lehetőségnek számítanak, mivel ellenállnak az állandó kopásnak. Az egyetlen dolog, ami miatt kevésbé népszerű, az a magas ára.
A BC 3D MK8 Ruby fúvóka az Amazon nagyszerű választása, amely simán működik olyan speciális anyagokkal, mint a PEEK, PEI, Nylon és más anyagok.

Wolfram fúvóka
Ez a fúvóka nagy kopásállósággal rendelkezik, és rengeteg ideig használható folyamatosan csiszolószálakkal. Nem számít, hogy mennyi ideig használja, a méretének és az alakjának ugyanannak kell lennie, hogy állandóan nagyszerű eredményeket biztosítson.
Jó hővezető képességgel rendelkezik, ami segít a hőnek eljutni a fúvóka csúcsához és fenntartani az olvadt szál hőmérsékletét.
Az egyedi belső szerkezet és a jó hővezető képesség fokozza a nyomtatási sebességet a nyomtatási minőség romlása nélkül. Csiszoló és nem csiszoló szálakkal egyaránt használható.
Én a Midwest Tungsten M6 Extruder Nozzle 0,6mm-es fúvókát választanám az Amazonról. Biztonságos és könnyen használható, ráadásul teljesen nem mérgező. Ez a fúvóka is egy amerikai székhelyű gyártó cégtől származik, ami mindig üdvözlendő!

A fő anyagokra vonatkozó részletesebb válaszért olvassa el a 3D nyomtató fúvóka - sárgaréz kontra rozsdamentes acél kontra edzett acél című cikkemet.
Melyik a legjobb fúvóka a 3D nyomtatókhoz?
A legjobb fúvóka a 0,4 mm-es sárgaréz fúvóka a legtöbb normál 3D nyomtatáshoz. Ha nagyon részletes modelleket szeretne 3D nyomtatni, használjon 0,2 mm-es fúvókát. Ha gyorsabban szeretne 3D nyomtatni, használjon 0,8 mm-es fúvókát. A koptató hatású filamentumokhoz, mint például a fatöltésű PLA, edzett acél fúvókát kell használni.
A kérdésre adott teljes válasz az Ön 3D nyomtatási követelményeitől és alkalmazásaitól függ.
Ha olyan gyakori nyomtatási anyagokat használ, mint a PLA, PETG vagy ABS egyszerű otthoni 3D nyomtatási alkalmazásokhoz, akkor egy szabványos sárgaréz fúvóka ideális lesz az Ön számára. A sárgaréz rendelkezik a legjobb hővezető képességgel, ami jól működik a 3D nyomtatáshoz.
Lásd még: Egyszerű Anycubic Photon Ultra felülvizsgálata - Érdemes megvenni vagy sem?Ha csiszolóanyagokat fog nyomtatni, akkor a sárgaréz mellett más lehetőségeket is fontolóra kell vennie, például edzett acél vagy rozsdamentes acél fúvókákat.
A Ruby-Tipped Nozzle vagy Tungsten Nozzle jó választás lehet, ha rendszeresen nyomtat nagyméretű modelleket csiszolószálakkal.
Ha gyakran nyomtat olyan tárgyakat, amelyek érintkeznek a bőrrel vagy élelmiszerekkel, akkor ólommentes fúvókát kell választania. A rozsdamentes acél fúvókák ideálisak ilyen esetekben.
3D nyomtató fúvóka mérete vs rétegmagasság
A szakértők azt javasolják, hogy a rétegmagasság ne legyen több, mint a fúvóka méretének vagy átmérőjének 80%-a. Ez azt jelenti, hogy a rétegmagasság nem haladhatja meg a 0,32 mm-t, miközben 0,4 mm-es fúvókát használ.
Nos, ez a maximális rétegmagasság, ha a minimális rétegmagasságról beszélünk, akkor lehet alacsonyra menni, hogy a géped megfelelően tudjon nyomtatni. Egyesek azt állítják, hogy 0,04 mm-es rétegmagassággal is nyomtattak már tárgyakat 0,4 mm-es fúvókával.
Még ha 0,4 mm-es rétegmagassággal is tud nyomtatni, a szakértők azt javasolják, hogy a rétegmagasság ne legyen kevesebb, mint a fúvóka méretének 25%-a, mivel ez nem lesz jelentős hatással a nyomtatási minőségre, de csak a nyomtatási időt növeli.