
INHOUDSOPGAWE
Die spuitkopgrootte en materiaal maak 'n beduidende verskil in jou 3D-drukresultate, veral wanneer jy meer skuurmateriaal gebruik. Jy wil seker maak jy kies die beste spuitpuntgroottes en materiaal vir jou projek, so hierdie artikel sal jou help om presies dit te doen.
Die beste manier om spuitpuntgrootte te bepaal & materiaal is om jou doelwitte te ken, of jy 'n gedetailleerde model wil hê of om verskeie modelle in die vinnigste moontlike tyd te druk. As jy detail wil hê, kies 'n klein mondstukgrootte, en as jy met 'n skuurmateriaal druk, gebruik 'n verharde staalspuitstuk.
Sodra jy verder in jou 3D-drukreis kom, sal jy begin om verbeterings op verskeie gebiede aan te bring wat jou drukkwaliteit-prestasie verhoog.
Die res van hierdie artikel sal jou help in die spuitkopgrootte en materiaalarea en vir jou 'n paar nuttige inligting gee wat jou op die pad behoort te help, so hou op lees.
Hoe kies ek die regte spuitstukgrootte vir 3D-drukwerk?
Gewoonlik wissel spuitpuntgroottes van 0.1mm tot 1mm en jy kan uit verskeie opsies kies, afhangende van op jou vereistes. 0.4mm word beskou as die standaard spuitpuntgrootte van 'n 3D-drukker en byna alle vervaardigers sluit 'n spuitpunt van hierdie grootte in hul drukkers in.
Die spuitstuk is een van die mees noodsaaklike dele van die 3D-drukker wat bydra tot die drukwerk. proses van 3D-modelle.
Daar is 'n belangrikemodelle, sal jy vir 'n 0,2 mm- of 0,3 mm-model wil gaan.
Vir normale 3D-drukaktiwiteite is enige plek van 'n 0,3 mm-spuitstuk tot 'n 0,5 mm-spuitstuk heeltemal in orde.
Is dit moontlik om met 'n 0.1mm-spuitstuk te 3D-druk?
Jy kan wel 3D-druk met 'n 0.1mm-spuitstuk, maar jy moet eers jou lynwydte op 0.1mm in Cura stel, of jou gekose snyer. Jou laag hoogte moet wees tussen 25% -80% van die spuitkop deursnee, so dit sal wees tussen 0,025 mm & amp; 0.08mm.
Ek sal om verskeie redes nie 3D-drukwerk met 'n 0.1mm-spuitkop aanbeveel nie, tensy jy 'n paar baie klein miniatuurtjies maak.
Die eerste ding is net hoe lank jou 3D-afdrukke sal geneem word met 'n 0,1 mm-spuitstuk. Ek sal ten minste vir 'n 0.2 mm-spuitstuk gaan om baie fyn besonderhede te 3D-druk, aangesien jy ongelooflike gehalte kan kry teen 'n spuitkop deursnee so laag.
Jy is meer geneig om drukfoute te ondervind met so 'n klein mondstuk, as gevolg van die eerste laag hoogte wat so klein moet wees vir die klein mondstuk deursnee. Die druk wat nodig is om gesmelte filament deur so 'n klein gaatjie te druk, gaan ook lastig wees.
Jy sal baie stadig en met 'n hoë temperatuur 3D-druk moet kry om dinge sinvol te laat doen, en dit kan tot sy eie drukprobleme lei. Die stappe wat nodig is om te beweeg, kan baie klein wees en selfs tot drukartefakte/-onvolmaakthede lei.
'n Ander ding vereis 'n hoogs ingestel3D-drukker van 'n perfekte toleransie tot die kalibrering van die steppers/ratverhoudings byna perfek. Jy sal 'n soliede 3D-drukker en baie ondervinding nodig hê om suksesvol te druk met 'n 0.1mm-spuitstuk.
Ekstrusie/lynwydte vs. spuitkopdiametergrootte
Baie mense vra of jou lynwydte gelyk moet wees aan jou mondstukgrootte, en dit lyk of Cura so dink. Die verstekinstelling in Cura is om die lynwydte outomaties te laat verander na die presiese spuitkopdiameter wat jy in die instellings gestel het.
Die standaardreël in die 3D-drukgemeenskap is om nie jou lyn- of ekstrusiewydte onder die mondstuk deursnee. Om fyner gehalte-afdrukke en goeie adhesie te kry, kan jy ongeveer 120% van jou spuitkop-deursnee doen.
Die Slic3r-sagteware stel lynwydte outomaties op 120% van spuitkop-deursnee.
In die video hieronder deur CNC Kitchen, Stefan se sterktetoetse het bevind dat 'n ekstrusiewydte van ongeveer 150% die sterkste 3D-afdrukke gelewer het, of die hoogste 'Failure Strength' gehad het.
Sommige mense sê dat die lynwydte gestel moet word deur die oorweging van die laaghoogte en spuitkop-deursnee.
As jy byvoorbeeld 'n spuitstuk van 0.4mm het en jy druk teen 'n laaghoogte van 0.2mm, moet jou lynwydte die som van hierdie twee syfers wees, soos 0.4 + 0.2 = 0.6mm.
Maar na diepgaande navorsing beweer kenners dat die ideale lynwydte vir die druk van 3D-modelle teen hoë kwaliteit ongeveer 120% vandie spuitkop deursnee. Volgens hierdie voorstel moet die lynwydte tydens druk met 'n spuitstuk van 0.4mm ongeveer 0.48mm wees.
Ekstrusiewydte kan baie voordele inhou, maar 'n groot een is sterkte.
Waar 'n dun lynwydte verseker beter akkuraatheid en gladde voorwerp se vorm en verminder die kanse op vloeifoute, hoë ekstrusiewydte bied 'n uitgebreide sterkte, want dit bring laag bymekaar en stof word saamgepers.
As jy iets wil druk soos 'n funksionele voorwerp wat sterkte benodig, dan kan die stel van 'n hoë ekstrusiewydte help.
Terwyl die ekstrusiewydte verander word, word dit aanbeveel om die temperatuur en verkoelingsmeganisme dienooreenkomstig te bestuur sodat die drukker die beste drukomgewing kan hê.
Daar is 'n verskynsel genaamd die swel wat die werklike wydte van geëxtrudeerde materiaal vergroot, dus 'n 0.4 mm-spuitstuk sal nie 'n plastieklyn wat 0.4 mm breed is uitdruk nie.
Die ekstrusiedruk binne die mondstuk bou op soos dit deur die mondstuk uitdruk, maar druk ook die plastiek saam. Sodra die saamgeperste plastiek uitgedruk word, verlaat dit die mondstuk en sit dit uit. As jy wonder hoekom 3D-afdrukke effens krimp, is dit deel van die rede.
Dit help goed met bedhegting en laaghegting regdeur 'n 3D-afdruk.
In gevalle waar jy swak adhesie kry, sal sommige mense hul 'Intial Layer Line Width' vergrootinstelling in Cura.
Wat is die beste mondstukmateriaal om te kies vir 3D-drukwerk?
Daar is 'n paar soorte mondstukmateriaal wat in 3D-drukwerk gebruik word:
- Geelkoper spuitstuk (mees algemeen)
- Vlekvrye staal spuitstuk
- Geharde staal spuitstuk
- Ruby-punt spuitstuk
- Tungsten mondstuk
In die meeste gevalle sal 'n Koperspuitstuk net goed vaar om met standaard materiaal te druk, maar wanneer jy by meer gevorderde filament kom, sal ek aanbeveel om na 'n harder materiaal te verander.
Ek sal deurgaan elke materiaaltipe hieronder.
Geelkoperspuitpunte
Geelkoperspuitpunte is om baie redes die mees gebruikte spuitpunte in 3D-drukkers, die koste daarvan, termiese geleidingsvermoë en stabiliteit.
Dit laat jou toe om met byna alle soorte filamente soos PLA, ABS, PETG, TPE, TPU en Nylon te druk.
Die enigste nadeel met Koperspuitpunte is dat jy nie met skuurfilamente kan druk nie, aangesien dit nie sulke kan hanteer nie. filamente omvattend. Solank jy by nie-skuur filamente hou, is Koperspuitpunte wonderlik.
Hulle sal nie baie lank hou met 'n filament soos Koolstofvesel, wat bekend is as hoogs skuur nie.
Soos hierbo genoem, sal ek gaan met die 24PC's LUTER Brass Nozzles, wat vir jou 'n hoë gehalte, volle reeks spuitpunte groottes gee.

Vlekvrye staal mondstuk
Een van die spuitpunte wat skuurfilamente kan hanteer, is die vlekvrye staal spuitpunt, alhoewel 'n ander onderstebo is hoe dit iswyd gebruik vir produkte wat kos insluit.
Jy moet seker maak dat jou spuitstuk loodvry is sodat dit nie die 3D-afdrukke besoedel nie, waarvan vlekvrye staalspuitpunte kan getuig.
Dit is veilig en kan gebruik word om voorwerpe te druk wat met vel of kos in aanraking kan kom. Hou hierdie feit in gedagte dat hierdie spuitpunte net vir 'n kort tydperk kan lewe en slegs gekoop moet word as jy af en toe 'n voorwerp met skuurfilamente moet druk.
Maak seker dat jy die spuitpunt by 'n betroubare koop verskaffer.
Uxcell 5Pcs MK8 Stainless Steel Nozzle van Amazon lyk redelik goed.

Geharde staalspuitstuk
Gebruikers kan met skuurfilamente druk en een van die beste dinge van 'n geharde staal spuitpunte is sy duursaamheid, dit kan langer lewe in vergelyking met koper en vlekvrye staal spuitpunte.
Een ding om te weet oor geharde staal spuitpunte is dat hulle laer bied hitte-oordrag en vereis hoër temperature om te druk en hulle is nie loodvry nie wat gebruikers beperk om dit te gebruik vir die druk van voorwerpe wat met vel of kos in aanraking kan kom.
Dit is die beste vir die gebruikers wat met skuurmiddel druk filamente dikwels, want dit kan baie langer leef as vlekvrye staal spuitpunte.
Geharde staal spuitpunte werk pragtig met NylonX, Koolstofvesel, Geelkoper gevul, Staal gevuld, Yster gevuld, Hout gevuld, Keramiek gevuld, en Glow-in-Darkfilamente.
Ek sal met die GO-3D-geharde staalspuitstuk van Amazon gaan, 'n keuse waarvan baie gebruikers mal is.

Ruby-tipped nozzle
Hierdie is 'n spuitkopbaster wat hoofsaaklik uit koper bestaan, maar het 'n robynpunt.
Die Geelkoper verskaf stabiliteit en goeie termiese geleidingsvermoë, terwyl die robynpunte die lewensduur van die spuitkop verhoog. Dit is nog 'n materiaal wat mooi kan werk met skuurfilamente wat ongelooflike duursaamheid en akkuraatheid bied.
Hulle is spesiaal ontwerp vir die gebruikers van die skuurfilamente en word beskou as een van die beste opsies aangesien hulle konstante skuur kan weerstaan. Die enigste ding wat dit minder gewild maak, is sy hoë prys.
Die BC 3D MK8 Ruby Nozzle is 'n goeie keuse van Amazon, wat glad werk met spesiale materiale soos PEEK, PEI, Nylon, en meer.

Tungsten-spuitstuk
Hierdie spuitstuk het 'n hoë slytasie- en skeurweerstand en kan vir baie tyd voortdurend met skuurfilamente gebruik word. Maak nie saak hoeveel tyd jy gebruik nie, die grootte en vorm daarvan moet dieselfde wees om vir jou konsekwent goeie resultate te bied.
Dit bied goeie termiese geleidingsvermoë wat hitte help om die punt van die spuitstuk te bereik en die temperatuur te handhaaf vir die gesmelte filament.
Die unieke binnestruktuur en goeie termiese geleidingsvermoë verhoog die drukspoed sonder om die drukkwaliteit in te boet. Dit kan gebruik word met beide skuur en nie-skuurfilamente.
Ek sal met die Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle van Amazon moet gaan. Dit is veilig en maklik om te gebruik, en is ook heeltemal nie-giftig. Hierdie mondstuk kom ook van 'n Amerikaanse vervaardigingsmaatskappy, wat altyd welkom is!

Vir 'n meer in-diepte antwoord oor die hoofmateriaal, kan jy my artikel 3D nagaan Drukker spuitstuk – koper vs vlekvrye staal vs geharde staal.
Wat is die beste spuitstuk vir 3D-drukkers?
Die beste spuitstuk om te kies is 'n koper 0.4mm spuitpunt vir die meeste standaard 3D drukwerk. As jy baie gedetailleerde modelle wil 3D-druk, gebruik 'n 0,2 mm-spuitstuk. As jy vinniger wil 3D-druk, gebruik 'n 0,8 mm-spuitstuk. Vir filamente wat skuur is soos houtvul PLA, moet jy 'n geharde staal spuitstuk gebruik.
Vir die volledige antwoord op hierdie vraag hang dit regtig af van jou 3D-drukvereistes en toepassings.
As jy algemene drukmateriaal soos PLA, PETG of ABS gebruik vir eenvoudige 3D-druktoepassings vir die huis, is 'n standaardkoperspuitstuk ideaal vir jou. Geelkoper het die beste termiese geleidingsvermoë, wat goed werk vir 3D-drukwerk.
As jy skuurmateriaal gaan druk, moet jy ander opsies as Geelkoper soos Geharde Staal of Vlekvrye Staalspuitpunte oorweeg.
'n Ruby-tip mondstuk of wolfraam mondstuk behoort 'n goeie keuse te wees as jy gereeld groot modelle met skuur filamente druk.
Indiendruk jy baie gereeld voorwerpe wat met die vel of kos in aanraking kom dan moet jy gaan vir 'n spuitkop wat loodvry is. Vlekvrye staal spuitpunte is ideaal in sulke scenario's.
3D Drukker spuitpuntgrootte vs laaghoogte
Kenners stel voor dat laaghoogte nie meer as 80% van die spuitkopgrootte of deursnee moet wees nie. Dit beteken dat jou laaghoogte nie vanaf 0.32mm moet oorskry terwyl jy 'n 0.4mm spuitstuk gebruik nie.
Wel, dit is die maksimum laaghoogte, as ons praat oor die minimum laaghoogte, dan kan jy laag gaan na die punt waar jou masjien behoorlik kan druk. Sommige mense beweer dat hulle selfs voorwerpe op 'n laaghoogte van 0,04 mm gedruk het met 'n 0,4 mm spuitstuk.
Selfs al kan jy op 0,4 mm laaghoogte druk, stel kenners voor dat jou laaghoogte nie minder as 25% van die spuitkopgrootte aangesien dit nie 'n groot impak op die drukkwaliteit sal hê nie, maar net die druktyd sal verhoog.
besluit om spoed teen kwaliteit te balanseer, waar as jy 'n groot, funksionele item druk, 'n groter spuitkop deursnee soos 0,8 mm net goed is.Aan die ander kant, as jy 'n gedetailleerde model druk soos 'n miniatuur, enige plek van 0,4 mm tot 0,2 mm maak die meeste sin.
Hou in gedagte dat sommige 3D-drukkers beperk is in hul drukresolusie, met FDM 3D-drukkers wat gewoonlik 'n drukresolusie van 0,05 mm tot 0,1 mm sien of 50-100 mikron. 'n Klein spuitstuk sal nie veel 'n verskil maak in hierdie gevalle nie.
Hieronder gaan ek 'n bietjie meer in detail in om te verduidelik watter faktore beïnvloed word in die keuse van 'n kleiner of 'n groter spuitstuk vir jou 3D-drukker.
Moet ek 'n klein 3D-drukkerspuitkop-deursnee gebruik? – 0,4 mm & Onder
Resolusie, Presisie & Druktye van kleiner spuitpunte
Soos voorheen genoem, gaan jy die beste resolusie en akkuraatheid kry met kleiner spuitpunte teen 0.4 mm, tot by 0.1 mm, alhoewel die tyd wat dit neem om elke 3D-model te skep gaan wees aansienlik hoër.
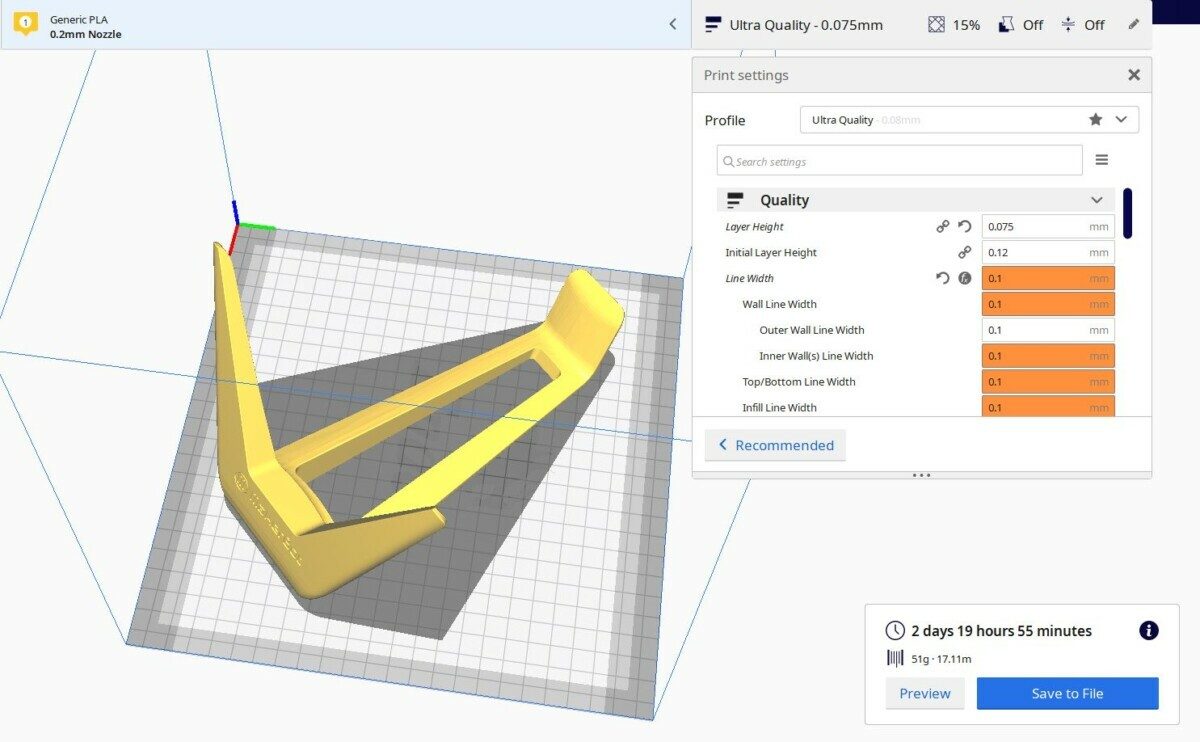
Ek het die Makerbot-koptelefoonstand van Thingiverse in Cura gesit en verskillende spuitkopdiameters ingesit, wat wissel van 0.1mm tot 1mm tot vergelykende algehele druktye.
Die 0.1mm-spuitstuk neem 2 dae, 19 uur en 55 minute, met 51g materiaal.
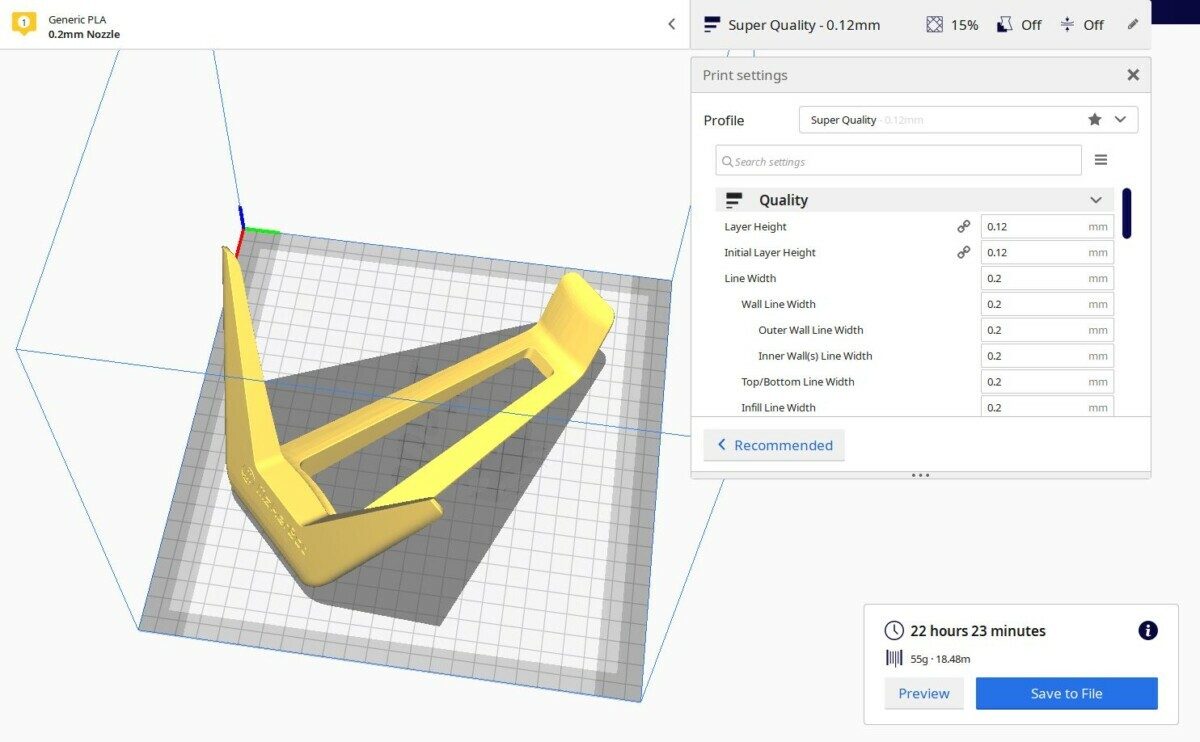
Die 0.2mm-spuitstuk neem 22 uur en 23 minute met 55g materiaal
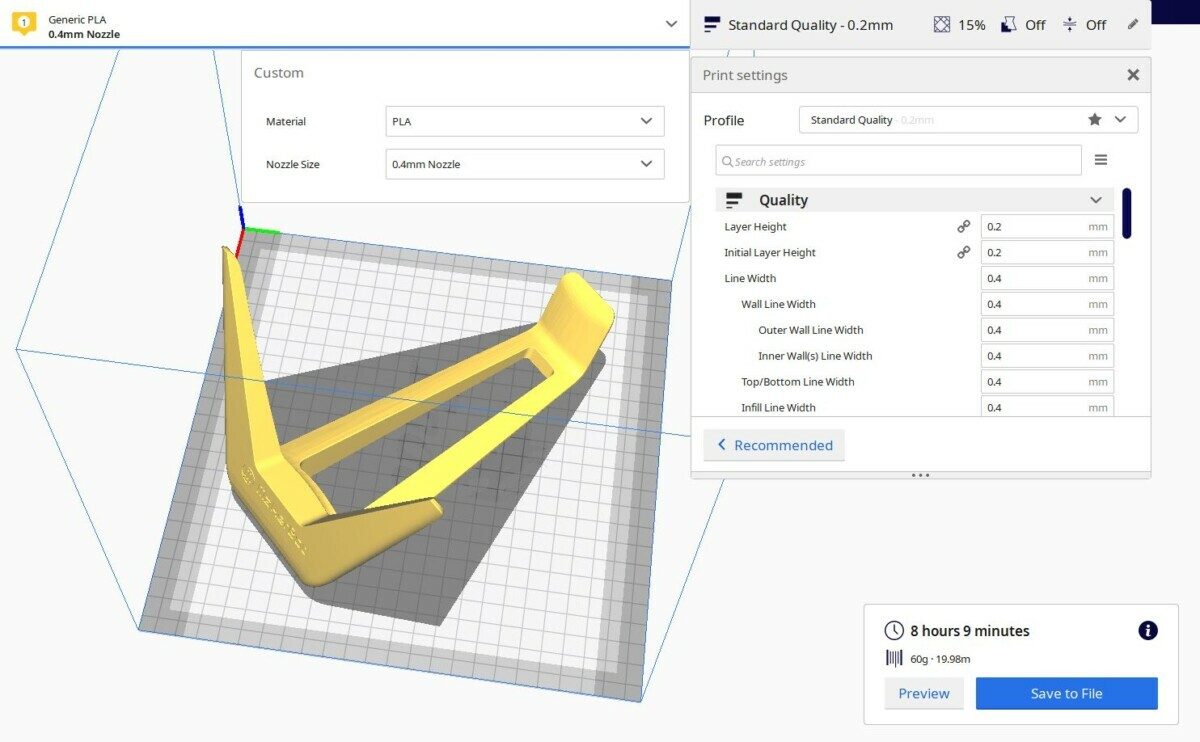
Die standaard 0.4mm spuitstukneem 8 uur en 9 minute, met 60 g materiaal.
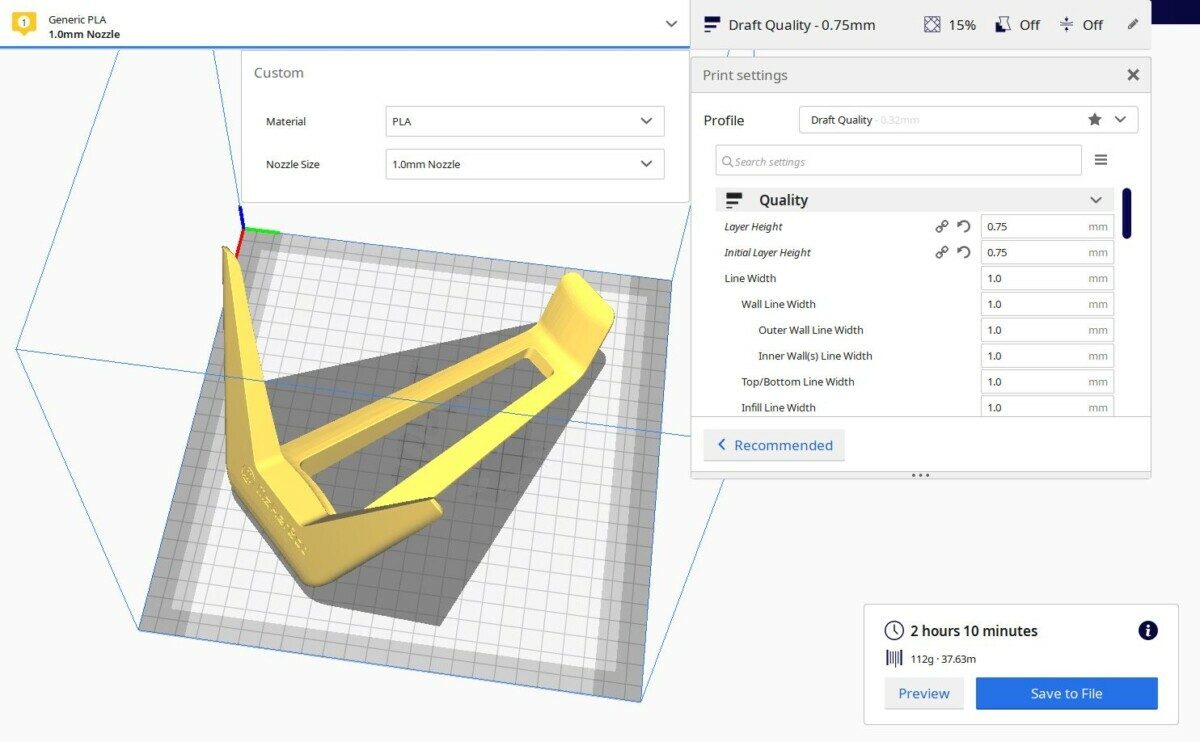
Die 1 mm-spuitstuk neem net 2 uur en 10 minute, maar gebruik 'n yslike 112g materiaal!
Gewoonlik sal daar 'n aansienlike verskil in die resolusie en akkuraatheid tussen hierdie spuitpunte wees, maar met 'n eenvoudige ontwerp soos hierbo, sal jy nie so 'n groot verskil sien nie, want daar is nie enige presiese besonderhede.
Iets soos 'n Deadpool-model sal moduspresisie vereis, so jy sal beslis nie 'n 1 mm-spuitstuk daarvoor wil gebruik nie. Op die foto hieronder het ek 'n 0.4 mm spuitstuk gebruik en dit het redelik goed uitgekom, alhoewel 'n 0.2 mm spuitstuk baie beter sou gewees het.
Alhoewel, jy hoef nie na 'n 0.2 mm spuitstuk te verander nie, en jy kan net die laaghoogte verlaag om voordeel te trek uit daardie akkuraatheid. Dit is net wanneer jy 'n laaghoogte so klein wil gebruik dat dit buite die 25%-reeks van spuitpuntdiameter tot laaghoogte-aanbeveling val.
Ek kan dus steeds 'n 0.1mm laaghoogte vir die Deadpool-model gebruik, eerder as die 0,2 mm laaghoogte wat gebruik is.

In sommige gevalle kan die laaglyne voordelig wees vir die finale model, as jy op soek is na 'n rou, robuuste kyk.
Sien ook: Creality Ender 3 V2-resensie – die moeite werd of nie? 
Makliker om stutte met kleiner spuitpunte te verwyder
Goed, nou is 'n ander faktor wat met kleiner spuitpunte ter sprake kom, die stutte, wat dit makliker maak te verwyder. Aangesien ons meer akkuraatheid het, kom dit ook in onsguns wanneer 3D-druksteune, sodat hulle nie te veel uitdruk en stewig met die model bind nie.
Steuntjies wat vanaf 'n spuitstuk met 'n klein deursnee gedruk word, is gewoonlik makliker om te verwyder in vergelyking met 3D-steunstukke wat vanaf 'n groot spuitstuk gedruk word.
Ek het eintlik 'n artikel geskryf oor Hoe om 3D-druksteune makliker te maak om te verwyder wat jy kan kyk.
Kleiner spuitpunte gee probleme met verstopte stukke
Kleiner deursnee spuitpunte kan nie uitdruk nie. baie gesmelte filament as groter spuitpunte, sodat hulle minder vloeitempo benodig. Hoe kleiner die spuitstuk, hoe meer is dit vatbaar vir verstop as gevolg van sy kleiner gaatjie.
As jy probleme ondervind met 'n spuitstuk met 'n kleiner deursnee, kan jy probeer om jou druktemperatuur te verhoog, of meer nuttig kan wees om die drukspoed te vertraag, sodat die ekstrusie uit die spuitstuk by die ekstrudervloei pas.
Baie klein laaghoogte
Dit word aanbeveel dat die laaghoogte tussen 25% en 80% van die mondstukgrootte wat beteken dat 'n klein deursnee mondstuk 'n baie klein laaghoogte sal hê. Byvoorbeeld, 'n 0.2mm spuitstuk sal 'n minimum laaghoogte van 0.05 en 'n maksimum van 0.16mm hê.
Laaghoogte is die belangrikste faktor in die bepaling van die drukpresisie en druktyd, dus dit is noodsaaklik om dit behoorlik te balanseer .
Kleiner spuitpunte het oorhange van beter gehalte
Wanneer jy probeer om 'n oorhang suksesvol te druk, wat 'n langekstrusie van materiaal tussen twee verhoogde punte, daar word gesê dat hulle baie beter presteer met kleiner spuitpunte.
Dit is hoofsaaklik omdat oorhange bygestaan word deur koelwaaiers, wat beter werk wanneer kleiner laaghoogtes of lynwydtes afgekoel word, want daar is minder materiaal om af te koel. Dit lei tot vinniger verkoeling, dus verhard die materiaal in die lug sonder baie probleme.
Ook, wanneer die grade van oorhang in 'n model bereken word, sal dikker lae meer van 'n oorhangafstand hê om te oorkom, terwyl dunner lae het meer ondersteuning van die laag hieronder.
Dit lei daartoe dat dun lae op 'n klein spuitstuk minder oorhang moet oorkom.
Die videobelos gaan oor hoe om werklik goeie oorhange in jou 3D-afdrukke te kry. .
Kleiner spuitpunte kan probleme ondervind met skuurfilament
Soortgelyk aan die moeilikheid met verstopping, is spuitpunte met kleiner deursnee nie die beste om te gebruik wanneer 3D-druk met skuurfilament nie. Nie net sal hulle waarskynlik verstop nie, maar ook beskadig die spuitgatgat, wat meer effek op 'n presiese, klein spuitstuk sal hê.
Skuurfilamente wat jy moet vermy, is dié soos houtvul, gloei-in- die-donker-, kopervul- en nylon-koolstofvesel-saamgestelde.
Dit is steeds baie moontlik om 'n kleiner mondstuk met hierdie skuurfilamente te gebruik, maar ek sal dit in die meeste gevalle probeer vermy.
Moet ek 'n groot 3D-drukker-spuitpunt-deursnee kies? – 0,4 mm & Bo
Ons hetgegaan oor die aansienlike tydbesparing deur 'n groter mondstuk in die afdeling hierbo te gebruik, so kom ons kyk na 'n paar ander aspekte.
Sien ook: 3D-druktemperatuur is te warm of te laag – hoe om dit reg te stelSterkte
CNC Kitchen en Prusa Research het gekyk na die verskil in die sterkte van 3D-afdrukke, wanneer klein vs groter spuitpunte gebruik word, en hulle het gevind dat groter spuitpunte baie beter vaar vir sterkte.
Dit gee hoofsaaklik 3D-afdrukke meer sterkte as gevolg van die ekstra dikte wat in die mure uitgedruk word. As jy byvoorbeeld 3 omtreke in 'n 3D-afdruk het, gebruik dan 'n groter mondstuk, jy gaan groter mure uitdruk, wat neerkom op sterkte.
Dit is moontlik om dik mure met 'n kleiner mondstuk uit te druk, maar as jy ook tyd inreken, sal jy die opoffering moet maak.
Jy kan die lynwydte en laaghoogte van jou 3D-afdrukke met 'n kleiner spuitkop vergroot, maar op 'n sekere punt sal jy dalk probleme ondervind om te druk voorwerpe suksesvol te maak.
Prusa het gevind dat 'n voordeel van die gebruik van 'n groter spuitstuk, wat van 0,4 mm na 'n 0,6 mm spuitpunt gaan, voorwerpe 'n 25,6% toename in impakweerstand gegee het.
'n Groot spuitstuk bied 'n ekstra klomp krag, veral aan die einddele. Die resultate van die Prusa-navorsing beweer dat die voorwerp wat deur 'n groot spuitstuk gedruk word, groot taaiheid het en 'n hoër skokabsorpsievermoë het.
Volgens die navorsing kan die model wat gedruk is met 'n spuitstuk van 0,6 mm in deursnee absorbeer 25% meer energie in vergelykingna die voorwerp wat met 'n 0,4 mm-spuitpunt gedruk is.
Verstopping is minder waarskynlik met 'n groot mondstuk
Soortgelyk aan hoe verstopping waarskynlik is met kleiner spuitpunte, is groter spuitpunte minder geneig om te verstop, a.g.v. meer vryheid hê met die vloeitempo's van filament. 'n Groter spuitkop sal nie soveel druk opbou nie en sukkel om filament uit te druk, in lyn met die ekstruder.
Vinniger druktye
'n Spuitstuk met 'n groot deursnee sal meer filament toelaat om uit te druk wat sal lei tot die druk van die model op 'n baie vinniger manier.
Hierdie spuitpunte is perfek wanneer jy 'n voorwerp moet druk wat nie 'n aantreklike voorkoms nodig het nie en nie so kompleks is nie. Dit is ook 'n ideale keuse wanneer dit by tydbesparing kom.
Skuurfilamente vloei makliker met 'n groot mondstuk
As jy op soek is na 3D-druk met skuurfilament, sal ek aanbeveel om by te bly die standaard 0,4 mm spuitstuk of groter, aangesien dit minder geneig is om te verstop.
Selfs wanneer 'n spuitstuk met 'n groter deursnee wel verstop, gaan dit makliker wees om die probleem op te los in vergelyking met 'n spuitkop met 'n kleiner deursnee soos 'n 0,2 mm.
Een selfs belangriker faktor wanneer dit by skuurfilamente kom, is die spuitstukmateriaal wat jy gebruik, aangesien die standaard koperspuitstuk nie baie lank sal hou nie, aangesien dit 'n sagter metaal is.
Laaghoogte is groter
Groot spuitpuntgroottes sal 'n hoër laaghoogte hê.
Soos dit aanbeveel word, is die laaghoogtemoet nie 80% van die spuitkopgrootte oorskry nie, dus moet 'n 0.6mm spuitkop deursnee 'n maksimum laaghoogte van 0.48mm hê, terwyl 'n 0.8mm spuitkop deursnee 'n maksimum laaghoogte 0.64mm moet hê.
Laag Resolusie & amp; Presisie
Soos hierbo genoem, gaan jou drukkwaliteit nie baie gedetailleerd wees nie, aangesien jy hoër in spuitpuntdeursnee gaan.
Aangesien 'n groot spuitkop dikker lae uitdruk, moet dit gebruik word wanneer dit hoër is. presisie of hoër resolusie is nie nodig nie. 'n Groot spuitstuk is 'n ideale keuse vir daardie 3D-afdrukke.

Watter 3D-drukker-spuitpuntgrootte moet jy kies?
Die beste spuitkopgrootte om kies is 'n 0,4 mm-spuitstuk vir die meeste standaard 3D-drukwerk. As jy baie gedetailleerde modelle wil 3D-druk, gebruik 'n 0,2 mm-spuitstuk. As jy vinniger wil 3D-druk, gebruik 'n 0,8 mm-spuitstuk. Vir filamente wat skuur soos houtvul PLA, werk 'n 0.6mm spuitstuk of groter goed.
Jy hoef nie noodwendig net een spuitkopgrootte te kies nie. Met die LUTER 24PCs MK8 M6 Extruder Nozzles van Amazon kan jy dit self uitprobeer!
Ek beveel altyd aan om 'n paar spuitkopdiameters uit te probeer sodat jy eerstehandse ondervinding kan kry oor hoe dit is. Jy sal daardie toename in druktyd voel met die kleiner spuitpunte, en daardie laer kwaliteit afdrukke met die groter spuitpunte sien.
Jy kry:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- Gratis stoorboks
Met die ervaring is jy baie meer goed toegerus om besluit watter spuitkop jy vir elke 3D-afdruk moet kies. Baie mense hou net by die 0,4 mm-spuitpunt, want dit is die makliker keuse, maar daar is baie voordele wat mense misloop.
Iets soos 'n funksionele 3D-afdruk, of selfs 'n vaas kan fantasties lyk met 'n 1 mm mondstuk. Funksionele 3D-afdrukke hoef nie mooi te lyk nie, so 'n 0,8 mm-spuitstuk kan baie geregverdig wees.
'n Gedetailleerde miniatuur soos 'n aksiefiguur of 3D-afdruk van 'n bekende persoon se kop is beter af met 'n kleiner spuitstuk. soos 'n 0.2mm spuitpunt.
Daar is verskillende faktore wat in ag geneem moet word wanneer die spuitkopgrootte vir jou 3D-drukwerk gekies word.
Aangesien al die belangrike feite hierbo beskryf word oor die klein en groot spuitpunte , hieronder is 'n paar punte wat jou sal help om 'n spuitstukgrootte akkuraat te kies.
As tyd jou groot bekommernis is en jy 'n projek in 'n spesifieke kort tydperk moet voltooi, moet jy vir 'n spuitstuk met 'n groot deursnee, want dit sal meer filament uitdruk. Hulle sal minder tyd neem om 'n projek te voltooi in vergelyking met 'n klein spuitpuntgrootte.
As jy groot modelle wil druk of iets met tydsbeperkings druk, sal die groter spuitpunte soos 0.6mm of 0.8mm wees die ideale keuse.
Vir fyner detail modelle, of hoë presisie