
අන්තර්ගත වගුව
විශේෂයෙන් ඔබ වඩාත් උල්ෙල්ඛ ද්රව්ය භාවිතා කරන විට, තුණ්ඩයේ ප්රමාණය සහ ද්රව්යය ඔබේ ත්රිමාණ මුද්රණ ප්රතිඵලවල සැලකිය යුතු වෙනසක් ඇති කරයි. ඔබ ඔබේ ව්යාපෘතිය සඳහා හොඳම තුණ්ඩ ප්රමාණය සහ ද්රව්ය තෝරා ගන්නා බව සහතික කර ගැනීමට ඔබට අවශ්ය වේ, එබැවින් මෙම ලිපිය ඔබට එය හරියටම කිරීමට උපකාරී වනු ඇත.
තුණ්ඩ ප්රමාණය තීරණය කිරීමට හොඳම ක්රමය & ඔබට සවිස්තරාත්මක ආකෘතියක් අවශ්යද නැතහොත් හැකි ඉක්මනින් ආකෘති කිහිපයක් මුද්රණය කිරීමට අවශ්යද යන්න ඔබේ ඉලක්ක දැන ගැනීම ද්රව්යයයි. ඔබට විස්තර අවශ්ය නම්, කුඩා තුණ්ඩ ප්රමාණය තෝරන්න, ඔබ උල්ෙල්ඛ ද්රව්යයකින් මුද්රණය කරන්නේ නම්, තද වානේ තුණ්ඩයක් භාවිතා කරන්න.
ඔබ ඔබේ ත්රිමාණ මුද්රණ ගමනේ තවත් ඉදිරියට ගිය පසු, ඔබ ආරම්භ කරනු ඇත. ඔබේ මුද්රණ ගුණාත්මක කාර්ය සාධනය වැඩි කරන ක්ෂේත්ර කිහිපයක වැඩිදියුණු කිරීම් සිදු කිරීමට.
මෙම ලිපියේ ඉතිරි කොටස ඔබට තුණ්ඩයේ ප්රමාණය සහ ද්රව්ය ප්රදේශය පිළිබඳව උපකාර වන අතර ඔබට මඟ දිගේ ඔබට උපකාර වන ප්රයෝජනවත් තොරතුරු කිහිපයක් ලබා දෙනු ඇත, එබැවින් තබා ගන්න කියවීමේදී.
ත්රිමාණ මුද්රණය සඳහා මම නිවැරදි තුණ්ඩ ප්රමාණය තෝරා ගන්නේ කෙසේද?
සාමාන්යයෙන් තුණ්ඩයේ ප්රමාණය 0.1mm සිට 1mm දක්වා පරාසයක පවතින අතර ඔබට විවිධ විකල්ප වලින් තෝරාගත හැක. ඔබගේ අවශ්යතා මත. 0.4mm යනු ත්රිමාණ මුද්රණ යන්ත්රයක සම්මත තුණ්ඩ ප්රමාණය ලෙස සලකනු ලබන අතර සියලුම නිෂ්පාදකයින් පාහේ මෙම ප්රමාණයේ තුණ්ඩයක් ඔවුන්ගේ මුද්රණ යන්ත්රවල ඇතුළත් කරයි.
තුණ්ඩය මුද්රණයට දායක වන ත්රිමාණ මුද්රණ යන්ත්රයේ අත්යවශ්ය කොටස්වලින් එකකි. 3D මාදිලිවල ක්රියාවලිය.
වැදගත් එකක් තියෙනවාආකෘති, ඔබට 0.2mm හෝ 0.3mm ආකෘතියක් සඳහා යාමට අවශ්ය වනු ඇත.
සාමාන්ය ත්රිමාණ මුද්රණ ක්රියාකාරකම් සඳහා, 0.3mm තුණ්ඩයක සිට 0.5mm තුණ්ඩයක් දක්වා ඕනෑම තැනක ඉතා හොඳයි.
0.1mm තුණ්ඩයකින් ත්රිමාණ මුද්රණය කළ හැකිද?
ඔබට ඇත්ත වශයෙන්ම 0.1mm තුණ්ඩයකින් ත්රිමාණ මුද්රණය කළ හැක, නමුත් ඔබ මුලින්ම ඔබේ රේඛාවේ පළල Cura හි 0.1mm ට හෝ ඔබ තෝරාගත් ස්ලයිසරයට සැකසිය යුතුය. ඔබේ ස්ථරයේ උස තුණ්ඩ විෂ්කම්භයෙන් 25%-80% අතර විය යුතුය, එබැවින් එය 0.025mm සහ amp; 0.08mm.
ඔබ ඉතා කුඩා කුඩා නිර්මාණ කරන්නේ නම් මිස, හේතු ගණනාවක් නිසා 0.1mm තුණ්ඩයක් සමඟ ත්රිමාණ මුද්රණයට උපදෙස් දෙන්නේ නැත.
පළමු දෙය නම් ඔබේ කොපමණ කාලයක්ද යන්නයි. ත්රිමාණ මුද්රණ 0.1mm තුණ්ඩයක් සමඟ ගත වනු ඇත. මම අවම වශයෙන්, 0.2mm තුණ්ඩයක් සිට 3D මුද්රණයක් දක්වා ඉතා හොඳ විස්තර වෙත යන්නෙමි, මන්ද ඔබට එතරම් අඩු තුණ්ඩ විෂ්කම්භයකින් විශ්මය ජනක ගුණාත්මක භාවයක් ලබා ගත හැකිය.
ඔබ එවැනි කුඩා මුද්රණයක් සමඟ මුද්රණ අසාර්ථකත්වයට පත් වීමට වැඩි ඉඩක් ඇත. තුණ්ඩය, පළමු ස්ථරයේ උස නිසා කුඩා තුණ්ඩ විෂ්කම්භය සඳහා ඉතා කුඩා විය යුතුය. එසේම, එවැනි කුඩා සිදුරක් හරහා උණු කළ සූත්රිකාව තල්ලු කිරීමට අවශ්ය පීඩනය කරදරකාරී වනු ඇත.
අර්ථවත් යමක් කිරීමට ඔබට ත්රිමාණ මුද්රණය ඇත්තෙන්ම සෙමින් සහ ඉහළ උෂ්ණත්වයක් සහිත විය යුතුය, සහ මෙය ස්වකීය මුද්රණ ගැටළු වලට තුඩු දිය හැක. චලනය කිරීමට අවශ්ය පියවර ඇත්තෙන්ම කුඩා විය හැකි අතර මුද්රණ කෞතුක වස්තු/අසම්පූර්ණයන් පවා ඇති විය හැක.
තවත් දෙයක් නම් ඉතා සුසර කිරීමක් අවශ්යයිත්රිමාණ මුද්රණ යන්ත්රය පරිපූර්ණ ඉවසීමක් ලබා ගැනීමේ සිට, ස්ටෙපර්ස්/ගියර් අනුපාත පරිපූර්ණ ලෙස ක්රමාංකනය කිරීම දක්වා. 0.1mm තුණ්ඩයක් සමඟ සාර්ථකව මුද්රණය කිරීමට ඔබට ඝන ත්රිමාණ මුද්රණ යන්ත්රයක් සහ බොහෝ අත්දැකීම් අවශ්ය වනු ඇත.
Extrusion/Line Width Vs Nozzle Diameter Size
ඔබේ රේඛා පළල සමාන විය යුතුදැයි බොහෝ අය අසයි. ඔබේ තුණ්ඩයේ ප්රමාණය, සහ කුරා එසේ සිතන බව පෙනේ. Cura හි පෙරනිමි සැකසුම වන්නේ රේඛා පළල ස්වයංක්රීයව ඔබ සිටුවම්වල සකසන ලද නියම තුණ්ඩ විෂ්කම්භයට වෙනස් වීමයි.
ත්රිමාණ මුද්රණ ප්රජාවේ සම්මත රීතිය වන්නේ ඔබේ රේඛාව හෝ නිස්සාරණ පළලට පහළින් නොසැපයීමයි. තුණ්ඩ විෂ්කම්භය. සියුම් ගුණාත්මක මුද්රණ සහ හොඳ ඇලීමක් ලබා ගැනීම සඳහා, ඔබට ඔබේ තුණ්ඩ විෂ්කම්භයෙන් 120% ක් පමණ කළ හැකිය.
Slic3r මෘදුකාංගය ස්වයංක්රීයව රේඛා පළල තුණ්ඩ විෂ්කම්භයෙන් 120% දක්වා සකසයි.
පහත වීඩියෝවේ CNC Kitchen විසින්, Stefan ගේ ශක්ති පරීක්ෂණවලින් පෙනී ගියේ 150% ක පමණ නිස්සාරණ පළලක් ප්රබලම ත්රිමාණ මුද්රණ නිපදවන බව හෝ ඉහළම 'අසාර්ථක ශක්තිය' ඇති බවයි.
සමහර අය පවසන්නේ රේඛාවේ පළල සලකා බලා සකස් කළ යුතු බවයි. ස්ථර උස සහ තුණ්ඩ විෂ්කම්භය.
උදාහරණයක් ලෙස, ඔබට තුණ්ඩ 0.4mm ඇති අතර ඔබ 0.2mm ස්ථර උසකින් මුද්රණය කරන්නේ නම්, ඔබේ රේඛා පළල 0.4 + වැනි මෙම සංඛ්යා දෙකේ එකතුව විය යුතුය. 0.2 = 0.6mm.
නමුත් ගැඹුරු පර්යේෂණයකින් පසුව, ප්රවීණයන් කියා සිටින්නේ ත්රිමාණ ආකෘති උසස් තත්ත්වයේ මුද්රණය කිරීම සඳහා කදිම රේඛා පළල 120%ක් පමණ විය යුතු බවයි.තුණ්ඩ විෂ්කම්භය. මෙම යෝජනාවට අනුව, 0.4mm තුණ්ඩයකින් මුද්රණය කිරීමේදී රේඛාවේ පළල 0.48mm පමණ විය යුතුය.
නිස්සාරණය පළල බොහෝ ප්රතිලාභ ගෙන දිය හැකි නමුත් ප්රධාන එකක් වන්නේ ශක්තියයි.
තුනී රේඛා පළල වඩා හොඳ නිරවද්යතාවයක් සහ සිනිඳු වස්තුවක හැඩය සහතික කරන අතර ප්රවාහ දෝෂ ඇතිවීමේ සම්භාවිතාව අවම කරයි, ඉහළ නිස්සාරණ පළල එය ස්ථරයක් එකට ගෙන එන අතර ද්රව්යය සම්පීඩනය වන බැවින් පුළුල් ශක්තියක් සපයයි.
ඔබට ක්රියාකාරී වැනි දෙයක් මුද්රණය කිරීමට අවශ්ය නම් ශක්තිය අවශ්ය වස්තුව, එවිට ඉහළ නිස්සාරණ පළලක් සැකසීම උදවු විය හැක.
නිස්සාරණ පළල වෙනස් කරන අතරතුර, මුද්රණ යන්ත්රයට හොඳම මුද්රණ පරිසරයක් ලබා ගත හැකි වන පරිදි උෂ්ණත්වය සහ සිසිලන යාන්ත්රණය ඒ අනුව කළමනාකරණය කිරීම නිර්දේශ කෙරේ.
Die swell නම් ප්රපංචයක් ඇති අතර එය නිස්සාරණය කරන ලද ද්රව්යයේ සැබෑ පළල වැඩි කරයි, එබැවින් 0.4mm තුණ්ඩයක් 0.4mm පළල ප්ලාස්ටික් රේඛාවක් නෙරා නොයනු ඇත.
එහි ඇතුළත නිස්සාරණ පීඩනය තුණ්ඩය හරහා නෙරා යන විට තුණ්ඩය ගොඩනඟා, නමුත් ප්ලාස්ටික් සම්පීඩනය කරයි. සම්පීඩිත ප්ලාස්ටික් නිස්සාරණය වූ පසු, එය තුණ්ඩයෙන් පිටවී පුළුල් වේ. ත්රිමාණ මුද්රණ සුළු වශයෙන් හැකිලෙන්නේ මන්දැයි ඔබ කල්පනා කරන්නේ නම්, මෙය හේතුවේ කොටසකි.
මෙය ත්රිමාණ මුද්රණයක් පුරාවට ඇඳ ඇලවීම සහ ස්ථර ඇලවීම සඳහා හොඳ කාර්යයක් කරයි.
ඔබ සිටින අවස්ථා වලදී දුර්වල ඇලීමක් ඇති වේ, සමහර අය ඔවුන්ගේ 'ඉන්ටිකල් ස්ථර රේඛා පළල' වැඩි කරයිCura හි සැකසීම.
ත්රිමාණ මුද්රණය සඳහා තෝරා ගැනීමට හොඳම තුණ්ඩ ද්රව්යය කුමක්ද?
ත්රිමාණ මුද්රණයේදී භාවිතා කරන තුණ්ඩ ද්රව්ය වර්ග කිහිපයක් තිබේ:
- 17>පිත්තල තුණ්ඩය (වඩාත් සුලභ)
- මල නොබැඳෙන වානේ තුණ්ඩ
- ඝන වානේ තුණ්ඩ
- Ruby-Tiped Nozzle
- Tungsten Nozzle
බොහෝ අවස්ථාවලදී, පිත්තල තුණ්ඩයක් සම්මත ද්රව්ය සමඟ මුද්රණය කිරීම සඳහා ඉතා හොඳින් ක්රියා කරයි, නමුත් ඔබ වඩාත් දියුණු සූත්රිකාවට පිවිසෙන විට, මම දැඩි ද්රව්යයකට වෙනස් කිරීමට උපදෙස් දෙමි.
මම ඒ හරහා යන්නෙමි. පහත දැක්වෙන එක් එක් ද්රව්ය වර්ගය.
පිත්තල තුණ්ඩ
පිත්තල තුණ්ඩ යනු ත්රිමාණ මුද්රණ යන්ත්රවල බොහෝ හේතූන් නිසා, එහි පිරිවැය, තාප සන්නායකතාවය සහ ස්ථායීතාවය සඳහා බහුලව භාවිතා වන තුණ්ඩයයි.
එය PLA, ABS, PETG, TPE, TPU, සහ Nylon වැනි සියලුම වර්ගවල සූතිකා සමඟ මුද්රණය කිරීමට ඔබට ඉඩ සලසයි.
පිත්තල තුණ්ඩවල ඇති එකම අඩුපාඩුව නම් ඔබට උල්ෙල්ඛ සූතිකා සමඟ මුද්රණය කළ නොහැකි වීමයි. සූතිකා පුළුල් ලෙස. ඔබ උල්ෙල්ඛ නොවන සූතිකා සමඟ රැඳී සිටින තාක්, පිත්තල තුණ්ඩ විශිෂ්ටයි.
ඉහළ උල්ෙල්ඛයක් ලෙස දන්නා කාබන් ෆයිබර් වැනි සූත්රිකාවක් සමඟ ඒවා බොහෝ කාලයක් පවතින්නේ නැත.
ඉහත සඳහන් කළ පරිදි, මම 24PCs LUTER පිත්තල තුණ්ඩ සමඟ යන්නෙමි, එය ඔබට උසස් තත්ත්වයේ, සම්පූර්ණ පරාසයක තුණ්ඩ ප්රමාණ ලබා දෙයි.
මල නොබැඳෙන වානේ තුණ්ඩය
0>උල්ෙල්ඛ සූතිකා හැසිරවිය හැකි තුණ්ඩවලින් එකක් වන්නේ මල නොබැඳෙන වානේ තුණ්ඩය, නමුත් තවත් උඩු යටිකුරු වන්නේ එය කෙසේද යන්නයි.ආහාර සම්බන්ධ නිෂ්පාදන සඳහා බහුලව භාවිතා වේ.ඔබේ තුණ්ඩය ඊයම් රහිත බව සහතික කර ගත යුතු අතර එමඟින් මල නොබැඳෙන වානේ තුණ්ඩවලට සහතික කළ හැකි ත්රිමාණ මුද්රණ දූෂණය නොවේ.
එය ආරක්ෂිත වන අතර සම හෝ ආහාර සමඟ ස්පර්ශ විය හැකි වස්තූන් මුද්රණය කිරීමට භාවිතා කළ හැක. මෙම තුණ්ඩ කෙටි කාලයකට පමණක් ජීවත් විය හැකි බව මතක තබා ගන්න, ඔබට උල්ෙල්ඛ සූතිකා සහිත වස්තුවක් ඉඳහිට මුද්රණය කිරීමට අවශ්ය නම් පමණක් මිල දී ගත යුතු බව මතක තබා ගන්න.
ඔබ තුණ්ඩය මිල දී ගන්නේ පිළිගත් ආයතනයකින් බව සහතික කර ගන්න. සැපයුම්කරු.
Amazon වෙතින් Uxcell 5Pcs MK8 මල නොබැඳෙන වානේ තුණ්ඩය ඉතා හොඳ පෙනුමක් ඇත.

දැඩි වානේ තුණ්ඩය
පරිශීලකයින්ට උල්ෙල්ඛ සූතිකා සමඟ මුද්රණය කළ හැකිය සහ Hardened Steel Nozzle එකක ඇති හොඳම දේ වන්නේ එහි කල්පැවැත්මයි, එය පිත්තල සහ මල නොබැඳෙන වානේ තුණ්ඩ වලට සාපේක්ෂව දිගු කාලයක් ජීවත් විය හැක.
Hardened Steel Nozzle ගැන දැනගත යුතු එක් දෙයක් නම් ඒවා අඩුවෙන් ලබා දීමයි. තාප සම්ප්රේෂණය සහ මුද්රණය කිරීමට වැඩි උෂ්ණත්වයක් අවශ්ය වන අතර ඒවා ඊයම් රහිත නොවන අතර එමඟින් සම හෝ ආහාර සමඟ සම්බන්ධ විය හැකි වස්තු මුද්රණය කිරීම සඳහා භාවිතා කිරීම සීමා කරයි.
මෙය උල්ෙල්ඛ සමඟ මුද්රණය කරන පරිශීලකයින් සඳහා වඩාත් සුදුසුය. මල නොබැඳෙන වානේ තුණ්ඩයට වඩා දිගු කාලයක් ජීවත් විය හැකි සූතිකා සහ Glow-in-Darkසූතිකා.
බොහෝ පරිශීලකයින් ප්රිය කරන තේරීමක් වන Amazon වෙතින් GO-3D Hardened Steel Nozzle සමඟ මම යන්නෙමි.

Ruby-Tipped Nozzle
මෙය තුණ්ඩ දෙමුහුන් වර්ගයක් වන අතර එය ප්රධාන වශයෙන් පිත්තල වලින් සෑදී ඇත, නමුත් රූබි තුඩක් ඇත.
පිත්තල ස්ථායීතාවයක් සහ හොඳ තාප සන්නායකතාවයක් ලබා දෙන අතර රූබි ඉඟි තුණ්ඩයේ ආයු කාලය වැඩි කරයි. මෙය විශ්මයජනක කල්පැවැත්මක් සහ නිරවද්යතාවයක් ලබා දෙන උල්ෙල්ඛ සූතිකා සමඟ හොඳින් ක්රියා කළ හැකි තවත් ද්රව්යයකි.
ඒවා විෙශේෂෙයන් නිර්මාණය කර ඇත්තේ උල්ෙල්ඛ සූතිකා භාවිතා කරන්නන් සඳහා වන අතර ඒවා නිරන්තර සීරීම් වලට ඔරොත්තු දිය හැකි හොඳම විකල්පයන්ගෙන් එකක් ලෙස සැලකේ. එය ජනප්රිය නොවන එකම දෙය වන්නේ එහි ඉහළ මිලයි.
BC 3D MK8 Ruby Nozzle යනු Amazon වෙතින් විශිෂ්ට තේරීමක් වන අතර, PEEK, PEI, Nylon, සහ තවත් විශේෂ ද්රව්ය සමඟ සුමටව ක්රියා කරයි.

ටංස්ටන් තුණ්ඩය
මෙම තුණ්ඩය අධික ක්ෂයවීම් සහ කඳුළු ප්රතිරෝධයක් ඇති අතර උල්ෙල්ඛ සූතිකා සමඟ නිරන්තරයෙන් බොහෝ කාලයක් භාවිතා කළ හැක. ඔබ කොපමණ කාලයක් භාවිතා කළත්, ඔබට අඛණ්ඩව විශිෂ්ට ප්රතිඵල ලබා දීමට එහි ප්රමාණය සහ හැඩය සමාන විය යුතුය.
එය හොඳ තාප සන්නායකතාවක් ලබා දෙන අතර එමඟින් තාපය තුණ්ඩයේ කෙළවරට ළඟා වීමට සහ උෂ්ණත්වය පවත්වා ගැනීමට උපකාරී වේ. උණු කළ සූත්රිකාව.
සුවිශේෂී අභ්යන්තර ව්යුහය සහ හොඳ තාප සන්නායකතාවය මුද්රණ ගුණත්වයට හානියක් නොවන පරිදි මුද්රණ වේගය වැඩි කරයි. එය උල්ෙල්ඛ සහ උල්ෙල්ඛ නොවන දෙකම භාවිතා කළ හැකියසූතිකා.
මට Amazon වෙතින් Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle සමඟ යාමට සිදුවේ. එය ආරක්ෂිත සහ භාවිතයට පහසු වන අතර සම්පූර්ණයෙන්ම විෂ සහිත නොවේ. මෙම තුණ්ඩය එක්සත් ජනපදය පදනම් කරගත් නිෂ්පාදන සමාගමකින් ද පැමිණේ, එය සැමවිටම සාදරයෙන් පිළිගනිමු!

ප්රධාන ද්රව්ය පිළිබඳ වඩාත් ගැඹුරු පිළිතුරක් සඳහා, ඔබට මගේ 3D ලිපිය පරීක්ෂා කළ හැකිය. මුද්රණ තුණ්ඩය – පිත්තල Vs මල නොබැඳෙන වානේ Vs දැඩි වානේ.
3D මුද්රණ යන්ත්ර සඳහා හොඳම තුණ්ඩය කුමක්ද?
තෝරා ගැනීමට හොඳම තුණ්ඩය වන්නේ බොහෝ සම්මත 3D සඳහා පිත්තල 0.4mm තුණ්ඩයකි. මුද්රණය කිරීම. ඔබට ඉතා සවිස්තරාත්මක ආකෘති ත්රිමාණ මුද්රණය කිරීමට අවශ්ය නම්, 0.2mm තුණ්ඩයක් භාවිතා කරන්න. ඔබට ඉක්මනින් 3D මුද්රණය කිරීමට අවශ්ය නම්, 0.8mm තුණ්ඩයක් භාවිතා කරන්න. දැව පිරවූ PLA වැනි උල්ෙල්ඛ සූතිකා සඳහා, ඔබ දැඩි වානේ තුණ්ඩයක් භාවිතා කළ යුතුය.
මෙම ප්රශ්නයට සම්පූර්ණ පිළිතුර සඳහා, එය ඇත්ත වශයෙන්ම ඔබේ ත්රිමාණ මුද්රණ අවශ්යතා සහ යෙදුම් මත රඳා පවතී.
ඔබ සරල ගෘහ ත්රිමාණ මුද්රණ යෙදුම් සඳහා PLA, PETG, හෝ ABS වැනි පොදු මුද්රණ ද්රව්ය භාවිතා කරන්නේ නම්, සම්මත පිත්තල තුණ්ඩයක් ඔබට වඩාත් සුදුසු වේ. පිත්තල හොඳම තාප සන්නායකතාවය ඇත, එය ත්රිමාණ මුද්රණය සඳහා හොඳින් ක්රියා කරයි.
ඔබ උල්ෙල්ඛ ද්රව්ය මුද්රණය කිරීමට යන්නේ නම්, ඔබ පිත්තල හැර Hardened Steel හෝ මල නොබැඳෙන වානේ තුණ්ඩ වැනි විකල්ප සලකා බැලිය යුතුය.
ඔබ නිතරම උල්ෙල්ඛ සූතිකා සහිත විශාල මාදිලි මුද්රණය කරන්නේ නම්, Ruby-Tiped Nozzle හෝ Tungsten Nozzle හොඳ තේරීමක් විය යුතුය.
නම්ඔබ බොහෝ විට සම හෝ ආහාර සමඟ ස්පර්ශ වන වස්තූන් මුද්රණය කරයි එවිට ඔබ ඊයම් රහිත තුණ්ඩයකට යා යුතුය. එවැනි අවස්ථාවන්හිදී මල නොබැඳෙන වානේ තුණ්ඩ වඩාත් සුදුසු වේ.
3D මුද්රණ තුණ්ඩ ප්රමාණය එදිරිව ස්ථරයේ උස
විශේෂඥයින් යෝජනා කරන්නේ ස්ථරයේ උස තුණ්ඩ ප්රමාණයෙන් හෝ විෂ්කම්භයෙන් 80% ට වඩා වැඩි නොවිය යුතු බවයි. එයින් අදහස් වන්නේ 0.4mm තුණ්ඩයක් භාවිතා කරන විට ඔබේ ස්ථරයේ උස 0.32mm සිට නොඉක්මවිය යුතු බවයි.
හොඳයි, මෙය උපරිම ස්ථර උසයි, අපි අවම ස්ථරයේ උස ගැන කතා කරන්නේ නම්, ඔබට පහතට යා හැකිය ඔබේ යන්ත්රය නිවැරදිව මුද්රණය කළ හැකි ස්ථානය. සමහර අය කියා සිටින්නේ ඔවුන් මිලිමීටර් 0.04 ක ස්තර උසකින් යුත් වස්තූන් පවා මිලිමීටර් 0.4 තුණ්ඩයකින් මුද්රණය කර ඇති බවයි.
ඔබට මිලිමීටර් 0.4 ස්ථර උසකින් මුද්රණය කළ හැකි වුවද, ප්රවීණයන් යෝජනා කරන්නේ ඔබේ ස්ථර උසට වඩා අඩු නොවිය යුතු බවයි. තුණ්ඩ ප්රමාණයෙන් 25%ක් මුද්රණ ගුණාත්මක භාවයට විශාල බලපෑමක් නොකරන නමුත් මුද්රණ කාලය පමණක් වැඩි කරයි.
ඔබ විශාල, ක්රියාකාරී අයිතමයක් මුද්රණය කරන්නේ නම්, මිලිමීටර් 0.8 වැනි විශාල තුණ්ඩ විෂ්කම්භයක් මුද්රණය කරන්නේ නම්, වේගය හා ගුණාත්මකභාවය සමතුලිත කිරීමේ තීරණය ඉතා හොඳයි.අනෙක් පැත්තෙන්, ඔබ මුද්රණය කරන්නේ විස්තරාත්මක ආකෘතියක් නම් කුඩා, 0.4mm සිට 0.2mm දක්වා ඕනෑම තැනක වඩාත්ම අර්ථවත් කරයි.
සමහර ත්රිමාණ මුද්රණ යන්ත්ර ඒවායේ මුද්රණ විභේදනයේ සීමිත බව මතක තබා ගන්න, FDM 3D මුද්රණ යන්ත්ර සාමාන්යයෙන් 0.05mm සිට 0.1mm දක්වා මුද්රණ විභේදනයක් දකියි. හෝ මයික්රෝන 50-100. කුඩා තුණ්ඩයක් මෙම අවස්ථා වලදී විශාල වෙනසක් සිදු නොකරනු ඇත.
ඔබේ 3D මුද්රණ යන්ත්රය සඳහා කුඩා හෝ විශාල තුණ්ඩයක් තෝරා ගැනීමේදී බලපාන සාධක මොනවාදැයි පැහැදිලි කිරීමට මම තව ටිකක් විස්තර වෙත යන්නෙමි.
මම කුඩා ත්රිමාණ මුද්රණ තුණ්ඩ විෂ්කම්භයක් භාවිතා කළ යුතුද? - 0.4mm & amp; පහතින්
විභේදනය, නිරවද්යතාවය සහ amp; කුඩා තුණ්ඩවල මුද්රණ වේලාවන්
කලින් සඳහන් කළ පරිදි, එක් එක් ත්රිමාණ මාදිලිය නිර්මාණය කිරීමට ගතවන කාලය වුවද, මිලිමීටර් 0.1 දක්වා කුඩා තුණ්ඩ සමඟින් ඔබට හොඳම විභේදනය සහ නිරවද්යතාවය 0.4mm දී ලැබෙනු ඇත. සැලකිය යුතු ලෙස ඉහළය.
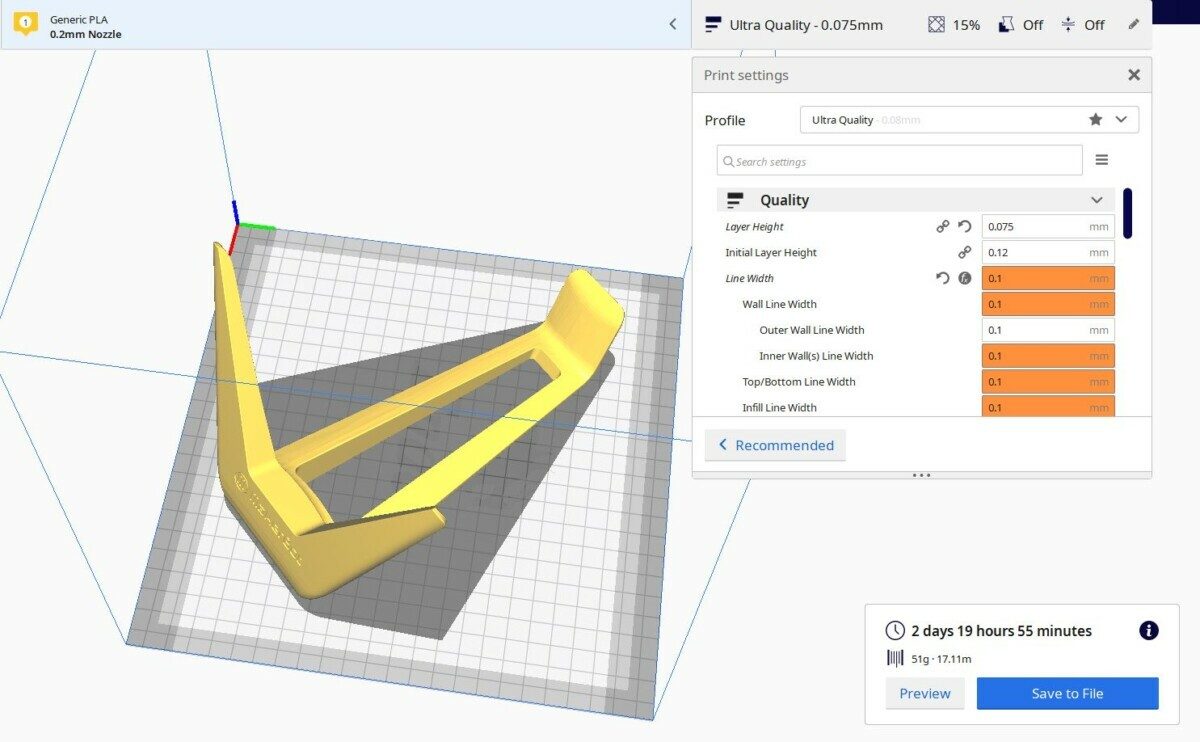
මම Makerbot Headphone Stand එක Thingiverse සිට Cura වෙත දමා විවිධ තුණ්ඩ විෂ්කම්භයන් දමා, 0.1mm සිට 1mm දක්වා වූ සමස්ත මුද්රණ වේලාවන් සමඟ සසඳන විට.
0.1mm තුණ්ඩය ගනී. ද්රව්ය ග්රෑම් 51ක් භාවිතා කරමින් දින 2ක්, පැය 19ක් සහ විනාඩි 55ක්.
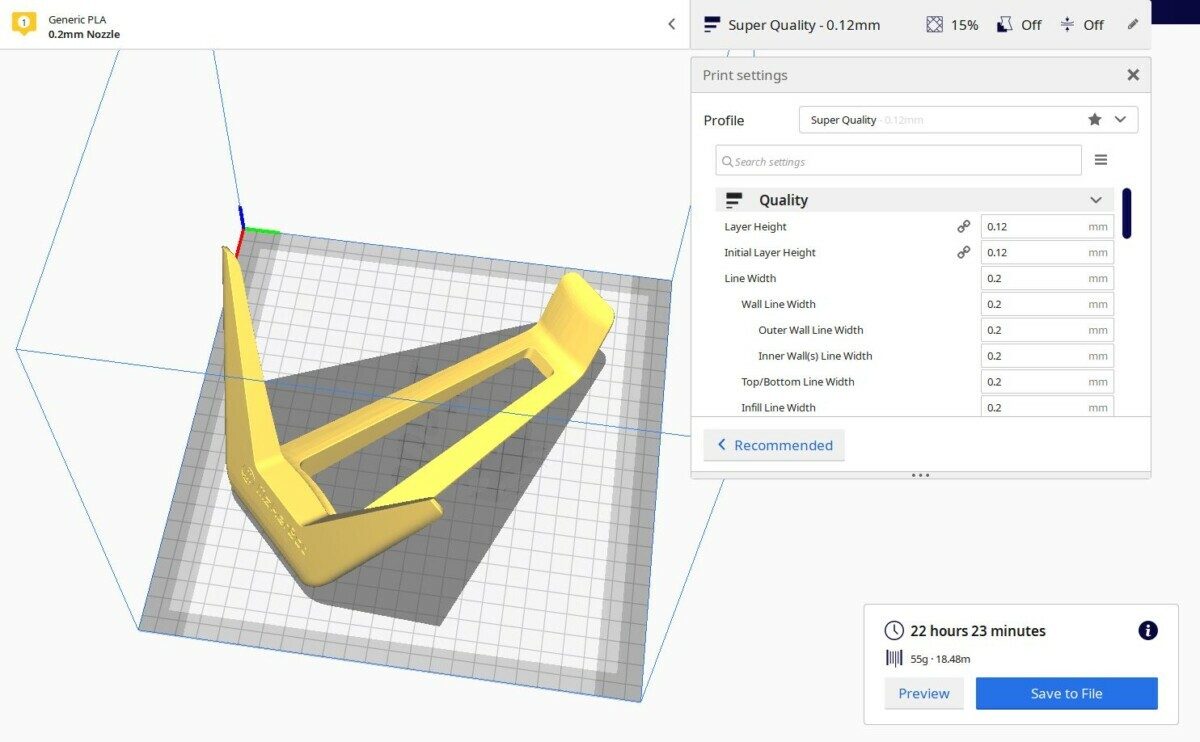
මිලිමීටර් 0.2 තුණ්ඩය ද්රව්ය ග්රෑම් 55ක් භාවිතා කරමින් පැය 22 විනාඩි 23ක් ගතවේ
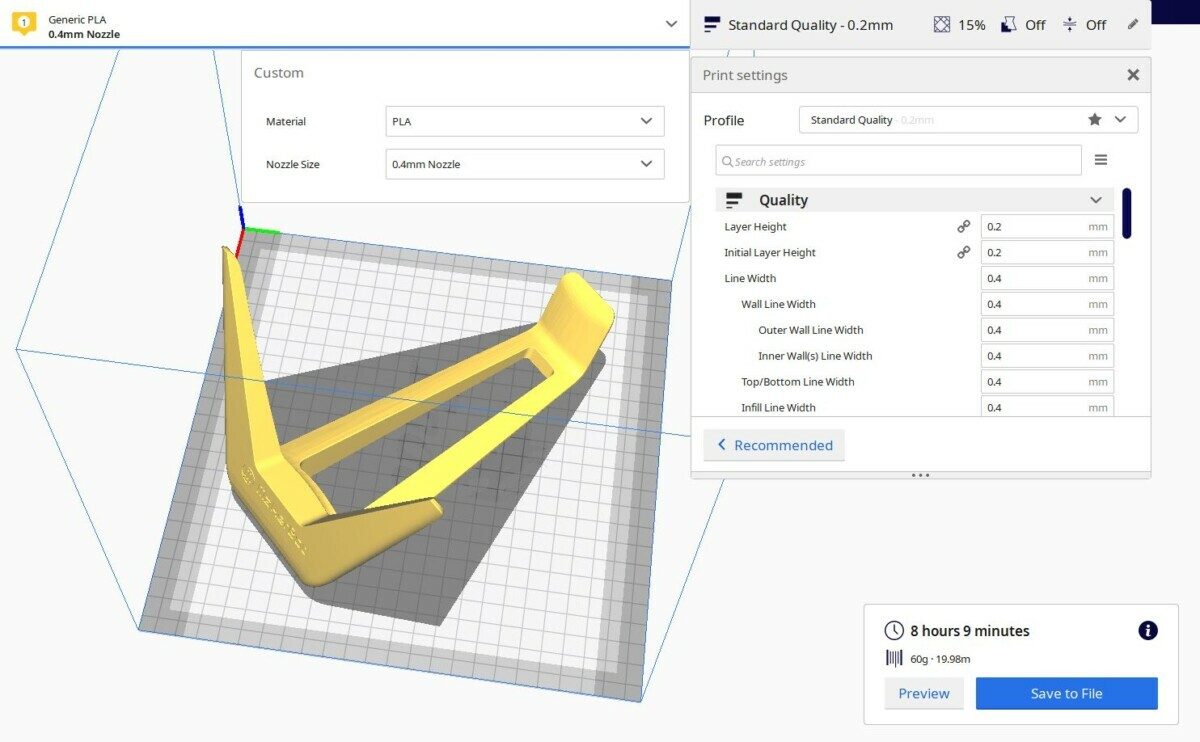
සම්මත 0.4mm තුණ්ඩයද්රව්ය ග්රෑම් 60 ක් භාවිතා කරමින් පැය 8 යි මිනිත්තු 9 ක් ගතවේ.
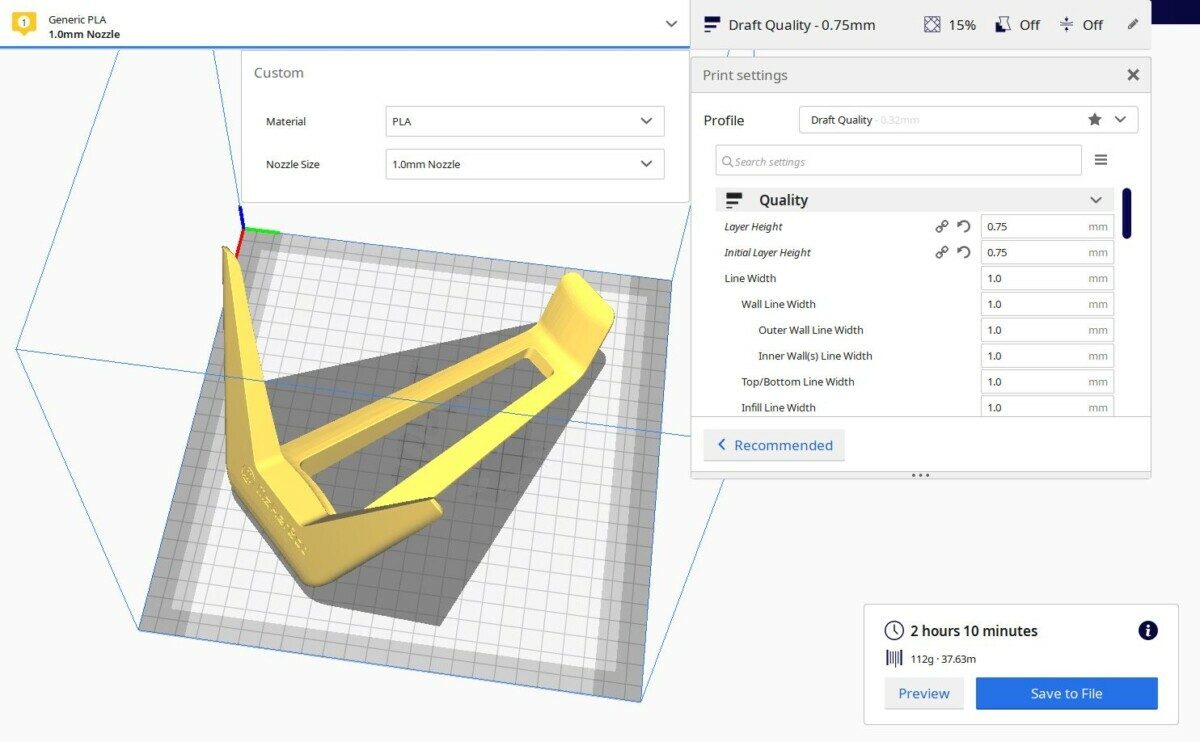
මිලිමීටර් 1 තුණ්ඩය සඳහා ගත වන්නේ පැය 2 යි මිනිත්තු 10 ක් පමණි, නමුත් විශාල ද්රව්ය ග්රෑම් 112 ක් භාවිතා කරයි!
සාමාන්යයෙන්, මෙම තුණ්ඩ අතර විභේදනයේ සහ නිරවද්යතාවයේ සැලකිය යුතු වෙනසක් ඇත, නමුත් ඉහත වැනි සරල සැලසුමක් සමඟ, ඔබට එතරම් විශාල වෙනසක් නොපෙනේ. ඕනෑම නිශ්චිත විස්තරයක්.
Deadpool ආකෘතියක් වැනි දෙයකට මාදිලියේ නිරවද්යතාවයක් අවශ්ය වේ, එබැවින් ඔබට ඒ සඳහා 1mm තුණ්ඩයක් භාවිතා කිරීමට අවශ්ය නොවනු ඇත. පහත පින්තූරයේ, මම 0.4mm තුණ්ඩයක් භාවිතා කළ අතර එය ඉතා හොඳින් එළියට ආවා, නමුත් 0.2mm තුණ්ඩයක් වඩා හොඳ වනු ඇත.
කෙසේ වෙතත්, ඔබට 0.2mm තුණ්ඩයකට වෙනස් කිරීමට අවශ්ය නැත, එම නිරවද්යතාවයෙන් ප්රයෝජන ගැනීම සඳහා ඔබට ස්ථරයේ උස අඩු කළ හැකිය. ඔබට ස්ථර උස ඉතා කුඩා භාවිතා කිරීමට අවශ්ය වූ විට පමණක් එය තුණ්ඩ විෂ්කම්භය සිට ස්ථර උස දක්වා නිර්දේශිත 25% පරාසයෙන් ඉවත් වේ.
එබැවින් මට තවමත් Deadpool ආකෘතිය සඳහා 0.1mm ස්ථර උසක් භාවිතා කළ හැක, භාවිතා කරන ලද 0.2mm ස්ථර උසට වඩා.

සමහර අවස්ථාවලදී, ඔබ අමු, රළු එකක් සොයන්නේ නම්, ස්ථර රේඛා අවසාන ආකෘතියට ප්රයෝජනවත් විය හැක. බලන්න.

කුඩා තුණ්ඩ සමඟ ආධාරක ඉවත් කිරීම පහසුය
හරි, දැන් කුඩා තුණ්ඩ සමඟ ක්රියාත්මක වන තවත් සාධකයක් වන්නේ ආධාරක වන අතර ඒවා පහසු කරයි ඉවත් කිරීමට. අපට වැඩි නිරවද්යතාවයක් ඇති බැවින්, එය අපගේ ද පැමිණේත්රිමාණ මුද්රණ සහය දක්වන විට අනුග්රහය දක්වන්න, එබැවින් ඒවා වැඩිපුර නෙරා නොයන අතර ආකෘතිය සමඟ තදින් බැඳී ඇත.
විශාල තුණ්ඩයකින් මුද්රණය කරන ලද ත්රිමාණ ආධාරකවලට සාපේක්ෂව කුඩා විෂ්කම්භයකින් යුත් තුණ්ඩයකින් මුද්රණය කරන ලද ආධාරක සාමාන්යයෙන් ඉවත් කිරීම පහසුය.
ඔබට පරීක්ෂා කළ හැකි 3D මුද්රණ ආධාරක ඉවත් කිරීමට පහසු කරන්නේ කෙසේද යන්න පිළිබඳව මම ඇත්ත වශයෙන්ම ලිපියක් ලිව්වෙමි.
කුඩා තුණ්ඩ අවහිර වීමේ ගැටළු ලබා දෙයි
කුඩා විෂ්කම්භය තුණ්ඩ මෙලෙස පිටතට නෙරා යා නොහැක. විශාල තුණ්ඩ ලෙස බොහෝ උණු කළ සූත්රිකාවක් අවශ්ය වේ. තුණ්ඩය කුඩා වන තරමට, එහි කුඩා සිදුර නිසා එය අවහිර වීමට වැඩි ඉඩක් ඇත.
ඔබ කුඩා විෂ්කම්භය තුණ්ඩයක් සමඟ අවහිර වීමේ ගැටළු වලට මුහුණ දෙන්නේ නම්, ඔබට ඔබේ මුද්රණ උෂ්ණත්වය වැඩි කිරීමට උත්සාහ කළ හැකිය, නැතහොත් වඩාත් ප්රයෝජනවත් විය හැකිය. මුද්රණ වේගය අඩු කිරීමට, එම නිසා තුණ්ඩය පිටතට නෙරපීම පිටකිරීමේ ප්රවාහයට ගැලපේ.
ඉතා කුඩා ස්ථර උස
ස්ථර උස 25% සහ 80% අතර විය යුතු බව නිර්දේශ කෙරේ. තුණ්ඩයේ ප්රමාණය එයින් අදහස් වන්නේ කුඩා විෂ්කම්භයකින් යුත් තුණ්ඩයකට ඉතා කුඩා ස්ථර උසක් ඇති බවයි. උදාහරණයක් ලෙස, 0.2mm තුණ්ඩයක අවම ස්ථර උස 0.05 සහ උපරිම 0.16mm වේ.
මුද්රණ නිරවද්යතාවය සහ මුද්රණ කාලය තීරණය කිරීම සඳහා ස්ථර උස වඩාත් වැදගත් සාධකය වේ, එබැවින් මෙය නිසි ලෙස සමතුලිත කිරීම අත්යවශ්ය වේ. .
කුඩා තුණ්ඩවලට වඩා හොඳ තත්ත්වයේ උඩින් ඇතිඋස් වූ ලක්ෂ්ය දෙකක් අතර ද්රව්ය නිස්සාරණය කිරීම, කුඩා තුණ්ඩ සමඟ ඒවා වඩා හොඳින් ක්රියා කරන බව කියනු ලැබේ.
මෙයට ප්රධාන වශයෙන් සිසිලන විදුලි පංකා මගින් උඩින් එල්ලෙන ආධාරක වන අතර, කුඩා ස්ථර උස හෝ රේඛා පළල සිසිලන විට වඩා හොඳින් ක්රියා කරයි. සිසිල් කිරීම සඳහා අඩු ද්රව්යයකි. මෙය වේගවත් සිසිලනයකට මග පාදයි, එම නිසා ද්රව්යය බොහෝ ගැටළු නොමැතිව මැද වාතය දැඩි කරයි.
එමෙන්ම, ආකෘතියක උඩින් එල්ලෙන මට්ටම් ගණනය කිරීමේදී, ඝන ස්ථරවලට වැඩි දුරක් ඉක්මවා යා හැකි අතර තුනී ස්ථරවලට ජය ගත හැකිය. පහත ස්ථරයෙන් වැඩි සහයක් ඇත.
මෙය කුඩා තුණ්ඩයක් මත තුනී ස්ථර වලට මග පාදයි. .
කුඩා තුණ්ඩවලට උල්ෙල්ඛ සූත්රිකාව සමඟ ගැටලු ඇති විය හැක
අවහිර වීමේ ගැටලුවට සමාන, උල්ෙල්ඛ සූත්රිකාව සමඟ ත්රිමාණ මුද්රණය කිරීමේදී කුඩා විෂ්කම්භය තුණ්ඩ භාවිතා කිරීමට හොඳම නොවේ. ඒවා වැසීයාමට ඉඩ ඇතිවා පමණක් නොව, තුණ්ඩ කුහරයට හානි කිරීමටද ඉඩ ඇත, එය නිරවද්ය, කුඩා තුණ්ඩයකට වැඩි බලපෑමක් ඇති කරයි.
ඔබ වැළකී සිටිය යුතු උල්ෙල්ඛ සූතිකා, දැව පිරවීම, දිලිසීම වැනි ඒවා වේ. අඳුරු, තඹ පිරවුම සහ නයිලෝන් කාබන් ෆයිබර් සංයුක්තය.
මෙම උල්ෙල්ඛ සූතිකා සමඟ කුඩා තුණ්ඩයක් භාවිතා කිරීම තවමත් ඉතා හැකි ය, නමුත් මම බොහෝ අවස්ථාවලදී එය වළක්වා ගැනීමට උත්සාහ කරමි.
6>මම විශාල 3D මුද්රණ තුණ්ඩ විෂ්කම්භයක් තෝරාගත යුතුද? - 0.4mm & amp; ඉහත
අපිටඉහත කොටසේ විශාල තුණ්ඩයක් භාවිතා කිරීමෙන් සැලකිය යුතු කාල ඉතුරුම් ඉක්මවා ගොස් ඇත, එබැවින් අපි වෙනත් පැති කිහිපයක් බලමු.
ශක්තිය
CNC කුස්සිය සහ Prusa පර්යේෂණවල වෙනස සොයා බැලුවා ත්රිමාණ මුද්රණවල ප්රබලතාවය, කුඩා එදිරිව විශාල තුණ්ඩ භාවිතා කරන විට, විශාල තුණ්ඩ ශක්තිය සඳහා වඩා හොඳ බව ඔවුන් සොයා ගත්හ.
එය ප්රධාන වශයෙන් ත්රිමාණ මුද්රණ සඳහා වැඩි ශක්තියක් ලබා දෙන්නේ බිත්තිවල නිස්සාරණය කර ඇති අමතර ඝනකම නිසාය. උදාහරණයක් ලෙස, ඔබට ත්රිමාණ මුද්රණයක පරිමිති 3ක් තිබේ නම්, විශාල තුණ්ඩයක් භාවිතා කරන්නේ නම්, ඔබ විශාල බිත්ති නිස්සාරණය කරනු ඇත, එය ශක්තියට පරිවර්තනය වේ.
කුඩා තුණ්ඩයකින් ඝන බිත්ති නෙරා යා හැක, නමුත් ඔබ කාලයත් සැලකිල්ලට ගත් විට, ඔබට කැපකිරීමක් කිරීමට සිදු වනු ඇත.
ඔබට කුඩා තුණ්ඩයකින් ඔබේ ත්රිමාණ මුද්රණවල රේඛා පළල සහ ස්ථර උස වැඩි කළ හැක, නමුත් යම් අවස්ථාවක, ඔබට මුද්රණය කිරීමේදී ගැටලු ඇති විය හැක. වස්තු සාර්ථකයි.
විශාල තුණ්ඩයක් භාවිතා කිරීමේ වාසියක් 0.4mm සිට 0.6mm තුණ්ඩයක් දක්වා වස්තු වලට බලපෑම් ප්රතිරෝධය 25.6% කින් වැඩි කළ බව Prusa සොයා ගත්තේය.
විශාල තුණ්ඩයක් මඟින් අමතර ශක්තියක්, විශේෂයෙන් අවසාන කොටස් දක්වා. Prusa පර්යේෂණයේ ප්රතිඵලවලින් කියැවෙන්නේ විශාල තුණ්ඩයකින් මුද්රණය කරන ලද වස්තුවට විශාල දෘඪතාවක් සහ ඉහළ කම්පන අවශෝෂණ හැකියාවක් ඇති බවයි.
පර්යේෂණයට අනුව, විෂ්කම්භය 0.6mm තුණ්ඩයකින් මුද්රණය කරන ලද ආකෘතියට අවශෝෂණය කළ හැකිය. සාපේක්ෂව 25% වැඩි ශක්තියක්0.4mm තුණ්ඩයකින් මුද්රණය කර ඇති වස්තුවට.
විශාල තුණ්ඩයක් සමඟ අවහිර වීම අඩුයි
කුඩා තුණ්ඩ වල අවහිර වීමට ඉඩ ඇති ආකාරයටම, විශාල තුණ්ඩ අවහිර වීමට ඇති ඉඩකඩ අඩුයි. සූතිකා ප්රවාහ අනුපාතය සමඟ වැඩි නිදහසක් ඇත. විශාල තුණ්ඩයක් එතරම් පීඩනයක් ගොඩනඟා නොගන්නා අතර නිස්සාරණයට අනුකූලව සූතිකා පිටකිරීමේ ගැටලුවක් ඇති කරයි.
වේගවත් මුද්රණ කාලය
විශාල විෂ්කම්භයක් සහිත තුණ්ඩයක් මඟින් වැඩි සූත්රිකාවක් පිට කිරීමට ඉඩ සලසයි. එය වඩාත් වේගවත් ආකාරයකින් ආකෘතිය මුද්රණය කිරීමට තුඩු දෙනු ඇත.
ඔබට සිත් ඇදගන්නා පෙනුමක් අවශ්ය නොවන සහ එතරම් සංකීර්ණ නොවන වස්තුවක් මුද්රණය කිරීමට අවශ්ය වූ විට මෙම තුණ්ඩ පරිපූර්ණ වේ. කාලය ඉතිරි කර ගැනීමේදී එය කදිම තේරීමකි.
විශාල තුණ්ඩයක් සමඟ උල්ෙල්ඛ සූතිකා ගලායාම පහසුයි
ඔබ උල්ෙල්ඛ සූත්රිකාව සමඟ ත්රිමාණ මුද්රණය කිරීමට බලාපොරොත්තු වන්නේ නම්, මම නිර්දේශ කරමි සම්මත 0.4mm හෝ ඊට වඩා විශාල තුණ්ඩය, ඒවා වැසී යාමේ සම්භාවිතාව අඩු බැවින්.
විශාල විෂ්කම්භයකින් යුත් තුණ්ඩයක් වැසී ගිය විට පවා, කුඩා විෂ්කම්භය තුණ්ඩයකට සාපේක්ෂව ගැටලුව විසඳීමට ඔබට පහසු කාලයක් ලැබෙනු ඇත. 0.2mm.
උල්ෙල්ඛ සූතිකා සම්බන්ධයෙන් ගත් කල, ඊටත් වඩා වැදගත් සාධකයක් වන්නේ ඔබ භාවිතා කරන තුණ්ඩ ද්රව්යයි, මන්ද සම්මත පිත්තල තුණ්ඩය මෘදු ලෝහයක් වන බැවින් එය දිගු කාලයක් නොපවතින බැවිනි.
ස්ථර උස විශාලයි
විශාල තුණ්ඩ ප්රමාණවලට ඉහළ ස්ථර උසක් ඇත.
නිර්දේශිත පරිදි, ස්ථර උසතුණ්ඩ ප්රමාණයෙන් 80% නොඉක්මවිය යුතුය, එබැවින් 0.6mm තුණ්ඩ විෂ්කම්භය 0.48mm උපරිම ස්ථරයක් තිබිය යුතු අතර, 0.8mm තුණ්ඩ විෂ්කම්භයක් උපරිම ස්ථර උස 0.64mm විය හැක.
අඩු විභේදනය සහ amp; නිරවද්යතාවය
ඉහත සඳහන් කළ පරිදි, ඔබ තුණ්ඩ විෂ්කම්භයෙන් ඉහළට යන විට ඔබේ මුද්රණ ගුණත්වය ඉතා සවිස්තරාත්මක නොවනු ඇත.
විශාල තුණ්ඩයක් ඝන ස්තර විහිදුවන බැවින්, එය ඉහළ විට භාවිතා කළ යුතුය. නිරවද්යතාව හෝ ඉහළ විභේදනය අවශ්ය නොවේ. විශාල තුණ්ඩයක් එම ත්රිමාණ මුද්රණ සඳහා කදිම තේරීමකි.

ඔබ තෝරාගත යුත්තේ කුමන ත්රිමාණ මුද්රණ තුණ්ඩ ප්රමාණයද?
හොඳම තුණ්ඩ ප්රමාණය තෝරන්න යනු බොහෝ සම්මත ත්රිමාණ මුද්රණය සඳහා 0.4mm තුණ්ඩයකි. ඔබට ඉතා සවිස්තරාත්මක ආකෘති ත්රිමාණ මුද්රණය කිරීමට අවශ්ය නම්, 0.2mm තුණ්ඩයක් භාවිතා කරන්න. ඔබට ඉක්මනින් 3D මුද්රණය කිරීමට අවශ්ය නම්, 0.8mm තුණ්ඩයක් භාවිතා කරන්න. දැව පිරවූ PLA වැනි උල්ෙල්ඛ සූතිකා සඳහා, 0.6mm තුණ්ඩයක් හෝ ඊට වඩා විශාල තුණ්ඩයක් හොඳින් ක්රියා කරයි.
ඔබට අවශ්යයෙන්ම එක් තුණ්ඩ ප්රමාණයක් තෝරා ගැනීමට අවශ්ය නැත. ඇමේසන් වෙතින් LUTER 24PCs MK8 M6 Extruder Nozzles සමඟින්, ඔබට ඒවා ඔබම අත්හදා බැලිය හැකිය!
මම සෑම විටම නිර්දේශ කරන්නේ තුණ්ඩ විෂ්කම්භයන් කිහිපයක් අත්හදා බැලීමයි, එවිට ඔබට එය කෙබඳුද යන්න පිළිබඳ පළමු අත්දැකීම ලබා ගත හැක. කුඩා තුණ්ඩ සමඟ මුද්රණ කාලය වැඩි වන බව ඔබට දැනෙන අතර, විශාල තුණ්ඩ සහිත එම අඩු ගුණාත්මක මුද්රණ බලන්න.
බලන්න: නූල් ත්රිමාණ මුද්රණය සඳහා හොඳම ආධාරක සැකසුම් ලබා ගන්නේ කෙසේද (කුරා)ඔබට ලැබෙන්නේ:
- x2 0.2mm 17>x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- නොමිලේ ගබඩා පෙට්ටිය

අත්දැකීම් සමඟින්, ඔබ වඩාත් හොඳින් සන්නද්ධ වේ එක් එක් ත්රිමාණ මුද්රණය සඳහා ඔබ තෝරාගත යුතු තුණ්ඩය තීරණය කරන්න. බොහෝ අය 0.4mm තුණ්ඩය සමඟ පමණක් රැඳී සිටින්නේ එය පහසු තේරීම නිසා, නමුත් මිනිසුන්ට අහිමි වන බොහෝ ප්රතිලාභ තිබේ.
ක්රියාකාරී ත්රිමාණ මුද්රණයක් වැනි දෙයක්, හෝ බඳුනක් පවා 1mm සමඟ විශිෂ්ට ලෙස පෙනෙනු ඇත. තුණ්ඩය. ක්රියාකාරී ත්රිමාණ මුද්රණවලට අලංකාර පෙනුමක් අවශ්ය නැත, එබැවින් 0.8mm තුණ්ඩයක් ඉතා සහතික විය හැක.
ක්රියාදාම රූපයක් හෝ ප්රසිද්ධ පුද්ගලයෙකුගේ හිසක ත්රිමාණ මුද්රණයක් වැනි සවිස්තරාත්මක කුඩා රූපයක් කුඩා තුණ්ඩයක් සමඟ වඩා හොඳය. 0.2mm තුණ්ඩයක් වැනිය.
ඔබේ ත්රිමාණ මුද්රණය සඳහා තුණ්ඩ ප්රමාණය තෝරාගැනීමේදී සලකා බැලිය යුතු විවිධ සාධක ඇත.
කුඩා සහ විශාල තුණ්ඩ පිළිබඳ සියලු වැදගත් කරුණු ඉහත විස්තර කර ඇති පරිදි , තුණ්ඩ ප්රමාණය නිවැරදිව තෝරා ගැනීමට ඔබට උපකාර වන කරුණු කිහිපයක් පහත දැක්වේ.
කාලය ඔබේ ප්රධාන සැලකිල්ල නම් සහ ඔබට නිශ්චිත කෙටි කාලයක් තුළ ව්යාපෘතියක් සම්පූර්ණ කිරීමට සිදුවුවහොත්, ඔබ විශාල තුණ්ඩයක් වෙත යා යුතුය. විෂ්කම්භය එය වැඩි සූතිකා නිස්සාරණය කරනු ඇත. කුඩා තුණ්ඩ ප්රමාණයට සාපේක්ෂව ව්යාපෘතියක් නිම කිරීමට ඔවුන්ට අඩු කාලයක් ගතවනු ඇත.
ඔබට විශාල මාදිලි මුද්රණය කිරීමට අවශ්ය නම් හෝ කාල සීමාවන් සහිත යමක් මුද්රණය කරන්නේ නම්, 0.6mm හෝ 0.8mm වැනි විශාල තුණ්ඩ ප්රමාණයන් වනු ඇත. පරමාදර්ශී තේරීම.
සියුම් විස්තර ආකෘති, හෝ ඉහළ නිරවද්යතාවයක් සඳහා