
Enhavtabelo
La ciggrandeco kaj materialo faras gravan diferencon en viaj 3D-presaj rezultoj, precipe kiam vi uzas pli abraziajn materialojn. Vi volas certigi, ke vi elektas la plej bonajn ajugrandecojn kaj materialon por via projekto, do ĉi tiu artikolo helpos vin fari ĝuste tion.
La plej bona maniero por determini ajugrandecon & materialo estas koni viajn celojn, ĉu vi volas detalan modelon aŭ presi plurajn modelojn en la plej rapide ebla tempo. Se vi volas detalojn, elektu malgrandan cigarelon, kaj se vi presas per abraziva materialo, uzu harditan ŝtalan ajuton.
Kiam vi atingos vian 3D-presan vojaĝon, vi komencos por fari plibonigojn en pluraj areoj, kiuj pliigas vian preskvalitan rendimenton.
La resto de ĉi tiu artikolo helpos vin pri la ajuta grandeco kaj materiala areo kaj donos al vi kelkajn utilajn informojn, kiuj devus helpi vin survoje, do konservu dum legado.
Kiel mi elektas la ĝustan ciferecan grandecon por 3D-presado?
Kutime la grandeco de cigaredingo varias de 0,1 mm ĝis 1 mm kaj vi povas elekti el diversaj opcioj laŭ la legado. pri viaj postuloj. 0.4mm estas konsiderata la norma cigaredingo de 3D-presilo kaj preskaŭ ĉiuj fabrikistoj inkluzivas ajuton de ĉi tiu grandeco en siaj presiloj.
La cigaredingo estas unu el la plej esencaj partoj de la 3D-presilo, kiu kontribuas al la presado. procezo de 3D modeloj.
Estas gravamodeloj, vi volos elekti modelon de 0,2 mm aŭ 0,3 mm.
Por normalaj 3D-presaj agadoj, ie ajn de 0,3mm ajuto ĝis 0,5mm ajuto estas tute bone.
Ĉu Eblas 3D Presi Per 0.1mm Ajuto?
Vi ja povas 3D Presi per 0.1mm Ajuto, sed vi unue devas agordi vian liniolarĝon al 0.1mm en Cura, aŭ via elektita tranĉilo. Via tavola alteco devus esti inter 25% -80% de la diametro de la cigaredingo, do ĝi estus inter 0.025mm & 0.08mm.
Mi ne konsilus presi 3D per 0.1mm-ajuto pro kelkaj kialoj, krom se vi faras iujn vere malgrandajn miniaturojn.
La unua afero estas kiom longe vi 3D presaĵoj prenus per 0.1mm cigaredingo. Mi minimume prenos 0.2mm-ajuton por 3D-presi tre bonajn detalojn, ĉar vi povas akiri mirindan kvaliton ĉe ajuto-diametro tiel malalta.
Vi estas pli verŝajna renkonti presajn misfunkciadojn kun tiel malgranda. cigaredingo, pro la unua tavolo alteco bezonanta esti tiel malgranda por la malgranda cigaredingo diametro. Ankaŭ, la premo necesa por puŝi fanditan filamenton tra tiel malgranda truo estos ĝena.
Vi bezonus esti 3D presita vere malrapide kaj kun alta temperaturo por ke aferoj faru ion signifan, kaj tio povas konduki al siaj propraj presaj problemoj. La paŝoj necesaj por moviĝi povas esti vere malgrandaj kaj eĉ rezultigi presitajn artefaktojn/malperfektaĵojn.
Alia afero postulas tre agordita.3D-presilo de akiri perfektan toleremon, al kalibrado de la paŝoj/proporcioj preskaŭ perfekte. Vi bezonus solidan 3D-presilon kaj multan sperton por sukcese presi per 0.1mm-ajuto.
Eltrudo/Linio-Larĝo Vs Nozzle Diametro-Grando
Multaj homoj demandas ĉu via linio-larĝo estu egala al via cigaredingo, kaj Cura ŝajnas tiel pensi. La defaŭlta agordo en Cura estas, ke la linio-larĝo aŭtomate ŝanĝu al la ĝusta cigediametro, kiun vi starigis en la agordoj.
La norma regulo en la 3D-presa komunumo estas ne agordi vian linion aŭ eltrudan larĝon sub la cigaredingo diametro. Por akiri pli bonkvalitajn presaĵojn kaj bonan adheron, vi povas fari ĉirkaŭ 120% de la diametro de via cigaredingo.
La programaro Slic3r aŭtomate fiksas linilarĝon al 120% de la diametro de la cigaredingo.
En la suba video. de CNC-Kuirejo, la fortaj testoj de Stefan trovis, ke eltruda larĝo de ĉirkaŭ 150% produktis la plej fortajn 3D-presaĵojn, aŭ havis la plej altan 'Fiasko-Forton'.
Kelkaj homoj diras, ke la linilarĝo devus esti agordita konsiderante la tavola alteco kaj ciferdiametro.
Ekzemple, se vi havas ajuton de 0.4mm kaj vi presas je tavola alteco de 0.2mm tiam via liniolarĝo devus esti la sumo de ĉi tiuj du figuroj kiel 0.4 + 0.2 = 0.6mm.
Sed post profunda esplorado, spertuloj asertas, ke la ideala liniolarĝo por presi 3D-modelojn altkvalite devus esti ĉirkaŭ 120% dela diametro de la cigaredingo. Laŭ ĉi tiu sugesto, la linilarĝo dum presado per ajuto de 0.4mm devus esti ĉirkaŭ 0.48mm.
Eltruda larĝo povas alporti multajn avantaĝojn sed plej grava estas forto.
Kie maldika liniolarĝo certigas pli bonan precizecon kaj glatan formon de objekto kaj minimumigas la eblecojn de flueraroj, alta eltruda larĝo provizas ampleksan forton ĉar ĝi kunigas tavolon kaj substanco estas kunpremita.
Se vi volas presi ion kiel funkcian objekto kiu bezonas forton, tiam agordi altan eltrudan larĝon povas helpi.
Dum ŝanĝante la eltrudan larĝon, oni rekomendas administri la temperaturon kaj malvarmigan mekanismon laŭe, por ke la presilo povu havi la plej bonan presan medion.
Ekzistas fenomeno nomata die ŝvelaĵo, kiu pliigas la realan larĝon de eltrudita materialo, do 0.4mm ajuto ne eltrudos linion de plasto kiu estas 0.4mm larĝa.
La eltruda premo ene de la cigaredingo konstruas dum ĝi eltrudas tra la cigaredingo, sed ankaŭ kunpremas la plaston. Post kiam la kunpremita plasto estas eltrudita, ĝi eliras el la ajuto kaj disetendiĝas. Se vi scivolas, kial 3D-presaĵoj iomete ŝrumpas, tio estas parto de la kialo.
Ĉi tio faras bonan laboron helpante kun lito-adhero kaj tavoladhero tra 3D-presaĵo.
En kazoj, kie vi ricevas malbonan adheron, iuj homoj pliigos sian 'Intavolan Liniolarĝon'agordo en Cura.
Kio estas la Plej Bona Ajuta Materialo Elektebla por 3D Presado?
Ekzistas kelkaj specoj de cigaredaj materialoj, kiuj estas uzataj en 3D-presado:
- Latuno-ajuto (plej ofta)
- Neoksidebla ŝtalo-ajuto
- Harnigita ŝtalo-ajuto
- Ruben-pinta ajuto
- Tungsteno-ajuto
Plejofte, Latuna Ajuto bone agas por presado kun normaj materialoj, sed kiam vi eniros pli altnivelan filamenton, mi konsilus ŝanĝi al pli malmola materialo.
Mi traktos. ĉiu materiala tipo sube.
Latuno-ajuto
Latuno-ajuto estas la plej vaste uzata ajuto en 3D-presiloj pro multaj kialoj, ĝia kosto, varmokondukteco kaj stabileco.
Ĝi ebligas presi per preskaŭ ĉiuj specoj de filamentoj kiel PLA, ABS, PETG, TPE, TPU kaj Nilono.
La sola malavantaĝo kun Latunaj Ajutoj estas ke vi ne povas presi per abrazivaj filamentoj ĉar ĝi ne povas trakti tiajn. filamentoj vaste. Dum vi restas kun ne-abraziaj filamentoj, Latunaj Ajutoj estas bonegaj.
Ili ne daŭros tre longe kun filamento kiel Karbona Fibro, kiu estas konata esti tre abrasiva.
Kiel menciite supre, mi irus kun la 24PC-oj LUTER-Latuno-Ajutoj, kiuj donas al vi altkvalitan, plenan gamon da ajutaj grandecoj.

Neoksidebla ŝtalo-ajuto
Unu el la ajutoj, kiuj povas manipuli abraziajn filamentojn, estas la Neoksidebla ŝtalo, kvankam alia avantaĝo estas kiel ĝi estas.vaste uzata por produktoj kun manĝaĵoj.
Vi ja devas certigi, ke via ajuto estas senplumbo por ke ĝi ne poluu la 3D-presaĵojn, pri kiuj neoksidebla ŝtalo ajutoj povas atesti.
Ĝi estas sekura kaj povas esti uzata por presi objektojn, kiuj povas veni en kontakto kun haŭto aŭ manĝaĵo. Memoru ĉi tiun fakton, ke ĉi tiuj ajutoj povas vivi nur por mallonga periodo kaj devus esti aĉetitaj nur se vi bezonas foje presi objekton kun abrazivaj filamentoj.
Certu, ke vi aĉetas la ajuton de bonfama. provizanto.
Uxcell 5Pcs MK8 Stainless Steel Nozzle de Amazon aspektas sufiĉe bone.

Hardened Steel Nozzle
Uzantoj povas presi per abrazivaj filamentoj kaj unu el la plej bonaj aferoj pri Hardita ŝtalo-ajuto estas ĝia fortikeco, ĝi povas vivi pli longan tempon kompare kun latuno kaj neoksidebla ŝtalo-ajuto.
Unu afero por scii pri Hardita ŝtalo-ajuto estas, ke ili ofertas pli malaltajn. varmotranssendo kaj postulas pli altajn temperaturojn por presi kaj ili ne estas plumbo-liberaj, kio limigas uzantojn uzi ilin por presi objektojn kiuj povas kontakti haŭton aŭ manĝaĵon.
Ĉi tio estas plej bona por la uzantoj kiuj presas per abrasivo. filamentoj ofte ĉar ĝi povas vivi multe pli longe ol neoksidebla ŝtala cigaredingo.
Hardigita ŝtalo cigaredingoj funkcias bele kun NylonX, Karbonfibro, Latuno-plena, Ŝtalo-plena, Fero-plena, Ligno-plena, Ceramika-plena, kaj Glow-in-Darkfilamentoj.
Mi preferus la GO-3D Hardened Steel Nozzle de Amazon, elekto kiun multaj uzantoj amas.

Ruby-Tipped Nozzle
Ĉi tio estas ajuto-hibrido, kiu konsistas ĉefe el latuno, sed havas rubenan pinton.
La Latuno provizas stabilecon kaj bonan termikan konduktivecon, dum la rubenaj pintoj pliigas la vivon de la ajuto. Ĉi tio estas alia materialo, kiu povas bone funkcii kun abrazivaj filamentoj proponante mirindan fortikecon kaj precizecon.
Ili estas speciale desegnitaj por la uzantoj de la abrazivaj filamentoj kaj estas konsiderataj kiel unu el la plej bonaj opcioj ĉar ili povas elteni konstantan abrazion. La nura afero, kiu faras ĝin malpli populara, estas ĝia alta prezo.
La BC 3D MK8 Ruby Nozzle estas bonega elekto de Amazon, funkciante glate kun specialaj materialoj kiel PEEK, PEI, Nilono, kaj pli.

Tungsteno-Ajuto
Ĉi tiu ajuto havas altan eluziĝo-reziston kaj povas esti uzata dum multe da tempo konstante kun abrazivaj filamentoj. Ne gravas kiom da tempo vi uzas, ĝia grandeco kaj formo devus esti la samaj por havigi al vi konsekvence bonegajn rezultojn.
Ĝi ofertas bonan termikan konduktivecon, kiu helpas varmon atingi la pinton de la ajuto kaj konservi la temperaturon por la fandita filamento.
La unika interna strukturo kaj bona varmokondukteco plibonigas la presan rapidecon sen kompromiti la presan kvaliton. Ĝi povas esti uzata kun ambaŭ abrasivo kaj ne-abrasivofilamentoj.
Mi devus iri kun la Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle de Amazon. Ĝi estas sekura kaj facile uzebla, ankaŭ estante tute netoksa. Ĉi tiu ajuto ankaŭ venas de usona produkta kompanio, kio ĉiam estas bonvena!

Por pli profunda respondo pri la ĉefaj materialoj, vi povas kontroli mian artikolon 3D. Presilo-Ajuto - Latuno Vs Neoksidebla Ŝtalo Vs Hardita Ŝtalo.
Kio estas la Plej Bona Ajuto por 3D-Presiloj?
La plej bona ajuto por elekti estas Latuna 0.4mm-ajuto por plej norma 3D. presado. Se vi volas 3D presi tre detalajn modelojn, uzu 0.2mm-ajuton. Se vi volas 3D presi pli rapide, uzu 0.8mm-ajuton. Por filamentoj kiuj estas abrazivaj kiel lignopleniga PLA, vi devus uzi harditan ŝtalan ajuton.
Por la plena respondo al ĉi tiu demando, ĝi vere dependas de viaj postuloj kaj aplikoj de 3D-presaj.
Se vi uzas oftajn presajn materialojn kiel PLA, PETG aŭ ABS por simplaj hejmaj 3D-presaj aplikoj, tiam norma Latuna Ajuto estos ideala por vi. Latuno havas la plej bonan termikan konduktivecon, kiu funkcias bone por 3D-presado.
Se vi prenos abrazivajn materialojn, tiam vi devus konsideri eblojn krom latuno kiel Hardita Ŝtalo aŭ Neoksidebla ŝtalo Ajutoj.
Rubenpinta Ajuto aŭ Tungstena Ajuto devus esti bona elekto se vi regule presas grandajn modelojn kun abrazivaj filamentoj.
Sevi tre ofte presas objektojn, kiuj kontaktas la haŭton aŭ manĝaĵon, tiam vi devas serĉi ajuton sen plumbo. Neoksidebla ŝtalo ajutoj estas idealaj en tiaj scenaroj.
3D Printer Nozzle Size vs Tavola Alteco
Spertuloj sugestas, ke tavolalto ne devus esti pli ol 80% de la cigaredingo grandeco aŭ diametro. Ĝi signifas, ke via tavola alteco ne devus superi de 0.32mm dum vi uzas 0.4mm-ajuton.
Nu, ĉi tio estas la maksimuma tavola alteco, se ni parolas pri la minimuma tavola alteco, tiam vi povas malaltiĝi al la punkto kie via maŝino povas presi ĝuste. Iuj homoj asertas, ke ili eĉ presis objektojn je tavola alteco de 0.04mm per 0.4mm-a ajuto.
Eĉ se vi povas presi je 0.4mm-tavola alteco, spertuloj sugestas, ke via tavola alteco ne devus iri malpli ol 25% de la grandeco de la cigaredingo ĉar ĝi ne havos gravan efikon al la preskvalito sed nur pliigos la presan tempon.
decido pri ekvilibro de rapideco kontraŭ kvalito, kie se vi presas grandan, funkcian objekton, pli granda cigdiametro kiel 0,8 mm estas bone.Aliflanke, se vi presas detalan modelon kiel ekzemple miniaturo, ie ajn de 0,4 mm ĝis 0,2 mm havas la plej sencon.
Konsideru, ke iuj 3D-printiloj estas limigitaj en sia presar-rezolucio, kun FDM-3D-printiloj kutime vidas presan rezolucion de 0,05-mm ĝis 0,1 mm. aŭ 50-100 mikronoj. Malgranda ajuto ne multe diferencas en ĉi tiuj kazoj.
Malsupre mi eniros iom pli da detaloj por klarigi, kiuj faktoroj influas elektante pli malgrandan aŭ pli grandan ajuton por via 3D-presilo.
Ĉu Mi Uzu Malgrandan 3D-Presilon-Ajuto-Diametron? – 0.4mm & Malsupre
Rezolucio, Precizeco & Presaj Tempoj de Pli Malgrandaj Ajutoj
Kiel antaŭe menciite, vi ricevos la plej bonan rezolucion kaj precizecon kun pli malgrandaj ajutoj je 0.4mm, ĝis 0.1mm, kvankam la tempo necesa por krei ĉiun 3D-modelon estos estinta. konsiderinde pli alta.
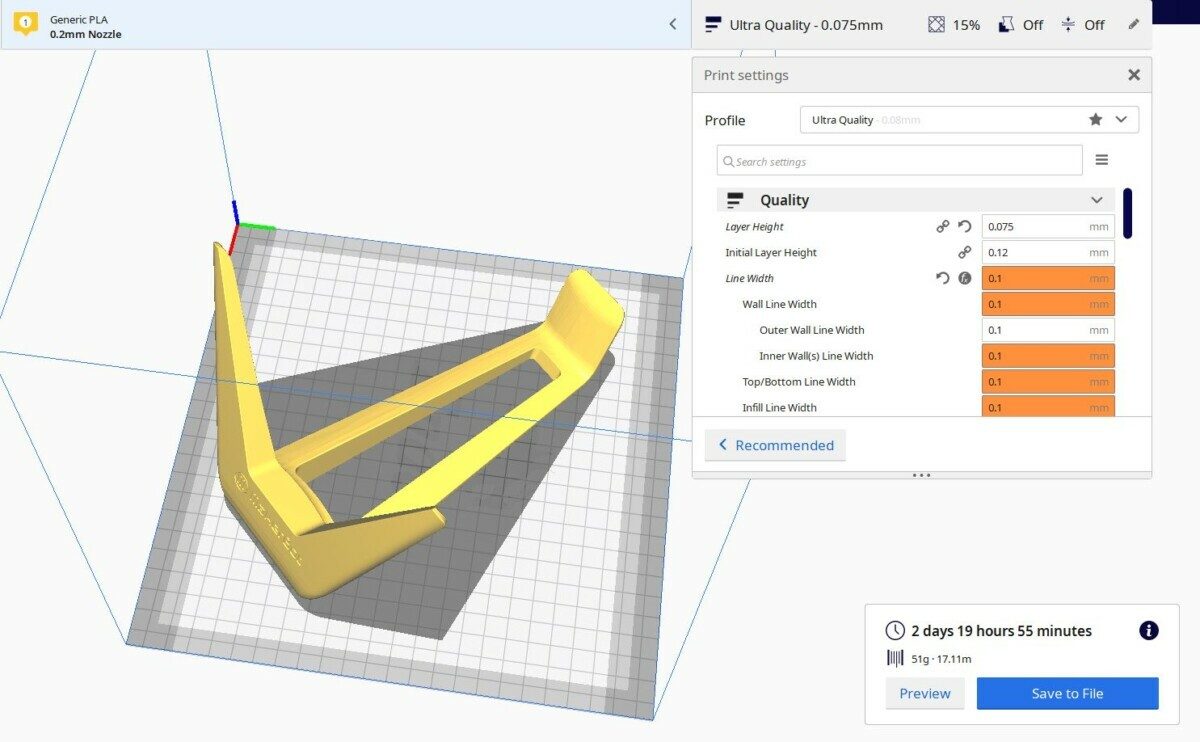
Mi metis la Makerbot Headphone Stand de Thingiverse en Cura kaj enmetis malsamajn cignodiametrojn, intervalante de 0.1mm ĝis 1mm ĝis komparitaj entutaj prestempoj.
La 0.1mm cigaredingo prenas. 2 tagojn, 19 horojn kaj 55 minutojn, uzante 51g da materialo.
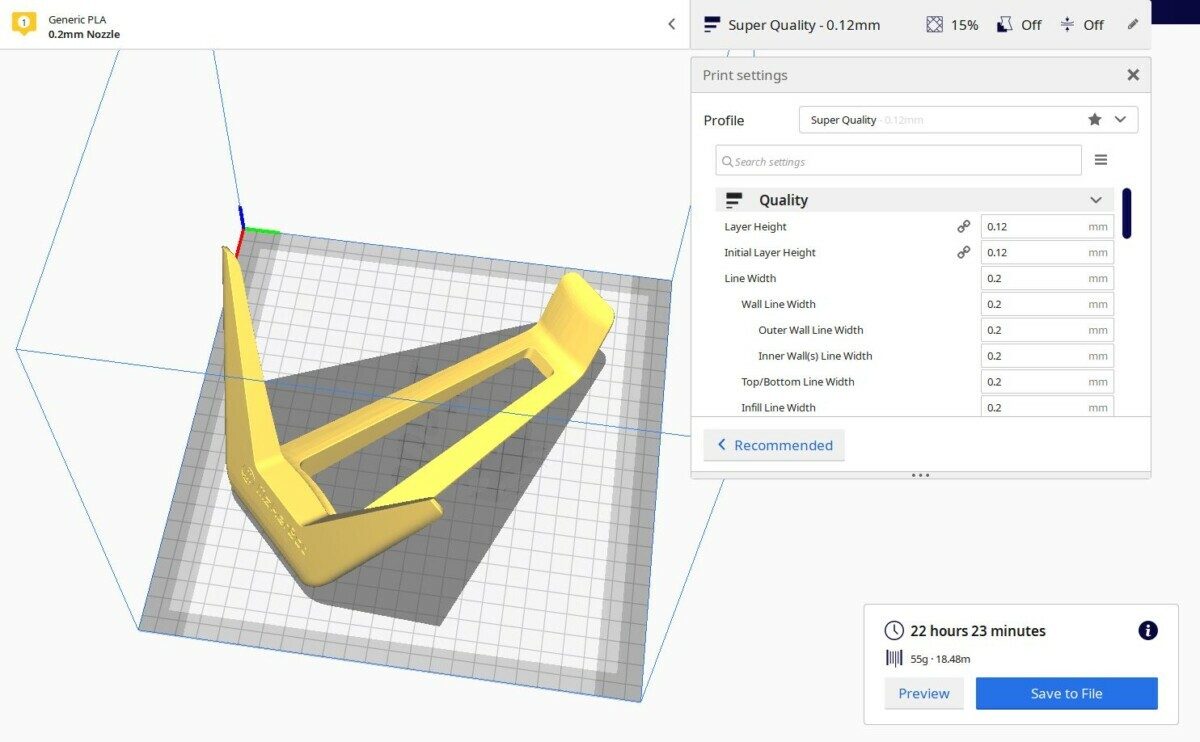
La 0.2mm ajuto daŭras 22 horojn kaj 23 minutojn uzante 55g da materialo
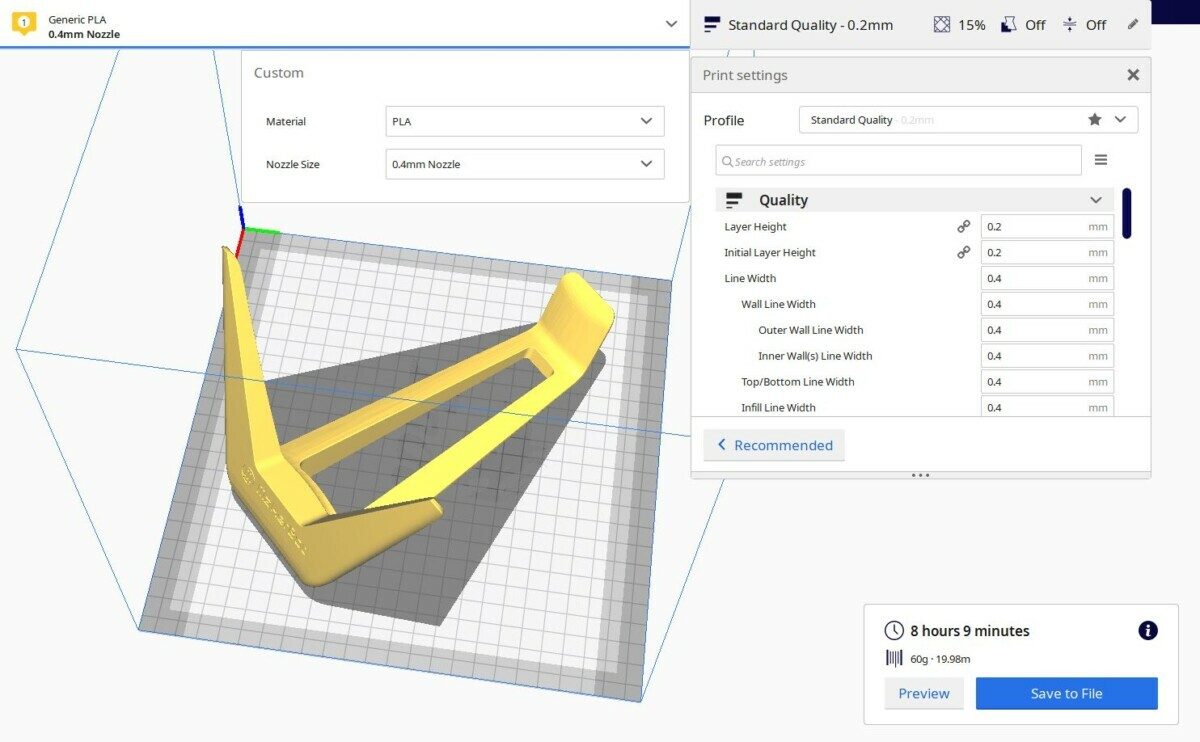
La norma 0.4mm cigaredingodaŭras 8 horojn kaj 9 minutojn, uzante 60 g da materialo.
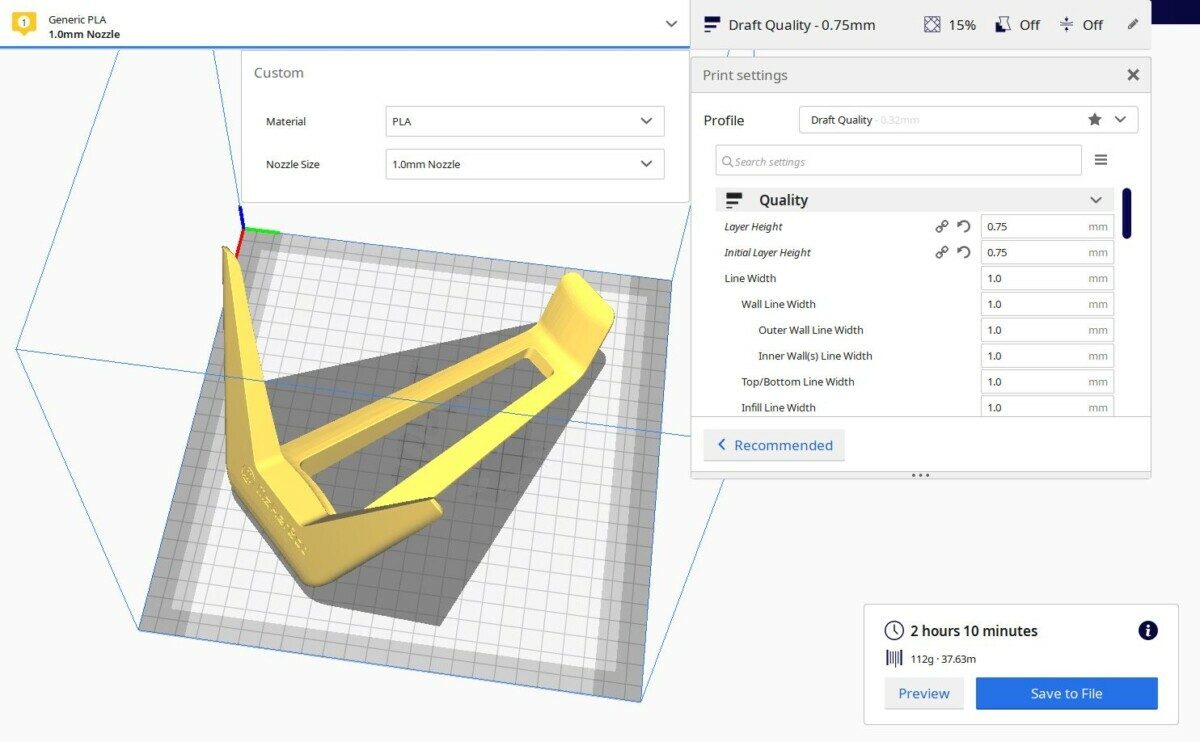
La 1mm-ajuto daŭras nur 2 horojn kaj 10 minutojn, sed uzas enormajn 112g da materialo!
Normale, estus konsiderinda diferenco en la rezolucio kaj precizeco inter ĉi tiuj ajutoj, sed kun simpla dezajno kiel supre, vi ne vidus tian grandegan diferencon ĉar ne ekzistas. iuj precizaj detaloj.
Io kiel Deadpool-modelo postulus reĝiman precizecon, do vi certe ne volus uzi 1mm-ajuton por tio. En la bildo sube, mi uzis 0.4mm-ajuton kaj tio eliris sufiĉe bone, kvankam 0.2mm-a ajuto estus multe pli bona.
Kvankam, vi ne devas ŝanĝi al 0.2mm-a ajuto, kaj vi povus simple malaltigi la tavolalton por profiti de tiu precizeco. Estas nur kiam vi volas uzi tavolalton tiel malgrandan, ke ĝi falas el la 25% intervalo de cigareda diametro al tavola alteco rekomendo.
Do mi ankoraŭ povus uzi 0.1mm tavolalton por la Deadpool-modelo, prefere ol la 0.2mm tavola alteco kiu estis uzita.

En kelkaj kazoj, la tavollinioj povas esti utilaj al la fina modelo, se vi serĉas krudan, fortikan rigardu.

Pli Facile Forigi Subtenojn per Pli Malgrandaj Ajutoj
Bone, nun alia faktoro kiu eniras kun pli malgrandaj ajutoj estas la subtenoj, kaj faciligi ilin. forigi. Ĉar ni havas pli da precizeco, ĝi ankaŭ venas en niafavoras kiam 3D-presaj subtenoj, do ili ne tro elstrudas kaj firme ligiĝas kun la modelo.
Subtenoj presitaj de malgranda diametra ajuto estas kutime pli facile forigeblaj kompare kun apogoj 3D presitaj de granda ajuto.
Mi efektive skribis artikolon pri Kiel Fari 3D-Presajn Subtenojn Pli Facilajn Forigeblajn, kiun vi povas kontroli.
Malgrandaj Ajutoj Donas Problemojn de Ŝtopiĝo
Malgrandaj diametraj ajutoj ne povas elstari ĉar multe degelinta filamento kiel pli grandaj ajutoj tiel ili postulas malpli de flukvanto. Ju pli malgranda estas la ajuto, des pli ĝi estas susceptible al ŝtopiĝo pro sia pli malgranda truo.
Se vi renkontas ŝtopajn problemojn kun pli malgranda diametra ajuto, vi povas provi pliigi vian presan temperaturon, aŭ pli helpema povas esti. por malrapidigi la presan rapidecon, do la eltrudo el la cigaredingo kongruas kun la eltrudfluo.
Tre Malgranda Tavola Alto
Oni rekomendas, ke la tavola alteco estu inter 25% kaj 80% de la cigaredingo, kio signifas, ke malgranda diametra ajuto havos tre malgrandan tavolalton. Ekzemple, 0.2mm-ajuto havus minimuman tavolalton de 0.05 kaj maksimumon de 0.16mm.
Tavola alteco estas la plej signifa faktoro por determini la presitan precizecon kaj presantan tempon, do ekvilibrigi ĉi tiun propran estas esenca. .
Pli Malgrandaj Ajutoj Havas Pli Bonkvalitajn Superpendaĵojn
Kiam vi provas sukcese presi superpendaĵon, kiu estas longaeltrudo de materialo inter du altaj punktoj, oni diras, ke ili rezultas multe pli bone kun pli malgrandaj ajutoj.
Ĉi tio estas ĉefe ĉar superpendaĵoj estas helpataj de malvarmigantaj ventoliloj, kiuj funkcias pli bone kiam malvarmigas pli malgrandajn tavolaltojn aŭ linilarĝojn, ĉar tie estas malpli da materialo por malvarmigi. Ĉi tio kondukas al pli rapida malvarmigo, do la materialo malmoliĝas en la aero sen multaj problemoj.
Ankaŭ, kiam oni kalkulas la gradojn de superpendado en modelo, pli dikaj tavoloj havus pli da superpendan distancon por venki, dum pli maldikaj tavoloj. havas pli da subteno de la suba tavolo.
Ĉi tio kondukas al maldikaj tavoloj sur malgranda ajuto, kiuj bezonas venki malpli da superpendaĵo.
La video belos rakontas kiel akiri vere bonajn superpendadojn en viaj 3D-presaĵoj. .
Pli Malgrandaj Ajutoj Povas Havi Problemojn Kun Abrasiva Filamento
Simile al la problemo kun ŝtopiĝo, pli malgrandaj diametraj ajutoj ne estas la plej bonaj por uzi kiam 3D presado kun abrasiva filamento. Ne nur ili verŝajne ŝtopiĝos, sed ankaŭ damaĝos la truon de la cigaredingo, kiu pli efikus sur preciza, malgranda cigaredingo.
Abrazivaj filamentoj, kiujn vi devus eviti, estas tiaj kiel lignoplenigaĵo, brilanta en- la-malluma, kupro-plenigaĵo, kaj nilona karbonfibra kunmetaĵo.
Estas ankoraŭ tre eble uzi pli malgrandan ajuton kun ĉi tiuj abrazivaj filamentoj, sed mi provus eviti ĝin en la plej multaj okazoj.
Ĉu mi Elektu Grandan 3D-Presilon-Ajuto-Diametron? – 0.4mm & Supre
Ni havassuperis la signifajn tempoŝparojn uzante pli grandan ajuton en la supra sekcio, do ni rigardu kelkajn aliajn aspektojn.
Forto
CNC Kitchen kaj Prusa Research esploris la diferencon en la forto de 3D-presaĵoj, kiam oni uzas malgrandajn kontraŭ pli grandajn ajutojn, kaj ili trovis, ke pli grandaj ajutoj faras multe pli bone por forto.
Ĝi ĉefe donas 3D-ajn presaĵojn pli da forto pro la ekstra dikeco eltrudita en la muroj. Ekzemple, se vi havas 3 perimetrojn en 3D-presaĵo, tiam uzu pli grandan ajuton, vi eltrudos pli grandajn murojn, kio tradukiĝas al forto.
Eblas elstari dikaj muroj per pli malgranda ajuto, sed kiam vi ankaŭ enkalkulas tempon, vi devus fari la oferon.
Vi povas pliigi la linilarĝon kaj tavolalton de viaj 3D presaĵoj per pli malgranda ajuto, sed je certa punkto, vi eble havos problemojn pri presado. objektoj sukcese.
Prusa trovis, ke avantaĝo de uzado de pli granda ajuto, irante de 0.4mm al 0.6mm-ajuto, donis al objektoj 25.6% pliiĝon en traforezisto.
Granda ajuto provizas ekstra aro da forto, precipe ĝis la finpartoj. La rezultoj de la Prusa Research asertas, ke la objekto presita per granda cigaredingo havas grandan fortikecon kaj havas pli altan ŝokon absorban kapablon.
Laŭ la esplorado, la modelo presita per cigaredingo de 0,6 mm en diametro povas sorbi. 25% pli da energio kompareal la objekto presita per 0.4mm ajuto.
Obtopiĝo estas Malpli Verŝajna kun Granda Ajuto
Simile al kiel ŝtopiĝo verŝajne kun pli malgrandaj ajutoj, pli grandaj ajutoj estas malpli verŝajna ŝtopiĝi, pro havas pli da libereco kun la flukvantoj de filamento. Pli granda ajuto ne akiros tiom da premo kaj havos problemojn por eltrudi filamenton, konforme al la ekstrudisto.
Pli Rapidaj Presaj Tempoj
Ajuto kun granda diametro permesos al pli da filamento eltrudi. tio kondukos al presado de la modelo en multe pli rapida maniero.
Vidu ankaŭ: Ĉu SketchUp Bonas por 3D Presado?Ĉi tiuj ajutoj estas perfektaj kiam vi bezonas presi objekton kiu ne bezonas allogan aspekton kaj ne estas tiel kompleksa. Ĝi ankaŭ estas ideala elekto kiam temas pri ŝparado de tempo.
Abrazivaj Filamentoj Fluas Pli Facile kun Granda Nozzle
Se vi serĉas 3D presi kun abrazia filamento, mi rekomendus resti kun la norma 0.4mm ajuto aŭ pli granda, ĉar ili estas malpli verŝajne ŝtopiĝi.
Eĉ kiam pli granda diametra ajuto ŝtopiĝas, vi havos pli facile ripari la problemon kompare kun pli malgranda diametra ajuto kiel 0,2 mm.
Unu eĉ pli grava faktoro se temas pri abrazivaj filamentoj estas la materialo de la cigaredingo, kiun vi uzas, ĉar la norma Latuno-Ajuto ne daŭros tre longe, estante pli mola metalo.
Tavola alteco estas pli granda
Grandaj cigaredoj havos pli altan tavolalton.
Kiel rekomendas, la tavola altecone devus superi 80% de la ciggrandeco, do 0.6mm-diametro de ajuto devus havi maksimuman tavolalton de 0.48mm, dum 0.8mm-diametro devus havi maksimuman tavolalton povus esti 0.64mm.
Malalta. Rezolucio & Precizeco
Kiel supre menciite, via preskvalito ne estos tre detala dum vi iras pli altan en cignodiametro.
Ĉar granda cigaredingo eltrudas pli dikaj tavoloj, ĝi devus esti uzata kiam pli alta. precizeco aŭ pli alta rezolucio ne estas necesa. Granda cigaredingo estas ideala elekto por tiuj 3D-presaĵoj.

Kiun 3D-printila cifero vi elektu?
La plej bona cifero por elektu estas 0.4mm cigaredingo por plej norma 3D-presado. Se vi volas 3D presi tre detalajn modelojn, uzu 0.2mm-ajuton. Se vi volas 3D presi pli rapide, uzu 0.8mm-ajuton. Por filamentoj kiuj estas abrazivaj kiel ligno-pleniga PLA, 0.6mm-a ajuto aŭ pli granda funkcias bone.
Vidu ankaŭ: Ĉu AutoCAD Bonas por 3D Presado? AutoCAD Kontraŭ Fusion 360Vi ne nepre devas elekti nur unu ajugrandecon. Kun la LUTER 24PCs MK8 M6 Extruder Nozzles de Amazon, vi povas provi ilin mem!
Mi ĉiam rekomendas provi kelkajn cigaredojn por ke vi povu akiri unuamanan sperton pri kia ĝi estas. Vi sentos tiun pliiĝon en presada tempo kun la pli malgrandaj ajutoj, kaj vidos tiujn malsuperkvalitajn presaĵojn kun la pli grandaj ajutoj.
Vi ricevas:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- Senpaga skatolo
Kun la sperto, vi estas multe pli bone ekipita por decidi kiun ajuton vi elektu por ĉiu 3D presaĵo. Multaj homoj simple restas kun la 0,4mm-ajuto ĉar ĝi estas la pli facila elekto, sed estas multaj avantaĝoj, kiujn homoj mankas.
Io kiel funkcia 3D-presaĵo, aŭ eĉ vazo povas aspekti mirinda kun 1mm-a. cigaredingo. Funkciaj 3D presaĵoj ne bezonas aspekti belaj, do 0.8mm-ajuto povas esti tre garantiita.
Detala miniaturo kiel agofiguro aŭ 3D-a presaĵo de la kapo de fama persono estas pli bone kun pli malgranda ajuto. kiel 0.2mm-ajuto.
Estas malsamaj faktoroj, kiujn oni devas konsideri dum elektado de la cigograndeco por via 3D-presado.
Ĉar ĉiuj gravaj faktoj estas priskribitaj supre pri la malgrandaj kaj grandaj ajutoj. , Malsupre estas kelkaj punktoj, kiuj helpos vin elekti ajutelon precize.
Se la tempo estas via plej grava zorgo kaj vi devas kompletigi projekton en specifa mallonga periodo, tiam vi devus iri por ajuto kun granda. diametro ĉar ĝi elstrudos pli da filamento. Ili bezonos malpli da tempo por plenumi projekton kompare kun malgranda cigaredingo.
Se vi volas presi grandajn modelojn aŭ presas ion kun tempolimoj, la pli grandaj cigaredoj kiel 0.6mm aŭ 0.8mm estos. la ideala elekto.
Por pli fajnaj detalaj modeloj, aŭ alta precizeco