
Turinys
Purkštuko dydis ir medžiaga turi didelę reikšmę 3D spausdinimo rezultatams, ypač kai naudojate abrazyvines medžiagas. Norite įsitikinti, kad savo projektui renkatės geriausius purkštukų dydžius ir medžiagas, todėl šis straipsnis jums padės tai padaryti.
Geriausias būdas nustatyti purkštuko dydį & amp; medžiagą - žinoti, kokių tikslų siekiate: ar norite gauti detalų modelį, ar atspausdinti kelis modelius per kuo trumpesnį laiką. Jei norite detalių, pasirinkite mažo dydžio purkštuką, o jei spausdinate su abrazyvine medžiaga, naudokite grūdinto plieno purkštuką.
Kai pradėsite toliau keliauti 3D spausdinimo keliu, pradėsite tobulėti keliose srityse, kurios pagerins spausdinimo kokybę.
Likusioje šio straipsnio dalyje rasite naudingos informacijos apie antgalio dydį ir medžiagą bei naudingos informacijos, kuri turėtų jums padėti šiame kelyje, todėl skaitykite toliau.
Kaip pasirinkti tinkamą purkštuko dydį 3D spausdinimui?
Paprastai antgalio dydis svyruoja nuo 0,1 mm iki 1 mm ir galite rinktis iš įvairių variantų, priklausomai nuo savo reikalavimų. 0,4 mm yra laikomas standartiniu 3D spausdintuvo antgalio dydžiu ir beveik visi gamintojai į savo spausdintuvus įtraukia tokio dydžio antgalį.
Antgalis yra viena svarbiausių 3D spausdintuvo dalių, padedančių spausdinti 3D modelius.
Yra svarbus sprendimas, kaip suderinti greitį ir kokybę: jei spausdinate didelį, funkcionalų daiktą, didesnis purkštuko skersmuo, pavyzdžiui, 0,8 mm, yra tinkamas.
Kita vertus, jei spausdinate detalų modelį, pvz., miniatiūrą, prasmingiausia būtų naudoti 0,4-0,2 mm storio sluoksnį.
Atminkite, kad kai kurių 3D spausdintuvų spausdinimo skiriamoji geba yra ribota, o FDM 3D spausdintuvų spausdinimo skiriamoji geba paprastai būna nuo 0,05 mm iki 0,1 mm arba 50-100 mikronų. Tokiais atvejais mažas antgalis neturės didelės reikšmės.
Toliau šiek tiek išsamiau paaiškinsiu, kokie veiksniai turi įtakos renkantis mažesnį ar didesnį 3D spausdintuvo antgalį.
Ar turėčiau naudoti mažą 3D spausdintuvo purkštuko skersmenį? - 0,4 mm & amp; žemiau
Skiriamoji geba, tikslumas ir amplua; mažesnių purkštukų spausdinimo laikas
Kaip jau minėta, geriausią raišką ir tikslumą pasieksite naudodami mažesnius, nuo 0,4 mm iki 0,1 mm, purkštukus, nors kiekvieno 3D modelio kūrimo laikas bus gerokai ilgesnis.
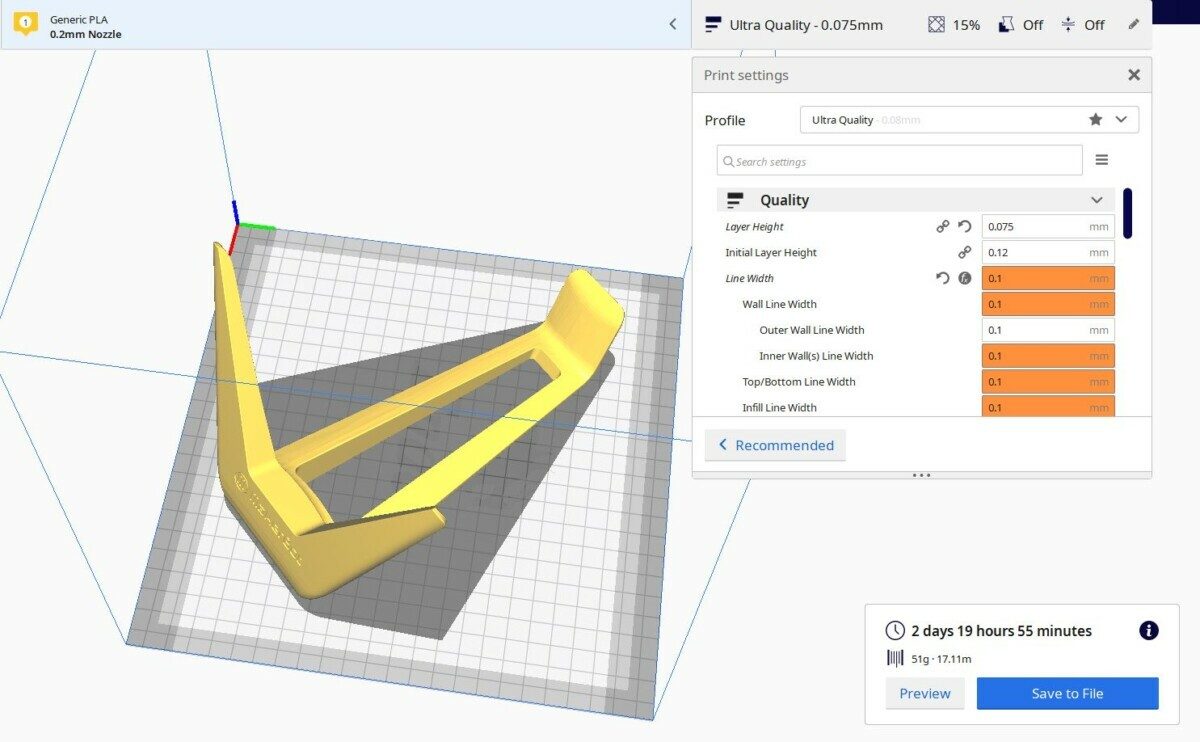
Į "Cura" įdėjau "Makerbot" ausinių stovą iš "Thingiverse" ir įvedžiau skirtingus purkštukų skersmenis nuo 0,1 mm iki 1 mm, kad palyginčiau bendrą spausdinimo laiką.
Naudojant 0,1 mm purkštuką užtrunka 2 dienas, 19 valandų ir 55 minutes, sunaudojant 51 g medžiagos.
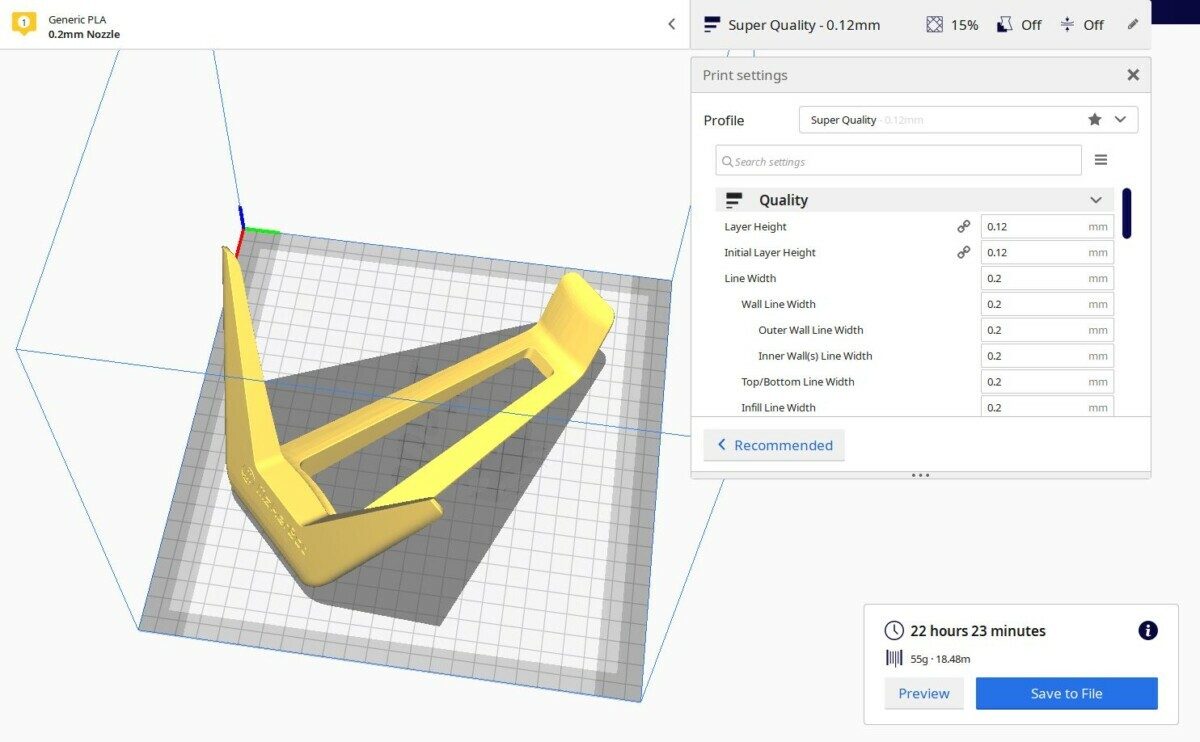
Naudojant 0,2 mm antgalį, naudojant 55 g medžiagos, užtrunka 22 valandas ir 23 minutes.
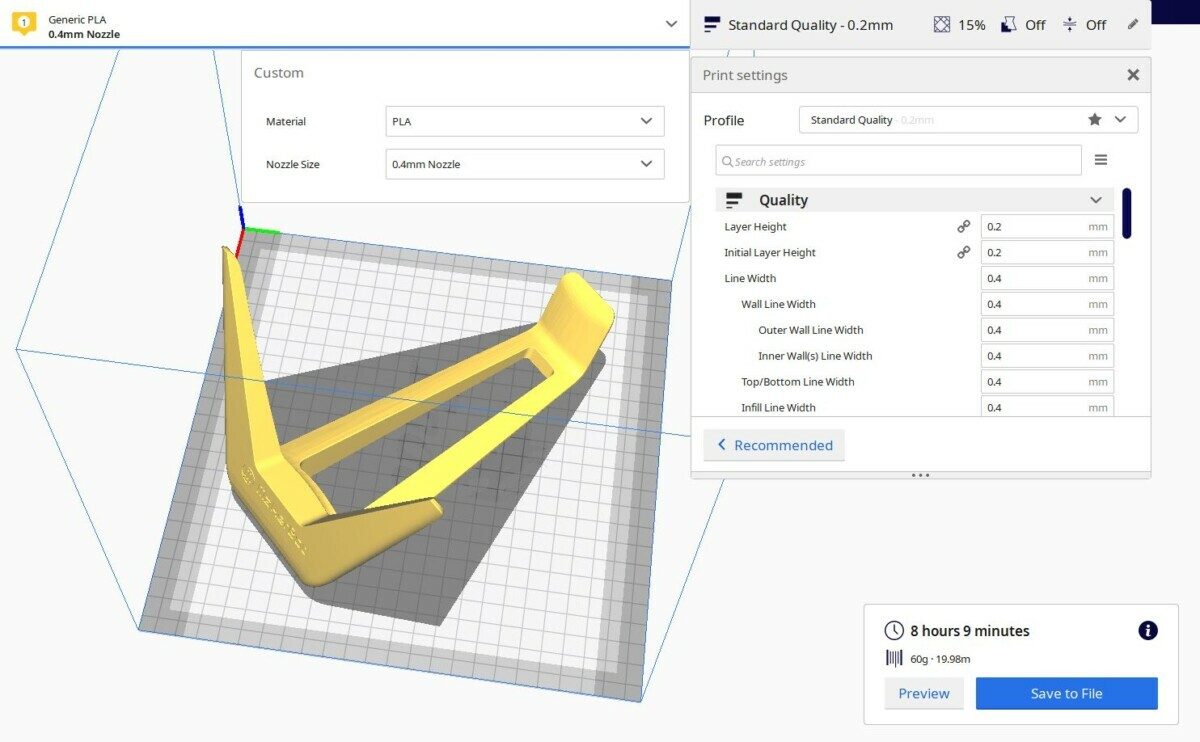
Naudojant standartinį 0,4 mm antgalį, naudojant 60 g medžiagos, užtrunka 8 valandas ir 9 minutes.
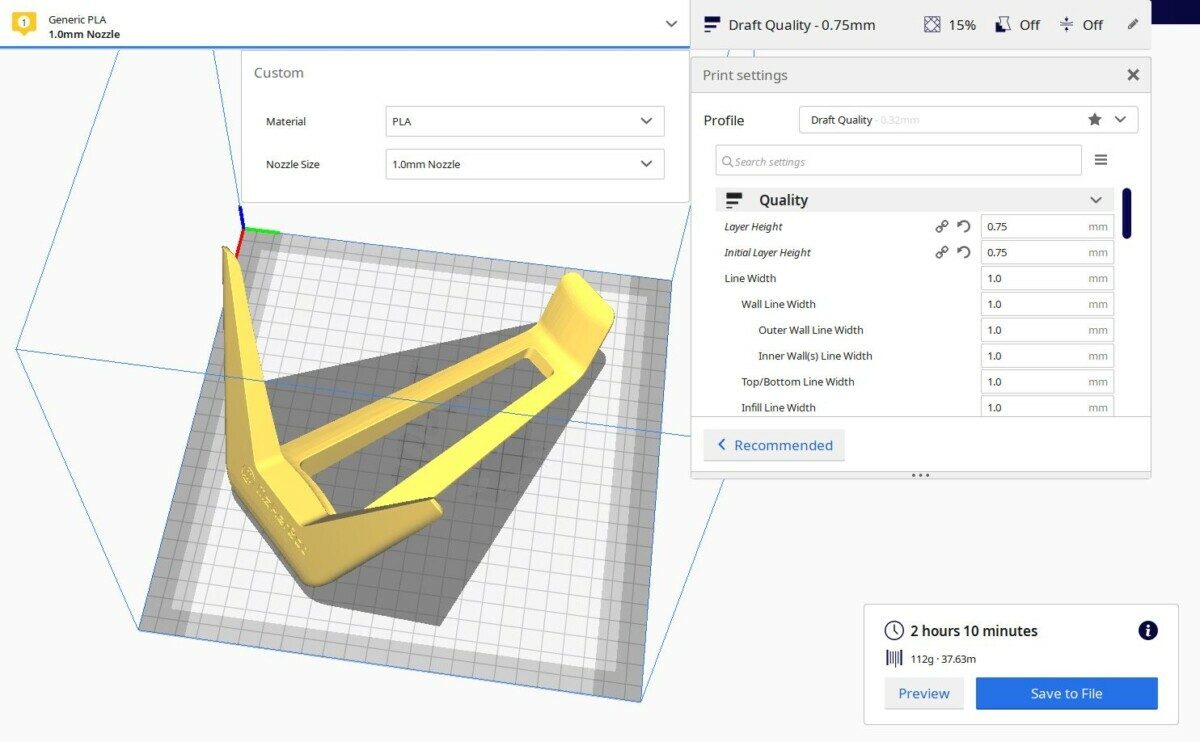
1 mm antgalis užtrunka tik 2 valandas ir 10 minučių, tačiau sunaudojama net 112 g medžiagos!
Paprastai šių purkštukų raiška ir tikslumas labai skirtųsi, tačiau esant tokiam paprastam dizainui, kaip pirmiau aprašytasis, tokio didelio skirtumo nepastebėsite, nes nėra jokių tikslių detalių.
Tokiam modeliui, kaip "Deadpool", reikėtų modelio tikslumo, todėl tikrai nenorėtumėte naudoti 1 mm antgalio. Toliau pateiktoje nuotraukoje naudojau 0,4 mm antgalį ir jis išėjo visai neblogas, nors 0,2 mm antgalis būtų buvęs daug geresnis.
Nors nebūtina keisti 0,2 mm purkštuko ir galite tiesiog sumažinti sluoksnio aukštį, kad gautumėte naudos iš tokio tikslumo. Tai aktualu tik tada, kai norite naudoti tokį mažą sluoksnio aukštį, kad jis nepatenka į 25 % purkštuko skersmens ir sluoksnio aukščio rekomendacinį intervalą.
Taigi Deadpool modeliui galėčiau naudoti 0,1 mm sluoksnio aukštį, o ne 0,2 mm sluoksnio aukštį, kuris buvo naudojamas.

Kai kuriais atvejais sluoksnių linijos gali būti naudingos galutiniam modeliui, jei siekiate neapdorotos, grubios išvaizdos.

Lengviau pašalinti atramas su mažesniais purkštukais
Gerai, dabar dar vienas veiksnys, kuris atsiranda naudojant mažesnius antgalius, yra atramos ir lengvesnis jų pašalinimas. Kadangi turime daugiau tikslumo, tai taip pat išeina į naudą 3D spausdinant atramas, kad jos nebūtų per daug išspaustos ir tvirtai susietos su modeliu.
Iš mažo skersmens purkštuko atspausdintas atramas paprastai lengviau nuimti, palyginti su atramomis, atspausdintomis iš didelio skersmens purkštuko.
Iš tikrųjų parašiau straipsnį apie tai, kaip lengviau nuimti 3D spausdinimo atramas, kurį galite perskaityti.
Mažesni purkštukai sukelia užsikimšimo problemų
Mažesnio skersmens antgaliai negali išspausti tiek daug išlydytos gijos kaip didesni antgaliai, todėl jiems reikia mažesnio srauto. Kuo mažesnis antgalis, tuo jis labiau linkęs užsikimšti dėl mažesnės angos.
Jei su mažesnio skersmens antgaliu susiduriate su užsikimšimo problemomis, galite pabandyti padidinti spausdinimo temperatūrą arba, dar naudingiau, sulėtinti spausdinimo greitį, kad išspaudimas iš antgalio atitiktų ekstruderio srautą.
Labai mažas sluoksnio aukštis
Rekomenduojama, kad sluoksnio aukštis būtų nuo 25 % iki 80 % purkštuko dydžio, o tai reiškia, kad mažo skersmens purkštuko sluoksnio aukštis bus labai mažas. Pavyzdžiui, 0,2 mm skersmens purkštuko mažiausias sluoksnio aukštis būtų 0,05 mm, o didžiausias - 0,16 mm.
Sluoksnio aukštis yra svarbiausias veiksnys, lemiantis spausdinimo tikslumą ir spausdinimo laiką, todėl labai svarbu tinkamai jį subalansuoti.
Mažesni purkštukai turi geresnės kokybės iškyšas
Kai bandote sėkmingai atspausdinti iškyšą, t. y. ilgą medžiagos išspaudimą tarp dviejų iškilių taškų, teigiama, kad su mažesniais purkštukais jie veikia daug geriau.
Taip yra daugiausia dėl to, kad iškyšoms padeda aušinimo ventiliatoriai, kurie geriau veikia aušinant mažesnio aukščio sluoksnius arba mažesnio pločio linijas, nes reikia aušinti mažiau medžiagos. Dėl to aušinimas vyksta greičiau, todėl medžiaga kietėja ore be didelių problemų.
Taip pat žr: Kaip naudoti "Cura Fuzzy Skin" nustatymus 3D spausdinimuiBe to, apskaičiuojant modelio iškyšos laipsnius, storesniems sluoksniams tektų įveikti didesnį iškyšos atstumą, o plonesni sluoksniai turėtų daugiau atramos iš žemiau esančio sluoksnio.
Dėl to ploni sluoksniai ant mažo purkštuko turi įveikti mažesnę iškyšą.
Toliau pateiktame vaizdo įraše aprašoma, kaip 3D spausdintuvuose išgauti tikrai geras iškyšas.
Mažesni purkštukai gali turėti problemų su abrazyvine gija
Panašiai kaip ir su užsikimšimo problema, mažesnio skersmens antgaliai nėra tinkamiausi naudoti 3D spausdinimui su abrazyvine gija. Jie ne tik gali užsikimšti, bet ir sugadinti antgalio angą, o tai turėtų didesnį poveikį tiksliam mažam antgaliui.
Reikėtų vengti tokių abrazyvinių gijų kaip medžio užpildas, tamsoje švytinčios gijos, vario užpildas ir nailono anglies pluošto kompozitas.
Su šiais abrazyviniais siūlais vis dar galima naudoti mažesnį antgalį, tačiau daugeliu atvejų stengčiausi to vengti.
Ar turėčiau rinktis didelį 3D spausdintuvo purkštuko skersmenį? - 0,4 mm ir didesnis
Aukščiau esančiame skyriuje aptarėme, kad naudojant didesnį antgalį sutaupoma daug laiko, todėl apžvelkime keletą kitų aspektų.
Stiprumas
Bendrovės "CNC Kitchen" ir "Prusa Research" ištyrė 3D spaudinių stiprumo skirtumus naudojant mažus ir didesnius antgalius ir nustatė, kad didesnių antgalių stiprumas yra daug didesnis.
Tai daugiausia suteikia 3D spaudiniams daugiau tvirtumo dėl papildomo sienelių storio ekstruzijos. Pavyzdžiui, jei 3D spausdintuve turite 3 perimetrus, naudokite didesnį antgalį, išspausdinsite didesnes sieneles, o tai reiškia tvirtumą.
Galima išspausti storas sieneles naudojant mažesnį antgalį, tačiau, atsižvelgiant į laiką, teks jį paaukoti.
Naudodami mažesnį antgalį galite padidinti 3D spaudinių linijos plotį ir sluoksnio aukštį, tačiau tam tikru momentu gali kilti sunkumų sėkmingai spausdinant objektus.
"Prusa" nustatė, kad didesnio antgalio naudojimo privalumas - nuo 0,4 mm iki 0,6 mm antgalio atsparumas smūgiams padidėjo 25,6 %.
Didelis antgalis suteikia papildomą krūvą tvirtumo, ypač galinėms dalims. Prusa tyrimų rezultatai teigia, kad dideliu antgaliu atspausdintas objektas pasižymi dideliu tvirtumu ir turi didesnį smūgių slopinimo pajėgumą.
Tyrimo duomenimis, modelis, atspausdintas 0,6 mm skersmens purkštuku, gali sugerti 25 % daugiau energijos, palyginti su objektu, atspausdintu 0,4 mm skersmens purkštuku.
Taip pat žr: Ar 3D spausdinimas brangus, ar įperkamas? Biudžeto vadovasUžsikimšimo tikimybė mažesnė, jei antgalis didelis
Panašiai kaip užsikimšimas tikėtinas naudojant mažesnius purkštukus, didesni purkštukai užsikimš rečiau, nes jie turi daugiau laisvės nustatant gijų srauto greitį. Didesnis purkštukas nesukels tokio didelio slėgio ir nesukels problemų išspaudžiant gijas pagal ekstruderio liniją.
Greitesnis spausdinimo laikas
Didelio skersmens antgalis leis išspausti daugiau gijų, todėl modelis bus atspausdintas daug greičiau.
Šie antgaliai puikiai tinka, kai reikia atspausdinti objektą, kuriam nereikia patrauklios išvaizdos ir kuris nėra toks sudėtingas. Tai taip pat idealus pasirinkimas, kai reikia taupyti laiką.
Abrazyviniai siūlai lengviau teka su dideliu antgaliu
Jei norite spausdinti 3D spausdintuvu su abrazyvine gija, rekomenduočiau rinktis standartinį 0,4 mm ar didesnį antgalį, nes jie rečiau užsikemša.
Net jei didesnio skersmens antgalis užsikemša, jums bus lengviau išspręsti problemą, palyginti su mažesnio skersmens antgaliu, pvz., 0,2 mm.
Dar vienas svarbus veiksnys, kai kalbama apie abrazyvines gijas, yra antgalio medžiaga, kurią naudojate, nes standartinis žalvarinis antgalis ilgai neišsilaikys, nes yra iš minkštesnio metalo.
Didesnis sluoksnio aukštis
Didelių dydžių purkštukų sluoksnio aukštis bus didesnis.
Rekomenduojama, kad sluoksnio aukštis neviršytų 80 % purkštuko dydžio, todėl 0,6 mm skersmens purkštuko maksimalus sluoksnio aukštis turėtų būti 0,48 mm, o 0,8 mm skersmens purkštuko maksimalus sluoksnio aukštis galėtų būti 0,64 mm.
Maža skiriamoji geba & amp; tikslumas
Kaip minėta pirmiau, spausdinimo kokybė nebus labai detali, kai didės purkštuko skersmuo.
Kadangi didelis antgalis išspaudžia storesnius sluoksnius, jis turėtų būti naudojamas, kai nereikia didesnio tikslumo ar didesnės skiriamosios gebos. Didelis antgalis yra idealus pasirinkimas tokiems 3D spaudiniams.

Kokio dydžio 3D spausdintuvo antgalį turėtumėte pasirinkti?
Geriausia rinktis 0,4 mm dydžio antgalį daugumai standartinių 3D spausdinimo būdų. Jei norite spausdinti labai detalius modelius, naudokite 0,2 mm antgalį. Jei norite 3D spausdinti greičiau, naudokite 0,8 mm antgalį. Abrazyviniams siūlams, pavyzdžiui, medienos užpildo PLA, tinka 0,6 mm ar didesnis antgalis.
Nebūtinai turite rinktis tik vieno dydžio antgalį. Su "Amazon" parduodamais LUTER 24 vnt. MK8 M6 ekstruderio antgaliais galite juos išbandyti patys!
Visada rekomenduoju išbandyti kelis purkštukų skersmenis, kad galėtumėte iš pirmų lūpų sužinoti, kaip tai yra. Su mažesniais purkštukais pajusite, kad spausdinimo laikas pailgėja, o su didesniais purkštukais pamatysite prastesnės kokybės atspaudus.
Jūs gaunate:
- x2 0,2 mm
- x2 0,3 mm
- x12 0,4 mm
- x2 0,5 mm
- x2 0,6 mm
- x2 0,8 mm
- x2 1 mm
- Nemokama saugojimo dėžė

Įgiję patirties, būsite daug geriau pasirengę nuspręsti, kokį antgalį pasirinkti kiekvienam 3D spausdinimui. Daugelis žmonių tiesiog laikosi 0,4 mm antgalio, nes tai yra lengvesnis pasirinkimas, tačiau yra daug privalumų, kuriuos žmonės praleidžia.
Funkcinis 3D spausdinimas ar net vaza gali atrodyti nuostabiai su 1 mm antgaliu. Funkciniams 3D spaudiniams nebūtina atrodyti gražiai, todėl 0,8 mm antgalis gali būti labai pateisinamas.
Detalioms miniatiūroms, pavyzdžiui, veiksmo figūrėlėms ar 3D spausdintuvams, kuriuose vaizduojama garsaus žmogaus galva, geriau naudoti mažesnį antgalį, pavyzdžiui, 0,2 mm antgalį.
Renkantis 3D spausdinimo antgalio dydį reikia atsižvelgti į įvairius veiksnius.
Kadangi visi svarbūs faktai apie mažus ir didelius purkštukus aprašyti pirmiau, toliau pateikiama keletas punktų, kurie padės jums tiksliai pasirinkti purkštuko dydį.
Jei jums labiausiai rūpi laikas ir turite užbaigti projektą per tam tikrą trumpą laiką, tuomet turėtumėte rinktis didelio skersmens antgalį, nes jis išspaudžia daugiau gijų. Jiems prireiks mažiau laiko projektui užbaigti, palyginti su mažo dydžio antgaliais.
Jei norite spausdinti didelius modelius arba spausdinate ką nors, kas turi laiko apribojimų, idealiai tiks didesni, pavyzdžiui, 0,6 mm arba 0,8 mm, purkštukai.
Jei norite modeliuoti smulkesnes detales arba didelio tikslumo modelius, rinkitės 0,2 mm arba 0,3 mm modelį.
Įprastai 3D spausdinimui puikiai tinka bet koks 0,3 mm arba 0,5 mm antgalis.
Ar įmanoma 3D spausdinti su 0,1 mm antgaliu?
Iš tiesų galite spausdinti 3D spausdintuvu su 0,1 mm purkštuku, tačiau pirmiausia "Cura" programoje arba pasirinktoje pjaustyklėje turite nustatyti 0,1 mm linijos plotį. Sluoksnio aukštis turėtų būti 25-80 % - 80 % purkštuko skersmens, taigi jis turėtų būti 0,025 mm ir 0,08 mm.
Dėl daugelio priežasčių nerekomenduočiau 3D spausdinti su 0,1 mm antgaliu, nebent gaminate tikrai mažas miniatiūras.
Pirmas dalykas - kiek laiko užtruktų 3D spausdinimas su 0,1 mm antgaliu. 3D spausdinimui tikrai smulkioms detalėms spausdinti rinkčiausi bent jau 0,2 mm antgalį, nes tokio mažo skersmens antgaliu galima išgauti nuostabią kokybę.
Naudojant tokį mažą antgalį yra didesnė tikimybė, kad spausdinimas nepavyks, nes pirmojo sluoksnio aukštis dėl mažo antgalio skersmens turi būti toks mažas. Be to, slėgis, kurio reikia norint išstumti išlydytą giją pro tokią mažą skylutę, kelia problemų.
Norint, kad 3D spausdinimas būtų prasmingas, reikėtų spausdinti tikrai lėtai ir aukštoje temperatūroje, o tai gali sukelti savų spausdinimo problemų. Žingsniai, reikalingi judėti, gali būti tikrai maži ir netgi sukelti spausdinimo artefaktus ir (arba) defektus.
Kitas dalykas - reikia labai gerai sureguliuoto 3D spausdintuvo - nuo tobulos tolerancijos gavimo iki beveik tobulo žingsninių mechanizmų ir (arba) krumpliaračių santykio kalibravimo. Reikėtų solidaus 3D spausdintuvo ir daug patirties, kad galėtumėte sėkmingai spausdinti su 0,1 mm antgaliu.
Ekstruzijos / linijos plotis ir purkštuko skersmens dydis
Daugelis žmonių klausia, ar linijos plotis turėtų būti lygus purkštuko dydžiui, ir "Cura", atrodo, mano, kad taip. Pagal numatytuosius nustatymus "Cura" automatiškai pakeičia linijos plotį pagal tikslų purkštuko skersmenį, kurį nustatėte nustatymuose.
Standartinė 3D spausdinimo bendruomenės taisyklė - nenustatyti linijos ar ekstruzijos pločio, mažesnio už purkštuko skersmenį. Norėdami gauti geresnės kokybės atspaudus ir gerą sukibimą, galite naudoti maždaug 120 % purkštuko skersmens.
"Slic3r" programinė įranga automatiškai nustato 120 % purkštuko skersmens linijos plotį.
Toliau pateiktame "CNC Kitchen" vaizdo įraše matyti, kad Stefano atlikti stiprumo bandymai parodė, kad, esant maždaug 150 % išspaudimo pločiui, gaunami tvirčiausi 3D atspaudai arba didžiausias "atsparumas gedimui".
Kai kurie žmonės teigia, kad linijos plotį reikia nustatyti atsižvelgiant į sluoksnio aukštį ir purkštuko skersmenį.
Pavyzdžiui, jei turite 0,4 mm purkštuką ir spausdinate 0,2 mm aukščio sluoksniu, jūsų linijos plotis turėtų būti šių dviejų skaičių suma, pvz., 0,4 + 0,2 = 0,6 mm.
Tačiau po išsamių tyrimų ekspertai teigia, kad idealus linijos plotis, norint kokybiškai spausdinti 3D modelius, turėtų būti apie 120 % purkštuko skersmens. Remiantis šiuo siūlymu, spausdinant su 0,4 mm purkštuku linijos plotis turėtų būti apie 0,48 mm.
Ekstruzijos plotis gali suteikti daug privalumų, tačiau pagrindinis iš jų yra tvirtumas.
Kai plonas linijos plotis užtikrina didesnį tikslumą ir sklandžią objekto formą bei sumažina srauto klaidų tikimybę, didelis ekstruzijos plotis suteikia didelį stiprumą, nes sluoksnis sujungiamas ir medžiaga suspaudžiama.
Jei norite atspausdinti kažką, pavyzdžiui, funkcinį objektą, kuriam reikia tvirtumo, tuomet gali padėti didelio išspaudimo pločio nustatymas.
Keičiant išspaudimo plotį, rekomenduojama atitinkamai reguliuoti temperatūrą ir aušinimo mechanizmą, kad spausdintuvas turėtų geriausią spausdinimo aplinką.
Egzistuoja reiškinys, vadinamas išbrinkimu, dėl kurio padidėja tikrasis išspaudžiamos medžiagos plotis, todėl 0,4 mm antgalis neišspausdins 0,4 mm pločio plastiko linijos.
Ekstruzijos slėgis antgalio viduje didėja ekstruzijos metu, tačiau taip pat suspaudžia plastiką. Kai suspaustas plastikas išspaudžiamas, jis išeina iš antgalio ir išsiplečia. Jei jums įdomu, kodėl 3D spaudiniai šiek tiek susitraukia, tai yra viena iš priežasčių.
Tai gerai padeda užtikrinti sukibimą su lova ir sluoksnių sukibimą viso 3D spausdinimo metu.
Kai sukibimas prastas, kai kurie žmonės "Cura" programoje padidina "Pradinio sluoksnio linijos pločio" nustatymą.
Kokią medžiagą geriausia rinktis 3D spausdinimui?
3D spausdinimui naudojamos kelių tipų antgalių medžiagos:
- Žalvarinis antgalis (dažniausiai pasitaikantis)
- Nerūdijančio plieno antgalis
- Grūdinto plieno antgalis
- Antgalis su rubino spalvos antgaliu
- Volframo antgalis
Daugeliu atvejų žalvarinis antgalis puikiai tinka spausdinti su standartinėmis medžiagomis, tačiau kai pradėsite naudoti pažangesnes gijas, patarčiau rinktis kietesnę medžiagą.
Toliau apžvelgsiu kiekvieną medžiagos tipą.
Žalvario antgalis
Žalvariniai antgaliai yra plačiausiai naudojami 3D spausdintuvuose dėl daugelio priežasčių: kainos, šilumos laidumo ir stabilumo.
Juo galima spausdinti su beveik visų tipų gijomis, pavyzdžiui, PLA, ABS, PETG, TPE, TPU ir nailonu.
Vienintelis žalvarinių purkštukų trūkumas yra tas, kad negalite spausdinti su abrazyviniais siūlais, nes jie negali plačiai apdoroti tokių siūlų. Kol naudojate neabrazyvinius siūlus, žalvariniai purkštukai yra puikūs.
Jie ilgai neišsilaikys su tokiu pluoštu kaip anglies pluoštas, kuris yra labai abrazyvus.
Kaip minėta pirmiau, rinkčiausi 24 vnt. LUTER žalvarinių purkštukų, kurie suteikia aukštos kokybės, pilną purkštukų dydžių asortimentą.
Nerūdijančio plieno antgalis
Vienas iš antgalių, galinčių apdoroti abrazyvinius siūlus, yra nerūdijančio plieno antgalis, nors dar vienas jo privalumas yra tas, kad jis plačiai naudojamas gaminiams, susijusiems su maistu.
Turite įsitikinti, kad antgalis neturi švino, kad neužterštų 3D atspaudų, o tai gali paliudyti nerūdijančio plieno antgaliai.
Jis yra saugus ir gali būti naudojamas spausdinant objektus, kurie gali liestis su oda ar maistu. Atminkite šį faktą, kad šie antgaliai gali gyvuoti tik trumpą laiką, todėl juos reikėtų įsigyti tik tuo atveju, jei jums reikia retkarčiais spausdinti objektą su abrazyvinėmis gijomis.
Įsitikinkite, kad antgalį perkate iš patikimo tiekėjo.
Uxcell 5Pcs MK8 nerūdijančio plieno antgalis iš "Amazon" atrodo gana gerai.

Grūdinto plieno antgalis
Naudotojai gali spausdinti su abrazyvinėmis gijomis, o vienas iš geriausių grūdinto plieno antgalio savybių yra jo ilgaamžiškumas - jis gali tarnauti ilgiau, palyginti su žalvario ir nerūdijančio plieno antgaliais.
Vienas dalykas, kurį reikia žinoti apie grūdinto plieno purkštukus, yra tas, kad jie prasčiau praleidžia šilumą ir jiems spausdinti reikia aukštesnės temperatūros, be to, jie nėra bešviniai, todėl vartotojai negali jų naudoti spausdindami objektus, kurie gali liestis su oda ar maistu.
Šis antgalis geriausiai tinka naudotojams, kurie dažnai spausdina su abrazyvinėmis gijomis, nes jis gali veikti daug ilgiau nei nerūdijančio plieno antgalis.
Grūdinto plieno antgaliai puikiai veikia su nailonoX, anglies pluošto, žalvario, plieno, plieno, geležies, medžio, keramikos ir tamsoje švytinčiomis gijomis.
Pasirinkčiau "Amazon" siūlomą grūdinto plieno antgalį GO-3D, kurį mėgsta daugelis naudotojų.

Antgalis su rubino spalvos antgaliu
Tai hibridinis antgalis, daugiausia pagamintas iš žalvario, bet su rubino spalvos antgaliu.
Žalvaris užtikrina stabilumą ir gerą šiluminį laidumą, o rubino antgaliai prailgina antgalio tarnavimo laiką. Tai dar viena medžiaga, kuri gali puikiai dirbti su abrazyviniais siūlais, pasižyminčiais nuostabiu patvarumu ir tikslumu.
Jie specialiai sukurti abrazyvinių gijų naudotojams ir laikomi vienu geriausių variantų, nes gali atlaikyti nuolatinį dilimą. Vienintelis dalykas, dėl kurio jie mažiau populiarūs, yra didelė kaina.
"BC 3D MK8 Ruby Nozzle" yra puikus "Amazon" pasirinkimas, kuris sklandžiai dirba su specialiomis medžiagomis, tokiomis kaip PEEK, PEI, nailonas ir kt.

Volframo antgalis
Šis antgalis pasižymi dideliu atsparumu nusidėvėjimui ir gali būti naudojamas daug laiko nuolat naudojant abrazyvines gijas. Nesvarbu, kiek laiko naudosite, jo dydis ir forma turėtų būti tokie patys, kad galėtumėte nuolat gauti puikius rezultatus.
Jis pasižymi geru šilumos laidumu, kuris padeda šilumai pasiekti purkštuko galą ir palaikyti išlydytos gijos temperatūrą.
Dėl unikalios vidinės struktūros ir gero šilumos laidumo padidėja spausdinimo sparta, nesumažėja spausdinimo kokybė. Jį galima naudoti su abrazyviniais ir neabrazyviniais siūlais.
Turėčiau rinktis "Midwest Tungsten M6 Extruder Nozzle" 0,6 mm antgalį iš "Amazon". Jį saugu ir paprasta naudoti, be to, jis visiškai netoksiškas. Šis antgalis taip pat yra iš JAV įsikūrusios gamybos įmonės, o tai visada sveikintina!

Išsamesnį atsakymą apie pagrindines medžiagas rasite mano straipsnyje 3D spausdintuvo antgalis - žalvaris, nerūdijantis plienas ir grūdintas plienas.
Koks yra geriausias 3D spausdintuvų antgalis?
Geriausia rinktis žalvarinį 0,4 mm antgalį daugumai standartinių 3D spausdinimo būdų. Jei norite spausdinti labai detalius modelius, naudokite 0,2 mm antgalį. Jei norite 3D spausdinti greičiau, naudokite 0,8 mm antgalį. Abrazyviniams siūlams, pavyzdžiui, medienos užpildo PLA, turėtumėte naudoti grūdinto plieno antgalį.
Išsamus atsakymas į šį klausimą iš tiesų priklauso nuo jūsų 3D spausdinimo reikalavimų ir programų.
Jei naudojate įprastas spausdinimo medžiagas, tokias kaip PLA, PETG ar ABS, paprastoms namų 3D spausdinimo programoms, jums puikiai tiks standartinis žalvarinis antgalis. Žalvaris pasižymi geriausiu šilumos laidumu, kuris puikiai tinka 3D spausdinimui.
Jei ketinate spausdinti abrazyvines medžiagas, turėtumėte apsvarstyti ne tik žalvario, bet ir kitas galimybes, pavyzdžiui, grūdinto plieno arba nerūdijančio plieno purkštukus.
Jei reguliariai spausdinate didelius modelius su abrazyvinėmis gijomis, geras pasirinkimas turėtų būti antgalis su rubino antgaliu arba volframo antgalis.
Jei dažnai spausdinate objektus, kurie liečiasi su oda ar maistu, turėtumėte rinktis antgalį, kuriame nėra švino. Tokiais atvejais idealiai tinka nerūdijančio plieno antgaliai.
3D spausdintuvo purkštuko dydžio ir sluoksnio aukščio santykis
Specialistai siūlo, kad sluoksnio aukštis neturėtų būti didesnis nei 80 % purkštuko dydžio arba skersmens. Tai reiškia, kad jūsų sluoksnio aukštis neturėtų viršyti 0,32 mm, kai naudojate 0,4 mm purkštuką.
Na, tai yra didžiausias sluoksnio aukštis, jei kalbame apie mažiausią sluoksnio aukštį, tuomet galite eiti žemyn iki tokio lygio, kad jūsų mašina galėtų tinkamai spausdinti. Kai kurie žmonės teigia, kad jie net spausdino objektus, kai sluoksnio aukštis buvo 0,04 mm, naudodami 0,4 mm antgalį.
Net jei galite spausdinti 0,4 mm sluoksnio aukščiu, ekspertai pataria, kad sluoksnio aukštis neturėtų būti mažesnis nei 25 % purkštuko dydžio, nes tai neturės didelės įtakos spausdinimo kokybei, o tik pailgins spausdinimo laiką.