
ສາລະບານ
ຂະໜາດຂອງຫົວຫົວ ແລະວັດສະດຸສ້າງຄວາມແຕກຕ່າງຢ່າງຫຼວງຫຼາຍໃນຜົນການພິມ 3 ມິຕິຂອງທ່ານ, ໂດຍສະເພາະໃນເວລາທີ່ທ່ານໃຊ້ວັດສະດຸຂັດຫຼາຍ. ທ່ານຕ້ອງການເພື່ອໃຫ້ແນ່ໃຈວ່າທ່ານກໍາລັງເລືອກຂະຫນາດ nozzle ແລະອຸປະກອນການທີ່ດີທີ່ສຸດສໍາລັບໂຄງການຂອງທ່ານ, ສະນັ້ນບົດຄວາມນີ້ຈະຊ່ວຍໃຫ້ທ່ານເຮັດໄດ້ແທ້.
ວິທີທີ່ດີທີ່ສຸດເພື່ອກໍານົດຂະຫນາດ nozzle &; ວັດສະດຸແມ່ນເພື່ອຮູ້ຈັກເປົ້າຫມາຍຂອງທ່ານ, ບໍ່ວ່າທ່ານຕ້ອງການຮູບແບບລາຍລະອຽດຫຼືພິມຫຼາຍແບບໃນເວລາໄວທີ່ສຸດເທົ່າທີ່ເປັນໄປໄດ້. ຖ້າທ່ານຕ້ອງການລາຍລະອຽດ, ເລືອກຂະ ໜາດ ນ້ອຍ, ແລະຖ້າທ່ານ ກຳ ລັງພິມດ້ວຍວັດສະດຸຂັດ, ໃຫ້ໃຊ້ຫົວສີດເຫຼັກແຂງ.
ເມື່ອທ່ານຮູ້ຕື່ມອີກໃນການເດີນທາງການພິມ 3D ຂອງທ່ານ, ທ່ານຈະເລີ່ມຕົ້ນ. ເພື່ອປັບປຸງໃນຫຼາຍໆດ້ານທີ່ເພີ່ມປະສິດທິພາບຄຸນນະພາບການພິມຂອງທ່ານ.
ສ່ວນທີ່ເຫຼືອຂອງບົດຄວາມນີ້ຈະຊ່ວຍໃຫ້ທ່ານໃນຂະຫນາດຂອງ nozzle ແລະພື້ນທີ່ວັດສະດຸແລະໃຫ້ຂໍ້ມູນທີ່ເປັນປະໂຫຍດບາງຢ່າງທີ່ຄວນຊ່ວຍທ່ານໄປຕະຫຼອດ, ສະນັ້ນຮັກສາ ໃນເວລາອ່ານ.
ຂ້ອຍຈະເລືອກຂະໜາດຫົວຫົວທີ່ເໝາະສົມສຳລັບການພິມ 3 ມິຕິໄດ້ແນວໃດ?
ໂດຍປົກກະຕິແລ້ວ ຂະໜາດຂອງຫົວສີຈະມີຕັ້ງແຕ່ 0.1 ມມ ຫາ 1 ມມ ແລະເຈົ້າສາມາດເລືອກໄດ້ຕາມຕົວເລືອກຕ່າງໆ ຂຶ້ນກັບ ກ່ຽວກັບຄວາມຕ້ອງການຂອງທ່ານ. 0.4 ມມ ຖືວ່າເປັນຂະໜາດມາດຕະຖານຂອງເຄື່ອງພິມ 3 ມິຕິ ແລະ ຜູ້ຜະລິດເກືອບທັງໝົດປະກອບມີຫົວຫົວຂະໜາດນີ້ຢູ່ໃນເຄື່ອງພິມຂອງເຂົາເຈົ້າ.
ຫົວຫົວແມ່ນສ່ວນໜຶ່ງທີ່ສຳຄັນທີ່ສຸດຂອງເຄື່ອງພິມ 3 ມິຕິທີ່ປະກອບສ່ວນເຂົ້າໃນການພິມ. ຂະບວນການຂອງແບບຈໍາລອງ 3D.
ມີຄວາມສຳຄັນໂມເດວ, ເຈົ້າຕ້ອງການໄປໃຊ້ແບບ 0.2 ມມ ຫຼື 0.3 ມມ.
ສຳລັບກິດຈະກຳການພິມ 3 ມິຕິແບບປົກກະຕິ, ບ່ອນໃດກໍໄດ້ຈາກຫົວ 0.3 ມມ ຫາ 0.5 ມມ ແມ່ນດີເລີດ.
ມັນເປັນໄປໄດ້ບໍທີ່ຈະພິມ 3D ດ້ວຍ Nozzle 0.1mm? ຄວາມສູງຂອງຊັ້ນຂອງທ່ານຄວນຢູ່ລະຫວ່າງ 25%-80% ຂອງເສັ້ນຜ່າສູນກາງ nozzle, ສະນັ້ນມັນຈະຢູ່ລະຫວ່າງ 0.025mm & amp; 0.08mm.
ຂ້ອຍບໍ່ແນະນຳໃຫ້ພິມ 3 ມິຕິດ້ວຍຫົວຫົວ 0.1mm ດ້ວຍເຫດຜົນຫຼາຍຢ່າງ, ເວັ້ນເສຍແຕ່ເຈົ້າຈະເຮັດເຄື່ອງນ້ອຍໆບາງອັນ.
ສິ່ງທຳອິດແມ່ນໃຊ້ເວລາດົນປານໃດຂອງເຈົ້າ. ການພິມ 3 ມິຕິຈະໃຊ້ເວລາກັບຫົວ 0.1 ມມ. ຢ່າງໜ້ອຍຂ້ອຍຈະໄປຊອກເຄື່ອງພິມ 3D ຂະໜາດ 0.2 ມມ ໄປໃສ່ເຄື່ອງພິມ 3D ທີ່ມີລາຍລະອຽດດີຫຼາຍ ເພາະວ່າເຈົ້າສາມາດໄດ້ຮັບຄຸນນະພາບທີ່ໜ້າອັດສະຈັນດ້ວຍເສັ້ນຜ່າສູນກາງຫົວຫົວທີ່ຕໍ່າກວ່າ.
ເຈົ້າມີແນວໂນ້ມທີ່ຈະປະສົບກັບຄວາມລົ້ມເຫລວໃນການພິມດ້ວຍຂະໜາດນ້ອຍດັ່ງກ່າວ. nozzle, ເນື່ອງຈາກຄວາມສູງຂອງຊັ້ນທໍາອິດຈໍາເປັນຕ້ອງມີຂະຫນາດນ້ອຍຫຼາຍສໍາລັບເສັ້ນຜ່າກາງ nozzle ຂະຫນາດນ້ອຍ. ນອກຈາກນີ້, ຄວາມກົດດັນທີ່ຕ້ອງການເພື່ອຍູ້ເສັ້ນໃຍທີ່ລະລາຍຜ່ານຮູນ້ອຍໆດັ່ງກ່າວຈະມີບັນຫາ.
ທ່ານຈະຕ້ອງໄດ້ພິມ 3D ຊ້າໆ ແລະດ້ວຍອຸນຫະພູມສູງເພື່ອໃຫ້ສິ່ງຕ່າງໆເຮັດສິ່ງທີ່ມີຄວາມຫມາຍ, ແລະ. ນີ້ສາມາດນໍາໄປສູ່ບັນຫາການພິມຂອງຕົນເອງ. ຂັ້ນຕອນທີ່ຕ້ອງການໃນການເຄື່ອນຍ້າຍສາມາດມີຂະຫນາດນ້ອຍແທ້ແລະເຖິງແມ່ນວ່າຈະເຮັດໃຫ້ການພິມປອມ / ບໍ່ສົມບູນແບບ.
ອີກຢ່າງຫນຶ່ງແມ່ນຕ້ອງການປັບສູງ.ເຄື່ອງພິມ 3 ມິຕິຈາກການໄດ້ຮັບຄວາມທົນທານທີ່ສົມບູນແບບ, ກັບການປັບອັດຕາສ່ວນ steppers / gear ເກືອບຢ່າງສົມບູນ. ເຈົ້າຕ້ອງການເຄື່ອງພິມ 3 ມິຕິທີ່ແຂງແກ່ນ ແລະມີປະສົບການຫຼາຍເພື່ອພິມສຳເລັດດ້ວຍຫົວຫົວ 0.1 ມມ.
ຄວາມກວ້າງຂອງສາຍ/ຂະໜາດເສັ້ນຜ່າສູນກາງຂອງຫົວດູດ
ຫຼາຍຄົນຖາມວ່າຄວາມກວ້າງຂອງເສັ້ນຄວນຈະເທົ່າກັບບໍ? ຂະຫນາດຂອງ nozzle ຂອງທ່ານ, ແລະ Cura ເບິ່ງຄືວ່າຈະຄິດດັ່ງນັ້ນ. ການຕັ້ງຄ່າເລີ່ມຕົ້ນໃນ Cura ແມ່ນເພື່ອໃຫ້ຄວາມກວ້າງຂອງເສັ້ນປ່ຽນໄປເປັນເສັ້ນຜ່າສູນກາງຫົວຫົວທີ່ແນ່ນອນທີ່ທ່ານຕັ້ງໄວ້ໃນການຕັ້ງຄ່ານັ້ນໂດຍອັດຕະໂນມັດ. ເສັ້ນຜ່າສູນກາງ nozzle. ເພື່ອໃຫ້ໄດ້ຮັບການພິມທີ່ມີຄຸນນະພາບລະອຽດກວ່າແລະການຍຶດຕິດທີ່ດີ, ທ່ານສາມາດເຮັດໄດ້ປະມານ 120% ຂອງເສັ້ນຜ່າສູນກາງຫົວຫົວຂອງທ່ານ.
ຊອບແວ Slic3r ຈະກໍານົດຄວາມກວ້າງຂອງເສັ້ນອັດຕະໂນມັດເປັນ 120% ຂອງເສັ້ນຜ່າສູນກາງຫົວຫົວ.
ໃນວິດີໂອຂ້າງລຸ່ມນີ້ ໂດຍ CNC Kitchen, ການທົດສອບຄວາມເຂັ້ມແຂງຂອງ Stefan ພົບວ່າຄວາມກວ້າງຂອງ extrusion ປະມານ 150% ຜະລິດການພິມ 3D ທີ່ເຂັ້ມແຂງທີ່ສຸດ, ຫຼືມີ 'ຄວາມອ່ອນແອທີ່ສູງທີ່ສຸດ'.
ບາງຄົນເວົ້າວ່າຄວາມກວ້າງຂອງເສັ້ນຄວນຈະຖືກກໍານົດໂດຍການພິຈາລະນາ. ຄວາມສູງຂອງຊັ້ນ ແລະ ເສັ້ນຜ່າສູນກາງຫົວຫົວ.
ຕົວຢ່າງ, ຖ້າທ່ານມີຫົວຫົວ 0.4 ມມ ແລະ ທ່ານກໍາລັງພິມຢູ່ລະດັບຄວາມສູງຂອງຊັ້ນ 0.2 ມມ, ຄວາມກວ້າງຂອງເສັ້ນຄວນຈະເປັນຜົນລວມຂອງສອງຕົວເລກດັ່ງກ່າວ ເຊັ່ນ: 0.4 + 0.2 = 0.6mm.
ແຕ່ຫຼັງຈາກການຄົ້ນຄວ້າຢ່າງເລິກເຊິ່ງ, ຜູ້ຊ່ຽວຊານອ້າງວ່າຄວາມກວ້າງຂອງເສັ້ນທີ່ເຫມາະສົມສໍາລັບການພິມແບບຈໍາລອງ 3D ທີ່ມີຄຸນນະພາບສູງຄວນຈະມີປະມານ 120% ຂອງເສັ້ນຜ່າສູນກາງຂອງ nozzle ໄດ້. ອີງຕາມຄໍາແນະນໍານີ້, ຄວາມກວ້າງຂອງເສັ້ນໃນຂະນະທີ່ພິມດ້ວຍຫົວສີດ 0.4 ມມຄວນປະມານ 0.48 ມມ.
ຄວາມກວ້າງຂອງການບີບອັດສາມາດນໍາເອົາຜົນປະໂຫຍດຫຼາຍຢ່າງແຕ່ສິ່ງທີ່ສໍາຄັນແມ່ນຄວາມເຂັ້ມແຂງ.
ບ່ອນທີ່ບາງໆ. ຄວາມກວ້າງຂອງເສັ້ນຮັບປະກັນຄວາມຖືກຕ້ອງດີກວ່າແລະຮູບຮ່າງຂອງວັດຖຸທີ່ລຽບແລະຫຼຸດຜ່ອນໂອກາດຂອງຄວາມຜິດພາດການໄຫຼ, ຄວາມກວ້າງຂອງ extrusion ສູງໃຫ້ຄວາມເຂັ້ມແຂງຢ່າງກວ້າງຂວາງເພາະວ່າມັນເອົາຊັ້ນເຂົ້າກັນແລະສານຖືກບີບອັດ.
ຖ້າທ່ານຕ້ອງການພິມບາງສິ່ງບາງຢ່າງເຊັ່ນ: ຫນ້າທີ່ເຮັດວຽກ. ວັດຖຸທີ່ຕ້ອງການຄວາມແຂງແຮງ, ຈາກນັ້ນກໍານົດຄວາມກວ້າງ extrusion ສູງສາມາດຊ່ວຍໄດ້.
ໃນຂະນະທີ່ມີການປ່ຽນແປງຄວາມກວ້າງ extrusion, ມັນແນະນໍາໃຫ້ຈັດການອຸນຫະພູມແລະກົນໄກການເຢັນຕາມຄວາມເຫມາະສົມເພື່ອໃຫ້ເຄື່ອງພິມມີສະພາບແວດລ້ອມການພິມທີ່ດີທີ່ສຸດ.
ມີປະກົດການທີ່ເອີ້ນວ່າ Die swell ເຊິ່ງເຮັດໃຫ້ຄວາມກວ້າງຕົວຈິງຂອງວັດສະດຸ extruded ເພີ່ມຂຶ້ນ, ດັ່ງນັ້ນຫົວທໍ່ 0.4mm ຈະບໍ່ extrude ສາຍພາດສະຕິກທີ່ມີຄວາມກວ້າງ 0.4mm.
ຄວາມກົດດັນ extrusion ພາຍໃນ. nozzle ກໍ່ສ້າງຂຶ້ນຍ້ອນວ່າມັນ extrudes ຜ່ານ nozzle, ແຕ່ຍັງ compresses ພາດສະຕິກ. ເມື່ອພາດສະຕິກທີ່ຖືກບີບອັດຖືກ extruded, ມັນອອກຈາກຫົວແລະຂະຫຍາຍອອກ. ຖ້າທ່ານສົງໄສວ່າເປັນຫຍັງການພິມ 3 ມິຕິຈະຫົດຕົວລົງເລັກນ້ອຍ, ນີ້ແມ່ນສ່ວນໜຶ່ງຂອງເຫດຜົນ.
ເບິ່ງ_ນຳ: 9 ວິທີການແກ້ໄຂຫນ້າຈໍສີຟ້າ / ຫວ່າງເປົ່າໃນເຄື່ອງພິມ 3D – Ender 3ອັນນີ້ເຮັດໄດ້ດີໃນການຊ່ວຍການຍຶດຕິດຂອງຕຽງ ແລະ ການຍຶດຕິດຊັ້ນຕະຫຼອດການພິມ 3 ມິຕິ.
ໃນກໍລະນີທີ່ທ່ານ ໄດ້ຮັບການຍຶດຕິດທີ່ບໍ່ດີ, ບາງຄົນຈະເພີ່ມ 'ຄວາມກວ້າງຂອງເສັ້ນຊັ້ນເບື້ອງຕົ້ນ'ການຕັ້ງຄ່າໃນ Cura.
ວັດສະດຸ Nozzle ທີ່ດີທີ່ສຸດທີ່ຈະເລືອກເອົາສໍາລັບການພິມ 3D ແມ່ນຫຍັງ? 17>ປ້ຳທອງເຫລືອງ (ທົ່ວໄປທີ່ສຸດ)
ໃນກໍລະນີຫຼາຍທີ່ສຸດ, ທໍ່ທອງເຫລືອງຈະເຮັດໄດ້ດີພຽງແຕ່ສໍາລັບການພິມດ້ວຍວັດສະດຸມາດຕະຖານ, ແຕ່ເມື່ອທ່ານເຂົ້າໄປໃນ filament ກ້າວຫນ້າທາງດ້ານຫຼາຍ, ຂ້ອຍຂໍແນະນໍາໃຫ້ປ່ຽນເປັນວັດສະດຸທີ່ແຂງກວ່າ.
ຂ້ອຍຈະຜ່ານ ແຕ່ລະປະເພດວັດສະດຸຂ້າງລຸ່ມນີ້.
ຫົວສີທອງເຫຼືອງ
ຫົວສີທອງເຫຼືອງເປັນຫົວສີດທີ່ໃຊ້ກັນທົ່ວໄປທີ່ສຸດໃນເຄື່ອງພິມ 3 ມິຕິ ດ້ວຍຫຼາຍເຫດຜົນ, ລາຄາຂອງມັນ, ການນໍາຄວາມຮ້ອນ, ແລະຄວາມຫມັ້ນຄົງ.
ມັນ ອະນຸຍາດໃຫ້ທ່ານພິມດ້ວຍ filaments ເກືອບທຸກປະເພດເຊັ່ນ PLA, ABS, PETG, TPE, TPU, ແລະ Nylon. filaments ຢ່າງກວ້າງຂວາງ. ຕາບໃດທີ່ທ່ານຍຶດຕິດກັບເສັ້ນໃຍທີ່ບໍ່ຂັດສີ, ທໍ່ທອງເຫລືອງແມ່ນດີຫຼາຍ.
ພວກມັນຈະບໍ່ຢູ່ໄດ້ດົນຫຼາຍກັບເສັ້ນໃຍເຊັ່ນ Carbon Fiber, ເຊິ່ງຮູ້ກັນດີວ່າມີການຂັດຫຼາຍ.
ເບິ່ງ_ນຳ: 30 ສິ່ງທີ່ເຢັນສໍາລັບການພິມ 3D ສໍາລັບ Dungeons & ມັງກອນ (ຟຣີ)ດັ່ງທີ່ໄດ້ກ່າວມາຂ້າງເທິງ, ຂ້ອຍຈະໄປກັບ 24PCs LUTER Brass Nozzles, ເຊິ່ງເຮັດໃຫ້ເຈົ້າມີຄຸນນະພາບສູງ, ຂະຫນາດເຕັມຂອງ nozzle.

Nozzle ສະແຕນເລດ
ຫນຶ່ງຂອງ nozzles ທີ່ສາມາດຈັດການ filaments abrasive ແມ່ນ nozzle ສະແຕນເລດ, ເຖິງແມ່ນວ່າ upside ອື່ນແມ່ນວິທີການມັນແມ່ນ.ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງສໍາລັບຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງກັບອາຫານ.
ທ່ານຕ້ອງເຮັດໃຫ້ແນ່ໃຈວ່າ nozzle ຂອງທ່ານບໍ່ມີສານຕະກົ່ວ, ສະນັ້ນມັນບໍ່ປົນເປື້ອນການພິມ 3D, ທີ່ nozzles Stainless Steel ສາມາດຢັ້ງຢືນໄດ້.
ມັນ. ແມ່ນປອດໄພ ແລະສາມາດໃຊ້ເພື່ອພິມສິ່ງຂອງທີ່ອາດຈະຕິດຕໍ່ກັບຜິວຫນັງ ຫຼືອາຫານ. ຈົ່ງຈື່ໄວ້ວ່າຄວາມຈິງນີ້ຢູ່ໃນໃຈວ່າຫົວສີດເຫຼົ່ານີ້ສາມາດມີຊີວິດຢູ່ໄດ້ໃນໄລຍະສັ້ນເທົ່ານັ້ນແລະຄວນຈະຊື້ພຽງແຕ່ຖ້າທ່ານຕ້ອງການພິມວັດຖຸທີ່ມີເສັ້ນດ່າງຂັດເປັນບາງຄັ້ງຄາວ.
ໃຫ້ແນ່ໃຈວ່າທ່ານກໍາລັງຊື້ຫົວສີດຈາກທີ່ມີຊື່ສຽງ. ຜູ້ສະໜອງ.
Uxcell 5Pcs MK8 Nozzle Stainless Steel ຈາກ Amazon ເບິ່ງດີຫຼາຍ.

ຫົວສີດເຫຼັກແຂງ
ຜູ້ໃຊ້ສາມາດພິມດ້ວຍເສັ້ນໃຍຂັດໄດ້. ແລະສິ່ງໜຶ່ງທີ່ດີທີ່ສຸດກ່ຽວກັບຫົວສີດເຫຼັກແຂງແມ່ນຄວາມທົນທານຂອງມັນ, ມັນສາມາດຢູ່ໄດ້ດົນກວ່າເມື່ອປຽບທຽບກັບຫົວສີດທອງເຫຼືອງ ແລະສະແຕນເລດ. ການຖ່າຍທອດຄວາມຮ້ອນ ແລະຕ້ອງການອຸນຫະພູມທີ່ສູງຂຶ້ນໃນການພິມ ແລະພວກມັນບໍ່ມີສານຕະກົ່ວ ເຊິ່ງຈຳກັດໃຫ້ຜູ້ໃຊ້ໃຊ້ພວກມັນເພື່ອພິມສິ່ງຂອງທີ່ອາດຈະຕິດຕໍ່ກັບຜິວໜັງ ຫຼືອາຫານ.
ນີ້ແມ່ນດີທີ່ສຸດສຳລັບຜູ້ໃຊ້ທີ່ພິມດ້ວຍເຄື່ອງຂັດ. filaments ເລື້ອຍໆຍ້ອນວ່າມັນສາມາດມີຊີວິດຢູ່ໄດ້ດົນກວ່າຫົວສອກສະແຕນເລດ.
ຫົວສີດເຫຼັກແຂງເຮັດວຽກຢ່າງສວຍງາມດ້ວຍ NylonX, Carbon Fiber, ທອງເຫລືອງ, ເຕີມເຫຼັກ, ທາດເຫຼັກ, ເຕັມໄປດ້ວຍໄມ້, ເຕັມໄປດ້ວຍເຊລາມິກ, ແລະ Glow-in-Darkfilaments.
ຂ້ອຍໄປກັບ GO-3D Hardened Steel Nozzle ຈາກ Amazon, ເປັນທາງເລືອກທີ່ຜູ້ໃຊ້ຫຼາຍຄົນມັກ.

ຫົວສີດ Ruby-Tipped
ນີ້ແມ່ນເຄື່ອງປະສົມຫົວສີດ ເຊິ່ງສ່ວນໃຫຍ່ແມ່ນເຮັດດ້ວຍທອງເຫຼືອງ, ແຕ່ມີປາຍຂອງ ruby.
ທອງເຫລືອງໃຫ້ຄວາມຫມັ້ນຄົງ ແລະ ການນໍາຄວາມຮ້ອນທີ່ດີ, ໃນຂະນະທີ່ເຄັດລັບ ruby ເພີ່ມຊີວິດຂອງ nozzle ໄດ້. ນີ້ແມ່ນອຸປະກອນອື່ນໆທີ່ສາມາດເຮັດວຽກໄດ້ດີກັບ filaments abrasive ສະຫນອງຄວາມທົນທານທີ່ຫນ້າປະຫລາດໃຈແລະຄວາມແມ່ນຍໍາ. ສິ່ງດຽວທີ່ເຮັດໃຫ້ມັນໄດ້ຮັບຄວາມນິຍົມຫນ້ອຍລົງແມ່ນລາຄາທີ່ສູງຂອງມັນ.
BC 3D MK8 Ruby Nozzle ເປັນທາງເລືອກທີ່ດີຈາກ Amazon, ເຮັດວຽກໄດ້ລຽບງ່າຍກັບວັດສະດຸພິເສດເຊັ່ນ PEEK, PEI, Nylon, ແລະອື່ນໆ.

ຫົວສີດ Tungsten
ຫົວສີດນີ້ມີຄວາມທົນທານຕໍ່ການສວມໃສ່ ແລະ ນ້ຳຕາສູງ ແລະ ສາມາດນຳໃຊ້ໄດ້ຫຼາຍເວລາຢ່າງຕໍ່ເນື່ອງດ້ວຍເສັ້ນໃຍຂັດ. ບໍ່ວ່າທ່ານຈະໃຊ້ເວລາຫຼາຍປານໃດ, ຂະໜາດ ແລະຮູບຮ່າງຂອງມັນຄວນຈະຄືກັນເພື່ອໃຫ້ໄດ້ຜົນດີຢ່າງສະເໝີຕົ້ນສະເໝີປາຍ.
ມັນສະໜອງການນຳຄວາມຮ້ອນທີ່ດີ ເຊິ່ງຊ່ວຍໃຫ້ຄວາມຮ້ອນໄປຮອດປາຍຫົວຫົວ ແລະຮັກສາອຸນຫະພູມໄດ້. filament molten ໄດ້.
ໂຄງສ້າງພາຍໃນທີ່ເປັນເອກະລັກແລະການນໍາຄວາມຮ້ອນທີ່ດີຊ່ວຍເພີ່ມຄວາມໄວການພິມໂດຍບໍ່ມີການທໍາລາຍຄຸນນະພາບການພິມ. ມັນສາມາດນໍາໃຊ້ໄດ້ທັງຂັດແລະບໍ່ຂັດfilaments.
ຂ້ອຍຕ້ອງໄປກັບ Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle ຈາກ Amazon. ມັນມີຄວາມປອດໄພແລະງ່າຍຕໍ່ການນໍາໃຊ້, ທັງຍັງບໍ່ມີສານພິດຢ່າງສົມບູນ. ຫົວນີ້ຍັງມາຈາກບໍລິສັດຜະລິດຢູ່ໃນສະຫະລັດ, ເຊິ່ງຍິນດີຕ້ອນຮັບສະເຫມີ!

ສໍາລັບຄໍາຕອບທີ່ເລິກເຊິ່ງກ່ຽວກັບວັດສະດຸຕົ້ນຕໍ, ທ່ານສາມາດກວດເບິ່ງບົດຄວາມ 3D ຂອງຂ້ອຍ. ທໍ່ເຄື່ອງພິມ – ທອງເຫຼືອງ Vs ສະແຕນເລດ Vs ເຫຼັກແຂງ.
ຫົວສີດທີ່ດີທີ່ສຸດສໍາລັບເຄື່ອງພິມ 3 ມິຕິແມ່ນຫຍັງ?
ຫົວສີດທີ່ດີທີ່ສຸດທີ່ຈະເລືອກແມ່ນຫົວສີທອງເຫຼືອງ 0.4 ມມ ສໍາລັບ 3 ມິຕິມາດຕະຖານສ່ວນໃຫຍ່. ການພິມ. ຖ້າຫາກວ່າທ່ານຕ້ອງການທີ່ຈະພິມ 3D ແບບຈໍານວນທີ່ລະອຽດສູງ, ໃຊ້ nozzle 0.2mm. ຖ້າຫາກວ່າທ່ານຕ້ອງການທີ່ຈະພິມ 3D ໄດ້ໄວຂຶ້ນ, ໃຫ້ໃຊ້ຫົວຂໍ້ 0.8mm. ສໍາລັບ filaments ທີ່ມີສານຂັດຄ້າຍຄື PLA ທີ່ເຮັດດ້ວຍໄມ້, ທ່ານຄວນໃຊ້ຫົວທໍ່ເຫລໍກແຂງ.
ສໍາລັບຄໍາຕອບທີ່ສົມບູນຂອງຄໍາຖາມນີ້, ມັນຂຶ້ນກັບຄວາມຕ້ອງການແລະຄໍາຮ້ອງສະຫມັກການພິມ 3D ຂອງທ່ານຢ່າງແທ້ຈິງ.
ຖ້າທ່ານໃຊ້ອຸປະກອນການພິມທົ່ວໄປເຊັ່ນ PLA, PETG, ຫຼື ABS ສໍາລັບຄໍາຮ້ອງສະຫມັກການພິມ 3D ທີ່ງ່າຍດາຍໃນເຮືອນ, ມາດຕະຖານ Brass Nozzle ຈະເຫມາະສົມສໍາລັບທ່ານ. ທອງເຫລືອງມີຄຸນສົມບັດການນໍາຄວາມຮ້ອນທີ່ດີທີ່ສຸດ, ເຊິ່ງເຮັດວຽກໄດ້ດີສໍາລັບການພິມ 3 ມິຕິ.
ຖ້າທ່ານຈະພິມວັດສະດຸຂັດ, ທ່ານຄວນພິຈາລະນາທາງເລືອກອື່ນນອກເຫນືອຈາກທອງເຫຼືອງເຊັ່ນ: ເຫຼັກແຂງຫຼືສະແຕນເລດ Nozzles.
ຫົວສີດ Ruby-Tipped ຫຼື Tungsten Nozzle ຄວນເປັນທາງເລືອກທີ່ດີຖ້າທ່ານພິມແບບຈໍາລອງຂະຫນາດໃຫຍ່ທີ່ມີເສັ້ນດ່າງຂັດເປັນປະຈໍາ.
ຖ້າທ່ານພິມວັດຖຸທີ່ຕິດຕໍ່ກັບຜິວຫນັງຫຼືອາຫານເລື້ອຍໆຫຼັງຈາກນັ້ນທ່ານຄວນໄປຫາຫົວສີດທີ່ບໍ່ມີສານຕະກົ່ວ. ຫົວສີດສະແຕນເລດແມ່ນເຫມາະສົມໃນສະຖານະການດັ່ງກ່າວ.
ຂະຫນາດຂອງ Nozzle Printer 3D ທຽບກັບຄວາມສູງຊັ້ນ
ຜູ້ຊ່ຽວຊານແນະນໍາວ່າຄວາມສູງຂອງຊັ້ນບໍ່ຄວນເກີນ 80% ຂອງຂະຫນາດຫຼືເສັ້ນຜ່າກາງຂອງ nozzle. ມັນຫມາຍຄວາມວ່າຄວາມສູງຊັ້ນຂອງທ່ານບໍ່ຄວນເກີນ 0.32mm ໃນຂະນະທີ່ໃຊ້ nozzle 0.4mm.
ດີ, ນີ້ແມ່ນຄວາມສູງຊັ້ນສູງສຸດ, ຖ້າພວກເຮົາເວົ້າກ່ຽວກັບຄວາມສູງຂອງຊັ້ນຕໍາ່ສຸດທີ່, ຫຼັງຈາກນັ້ນທ່ານສາມາດໄປຕ່ໍາສຸດ. ຈຸດທີ່ເຄື່ອງຂອງທ່ານສາມາດພິມໄດ້ຢ່າງຖືກຕ້ອງ. ບາງຄົນອ້າງວ່າເຂົາເຈົ້າມີເຖິງແມ່ນວ່າເຂົາເຈົ້າໄດ້ພິມວັດຖຸທີ່ຄວາມສູງຊັ້ນຂອງ 0.04mm ກັບ nozzle 0.4mm.
ເຖິງແມ່ນວ່າທ່ານສາມາດພິມໄດ້ທີ່ຄວາມສູງຊັ້ນ 0.4mm, ຜູ້ຊ່ຽວຊານແນະນໍາວ່າຄວາມສູງຂອງຊັ້ນຂອງທ່ານບໍ່ຄວນໄປຫນ້ອຍກ່ວາ. 25% ຂອງຂະຫນາດຂອງ nozzle ຍ້ອນວ່າມັນຈະບໍ່ມີຜົນກະທົບອັນໃຫຍ່ຫຼວງຕໍ່ຄຸນນະພາບການພິມແຕ່ພຽງແຕ່ຈະເພີ່ມເວລາການພິມ.
ການຕັດສິນໃຈໃນການດຸ່ນດ່ຽງຄວາມໄວທຽບກັບຄຸນນະພາບ, ບ່ອນທີ່ຖ້າຫາກວ່າທ່ານກໍາລັງພິມຂະຫນາດໃຫຍ່, ລາຍການທີ່ເປັນປະໂຫຍດ, ເສັ້ນຜ່າກາງ nozzle ທີ່ໃຫຍ່ກວ່າເຊັ່ນ: 0.8mm ແມ່ນດີ.ໃນອີກດ້ານຫນຶ່ງ, ຖ້າຫາກວ່າທ່ານກໍາລັງພິມຮູບແບບລາຍລະອຽດເຊັ່ນ: ຂະໜາດນ້ອຍ, ຢູ່ບ່ອນໃດກໍໄດ້ຕັ້ງແຕ່ 0.4 ມມ ຫາ 0.2 ມມ ແມ່ນມີຄວາມໝາຍທີ່ສຸດ.
ຈົ່ງຈື່ໄວ້ວ່າເຄື່ອງພິມ 3 ມິຕິບາງອັນຖືກຈຳກັດໃນຄວາມລະອຽດການພິມ, ໂດຍເຄື່ອງພິມ 3 ມິຕິຂອງ FDM ມັກຈະມີຄວາມລະອຽດການພິມ 0.05 ມມ ຫາ 0.1 ມມ. ຫຼື 50-100 microns. ຫົວສີດນ້ອຍຈະບໍ່ເຮັດໃຫ້ມີຄວາມແຕກຕ່າງກັນຫຼາຍໃນກໍລະນີເຫຼົ່ານີ້.
ຂ້າງລຸ່ມນີ້ຂ້າພະເຈົ້າຈະເຂົ້າໄປໃນລາຍລະອຽດເພີ່ມເຕີມເລັກນ້ອຍເພື່ອອະທິບາຍວ່າປັດໃຈໃດທີ່ໄດ້ຮັບຜົນກະທົບໃນການເລືອກຫົວສີດນ້ອຍກວ່າ ຫຼືໃຫຍ່ກວ່າສໍາລັບເຄື່ອງພິມ 3 ມິຕິຂອງທ່ານ.
ຂ້ອຍຄວນໃຊ້ເສັ້ນຜ່າສູນກາງຫົວເຄື່ອງພິມ 3D ຂະໜາດນ້ອຍບໍ? - 0.4 ມມ & amp; ຂ້າງລຸ່ມນີ້
ຄວາມລະອຽດ, ຄວາມຊັດເຈນ & ເວລາການພິມຂອງ Nozzles ຂະຫນາດນ້ອຍກວ່າ
ດັ່ງທີ່ໄດ້ກ່າວມາກ່ອນຫນ້ານີ້, ທ່ານຈະໄດ້ຮັບຄວາມລະອຽດທີ່ດີທີ່ສຸດແລະຄວາມແມ່ນຍໍາດ້ວຍຫົວນ້ອຍລົງຢູ່ທີ່ 0.4 ມມ, ລົງເຖິງ 0.1 ມມ, ເຖິງແມ່ນວ່າເວລາທີ່ຈະສ້າງຮູບແບບ 3D ແຕ່ລະຄົນຈະເປັນ. ສູງຫຼາຍ.
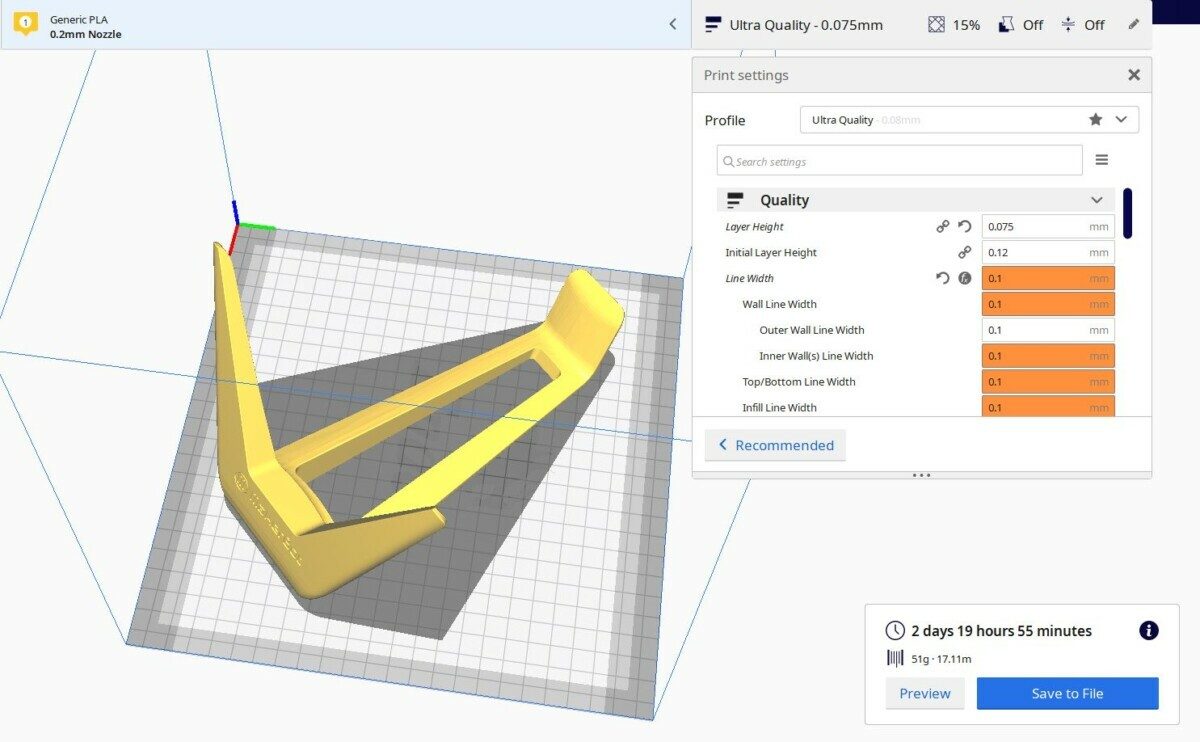
ຂ້ອຍເອົາຫົວຫູຟັງ Makerbot ຈາກ Thingiverse ເຂົ້າໄປໃນ Cura ແລະໃສ່ໃນເສັ້ນຜ່າສູນກາງຫົວຫົວທີ່ແຕກຕ່າງກັນ, ຕັ້ງແຕ່ 0.1mm ເຖິງ 1mm ເພື່ອປຽບທຽບເວລາພິມໂດຍລວມ.
ຫົວຫົວ 0.1mm ໃຊ້ເວລາ. 2 ມື້, 19 ຊົ່ວໂມງ ແລະ 55 ນາທີ, ໃຊ້ວັດສະດຸ 51g.
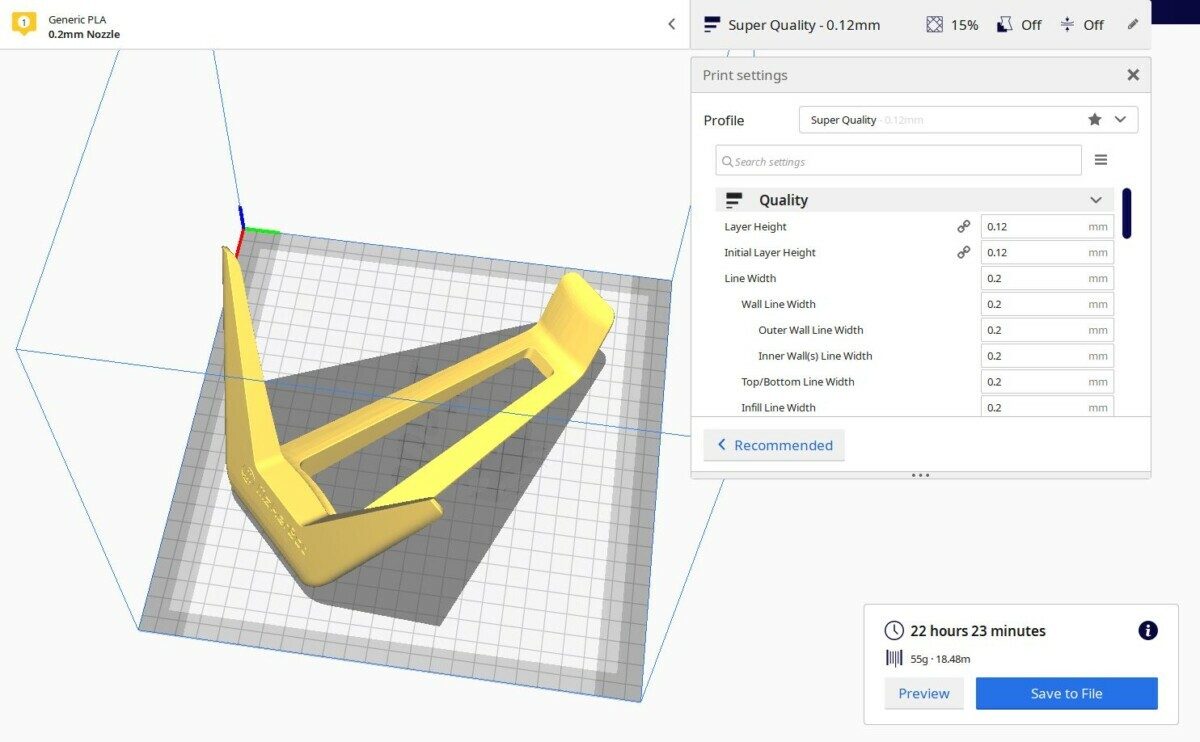
ຫົວສີດ 0.2 ມມ ໃຊ້ເວລາ 22 ຊົ່ວໂມງ 23 ນາທີ, ໃຊ້ວັດສະດຸ 55 ກຣາມ
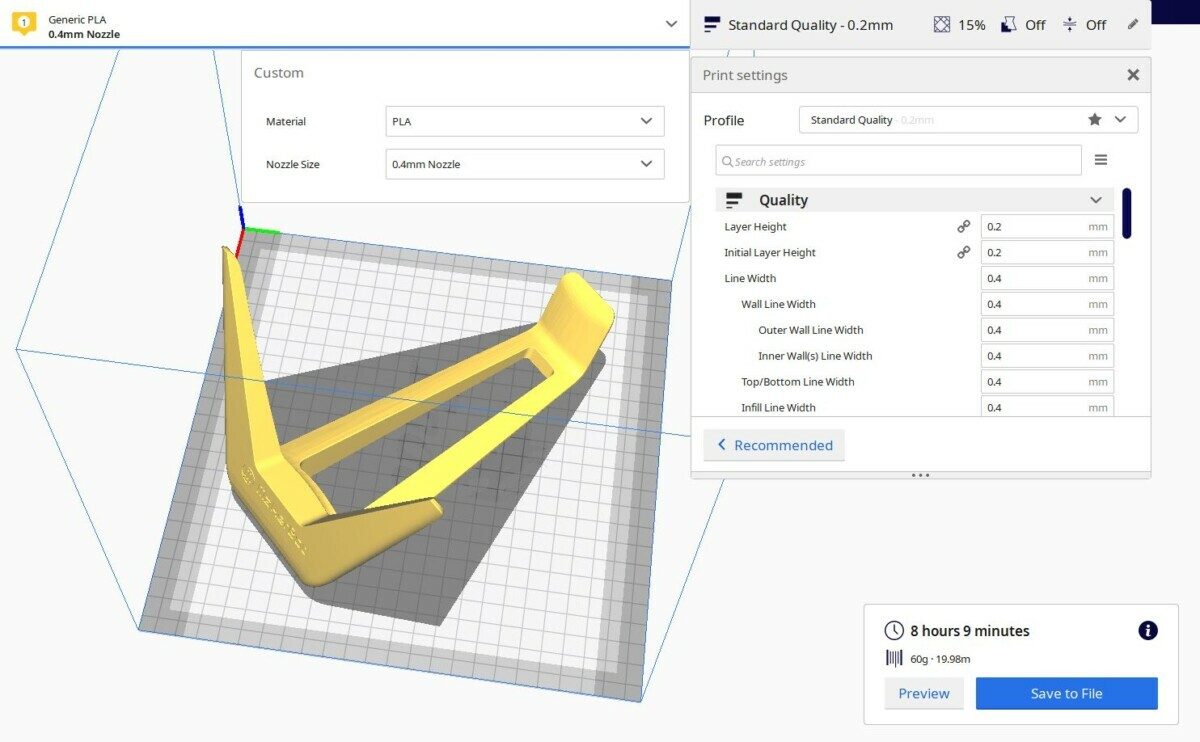
ຫົວສີດມາດຕະຖານ 0.4 ມມໃຊ້ເວລາ 8 ຊົ່ວໂມງ 9 ນາທີ, ໃຊ້ວັດສະດຸ 60g.
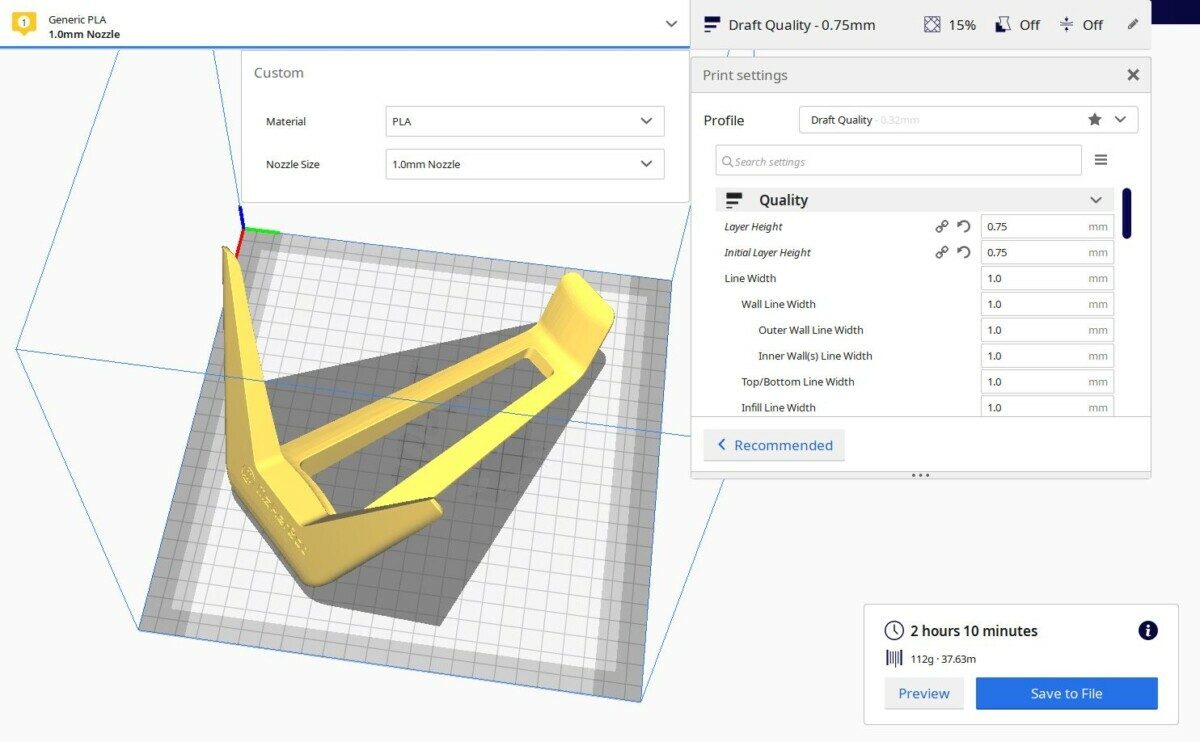
ຫົວຫົວ 1 ມມ ໃຊ້ເວລາພຽງ 2 ຊົ່ວໂມງ 10 ນາທີ, ແຕ່ໃຊ້ວັດສະດຸ 112 ກຣາມ!
ໂດຍປົກກະຕິ, ມັນຈະມີຄວາມແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍໃນຄວາມລະອຽດແລະຄວາມແມ່ນຍໍາລະຫວ່າງ nozzles ເຫຼົ່ານີ້, ແຕ່ດ້ວຍການອອກແບບທີ່ງ່າຍດາຍເຊັ່ນຂ້າງເທິງ, ທ່ານຈະບໍ່ເຫັນຄວາມແຕກຕ່າງທີ່ໃຫຍ່ຫຼວງເພາະວ່າບໍ່ມີ. ລາຍລະອຽດທີ່ຊັດເຈນໃດໆກໍຕາມ.
ບາງສິ່ງບາງຢ່າງເຊັ່ນ: ຮູບແບບ Deadpool ຕ້ອງການຄວາມແມ່ນຍໍາຂອງໂຫມດ, ດັ່ງນັ້ນແນ່ນອນທ່ານບໍ່ຕ້ອງການໃຊ້ຫົວ 1 ມມສໍາລັບສິ່ງນັ້ນ. ຮູບຂ້າງລຸ່ມນີ້, ຂ້ອຍໄດ້ໃຊ້ຫົວຫົວ 0.4 ມມ ແລະມັນອອກມາດີຫຼາຍ, ເຖິງແມ່ນວ່າຫົວ 0.2 ມມຈະດີກວ່າຫຼາຍ.
ເຖິງແມ່ນວ່າ, ເຈົ້າບໍ່ຈຳເປັນຕ້ອງປ່ຽນເປັນຫົວຫົວ 0.2 ມມ, ແລະທ່ານພຽງແຕ່ສາມາດຫຼຸດລົງຄວາມສູງຂອງຊັ້ນເພື່ອຮັບຜົນປະໂຫຍດຈາກຄວາມແມ່ນຍໍານັ້ນ. ມັນເປັນພຽງແຕ່ເວລາທີ່ທ່ານຕ້ອງການທີ່ຈະໃຊ້ຄວາມສູງຂອງຊັ້ນຂະຫນາດນ້ອຍເພື່ອໃຫ້ມັນອອກຈາກຂອບເຂດ 25% ຂອງເສັ້ນຜ່າສູນກາງຫົວຫົວເຖິງຄໍາແນະນໍາຄວາມສູງຊັ້ນ.
ດັ່ງນັ້ນຂ້ອຍຍັງສາມາດໃຊ້ຄວາມສູງຊັ້ນ 0.1 ມມສໍາລັບຕົວແບບ Deadpool, ແທນທີ່ຈະເປັນຄວາມສູງຂອງຊັ້ນ 0.2mm ທີ່ຖືກນໍາໃຊ້.

ໃນບາງກໍລະນີ, ເສັ້ນຊັ້ນສາມາດເປັນປະໂຫຍດຕໍ່ຮູບແບບສຸດທ້າຍ, ຖ້າທ່ານກໍາລັງຊອກຫາວັດຖຸດິບ, ແຂງ. ເບິ່ງ.

ງ່າຍກວ່າທີ່ຈະເອົາຕົວຊ່ວຍອອກດ້ວຍຫົວສີດນ້ອຍກວ່າ
ໂອເຄ, ດຽວນີ້ອີກປັດໃຈໜຶ່ງທີ່ເຂົ້າມາຮ່ວມກັບຫົວສີດທີ່ນ້ອຍກວ່າແມ່ນການຮອງຮັບ, ແລະເຮັດໃຫ້ພວກມັນງ່າຍຂຶ້ນ. ເອົາອອກ. ເນື່ອງຈາກວ່າພວກເຮົາມີຄວາມແມ່ນຍໍາຫຼາຍ, ມັນຍັງມາຢູ່ໃນຂອງພວກເຮົາພໍດີເມື່ອການພິມ 3D ຮອງຮັບ, ດັ່ງນັ້ນພວກມັນບໍ່ເກີນ extrude ແລະຜູກມັດກັບຕົວແບບຢ່າງແໜ້ນໜາ.
ການຮອງຮັບທີ່ພິມຈາກຫົວຫົວຂະໜາດນ້ອຍມັກຈະຖອດອອກໄດ້ງ່າຍກວ່າເມື່ອທຽບໃສ່ກັບ 3D ທີ່ພິມຈາກຫົວຫົວຂະໜາດໃຫຍ່.
ຕົວຈິງແລ້ວຂ້ອຍໄດ້ຂຽນບົດຄວາມກ່ຽວກັບວິທີເຮັດໃຫ້ການພິມ 3D ຮອງຮັບການເອົາອອກໄດ້ງ່າຍຂຶ້ນ ເຊິ່ງທ່ານສາມາດກວດສອບໄດ້.
ຫົວສີດນ້ອຍເຮັດໃຫ້ບັນຫາການອຸດຕັນ
ຫົວສີດເສັ້ນຜ່າສູນກາງຂະຫນາດນ້ອຍກວ່າບໍ່ສາມາດ extrude ເປັນ. filament melted ຫຼາຍເປັນ nozzles ຂະຫນາດໃຫຍ່ດັ່ງນັ້ນເຂົາເຈົ້າຕ້ອງການຫນ້ອຍຂອງອັດຕາການໄຫຼ. ທໍ່ຫົວທີ່ນ້ອຍກວ່າ, ມັນມີຄວາມອ່ອນໄຫວຕໍ່ກັບການອຸດຕັນເນື່ອງຈາກຮູນ້ອຍກວ່າຂອງມັນ.
ຫາກເຈົ້າປະສົບບັນຫາການອຸດຕັນດ້ວຍຫົວສີດທີ່ມີເສັ້ນຜ່າກາງນ້ອຍລົງ, ເຈົ້າສາມາດລອງເພີ່ມອຸນຫະພູມການພິມຂອງເຈົ້າ, ຫຼືອາດມີປະໂຫຍດຫຼາຍກວ່ານີ້. ເພື່ອເຮັດໃຫ້ຄວາມໄວການພິມຊ້າລົງ, ດັ່ງນັ້ນການ extrusion ອອກ nozzle ກົງກັບ extruder flow.
ຄວາມສູງຂອງຊັ້ນຂະຫນາດນ້ອຍຫຼາຍ
ແນະນໍາວ່າຄວາມສູງຂອງຊັ້ນຄວນຈະຢູ່ລະຫວ່າງ 25% ແລະ 80% ຂອງ. ຂະຫນາດຂອງ nozzle ຊຶ່ງຫມາຍຄວາມວ່າ nozzle ເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍຈະມີຄວາມສູງຂອງຊັ້ນຂະຫນາດນ້ອຍຫຼາຍ. ຕົວຢ່າງ, ຫົວສີ 0.2 ມມ ຈະມີຄວາມສູງຊັ້ນຕ່ຳສຸດ 0.05 ແລະສູງສຸດ 0.16 ມມ.
ຄວາມສູງຂອງຊັ້ນເປັນປັດໃຈສຳຄັນທີ່ສຸດໃນການກຳນົດຄວາມແມ່ນຍຳຂອງການພິມ ແລະ ເວລາພິມ, ສະນັ້ນ ການດຸ່ນດ່ຽງອັນເໝາະສົມນີ້ແມ່ນຈຳເປັນ. .
ປ້ຳຂະໜາດນ້ອຍມີຄຸນນະພາບດີກ່ວາການວາງຊ້ອນກັນ
ເມື່ອເຈົ້າກຳລັງພະຍາຍາມພິມການວາງຊ້ອນກັນຢ່າງສຳເລັດຜົນ, ເຊິ່ງເປັນເວລາດົນ.ການ extrusion ຂອງວັດສະດຸລະຫວ່າງສອງຈຸດສູງ, ພວກເຂົາເຈົ້າໄດ້ຖືກກ່າວວ່າຈະປະຕິບັດໄດ້ດີກວ່າຫຼາຍກັບ nozzles ຂະຫນາດນ້ອຍກວ່າ.
ນີ້ສ່ວນໃຫຍ່ແມ່ນຍ້ອນວ່າ overhangs ການຊ່ວຍເຫຼືອໂດຍພັດລົມເຢັນ, ເຊິ່ງເຮັດວຽກໄດ້ດີກວ່າໃນເວລາທີ່ຄວາມເຢັນຄວາມສູງຂອງຊັ້ນຂະຫນາດນ້ອຍຫຼືຄວາມກວ້າງຂອງເສັ້ນ, ເນື່ອງຈາກວ່າມີ. ແມ່ນວັດສະດຸຫນ້ອຍທີ່ຈະເຮັດຄວາມເຢັນ. ອັນນີ້ເຮັດໃຫ້ຄວາມເຢັນໄວຂຶ້ນ, ດັ່ງນັ້ນວັດສະດຸຈຶ່ງແຂງຢູ່ກາງອາກາດໂດຍບໍ່ມີບັນຫາຫຼາຍ.
ນອກຈາກນັ້ນ, ເມື່ອຄິດໄລ່ລະດັບຂອງການ overhang ໃນຮູບແບບ, ຊັ້ນທີ່ຫນາຈະມີໄລຍະ overhang ຫຼາຍກວ່າທີ່ຈະເອົາຊະນະ, ໃນຂະນະທີ່ຊັ້ນບາງໆ. ມີການຮອງຮັບເພີ່ມເຕີມຈາກຊັ້ນລຸ່ມນີ້.
ອັນນີ້ເຮັດໃຫ້ຊັ້ນບາງໆຢູ່ໃນຫົວນ້ອຍທີ່ຕ້ອງໃຊ້ເພື່ອເອົາຊະນະການຫ້ອຍໜ້ອຍລົງ.
ວິດີໂອ belos ເວົ້າເຖິງວິທີເຮັດໃຫ້ການວາງຊ້ອນກັນໄດ້ດີຫຼາຍໃນການພິມ 3D ຂອງທ່ານ. .
ປ້ຳຂະໜາດນ້ອຍສາມາດມີບັນຫາກັບເສັ້ນໃຍຂັດໄດ້
ຄ້າຍກັບບັນຫາທີ່ມີການອຸດຕັນ, ຫົວສີດທີ່ມີເສັ້ນຜ່າສູນກາງນ້ອຍກວ່າຈະບໍ່ດີທີ່ສຸດທີ່ຈະໃຊ້ເມື່ອພິມ 3 ມິຕິດ້ວຍເສັ້ນໃຍຂັດ. ບໍ່ພຽງແຕ່ພວກມັນອາດຈະອຸດຕັນ, ແຕ່ຍັງທໍາລາຍຮູ nozzle ໄດ້, ເຊິ່ງຈະມີຜົນກະທົບຫຼາຍຂື້ນກັບ nozzle ຂະຫນາດນ້ອຍທີ່ຊັດເຈນ.
filaments ຂັດທີ່ທ່ານຄວນຫຼີກເວັ້ນແມ່ນຊະນິດເຊັ່ນ: ຕື່ມເນື້ອໄມ້, glow-in- ຄວາມມືດ, ການຕື່ມທອງແດງ, ແລະ nylon carbon fiber composite.
ມັນຍັງເປັນໄປໄດ້ຫຼາຍທີ່ຈະໃຊ້ຫົວສີດທີ່ມີຂະຫນາດນ້ອຍກວ່າກັບ filaments abrasive ເຫຼົ່ານີ້, ແຕ່ຂ້າພະເຈົ້າພະຍາຍາມຫຼີກເວັ້ນໃນກໍລະນີຫຼາຍທີ່ສຸດ.
ຂ້ອຍຄວນເລືອກເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງພິມ 3D ຂະໜາດໃຫຍ່ບໍ? - 0.4 ມມ & amp; ຂ້າງເທິງ
ພວກເຮົາມີໄດ້ໄປຫຼາຍກວ່າການປະຫຍັດເວລາຢ່າງຫຼວງຫຼາຍໂດຍການໃຊ້ຫົວຫົວທີ່ໃຫຍ່ກວ່າໃນສ່ວນຂ້າງເທິງ, ສະນັ້ນໃຫ້ເບິ່ງບາງດ້ານອື່ນໆ.
ຄວາມເຂັ້ມແຂງ
CNC Kitchen ແລະ Prusa Research ໄດ້ເບິ່ງຄວາມແຕກຕ່າງຂອງ ຄວາມເຂັ້ມແຂງຂອງເຄື່ອງພິມ 3 ມິຕິ, ເມື່ອໃຊ້ປ້ຳຂະໜາດນ້ອຍທຽບກັບຫົວຫົວທີ່ໃຫຍ່ກວ່າ, ແລະເຂົາເຈົ້າພົບວ່າຫົວຫົວທີ່ໃຫຍ່ກວ່ານັ້ນເຮັດໄດ້ດີກວ່າຫຼາຍເພື່ອຄວາມແຂງແຮງ.
ໂດຍຫຼັກແລ້ວມັນເຮັດໃຫ້ການພິມ 3 ມິຕິມີຄວາມເຂັ້ມແຂງຫຼາຍຂຶ້ນ ເນື່ອງຈາກຄວາມໜາພິເສດທີ່ໃສ່ໃນຝາ. ຕົວຢ່າງ: ຖ້າທ່ານມີ 3 ຂອບໃນເຄື່ອງພິມ 3 ມິຕິແລ້ວໃຊ້ຫົວຫົວທີ່ໃຫຍ່ກວ່າ, ທ່ານກໍາລັງຈະ extruding ຝາຂະຫນາດໃຫຍ່, ເຊິ່ງແປວ່າມີຄວາມເຂັ້ມແຂງ.
ມັນເປັນໄປໄດ້ທີ່ຈະ extrude ຝາຫນາດ້ວຍ nozzle ນ້ອຍກວ່າ, ແຕ່. ໃນເວລາທີ່ທ່ານປະກອບກັບເວລາ, ທ່ານຈະຕ້ອງເສຍສະລະ.
ທ່ານສາມາດ ເພີ່ມຄວາມກວ້າງຂອງເສັ້ນແລະຄວາມສູງຊັ້ນຂອງເຄື່ອງພິມ 3D ຂອງເຈົ້າດ້ວຍຫົວສີດນ້ອຍລົງ, ແຕ່ໃນບາງຈຸດ, ທ່ານອາດຈະມີບັນຫາໃນການພິມ. ວັດຖຸສຳເລັດແລ້ວ.
Prusa ພົບວ່າຂໍ້ໄດ້ປຽບຂອງການໃຊ້ຫົວຫົວທີ່ໃຫຍ່ກວ່າ, ຈາກ 0.4mm ຫາ 0.6mm nozzle ເຮັດໃຫ້ວັດຖຸມີຄວາມຕ້ານທານຕໍ່ແຮງກະທົບເພີ່ມຂຶ້ນ 25.6%.
ຫົວຫົວຂະໜາດໃຫຍ່ໃຫ້ວັດຖຸ. ຊໍ່ຂອງຄວາມເຂັ້ມແຂງ, ໂດຍສະເພາະກັບພາກສ່ວນສຸດທ້າຍ. ຜົນຂອງການຄົ້ນຄວ້າ Prusa ອ້າງວ່າວັດຖຸທີ່ພິມດ້ວຍຫົວຫົວຂະໜາດໃຫຍ່ມີຄວາມທົນທານດີ ແລະ ມີຄວາມສາມາດດູດຊຶມໄດ້ສູງກ່ວາ.
ຕາມການຄົ້ນຄວ້າ, ຮູບແບບທີ່ພິມດ້ວຍຫົວສີດທີ່ມີເສັ້ນຜ່າສູນກາງ 0.6mm ສາມາດດູດຊຶມໄດ້. ພະລັງງານຫຼາຍກວ່າ 25% ເມື່ອປຽບທຽບຕໍ່ກັບວັດຖຸທີ່ພິມດ້ວຍຫົວສີດ 0.4 ມມ.
ການອຸດຕັນແມ່ນເປັນໄປໄດ້ໜ້ອຍກັບຫົວທໍ່ຂະໜາດໃຫຍ່
ຄ້າຍຄືກັນກັບວິທີການອຸດຕັນຂອງຫົວສີດນ້ອຍກວ່າ, ຫົວຫົວທີ່ໃຫຍ່ກວ່າແມ່ນມີໂອກາດທີ່ຈະອຸດຕັນໜ້ອຍລົງ, ເນື່ອງຈາກ ມີເສລີພາບຫຼາຍຂຶ້ນກັບອັດຕາການໄຫຼຂອງ filament. ຫົວສີດທີ່ໃຫຍ່ກວ່າຈະບໍ່ສ້າງຄວາມກົດດັນຫຼາຍ ແລະມີບັນຫາໃນການຂັດເສັ້ນໃຍ, ສອດຄ່ອງກັບເຄື່ອງ extruder.
ເວລາພິມໄວຂຶ້ນ
ຫົວຫົວທີ່ມີເສັ້ນຜ່າສູນກາງໃຫຍ່ຈະເຮັດໃຫ້ filament ສາມາດ extrude ໄດ້ຫຼາຍຂຶ້ນ. ທີ່ຈະເຮັດໃຫ້ການພິມແບບຈໍາລອງໄດ້ໄວຂຶ້ນ.
ຫົວສີດເຫຼົ່ານີ້ຈະສົມບູນແບບໃນເວລາທີ່ທ່ານຕ້ອງການພິມວັດຖຸທີ່ບໍ່ຕ້ອງການຮູບຊົງທີ່ດຶງດູດ ແລະບໍ່ມີຄວາມຊັບຊ້ອນຫຼາຍ. ມັນຍັງເປັນທາງເລືອກທີ່ເຫມາະສົມໃນເວລາທີ່ມັນມາກັບການປະຫຍັດເວລາ.
Abrasive Filaments Filaments ງ່າຍກວ່າດ້ວຍ Nozzle ຂະຫນາດໃຫຍ່
ຖ້າທ່ານກໍາລັງຊອກຫາການພິມ 3D ດ້ວຍ filament abrasive, ຂ້າພະເຈົ້າແນະນໍາໃຫ້ຕິດຢູ່ກັບ ທໍ່ມາດຕະຖານ 0.4 ມມ ຫຼືໃຫຍ່ກວ່າ, ເນື່ອງຈາກພວກມັນມີແນວໂນ້ມທີ່ຈະອຸດຕັນໜ້ອຍກວ່າ.
ເຖິງແມ່ນວ່າເມື່ອຫົວທໍ່ເສັ້ນຜ່າສູນກາງໃຫຍ່ກວ່າຈະອຸດຕັນ, ເຈົ້າຈະມີເວລາແກ້ໄຂບັນຫາໄດ້ງ່າຍກວ່າເມື່ອທຽບໃສ່ກັບຫົວຫົວທີ່ມີເສັ້ນຜ່າສູນກາງຂະຫນາດນ້ອຍກວ່າເຊັ່ນ: 0.2 ມມ.
ສິ່ງໜຶ່ງທີ່ສຳຄັນກວ່າເມື່ອເວົ້າເຖິງເສັ້ນໃຍຂັດແມ່ນວັດສະດຸຫົວຫົວທີ່ເຈົ້າກຳລັງໃຊ້, ເພາະວ່າຫົວສີທອງເຫຼືອງມາດຕະຖານຈະບໍ່ຢູ່ໄດ້ດົນຫຼາຍ, ເປັນໂລຫະທີ່ອ່ອນກວ່າ.
ຄວາມສູງຂອງຊັ້ນແມ່ນໃຫຍ່ກວ່າ
ຂະໜາດຂອງທໍ່ຫົວໃຫຍ່ຈະມີຄວາມສູງຊັ້ນທີ່ສູງກວ່າ.
ຕາມທີ່ແນະນຳ, ຄວາມສູງຂອງຊັ້ນ.ບໍ່ຄວນເກີນ 80% ຂອງຂະໜາດຂອງຫົວຫົວ, ສະນັ້ນ ເສັ້ນຜ່າສູນກາງຫົວຫົວ 0.6 ມມ ຄວນມີຄວາມສູງຊັ້ນສູງສຸດ 0.48 ມມ, ໃນຂະນະທີ່ເສັ້ນຜ່າກາງຫົວຫົວ 0.8 ມມ ຄວນມີຄວາມສູງຊັ້ນສູງສຸດ 0.64 ມມ.
ຕ່ຳ ຄວາມລະອຽດ & amp; ຄວາມແມ່ນຍໍາ
ດັ່ງທີ່ກ່າວມາຂ້າງເທິງ, ຄຸນນະພາບການພິມຂອງເຈົ້າຈະບໍ່ລະອຽດຫຼາຍເທົ່າທີ່ເຈົ້າມີເສັ້ນຜ່າສູນກາງຂອງຫົວສ້ວຍສູງຂຶ້ນ.
ເນື່ອງຈາກຫົວຫົວໃຫຍ່ເຮັດໃຫ້ຊັ້ນໜາຂຶ້ນ, ມັນຄວນຈະຖືກໃຊ້ເມື່ອສູງກວ່າ. ຄວາມຊັດເຈນຫຼືຄວາມລະອຽດສູງກວ່າແມ່ນບໍ່ຈໍາເປັນ. ຫົວຫົວຂະໜາດໃຫຍ່ເປັນທາງເລືອກທີ່ເໝາະສົມສຳລັບການພິມ 3 ມິຕິເຫຼົ່ານັ້ນ.

ຂະໜາດເຄື່ອງພິມ 3 ມິຕິອັນໃດທີ່ເຈົ້າຄວນເລືອກ?
ຂະໜາດຫົວຫົວທີ່ດີທີ່ສຸດ ເລືອກແມ່ນ 0.4mm nozzle ສໍາລັບການພິມ 3D ມາດຕະຖານຫຼາຍທີ່ສຸດ. ຖ້າຫາກວ່າທ່ານຕ້ອງການທີ່ຈະພິມ 3D ແບບຈໍານວນທີ່ລະອຽດສູງ, ໃຊ້ nozzle 0.2mm. ຖ້າຫາກວ່າທ່ານຕ້ອງການທີ່ຈະພິມ 3D ໄດ້ໄວຂຶ້ນ, ໃຫ້ໃຊ້ຫົວຂໍ້ 0.8mm. ສໍາລັບ filaments ທີ່ມີສານຂັດຄ້າຍຄື PLA ຕື່ມຂໍ້ມູນໃສ່ໄມ້, ທໍ່ 0.6mm ຫຼືຂະຫນາດໃຫຍ່ເຮັດວຽກໄດ້ດີ.
ທ່ານບໍ່ຈໍາເປັນຕ້ອງເລືອກຂະຫນາດຂອງ nozzle ພຽງແຕ່ຫນຶ່ງ. ດ້ວຍ LUTER 24PCs MK8 M6 Extruder Nozzles ຈາກ Amazon, ທ່ານສາມາດທົດລອງໃຊ້ດ້ວຍຕົວທ່ານເອງ! ເຈົ້າຈະຮູ້ສຶກວ່າເວລາພິມເພີ່ມຂຶ້ນດ້ວຍຫົວຫົວທີ່ນ້ອຍລົງ, ແລະເບິ່ງການພິມທີ່ມີຄຸນນະພາບຕໍ່າກວ່າດ້ວຍຫົວຫົວທີ່ໃຫຍ່ກວ່າ.
ທ່ານໄດ້ຮັບ:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- ກ່ອງເກັບຂໍ້ມູນຟຣີ
ດ້ວຍປະສົບການ, ທ່ານມີອຸປະກອນທີ່ດີຫຼາຍກັບ ຕັດສິນໃຈວ່າຫົວຫົວໃດທີ່ທ່ານຄວນເລືອກສໍາລັບການພິມ 3D ແຕ່ລະອັນ. ຫຼາຍຄົນຕິດຫົວຫົວ 0.4 ມມ ເພາະເປັນທາງເລືອກທີ່ງ່າຍກວ່າ, ແຕ່ມີປະໂຫຍດຫຼາຍຢ່າງທີ່ຄົນເຮົາຂາດໄປ.
ບາງສິ່ງບາງຢ່າງເຊັ່ນ: ການພິມ 3 ມິຕິທີ່ມີປະໂຫຍດ, ຫຼືແມ້ກະທັ່ງກະເປົ໋າສາມາດເບິ່ງໜ້າຫວາດສຽວດ້ວຍ 1 ມມ. ຫົວສີດ. ການພິມ 3 ມິຕິທີ່ມີປະໂຫຍດບໍ່ຈຳເປັນຕ້ອງເບິ່ງງາມ, ດັ່ງນັ້ນຫົວຫົວ 0.8 ມມ ສາມາດຮັບປະກັນໄດ້ຫຼາຍ.
ເຄື່ອງພິມຂະໜາດນ້ອຍທີ່ມີລາຍລະອຽດເຊັ່ນຮູບກະຕິກາ ຫຼື ການພິມ 3 ມິຕິຂອງຫົວຄົນທີ່ມີຊື່ສຽງຈະດີກວ່າດ້ວຍຫົວຫົວນ້ອຍກວ່າ. ເຊັ່ນຫົວຫົວ 0.2 ມມ.
ມີປັດໃຈທີ່ແຕກຕ່າງກັນທີ່ຄວນພິຈາລະນາໃນຂະນະທີ່ເລືອກຂະໜາດຫົວສີດສຳລັບການພິມ 3 ມິຕິຂອງທ່ານ.
ຕາມຂໍ້ເທັດຈິງທີ່ສຳຄັນທັງໝົດໄດ້ອະທິບາຍໄວ້ຂ້າງເທິງກ່ຽວກັບຫົວສີດຂະໜາດນ້ອຍ ແລະ ຂະໜາດໃຫຍ່. , ຂ້າງລຸ່ມນີ້ແມ່ນບາງຈຸດທີ່ຈະຊ່ວຍໃຫ້ທ່ານເລືອກຂະຫນາດຂອງ nozzle ໄດ້ຢ່າງຖືກຕ້ອງ.
ຖ້າເວລາເປັນຄວາມກັງວົນທີ່ສໍາຄັນຂອງທ່ານແລະທ່ານຕ້ອງເຮັດໂຄງການໃນໄລຍະສັ້ນສະເພາະ, ທ່ານຄວນໄປຫາ nozzle ທີ່ມີຂະຫນາດໃຫຍ່. ເສັ້ນຜ່າສູນກາງເນື່ອງຈາກວ່າມັນຈະ extrude filament ຫຼາຍ. ພວກມັນຈະໃຊ້ເວລາໜ້ອຍກວ່າເພື່ອເຮັດໂຄງການໃດໜຶ່ງເມື່ອປຽບທຽບກັບຂະໜາດຂອງຫົວຫົວນ້ອຍ.
ຫາກທ່ານຕ້ອງການພິມແບບຂະໜາດໃຫຍ່ ຫຼືກຳລັງພິມບາງອັນທີ່ມີເວລາກົງກັນ, ຂະໜາດຫົວຫົວທີ່ໃຫຍ່ກວ່າເຊັ່ນ: 0.6mm ຫຼື 0.8mm ຈະເປັນ. ທາງເລືອກທີ່ເຫມາະສົມ.
ສໍາລັບຮູບແບບລະອຽດທີ່ລະອຽດ, ຫຼືຄວາມແມ່ນຍໍາສູງ