
Isi kandungan
Saiz muncung dan bahan membuat perbezaan yang ketara dalam hasil cetakan 3D anda, terutamanya apabila anda menggunakan bahan yang lebih kasar. Anda ingin memastikan anda memilih saiz dan bahan muncung terbaik untuk projek anda, jadi artikel ini akan membantu anda melakukannya dengan tepat.
Cara terbaik untuk menentukan saiz muncung & bahan adalah untuk mengetahui matlamat anda, sama ada anda mahu model terperinci atau mencetak beberapa model dalam masa yang paling pantas. Jika anda mahukan perincian, pilih saiz muncung yang kecil dan jika anda mencetak dengan bahan yang kasar, gunakan muncung keluli yang dikeraskan.
Sebaik sahaja anda melangkah lebih jauh dalam perjalanan pencetakan 3D anda, anda akan mula untuk membuat penambahbaikan dalam beberapa bidang yang meningkatkan prestasi kualiti cetakan anda.
Selebihnya artikel ini akan membantu anda dalam saiz muncung dan kawasan bahan serta memberi anda beberapa maklumat berguna yang sepatutnya membantu anda sepanjang perjalanan, jadi teruskan semasa membaca.
Bagaimanakah Saya Memilih Saiz Muncung Yang Tepat Untuk Pencetakan 3D?
Biasanya saiz muncung berjulat dari 0.1mm hingga 1mm dan anda boleh memilih daripada pelbagai pilihan bergantung atas keperluan anda. 0.4mm dianggap sebagai saiz muncung standard pencetak 3D dan hampir semua pengeluar menyertakan muncung saiz ini dalam pencetak mereka.
Muncung ialah salah satu bahagian paling penting dalam pencetak 3D yang menyumbang kepada pencetakan proses model 3D.
Ada perkara pentingmodel, anda perlu menggunakan model 0.2mm atau 0.3mm.
Untuk aktiviti pencetakan 3D biasa, di mana-mana sahaja daripada muncung 0.3mm hingga muncung 0.5mm adalah baik.
Adakah Mungkin Cetakan 3D Dengan Muncung 0.1mm?
Anda sememangnya boleh mencetak 3D dengan muncung 0.1mm, tetapi anda perlu menetapkan terlebih dahulu lebar garisan anda kepada 0.1mm di Cura, atau penghiris pilihan anda. Ketinggian lapisan anda hendaklah antara 25%-80% daripada diameter muncung, jadi ia adalah antara 0.025mm & 0.08mm.
Saya tidak akan menasihati pencetakan 3D dengan muncung 0.1mm atas beberapa sebab, melainkan anda membuat beberapa miniatur yang sangat kecil.
Perkara pertama ialah berapa lama anda Cetakan 3D akan diambil dengan muncung 0.1mm. Saya akan, sekurang-kurangnya, menggunakan muncung 0.2mm kepada cetakan 3D dengan butiran yang sangat halus kerana anda boleh mendapatkan kualiti yang menakjubkan pada diameter muncung yang rendah.
Anda lebih berkemungkinan menghadapi kegagalan cetakan dengan saiz yang kecil. muncung, kerana ketinggian lapisan pertama perlu sangat kecil untuk diameter muncung kecil. Selain itu, tekanan yang diperlukan untuk menolak filamen cair melalui lubang sekecil itu akan menyusahkan.
Anda perlu mencetak 3D dengan sangat perlahan dan dengan suhu tinggi untuk membuat sesuatu melakukan sesuatu yang bermakna dan ini boleh membawa kepada masalah percetakannya sendiri. Langkah-langkah yang diperlukan untuk bergerak boleh menjadi sangat kecil malah mengakibatkan artifak/ketidaksempurnaan cetakan.
Perkara lain memerlukan penalaan tinggiPencetak 3D daripada mendapat toleransi yang sempurna, kepada menentukur nisbah stepper/gear dengan hampir sempurna. Anda memerlukan pencetak 3D yang kukuh dan banyak pengalaman untuk berjaya mencetak dengan muncung 0.1mm.
Lebar Penyemperitan/Lebar Talian Vs Saiz Diameter Muncung
Ramai orang bertanya sama ada lebar garisan anda harus sama dengan saiz muncung anda, dan Cura nampaknya berpendapat demikian. Tetapan lalai dalam Cura ialah agar lebar garisan secara automatik bertukar kepada diameter muncung tepat yang anda tetapkan dalam tetapan.
Peraturan standard dalam komuniti pencetakan 3D adalah untuk tidak menetapkan garisan atau lebar penyemperitan anda di bawah diameter muncung. Untuk mendapatkan cetakan kualiti yang lebih halus dan lekatan yang baik, anda boleh melakukan sekitar 120% daripada diameter muncung anda.
Perisian Slic3r secara automatik menetapkan lebar garisan kepada 120% daripada diameter muncung.
Dalam video di bawah oleh CNC Kitchen, ujian kekuatan Stefan mendapati bahawa lebar penyemperitan sekitar 150% menghasilkan cetakan 3D terkuat, atau mempunyai 'Kekuatan Kegagalan' tertinggi.
Sesetengah orang mengatakan bahawa lebar garisan harus ditetapkan dengan mempertimbangkan ketinggian lapisan dan diameter muncung.
Sebagai contoh, jika anda mempunyai muncung 0.4mm dan anda mencetak pada ketinggian lapisan 0.2mm maka lebar garisan anda hendaklah jumlah kedua-dua angka ini seperti 0.4 + 0.2 = 0.6mm.
Tetapi selepas penyelidikan mendalam, pakar mendakwa bahawa lebar garisan ideal untuk mencetak model 3D pada kualiti tinggi hendaklah kira-kira 120% daripadadiameter muncung. Mengikut cadangan ini, lebar garisan semasa mencetak dengan muncung 0.4mm hendaklah kira-kira 0.48mm.
Lebar penyemperitan boleh membawa banyak faedah tetapi yang utama ialah kekuatan.
Di mana yang nipis lebar garisan menjamin ketepatan yang lebih baik dan bentuk objek yang licin serta meminimumkan kemungkinan ralat aliran, lebar penyemperitan yang tinggi memberikan kekuatan yang meluas kerana ia menyatukan lapisan dan bahan dimampatkan.
Jika anda ingin mencetak sesuatu seperti yang berfungsi objek yang memerlukan kekuatan, kemudian menetapkan lebar penyemperitan yang tinggi boleh membantu.
Semasa menukar lebar penyemperitan, adalah disyorkan untuk menguruskan suhu dan mekanisme penyejukan dengan sewajarnya supaya pencetak boleh mempunyai persekitaran pencetakan yang terbaik.
Terdapat fenomena yang dipanggil die swell yang meningkatkan lebar sebenar bahan tersemperit, jadi muncung 0.4mm tidak akan menyemperit garisan plastik selebar 0.4mm.
Tekanan penyemperitan di dalam muncung terkumpul semasa ia menyemperit melalui muncung, tetapi juga memampatkan plastik. Setelah plastik termampat tersemperit, ia keluar dari muncung dan mengembang. Jika anda tertanya-tanya mengapa cetakan 3D mengecut sedikit, ini adalah sebahagian daripada sebabnya.
Lihat juga: 6 Penyelesaian tentang Cara Membetulkan Filamen Pencetak 3D Tidak Menyuap Dengan BetulIni berfungsi dengan baik dalam membantu lekatan katil dan lekatan lapisan sepanjang cetakan 3D.
Dalam keadaan di mana anda semakin lemah lekatan, sesetengah orang akan meningkatkan 'Lebar Garis Lapisan Awal' merekatetapan dalam Cura.
Apakah Bahan Muncung Terbaik untuk Dipilih untuk Pencetakan 3D?
Terdapat beberapa jenis bahan muncung yang digunakan dalam percetakan 3D:
- Muncung Loyang (paling biasa)
- Muncung Keluli Tahan Karat
- Muncung Keluli Dikeraskan
- Muncung Berhujung Ruby
- Muncung Tungsten
Dalam kebanyakan kes, Muncung Loyang akan berfungsi dengan baik untuk mencetak dengan bahan standard, tetapi apabila anda memasuki filamen yang lebih maju, saya akan menasihati menukar kepada bahan yang lebih keras.
Saya akan meneruskan setiap jenis bahan di bawah.
Muncung Loyang
Muncung Loyang ialah muncung yang paling banyak digunakan dalam pencetak 3D atas pelbagai sebab, kos, kekonduksian terma dan kestabilan.
Ia membolehkan anda mencetak dengan hampir semua jenis filamen seperti PLA, ABS, PETG, TPE, TPU dan Nylon.
Satu-satunya kelemahan dengan Nozel Loyang ialah anda tidak boleh mencetak dengan filamen yang melelas kerana ia tidak boleh mengendalikan sedemikian filamen secara meluas. Selagi anda melekat dengan filamen yang tidak melelas, Nozel Loyang adalah hebat.
Ia tidak akan bertahan lama dengan filamen seperti Serat Karbon, yang diketahui sangat melelas.
Seperti yang dinyatakan di atas, saya akan menggunakan 24PCs LUTER Brass Nozels, yang memberikan anda kualiti tinggi, pelbagai saiz muncung.

Muncung Keluli Tahan Karat
Salah satu muncung yang boleh mengendalikan filamen yang melelas ialah muncung Keluli Tahan Karat, walaupun satu lagi kelebihan adalah bagaimana iadigunakan secara meluas untuk produk yang melibatkan makanan.
Anda perlu memastikan muncung anda bebas plumbum supaya ia tidak mencemarkan cetakan 3D, yang boleh dibuktikan oleh muncung Keluli Tahan Karat.
Ia adalah selamat dan boleh digunakan untuk mencetak objek yang mungkin bersentuhan dengan kulit atau makanan. Sentiasa ingat fakta ini bahawa muncung ini hanya boleh hidup untuk tempoh yang singkat dan hanya boleh dibeli jika anda perlu mencetak objek dengan filamen yang melelas sekali-sekala.
Pastikan anda membeli muncung daripada syarikat terkemuka pembekal.
Muncung Keluli Tahan Karat MK8 Uxcell 5Pcs dari Amazon kelihatan agak bagus.

Muncung Keluli Mengeras
Pengguna boleh mencetak dengan filamen yang melelas dan salah satu perkara terbaik tentang muncung Keluli Tegar ialah ketahanannya, ia boleh hidup lebih lama berbanding dengan Muncung Loyang dan Keluli Tahan Karat.
Satu perkara yang perlu diketahui tentang Muncung Keluli Tegar ialah ia menawarkan lebih rendah penghantaran haba dan memerlukan suhu yang lebih tinggi untuk mencetak dan ia bukan bebas plumbum yang mengehadkan pengguna untuk menggunakannya untuk mencetak objek yang mungkin bersentuhan dengan kulit atau makanan.
Lihat juga: 8 Cara Cara Betulkan Ender 3 Katil Terlalu Tinggi atau RendahIni adalah yang terbaik untuk pengguna yang mencetak dengan bahan pelelas. filamen selalunya kerana ia boleh hidup lebih lama daripada muncung keluli tahan karat.
Muncung Keluli Berkeras berfungsi dengan cantik dengan NylonX, Gentian Karbon, Berisi Loyang, Berisi Keluli, Berisi Besi, Berisi Kayu, Berisi Seramik, dan Glow-in-Darkfilamen.
Saya akan menggunakan Muncung Keluli Keras GO-3D daripada Amazon, pilihan yang disukai ramai pengguna.

Muncung Ruby-Tipped
Ini ialah kacukan muncung yang kebanyakannya terdiri daripada loyang, tetapi mempunyai hujung delima.
Loyang memberikan kestabilan dan kekonduksian terma yang baik, manakala hujung delima meningkatkan hayat muncung. Ini adalah satu lagi bahan yang boleh berfungsi dengan baik dengan filamen kasar yang menawarkan ketahanan dan ketepatan yang menakjubkan.
Ia direka khas untuk pengguna filamen yang melelas dan dianggap sebagai salah satu pilihan terbaik kerana ia boleh menahan lelasan berterusan. Satu-satunya perkara yang menjadikannya kurang popular ialah harganya yang tinggi.
Nozel Ruby BC 3D MK8 ialah pilihan terbaik daripada Amazon, berfungsi dengan lancar dengan bahan istimewa seperti PEEK, PEI, Nylon dan banyak lagi.

Nozel Tungsten
Muncung ini mempunyai rintangan haus dan lusuh yang tinggi dan boleh digunakan untuk banyak masa secara berterusan dengan filamen yang melelas. Tidak kira berapa lama masa yang anda gunakan, saiz dan bentuknya hendaklah sama untuk memberikan anda hasil yang hebat secara konsisten.
Ia menawarkan kekonduksian terma yang baik yang membantu haba mencapai hujung muncung dan mengekalkan suhu selama filamen cair.
Struktur dalaman yang unik dan kekonduksian terma yang baik meningkatkan kelajuan cetakan tanpa menjejaskan kualiti cetakan. Ia boleh digunakan dengan kedua-dua pelelas dan tidak kasarfilamen.
Saya perlu menggunakan Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle dari Amazon. Ia selamat dan mudah digunakan, juga tidak toksik sepenuhnya. Muncung ini juga datang daripada syarikat pembuatan yang berpangkalan di AS, yang sentiasa dialu-alukan!

Untuk jawapan yang lebih mendalam tentang bahan utama, anda boleh menyemak artikel 3D saya Muncung Pencetak – Loyang Vs Keluli Tahan Karat Vs Keluli Mengeras.
Apakah Muncung Terbaik untuk Pencetak 3D?
Muncung terbaik untuk dipilih ialah muncung Loyang 0.4mm untuk kebanyakan 3D standard percetakan. Jika anda ingin mencetak model 3D yang sangat terperinci, gunakan muncung 0.2mm. Jika anda ingin mencetak 3D dengan lebih cepat, gunakan muncung 0.8mm. Untuk filamen yang melelas seperti PLA isian kayu, anda harus menggunakan muncung keluli yang dikeraskan.
Untuk jawapan penuh kepada soalan ini, ia bergantung pada keperluan dan aplikasi pencetakan 3D anda.
Jika anda menggunakan bahan pencetakan biasa seperti PLA, PETG atau ABS untuk aplikasi pencetakan 3D rumah yang ringkas maka muncung Brass standard akan sesuai untuk anda. Loyang mempunyai kekonduksian terma terbaik, yang berfungsi dengan baik untuk pencetakan 3D.
Jika anda akan mencetak bahan yang melelas maka anda harus mempertimbangkan pilihan selain Loyang seperti Keluli Keras atau Muncung Keluli Tahan Karat.
Muncung Ruby-Tipped atau Nozel Tungsten sepatutnya menjadi pilihan yang baik jika anda kerap mencetak model besar dengan filamen yang melelas.
Jikaanda mencetak objek yang bersentuhan dengan kulit atau makanan dengan kerap, maka anda harus menggunakan muncung yang bebas plumbum. Muncung keluli tahan karat sesuai dalam senario sedemikian.
Saiz Muncung Pencetak 3D vs Ketinggian Lapisan
Pakar mencadangkan ketinggian lapisan tidak boleh melebihi 80% daripada saiz atau diameter muncung. Ini bermakna ketinggian lapisan anda tidak boleh melebihi daripada 0.32mm semasa menggunakan muncung 0.4mm.
Nah, ini adalah ketinggian lapisan maksimum, jika kita bercakap tentang ketinggian lapisan minimum, maka anda boleh pergi ke tahap rendah. titik di mana mesin anda boleh mencetak dengan betul. Sesetengah orang mendakwa bahawa mereka telah mencetak objek pada ketinggian lapisan 0.04mm dengan muncung 0.4mm.
Walaupun anda boleh mencetak pada ketinggian lapisan 0.4mm, pakar mencadangkan ketinggian lapisan anda tidak boleh kurang daripada 25% daripada saiz muncung kerana ia tidak akan memberi kesan besar pada kualiti cetakan tetapi hanya akan meningkatkan masa cetakan.
keputusan dalam mengimbangi kelajuan vs kualiti, di mana jika anda mencetak item yang besar dan berfungsi, diameter muncung yang lebih besar seperti 0.8mm adalah baik.Sebaliknya, jika anda mencetak model terperinci seperti miniatur, di mana-mana sahaja daripada 0.4mm hingga 0.2mm paling masuk akal.
Perlu diingat bahawa sesetengah pencetak 3D terhad dalam resolusi cetakannya, dengan pencetak 3D FDM biasanya melihat resolusi cetakan 0.05mm hingga 0.1mm atau 50-100 mikron. Muncung kecil tidak akan memberi banyak perbezaan dalam kes ini.
Di bawah ini saya akan menerangkan dengan lebih terperinci untuk menerangkan faktor yang terjejas dalam memilih muncung yang lebih kecil atau lebih besar untuk pencetak 3D anda.
Perlukah Saya Menggunakan Diameter Muncung Pencetak 3D Kecil? – 0.4mm & Di bawah
Resolusi, Ketepatan & Masa Mencetak Muncung Lebih Kecil
Seperti yang dinyatakan sebelum ini, anda akan mendapat resolusi dan ketepatan terbaik dengan muncung yang lebih kecil pada 0.4mm, turun kepada 0.1mm, walaupun masa yang diambil untuk mencipta setiap model 3D adalah jauh lebih tinggi.
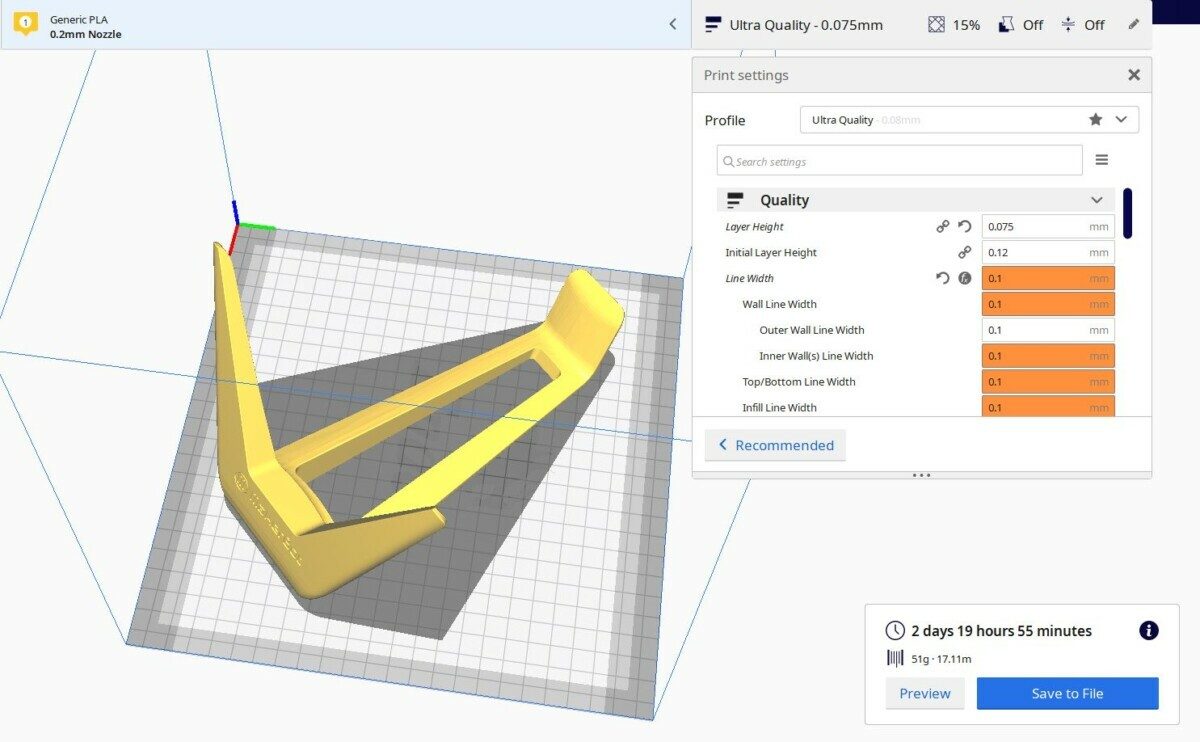
Saya meletakkan Pendirian Fon Kepala Makerbot dari Thingiverse ke dalam Cura dan memasukkan diameter muncung yang berbeza, antara 0.1mm hingga 1mm untuk membandingkan masa pencetakan keseluruhan.
Muncung 0.1mm mengambil masa 2 hari, 19 jam dan 55 minit, menggunakan 51g bahan.
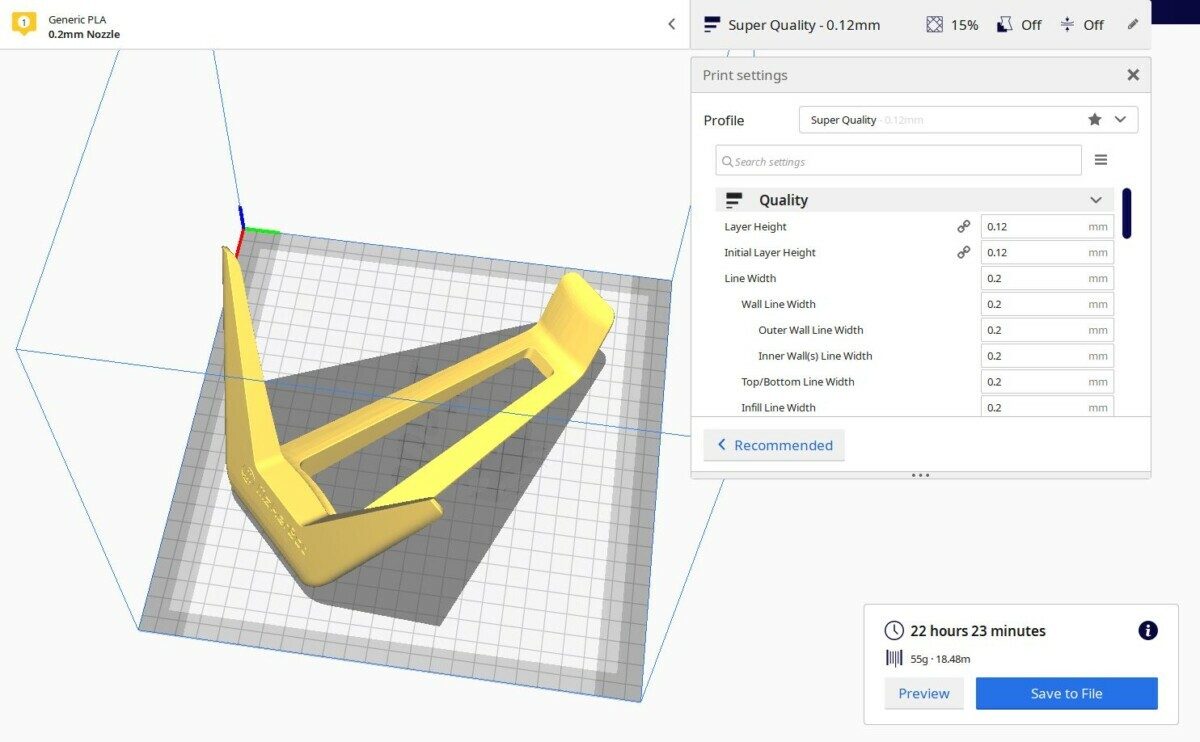
Muncung 0.2mm mengambil masa 22 jam dan 23 minit menggunakan 55g bahan
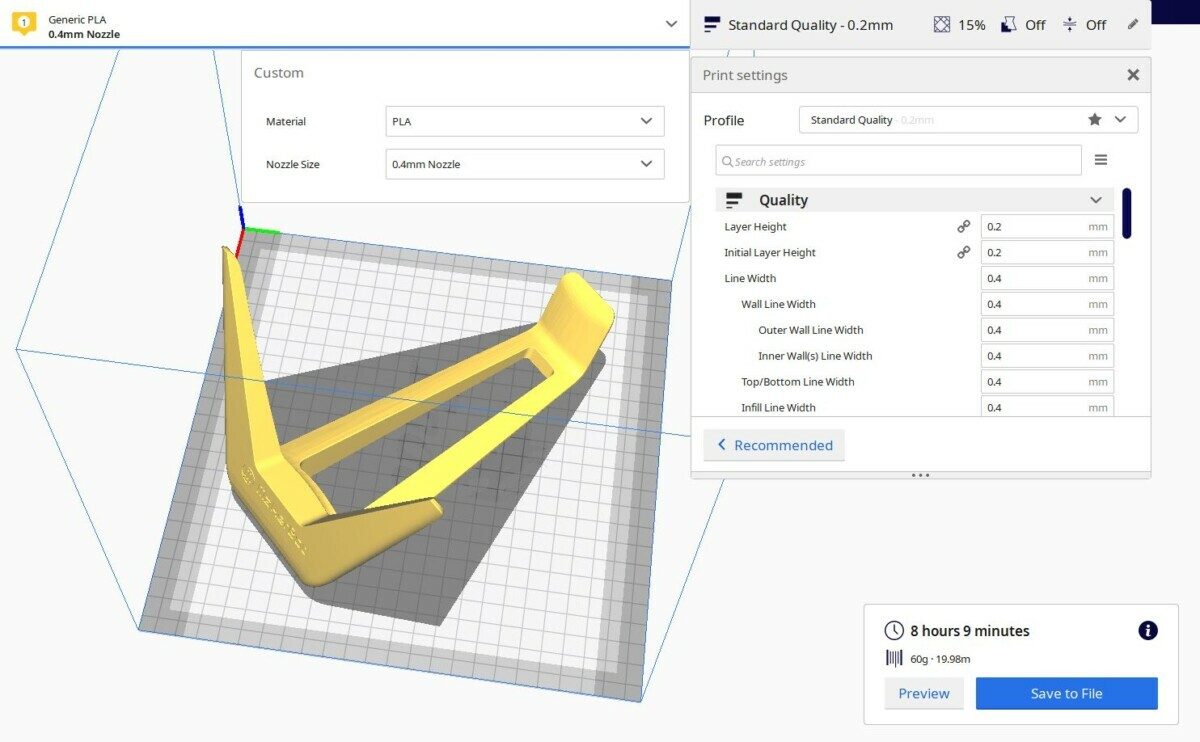
Muncung standard 0.4mmmengambil masa 8 jam dan 9 minit, menggunakan 60g bahan.
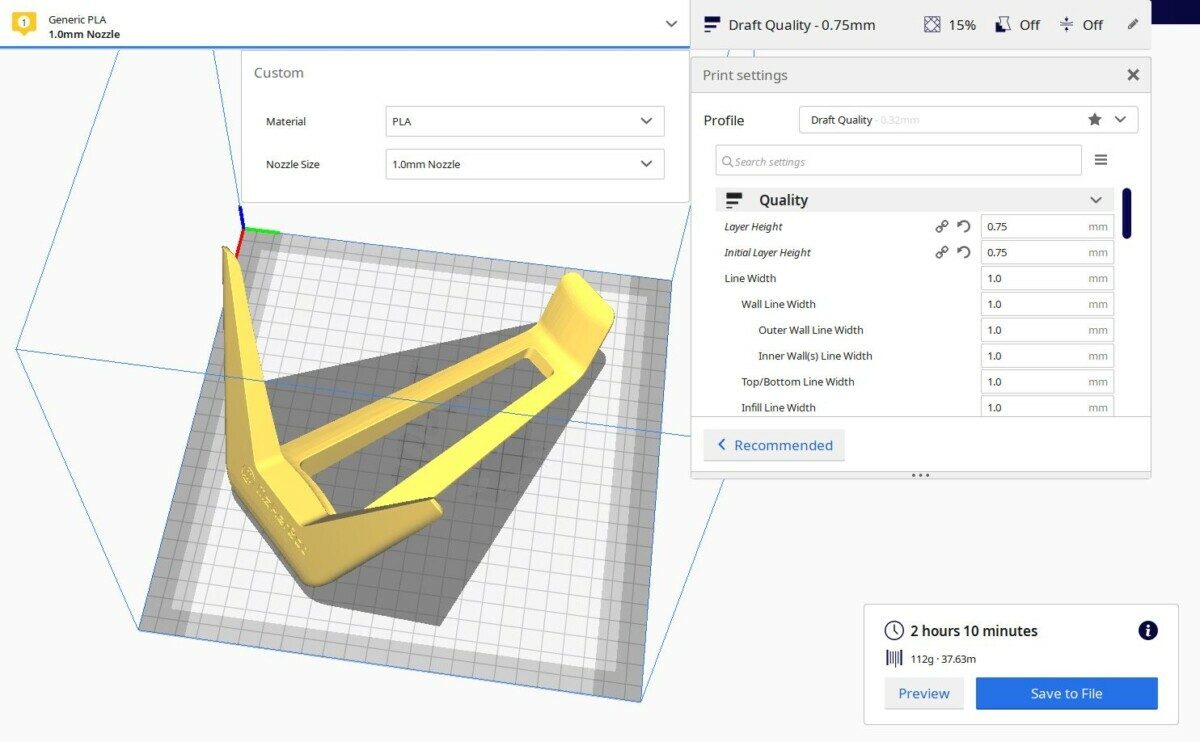
Muncung 1mm mengambil masa hanya 2 jam dan 10 minit, tetapi menggunakan 112g bahan yang hebat!
Biasanya, terdapat perbezaan yang besar dalam resolusi dan ketepatan antara muncung ini, tetapi dengan reka bentuk mudah seperti di atas, anda tidak akan melihat perbezaan yang begitu besar kerana tiada sebarang butiran yang tepat.
Sesuatu seperti model Deadpool memerlukan ketepatan mod, jadi anda pastinya tidak mahu menggunakan muncung 1mm untuk itu. Digambarkan di bawah, saya menggunakan muncung 0.4mm dan ia keluar dengan baik, walaupun muncung 0.2mm akan menjadi lebih baik.
Walaupun, anda tidak perlu menukar kepada muncung 0.2mm, dan anda hanya boleh menurunkan ketinggian lapisan untuk mendapat manfaat daripada ketepatan itu. Ia hanya apabila anda ingin menggunakan ketinggian lapisan yang sangat kecil sehingga ia terkeluar daripada julat 25% diameter muncung ke pengesyoran ketinggian lapisan.
Jadi saya masih boleh menggunakan ketinggian lapisan 0.1mm untuk model Deadpool, berbanding ketinggian lapisan 0.2mm yang digunakan.

Dalam sesetengah kes, garisan lapisan boleh memberi manfaat kepada model akhir, jika anda mencari yang mentah dan lasak lihat.

Lebih Mudah untuk Menanggalkan Sokongan dengan Nozel yang Lebih Kecil
Baiklah, kini faktor lain yang memainkan peranan dengan muncung yang lebih kecil ialah sokongan dan menjadikannya lebih mudah untuk mengeluarkan. Oleh kerana kami mempunyai lebih ketepatan, ia juga datang dalam kamisuka apabila pencetakan 3D menyokong, supaya ia tidak terlalu tersemperit dan diikat dengan kuat dengan model.
Sokongan yang dicetak daripada muncung berdiameter kecil biasanya lebih mudah untuk dialih keluar berbanding menyokong yang dicetak 3D daripada muncung besar.
Saya sebenarnya telah menulis artikel tentang Cara Membuat Sokongan Pencetakan 3D Lebih Mudah Dialih Keluar yang boleh anda lihat.
Muncung yang Lebih Kecil Memberi Isu Tersumbat
Muncung diameter yang lebih kecil tidak boleh keluar kerana banyak filamen cair sebagai muncung yang lebih besar supaya ia memerlukan kadar aliran yang lebih sedikit. Semakin kecil muncung, semakin mudah ia tersumbat kerana lubangnya yang lebih kecil.
Jika anda menghadapi masalah tersumbat dengan muncung diameter yang lebih kecil, anda boleh cuba meningkatkan suhu cetakan anda, atau lebih membantu mungkin untuk memperlahankan kelajuan pencetakan, jadi penyemperitan keluar muncung sepadan dengan aliran penyemperit.
Ketinggian Lapisan Sangat Kecil
Adalah disyorkan bahawa ketinggian lapisan hendaklah antara 25% dan 80% daripada saiz muncung yang bermaksud muncung diameter kecil akan mempunyai ketinggian lapisan yang sangat kecil. Contohnya, muncung 0.2mm akan mempunyai ketinggian lapisan minimum 0.05 dan maksimum 0.16mm.
Ketinggian lapisan ialah faktor paling penting dalam menentukan ketepatan cetakan dan masa pencetakan, jadi mengimbangi yang betul adalah penting. .
Nozel yang Lebih Kecil Mempunyai Kualiti Tertakluk yang Lebih Baik
Apabila anda cuba berjaya mencetak terjual, yang panjangpenyemperitan bahan antara dua titik tinggi, ia dikatakan berprestasi jauh lebih baik dengan muncung yang lebih kecil.
Ini terutamanya kerana overhang dibantu oleh kipas penyejuk, yang berfungsi lebih baik apabila menyejukkan ketinggian lapisan yang lebih kecil atau lebar garisan, kerana terdapat kurang bahan untuk disejukkan. Ini membawa kepada penyejukan yang lebih pantas, jadi bahan mengeras di tengah udara tanpa banyak isu.
Selain itu, apabila mengira darjah ketergantungan dalam model, lapisan yang lebih tebal akan mempunyai lebih banyak jarak tidak terjual untuk diatasi, manakala lapisan yang lebih nipis mempunyai lebih banyak sokongan daripada lapisan di bawah.
Ini membawa kepada lapisan nipis pada muncung kecil yang perlu mengatasi lebih sedikit overhang.
Video ini membincangkan cara mendapatkan overhang yang sangat baik dalam cetakan 3D anda .
Muncung yang Lebih Kecil Boleh Mengalami Masalah Dengan Filamen Lelas
Sama seperti masalah tersumbat, muncung diameter yang lebih kecil bukanlah yang terbaik untuk digunakan semasa mencetak 3D dengan filamen yang melelas. Ia bukan sahaja berkemungkinan tersumbat, tetapi juga merosakkan lubang muncung, yang akan memberi lebih banyak kesan pada muncung kecil yang tepat.
Filamen kasar yang harus anda elakkan ialah filamen seperti isi kayu, bercahaya dalam- komposit gentian karbon yang gelap, isi kuprum dan nilon.
Masih sangat mungkin untuk menggunakan muncung yang lebih kecil dengan filamen yang melelas ini, tetapi saya akan cuba mengelakkannya dalam kebanyakan keadaan.
Perlukah Saya Memilih Diameter Muncung Pencetak 3D Besar? – 0.4mm & Di atas
Kami telahtelah mengatasi penjimatan masa yang ketara dengan menggunakan muncung yang lebih besar dalam bahagian di atas, jadi mari kita lihat beberapa aspek lain.
Kekuatan
CNC Kitchen dan Prusa Research telah melihat perbezaan dalam kekuatan cetakan 3D, apabila menggunakan muncung kecil vs lebih besar, dan mereka mendapati bahawa muncung yang lebih besar memberikan kekuatan yang lebih baik.
Ia terutamanya memberikan lebih kekuatan cetakan 3D disebabkan oleh ketebalan tambahan yang tersemperit di dinding. Contohnya, jika anda mempunyai 3 perimeter dalam cetakan 3D kemudian gunakan muncung yang lebih besar, anda akan menyemperit dinding yang lebih besar, yang diterjemahkan kepada kekuatan.
Ia mungkin untuk menyemperit dinding tebal dengan muncung yang lebih kecil, tetapi apabila anda turut mengambil kira masa, anda perlu berkorban.
Anda boleh meningkatkan lebar garisan dan ketinggian lapisan cetakan 3D anda dengan muncung yang lebih kecil, tetapi pada satu ketika, anda mungkin menghadapi masalah mencetak objek berjaya.
Prusa mendapati bahawa kelebihan menggunakan muncung yang lebih besar, daripada 0.4mm kepada muncung 0.6mm memberikan objek peningkatan 25.6% dalam rintangan hentaman.
Muncung yang besar menyediakan sekumpulan kekuatan tambahan, terutamanya pada bahagian hujung. Hasil Prusa Research mendakwa bahawa objek yang dicetak dengan muncung besar mempunyai keliatan yang hebat dan mempunyai keupayaan penyerapan hentakan yang lebih tinggi.
Menurut penyelidikan, model yang dicetak dengan muncung diameter 0.6mm boleh menyerap 25% lebih tenaga berbandingpada objek yang dicetak dengan muncung 0.4mm.
Kurang Berkemungkinan Tersumbat dengan Muncung Besar
Sama seperti kemungkinan tersumbat dengan muncung yang lebih kecil, muncung yang lebih besar kurang berkemungkinan tersumbat, disebabkan oleh mempunyai lebih banyak kebebasan dengan kadar aliran filamen. Muncung yang lebih besar tidak akan membina tekanan yang banyak dan menghadapi masalah menyemperit filamen, sejajar dengan penyemperit.
Masa Mencetak Lebih Cepat
Muncung dengan diameter besar akan membolehkan lebih banyak filamen tersemperit yang akan membawa kepada mencetak model dengan cara yang lebih pantas.
Muncung ini sesuai apabila anda perlu mencetak objek yang tidak memerlukan rupa yang menarik dan tidak begitu rumit. Ia juga merupakan pilihan yang ideal untuk menjimatkan masa.
Aliran Filamen Melelas Lebih Mudah dengan Muncung Besar
Jika anda ingin mencetak 3D dengan filamen melelas, saya syorkan anda menggunakan muncung standard 0.4mm atau lebih besar, kerana ia kurang berkemungkinan tersumbat.
Walaupun muncung diameter yang lebih besar tersumbat, anda akan mempunyai masa yang lebih mudah untuk membetulkan isu ini berbanding dengan muncung diameter yang lebih kecil seperti 0.2mm.
Satu faktor yang lebih penting apabila ia berkaitan dengan filamen yang melelas ialah bahan muncung yang anda gunakan, memandangkan Muncung Loyang standard tidak akan bertahan lama, kerana logam yang lebih lembut.
Ketinggian Lapisan Lebih Besar
Saiz muncung yang besar akan mempunyai ketinggian lapisan yang lebih tinggi.
Seperti yang disyorkan, ketinggian lapisantidak boleh melebihi 80% daripada saiz muncung, jadi diameter muncung 0.6mm hendaklah mempunyai ketinggian lapisan maksimum 0.48mm, manakala diameter muncung 0.8mm hendaklah mempunyai ketinggian lapisan maks boleh 0.64mm.
Rendah Resolusi & Ketepatan
Seperti yang dinyatakan di atas, kualiti cetakan anda tidak akan menjadi sangat terperinci apabila anda menggunakan diameter muncung yang lebih tinggi.
Memandangkan muncung besar menyemperit lapisan yang lebih tebal, ia harus digunakan apabila lebih tinggi ketepatan atau resolusi yang lebih tinggi tidak diperlukan. Muncung besar ialah pilihan yang ideal untuk cetakan 3D tersebut.

Saiz Muncung Pencetak 3D Yang Mana Perlu Anda Pilih?
Saiz muncung terbaik untuk pilih ialah muncung 0.4mm untuk kebanyakan percetakan 3D standard. Jika anda ingin mencetak model 3D yang sangat terperinci, gunakan muncung 0.2mm. Jika anda ingin mencetak 3D dengan lebih cepat, gunakan muncung 0.8mm. Untuk filamen yang melelas seperti PLA isi kayu, muncung 0.6mm atau lebih besar berfungsi dengan baik.
Anda tidak semestinya perlu memilih hanya satu saiz muncung. Dengan LUTER 24PCs MK8 M6 Extruder Nozels daripada Amazon, anda boleh mencubanya sendiri!
Saya sentiasa mengesyorkan mencuba beberapa diameter muncung supaya anda boleh mendapatkan pengalaman langsung tentang rupanya. Anda akan merasakan peningkatan dalam masa pencetakan dengan muncung yang lebih kecil dan melihat cetakan berkualiti rendah dengan muncung yang lebih besar.
Anda mendapat:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x20.8mm
- x2 1mm
- Kotak storan percuma
Dengan pengalaman, anda lebih lengkap untuk tentukan muncung yang anda patut pilih untuk setiap cetakan 3D. Ramai orang hanya menggunakan muncung 0.4mm kerana ini adalah pilihan yang lebih mudah, tetapi terdapat banyak faedah yang orang terlepas pandang.
Sesuatu seperti cetakan 3D yang berfungsi, atau bahkan pasu boleh kelihatan hebat dengan 1mm muncung. Cetakan 3D yang berfungsi tidak perlu kelihatan cantik, jadi muncung 0.8mm boleh menjadi sangat terjamin.
Miniatur terperinci seperti angka aksi atau cetakan 3D kepala orang terkenal adalah lebih baik menggunakan muncung yang lebih kecil seperti muncung 0.2mm.
Terdapat faktor berbeza yang perlu dipertimbangkan semasa memilih saiz muncung untuk pencetakan 3D anda.
Memandangkan semua fakta penting diterangkan di atas tentang muncung kecil dan besar , di bawah ialah beberapa perkara yang akan membantu anda memilih saiz muncung dengan tepat.
Jika masa adalah kebimbangan utama anda dan anda perlu menyiapkan projek dalam tempoh singkat tertentu, maka anda harus menggunakan muncung dengan besar diameter kerana ia akan menyemperit lebih banyak filamen. Mereka akan mengambil sedikit masa untuk menyiapkan projek berbanding saiz muncung kecil.
Jika anda ingin mencetak model besar atau mencetak sesuatu dengan kekangan masa, saiz muncung yang lebih besar seperti 0.6mm atau 0.8mm akan pilihan yang ideal.
Untuk model butiran yang lebih halus, atau ketepatan tinggi