
Բովանդակություն
Գլխի չափը և նյութը էական տարբերություն են ստեղծում ձեր 3D տպագրության արդյունքներում, հատկապես, երբ դուք օգտագործում եք ավելի հղկող նյութեր: Ցանկանում եք համոզվել, որ ընտրում եք վարդակների լավագույն չափերը և նյութը ձեր նախագծի համար, այնպես որ այս հոդվածը կօգնի ձեզ դա անել:
Վարակների չափը որոշելու լավագույն միջոցը & նյութը ձեր նպատակներն իմանալն է՝ անկախ նրանից՝ մանրամասն մոդել եք ուզում, թե մի քանի մոդել տպել հնարավորինս արագ: Եթե ցանկանում եք մանրամասներ, ընտրեք վարդակ փոքր չափս, և եթե տպում եք հղկող նյութով, օգտագործեք պողպատե պողպատե վարդակ:
Երբ ավելի հեռուն անցնեք ձեր 3D տպագրության ճանապարհին, կսկսեք մի քանի ոլորտներում բարելավումներ անելու համար, որոնք կբարձրացնեն ձեր տպման որակի արդյունավետությունը:
Այս հոդվածի մնացած մասը կօգնի ձեզ վարդակների չափի և նյութի ոլորտում և ձեզ կտա որոշ օգտակար տեղեկություններ, որոնք կօգնեն ձեզ ճանապարհին, այնպես որ պահպանեք ընթերցման ժամանակ:
Ինչպե՞ս կարող եմ ընտրել ճիշտ վարդակ չափը 3D տպագրության համար:
Սովորաբար վարդակների չափը տատանվում է 0,1 մմ-ից մինչև 1 մմ, և դուք կարող եք ընտրել տարբեր տարբերակներից կախված ձեր պահանջներին համապատասխան: 0.4 մմ-ը համարվում է 3D տպիչի ստանդարտ վարդակ, և գրեթե բոլոր արտադրողներն իրենց տպիչների մեջ ներառում են նման չափսի վարդակ:
Ծուղակը 3D տպիչի ամենակարևոր մասերից մեկն է, որը նպաստում է տպագրությանը: 3D մոդելների գործընթացը։
Կա կարևորմոդելներ, դուք կցանկանաք գնել 0,2 մմ կամ 0,3 մմ մոդելներ:
Սովորական 3D տպագրության գործունեության համար 0,3 մմ-ից մինչև 0,5 մմ վարդակ միանգամայն լավ է:
Հնարավո՞ր է 3D տպել 0,1 մմ վարդակով:
Դուք իսկապես կարող եք 3D տպել 0,1 մմ վարդակով, բայց նախ պետք է ձեր գծի լայնությունը սահմանեք 0,1 մմ Cura-ում կամ ձեր ընտրած կտրատիչում: Ձեր շերտի բարձրությունը պետք է լինի վարդակի տրամագծի 25%-80%-ի սահմաններում, ուստի այն կլինի 0,025 մմ և ուժեղացուցիչ; 0,08 մմ:
Ես խորհուրդ չեմ տա 3D տպագրել 0,1 մմ վարդակով մի շարք պատճառներով, եթե դուք իսկապես փոքր մանրանկարներ չեք անում:
Առաջին բանն այն է, թե որքան երկար է ձեր 3D տպագրությունը կկատարվի 0,1 մմ վարդակով: Ես, նվազագույնը, կգնայի 0,2 մմ վարդակ 3D տպելու համար իսկապես նուրբ մանրամասներ, քանի որ դուք կարող եք զարմանալի որակ ստանալ վարդակների այդքան ցածր տրամագծով:
Դուք ավելի հավանական է, որ տպագրության ձախողումներ հանդիպեք այդքան փոքրի դեպքում: վարդակ, քանի որ առաջին շերտի բարձրությունը պետք է լինի այնքան փոքր վարդակի փոքր տրամագծի համար: Նաև ճնշումը, որն անհրաժեշտ է հալված թելն այսպիսի փոքր անցքի միջով մղելու համար, անհանգիստ կլինի:
Դուք պետք է 3D տպագրություն կատարեք իսկապես դանդաղ և բարձր ջերմաստիճանով, որպեսզի ինչ-որ բան իմաստալից բան անեն, և դա կարող է հանգեցնել սեփական տպագրության խնդիրների: Տեղափոխման համար անհրաժեշտ քայլերը կարող են իսկապես փոքր լինել և նույնիսկ հանգեցնել տպագրության արտեֆակտների/անկատարությունների:
Մեկ այլ բան է պահանջում բարձր ճշգրտում3D տպիչ՝ կատարյալ հանդուրժողականություն ստանալուց մինչև աստիճանների/փոխանցումների հարաբերակցության գրեթե կատարյալ չափորոշում: Ձեզ անհրաժեշտ կլինի ամուր 3D տպիչ և մեծ փորձ 0,1 մմ վարդակով հաջողությամբ տպելու համար:
Էքստրուզիայի/գծի լայնությունը ընդդեմ վարդակի տրամագծի չափի
Շատերը հարցնում են, թե արդյոք ձեր տողի լայնությունը պետք է հավասար լինի ձեր վարդակի չափը, և Կուրան կարծես այդպես է մտածում: Cura-ում լռելյայն կարգավորումն այն է, որ գծի լայնությունն ավտոմատ կերպով փոխվի դեպի վարդակային ճշգրիտ տրամագիծը, որը դուք սահմանել եք կարգավորումներում:
Ստանդարտ կանոնը 3D տպագրության համայնքում այն է, որ ձեր գիծը կամ արտամղման լայնությունը չդնեն ստորև: վարդակ տրամագիծը. Ավելի լավ որակի տպումներ և լավ կպչունություն ստանալու համար դուք կարող եք կատարել ձեր վարդակների տրամագծի մոտ 120%-ը:
Slic3r ծրագրաշարն ավտոմատ կերպով սահմանում է գծի լայնությունը մինչև վարդակի տրամագծի 120%-ը:
Ստորև ներկայացված տեսանյութում CNC Kitchen-ի կողմից Ստեֆանի ամրության թեստերը պարզել են, որ մոտ 150% էքստրուզիայի լայնությունը արտադրում է ամենաուժեղ 3D տպումները կամ ուներ ամենաբարձր «ձախողման ուժը»:
Ոմանք ասում են, որ գծի լայնությունը պետք է սահմանվի՝ հաշվի առնելով շերտի բարձրությունը և վարդակի տրամագիծը:
Օրինակ, եթե դուք ունեք 0,4 մմ վարդակ և տպում եք շերտի 0,2 մմ բարձրությամբ, ապա ձեր տողի լայնությունը պետք է լինի այս երկու թվերի գումարը, օրինակ՝ 0,4 + 0,2 = 0,6 մմ:
Սակայն խորը հետազոտությունից հետո մասնագետները պնդում են, որ 3D մոդելները բարձր որակով տպելու համար իդեալական գծի լայնությունը պետք է լինի մոտ 120%:վարդակ տրամագիծը. Համաձայն այս առաջարկի, 0,4 մմ վարդակով տպագրության ժամանակ տողի լայնությունը պետք է լինի մոտ 0,48 մմ:
Էքստրուզիայի լայնությունը կարող է շատ օգուտներ բերել, բայց հիմնականը ամրությունն է:
Այնտեղ, որտեղ բարակ է: գծի լայնությունը ապահովում է ավելի լավ ճշգրտություն և օբյեկտի հարթ ձևը և նվազագույնի է հասցնում հոսքի սխալների հավանականությունը, արտամղման բարձր լայնությունն ապահովում է մեծ ուժ, քանի որ այն միավորում է շերտը և նյութը սեղմվում է:
Եթե ցանկանում եք տպել այնպիսի բան, ինչպիսին է ֆունկցիոնալը: առարկա, որը ուժի կարիք ունի, ապա բարձր էքստրուզիայի լայնությունը սահմանելը կարող է օգնել:
Էքստրուզիայի լայնությունը փոխելիս խորհուրդ է տրվում համապատասխանաբար կառավարել ջերմաստիճանը և հովացման մեխանիզմը, որպեսզի տպիչը կարողանա տպագրական լավագույն միջավայր ունենալ:
Կա մի երևույթ, որը կոչվում է ուռչում, որը մեծացնում է էքստրուդացված նյութի իրական լայնությունը, ուստի 0,4 մմ վարդակը չի արտամղում 0,4 մմ լայնությամբ պլաստիկի գիծը:
Մամլման ճնշումը ներսում վարդակը կուտակվում է, երբ այն դուրս է մղվում վարդակով, բայց նաև սեղմում է պլաստիկը: Երբ սեղմված պլաստիկը դուրս է մղվում, այն դուրս է գալիս վարդակից և ընդլայնվում: Եթե մտածում եք, թե ինչու են 3D տպումները փոքր-ինչ փոքրանում, սա է պատճառը:
Սա լավ է օգնում մահճակալի կպչունությանը և շերտի կպչունությանը 3D տպագրության ընթացքում:
Տես նաեւ: 8 եղանակ, թե ինչպես ամրացնել սեղմող/սահող էքստրուդերը 3D տպիչի վրաԱյն դեպքերում, երբ դուք վատ կպչունություն են ստանում, որոշ մարդիկ կավելացնեն իրենց «Նախաշերտի գծի լայնությունը»Կարգավորումը Cura-ում:
Ո՞րն է 3D տպագրության համար ընտրել վարդակների լավագույն նյութը:
Գոյություն ունեն մի քանի տեսակի վարդակների նյութեր, որոնք օգտագործվում են 3D տպագրության մեջ. 17>Փողային վարդակ (ամենատարածված)
Շատ դեպքերում, փողային վարդակը լավ է տպագրում ստանդարտ նյութերով, բայց երբ ավելի առաջադեմ թելի մեջ մտնեք, ես խորհուրդ կտամ փոխել ավելի կոշտ նյութի:
Ես կանցնեմ: Ստորև բերված յուրաքանչյուր նյութի տեսակը:
Փողային վարդակ
Փողային վարդակները 3D տպիչների մեջ ամենաշատ օգտագործվող վարդակն են բազմաթիվ պատճառներով՝ դրա արժեքի, ջերմային հաղորդունակության և կայունության համար:
Այն թույլ է տալիս տպել գրեթե բոլոր տեսակի թելերով, ինչպիսիք են PLA, ABS, PETG, TPE, TPU և նեյլոն:
Փողային վարդակների միակ թերությունն այն է, որ դուք չեք կարող տպել հղկող թելերով, քանի որ այն չի կարող վարվել այդպիսի թելերով: թելերը լայնորեն: Քանի դեռ դուք կպչում եք ոչ հղկող թելերով, փողային վարդակները հիանալի են:
Դրանք շատ երկար չեն դիմանա այնպիսի թելերի հետ, ինչպիսին է ածխածնային մանրաթելը, որը, ինչպես հայտնի է, շատ հղկող է:
Ինչպես նշվեց վերևում, ես կգնամ 24 հատ LUTER փողային վարդակների հետ, որոնք ձեզ տալիս են բարձրորակ, վարդակների չափսերի ամբողջական տեսականի:

Չժանգոտվող պողպատից վարդակ
Այն վարդակներից մեկը, որը կարող է վարվել հղկող թելերով, չժանգոտվող պողպատից վարդակն է, թեև մյուս կողմն այն է, թե ինչպես է այն:լայնորեն օգտագործվում է սննդամթերքի հետ կապված ապրանքների համար:
Դուք պետք է համոզվեք, որ ձեր վարդակն առանց կապարի է, որպեսզի այն չաղտոտի 3D տպումները, ինչը կարող են հաստատել չժանգոտվող պողպատից վարդակները:
Դա անվտանգ է և կարող է օգտագործվել այնպիսի առարկաներ տպելու համար, որոնք կարող են շփվել մաշկի կամ սննդի հետ: Հիշեք այս փաստը, որ այս վարդակները կարող են ապրել միայն կարճ ժամանակով և պետք է գնել միայն այն դեպքում, եթե երբեմն անհրաժեշտ է տպել որևէ առարկա հղկող թելերով:
Համոզվեք, որ վարդակը գնում եք հեղինակավոր ընկերությունից: մատակարար:
Uxcell 5Pcs MK8 չժանգոտվող պողպատից վարդակ Amazon-ից բավականին լավ տեսք ունի:

Կարծրացված պողպատից վարդակ
Օգտագործողները կարող են տպել հղկող թելերով և կարծրացած պողպատի վարդակների մասին ամենալավ բաներից մեկը դրա դիմացկունությունն է, այն կարող է ավելի երկար ապրել՝ համեմատած փողային և չժանգոտվող պողպատի վարդակների հետ:
Կարծրացված պողպատից վարդակների մասին իմանալն այն է, որ դրանք ավելի ցածր են առաջարկում: ջերմության փոխանցում և տպագրության համար պահանջվում է ավելի բարձր ջերմաստիճան, և դրանք կապարազուրկ չեն, ինչը սահմանափակում է օգտագործողներին օգտագործել դրանք մաշկի կամ սննդի հետ շփվող առարկաներ տպելու համար:
Սա լավագույնն է այն օգտվողների համար, ովքեր տպում են հղկող նյութերով: թելերը հաճախ, քանի որ այն կարող է շատ ավելի երկար ապրել, քան չժանգոտվող պողպատից վարդակները:
Կարծրացված պողպատից վարդակները հիանալի աշխատում են նեյլոնX, ածխածնային մանրաթելերի, արույրով լցված, պողպատով լցված, երկաթով լցված, փայտով լցված, կերամիկական լցոնով, և Glow-in-Darkթելեր:
Ես կգնայի GO-3D կարծրացած պողպատից վարդակ Amazon-ից, ընտրություն, որը սիրում են շատ օգտվողներ:

Ruby-Tipped Nozzle
Սա վարդակային հիբրիդ է, որը հիմնականում կազմված է արույրից, բայց ունի ռուբինի ծայր:
Բրասսը ապահովում է կայունություն և լավ ջերմային հաղորդակցություն, մինչդեռ ռուբինի ծայրերը մեծացնում են վարդակի կյանքը: Սա ևս մեկ նյութ է, որը կարող է լավ աշխատել հղկող թելերի հետ՝ առաջարկելով զարմանալի ամրություն և ճշգրտություն:
Դրանք հատուկ նախագծված են հղկող թելերից օգտվողների համար և համարվում են լավագույն տարբերակներից մեկը, քանի որ կարող են դիմակայել մշտական քայքայումին: Միակ բանը, որ դարձնում է այն պակաս հանրաճանաչ, նրա բարձր գինն է:
BC 3D MK8 Ruby Nozzle-ը հիանալի ընտրություն է Amazon-ից, որը սահուն աշխատում է հատուկ նյութերի հետ, ինչպիսիք են PEEK, PEI, նեյլոն և այլն:

Վոլֆրամի վարդակ
Այս վարդակն ունի բարձր մաշվածության և պատռման դիմադրություն և կարող է շատ ժամանակ օգտագործվել անընդհատ հղկող թելերով: Անկախ նրանից, թե որքան ժամանակ եք օգտագործում, դրա չափն ու ձևը պետք է նույնը լինեն, որպեսզի ձեզ կայունորեն գերազանց արդյունքներ ապահովեն:
Այն առաջարկում է լավ ջերմային հաղորդունակություն, որն օգնում է ջերմությանը հասնել վարդակի ծայրին և պահպանել ջերմաստիճանը: հալած թելիկը:
եզակի ներքին կառուցվածքը և լավ ջերմային հաղորդունակությունը մեծացնում են տպման արագությունը՝ չվնասելով տպման որակը: Այն կարող է օգտագործվել ինչպես հղկող, այնպես էլ ոչ հղկող հետթելեր:
Ես պետք է գնամ Amazon-ից Midwest Tungsten M6 Extruder Nozzle 0,6 մմ վարդակով: Այն անվտանգ է և հեշտ օգտագործման համար, ինչպես նաև ամբողջովին ոչ թունավոր: Այս վարդակը նաև գալիս է ԱՄՆ-ում գործող արտադրական ընկերությունից, որը միշտ ողջունելի է:

Հիմնական նյութերի վերաբերյալ ավելի խորը պատասխանի համար կարող եք ստուգել իմ 3D հոդվածը: Տպիչի վարդակ – փողային ընդդեմ չժանգոտվող պողպատի ընդդեմ կարծրացած պողպատի:
Ո՞րն է լավագույն վարդակը 3D տպիչների համար:
Լավագույն վարդակն ընտրելու համար փողային 0,4 մմ վարդակն է ստանդարտ 3D-ի համար: տպագրություն։ Եթե ցանկանում եք 3D տպել բարձր մանրամասն մոդելներ, օգտագործեք 0,2 մմ վարդակ: Եթե ցանկանում եք ավելի արագ 3D տպել, օգտագործեք 0,8 մմ վարդակ: Փայտով լցված PLA-ի պես հղկող թելերի համար դուք պետք է օգտագործեք պողպատից կարծրացած վարդակ:
Այս հարցի ամբողջական պատասխանի համար դա իսկապես կախված է ձեր 3D տպագրության պահանջներից և կիրառություններից:
Եթե դուք օգտագործում եք սովորական տպագրական նյութեր, ինչպիսիք են PLA, PETG կամ ABS պարզ տնային 3D տպագրության ծրագրերի համար, ապա ստանդարտ փողային վարդակը իդեալական կլինի ձեզ համար: Արույրն ունի լավագույն ջերմային հաղորդունակությունը, որը լավ է աշխատում 3D տպագրության համար:
Եթե պատրաստվում եք հղկող նյութեր տպել, ապա դուք պետք է հաշվի առնեք արույրից բացի այլ տարբերակներ, ինչպիսիք են կարծրացած պողպատից կամ չժանգոտվող պողպատից վարդակները:
>Ռուբին ծայրով վարդակ կամ վոլֆրամի վարդակ պետք է լավ ընտրություն լինի, եթե դուք պարբերաբար մեծ մոդելներ եք տպում հղկող թելերով:
ԵթեԴուք տպում եք առարկաներ, որոնք շատ հաճախ շփվում են մաշկի կամ սննդի հետ, ապա պետք է գնեք առանց կապարի վարդակ: Չժանգոտվող պողպատից վարդակները իդեալական են նման սցենարներում:
3D տպիչի վարդակների չափն ընդդեմ շերտի բարձրության
Փորձագետները ենթադրում են, որ շերտի բարձրությունը չպետք է լինի վարդակի չափի կամ տրամագծի 80%-ից ավելին: Դա նշանակում է, որ ձեր շերտի բարձրությունը չպետք է գերազանցի 0,32 մմ-ից, երբ օգտագործում եք 0,4 մմ վարդակ:
Դե, սա շերտի առավելագույն բարձրությունն է, եթե խոսենք շերտի նվազագույն բարձրության մասին, ապա կարող եք իջնել մինչև կետ, որտեղ ձեր մեքենան կարող է ճիշտ տպել: Որոշ մարդիկ պնդում են, որ իրենք նույնիսկ 0,04 մմ շերտի բարձրության վրա 0,4 մմ վարդակով առարկաներ են տպել:
Նույնիսկ եթե դուք կարող եք տպել 0,4 մմ շերտի բարձրությամբ, փորձագետները առաջարկում են, որ ձեր շերտի բարձրությունը չպետք է պակաս լինի, քան վարդակների չափի 25%-ը, քանի որ այն մեծ ազդեցություն չի ունենա տպագրության որակի վրա, այլ միայն կավելացնի տպման ժամանակը:
արագությունը և որակը հավասարակշռելու որոշում, որտեղ, եթե տպում եք մեծ, ֆունկցիոնալ տարր, ապա ավելի մեծ վարդակ տրամագիծը, ինչպիսին է 0,8 մմ, պարզապես լավ է:Մյուս կողմից, եթե դուք տպում եք մանրամասն մոդել, ինչպես օրինակ մանրանկարչությունը, 0,4 մմ-ից մինչև 0,2 մմ, ամենախելամիտ է:
Հիշեք, որ որոշ 3D տպիչներ իրենց տպման լուծաչափով սահմանափակ են, իսկ FDM 3D տպիչները սովորաբար տեսնում են 0,05 մմ-ից 0,1 մմ տպման թույլտվություն: կամ 50-100 մկմ: Փոքր վարդակն այս դեպքերում մեծ տարբերություն չի տա:
Ստորև ես մի փոքր ավելի մանրամասն կբացատրեմ, թե որ գործոններն են ազդում ձեր 3D տպիչի համար ավելի փոքր կամ ավելի մեծ վարդակ ընտրելիս:
Պե՞տք է օգտագործեմ փոքր 3D տպիչի վարդակների տրամագիծը: – 0,4 մմ & AMP; Ստորև
Բանաձևություն, ճշգրտություն և AMP; Փոքր վարդակների տպման ժամանակները
Ինչպես նախկինում նշվեց, դուք կստանաք լավագույն լուծաչափը և ճշգրտությունը ավելի փոքր վարդակներով 0,4 մմ-ով մինչև 0,1 մմ, չնայած յուրաքանչյուր 3D մոդելի ստեղծման ժամանակը կլինի: զգալիորեն ավելի բարձր է:
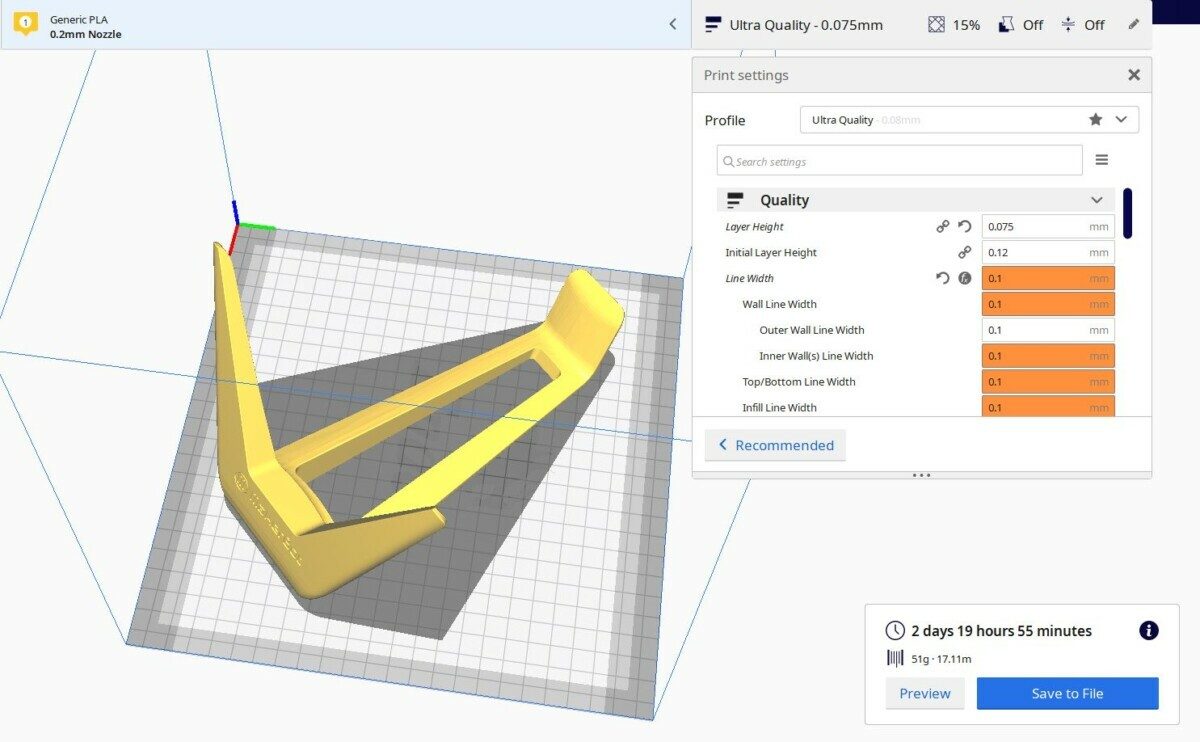
Ես տեղադրել եմ Makerbot ականջակալի տակդիրը Thingiverse-ից Cura-ի մեջ և դրել վարդակների տարբեր տրամագծեր՝ սկսած 0,1մմ-ից մինչև 1մմ՝ համեմատած տպման ընդհանուր ժամանակների հետ:
0,1մմ վարդակն անհրաժեշտ է 2 օր, 19 ժամ 55 րոպե, 51 գ նյութի օգտագործմամբ:
0.2 մմ վարդակը տևում է 22 ժամ 23 րոպե 55 գ նյութի օգտագործմամբ
11>
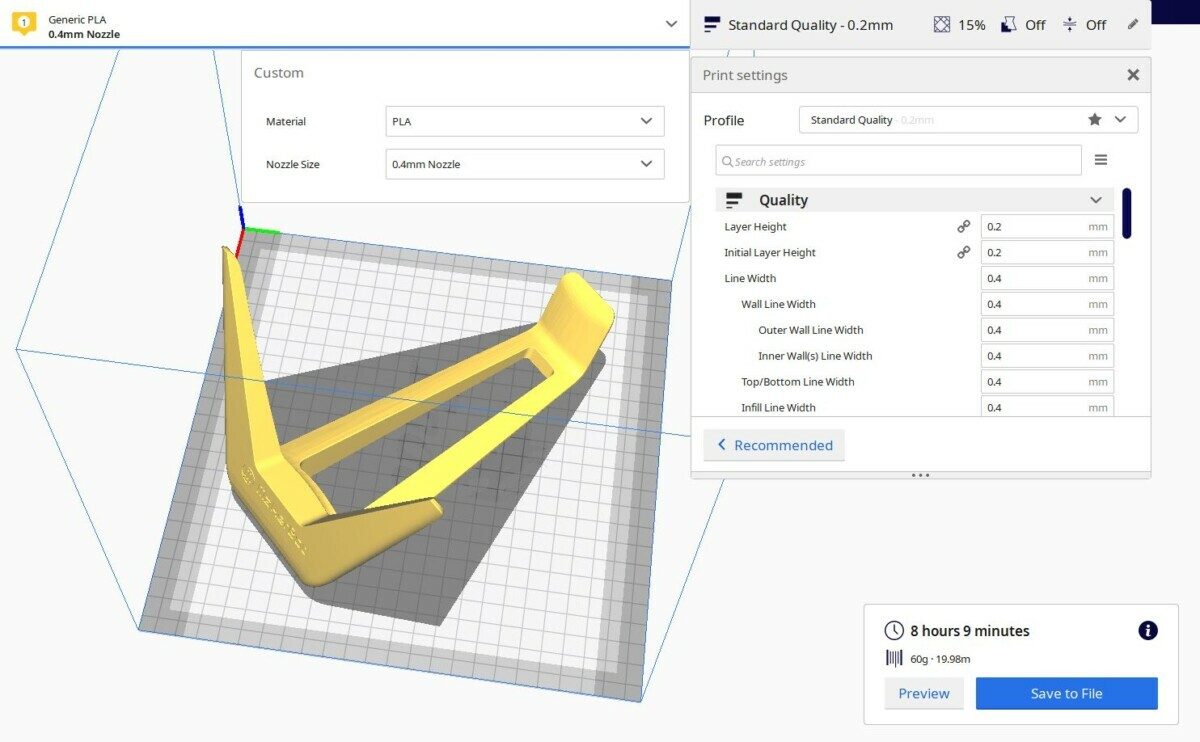
Ստանդարտ 0.4 մմ վարդակտևում է 8 ժամ 9 րոպե՝ օգտագործելով 60 գ նյութ:
1 մմ վարդակին տևում է ընդամենը 2 ժամ 10 րոպե, բայց օգտագործում է հսկայական 112 գ նյութ:
0> 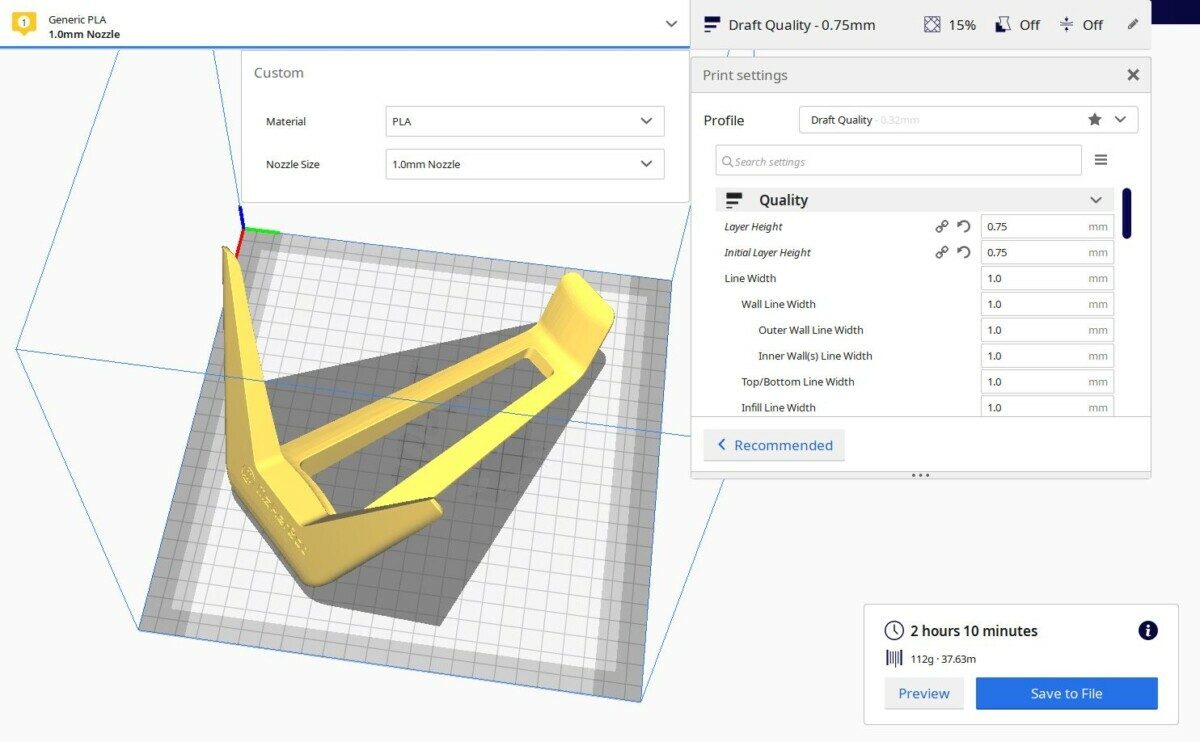
Deadpool մոդելի նման մի բան կպահանջի ռեժիմի ճշգրտություն, այնպես որ դուք հաստատ չեք ցանկանա դրա համար օգտագործել 1 մմ վարդակ: Ստորև նկարում ես օգտագործել եմ 0,4 մմ վարդակ, և այն բավականին լավ է դուրս եկել, թեև 0,2 մմ վարդակը շատ ավելի լավ կլիներ:
Չնայած, դուք չպետք է փոխեք 0,2 մմ վարդակ, և դուք կարող եք պարզապես իջեցնել շերտի բարձրությունը, որպեսզի օգտվեք այդ ճշգրտությունից: Դա միայն այն դեպքում, երբ ցանկանում եք օգտագործել շերտի այնքան փոքր բարձրությունը, որ այն դուրս է գալիս վարդակների տրամագծից մինչև շերտի բարձրության առաջարկված 25% միջակայքից:
Այսպիսով, ես դեռ կարող եմ օգտագործել 0,1 մմ շերտի բարձրությունը Deadpool մոդելի համար: այլ ոչ թե օգտագործված 0,2 մմ շերտի բարձրությունը:

Որոշ դեպքերում շերտի գծերը կարող են օգտակար լինել վերջնական մոդելի համար, եթե փնտրում եք հում, կոպիտ նայեք:

Ավելի հեշտ է հեռացնել հենարաններն ավելի փոքր վարդակներով
Լավ, հիմա մեկ այլ գործոն, որը գործում է ավելի փոքր վարդակների հետ, հենարաններն են և դրանք հեշտացնում են: հեռացնել. Քանի որ մենք ավելի շատ ճշգրտություն ունենք, այն նաև գալիս է մեր մեջձեռնտու է, երբ 3D տպագրությունը աջակցում է, այնպես որ դրանք ավելի շատ չեն արտամղվում և ամուր չեն կապվում մոդելի հետ:
Փոքր տրամագծով վարդակից տպված հենարանները սովորաբար ավելի հեշտ է հեռացնել, համեմատած մեծ վարդակից 3D տպագրված հենարանների հետ:
Ես իրականում գրել եմ մի հոդված այն մասին, թե «Ինչպես հեշտացնել 3D տպագրության աջակցող սարքերը հեռացնելը», որը կարող եք ստուգել:
Փոքր վարդակները խցանման խնդիրներ են առաջացնում
Ավելի փոքր տրամագծով վարդակները չեն կարող արտամղվել շատ հալված թելիկ, որպես ավելի մեծ վարդակներ, ուստի դրանք պահանջում են ավելի քիչ հոսքի արագություն: Որքան փոքր է վարդակը, այնքան ավելի խցանման ենթակա է նրա փոքր անցքի պատճառով:
Եթե ավելի փոքր տրամագծով վարդակով խցանման խնդիրներ եք ունենում, կարող եք փորձել բարձրացնել տպման ջերմաստիճանը, կամ կարող է ավելի օգտակար լինել: տպագրության արագությունը դանդաղեցնելու համար, որպեսզի վարդակից դուրս մղումը համապատասխանի էքստրուդատորի հոսքին:
Շատ փոքր շերտի բարձրություն
Խորհուրդ է տրվում, որ շերտի բարձրությունը պետք է լինի 25%-ից մինչև 80%: վարդակի չափը, ինչը նշանակում է, որ փոքր տրամագծով վարդակը կունենա շատ փոքր շերտի բարձրություն: Օրինակ, 0,2 մմ վարդակն ունենալու է շերտի նվազագույն բարձրությունը 0,05 և առավելագույնը 0,16 մմ:
Շերտի բարձրությունը ամենակարևոր գործոնն է տպագրության ճշգրտության և տպագրության ժամանակի որոշման համար, ուստի անհրաժեշտ է ճիշտ հավասարակշռել: .
Փոքր վարդակները ունեն ավելի լավ որակի ելուստներ
Երբ փորձում եք հաջողությամբ տպել վերելակ, որը երկար է:նյութի արտամղումը երկու բարձր կետերի միջև, ասում են, որ դրանք շատ ավելի լավ են գործում ավելի փոքր վարդակների դեպքում:
Սա հիմնականում պայմանավորված է նրանով, որ վերելակներին օգնում են սառեցնող օդափոխիչները, որոնք ավելի լավ են աշխատում փոքր շերտերի բարձրությունների կամ գծերի լայնության սառեցման ժամանակ, քանի որ ավելի քիչ նյութ է սառչելու համար: Սա հանգեցնում է ավելի արագ սառեցման, ուստի նյութը կարծրանում է օդի մեջ առանց շատ խնդիրների:
Նաև, մոդելում ելքի աստիճանը հաշվարկելիս, ավելի հաստ շերտերն ավելի մեծ հեռավորություն կունենան հաղթահարելու, իսկ ավելի բարակ շերտերը: Ստորև բերված շերտից ավելի շատ աջակցություն ստացեք:
Սա հանգեցնում է փոքր վարդակի վրա բարակ շերտերի առաջացմանը, որը պետք է հաղթահարի ավելի քիչ ելուստը:
Տեսանյութը ներկայացնում է, թե ինչպես կարելի է իսկապես լավ վերելակներ ստանալ ձեր 3D տպումներում: .
Ավելի փոքր վարդակները կարող են խնդիրներ ունենալ հղկող թելերի հետ
Ինչպես խցանման հետ կապված դժվարությունները, փոքր տրամագծով վարդակները լավագույնը չեն օգտագործել հղկող թելիկով 3D տպագրության ժամանակ: Նրանք ոչ միայն կարող են խցանվել, այլև վնասել վարդակի անցքը, որն ավելի մեծ ազդեցություն կունենա ճշգրիտ, փոքր վարդակի վրա:
Հղկվող թելերը, որոնք դուք պետք է խուսափեք, այնպիսին են, ինչպիսին է փայտը լցնող, փայլող թելերը: մութ, պղնձից լցված և նեյլոնե ածխածնային մանրաթելից կոմպոզիտ:
Դեռևս շատ հնարավոր է օգտագործել ավելի փոքր վարդակ այս հղկող թելերով, բայց ես կփորձեի խուսափել դրանից շատ դեպքերում:
6>Պե՞տք է ընտրեմ 3D տպիչի վարդակների մեծ տրամագիծը: – 0,4 մմ & AMP; Վերևում
Մենք ունենքԺամանակի զգալի խնայողություններն անցել են՝ օգտագործելով ավելի մեծ վարդակ վերը նշված բաժնում, ուստի եկեք նայենք մի քանի այլ ասպեկտների:
Ուժը
CNC Kitchen-ը և Prusa Research-ը ուսումնասիրել են տարբերությունը 3D տպագրության ուժը, երբ օգտագործում էին փոքր և ավելի մեծ վարդակներ, և նրանք պարզեցին, որ ավելի մեծ վարդակները շատ ավելի լավ են օգնում ամրության համար:
Այն հիմնականում տալիս է 3D տպագրության ավելի մեծ ուժ՝ պատերի մեջ արտամղված լրացուցիչ հաստության պատճառով: Օրինակ, եթե դուք ունեք 3 պարագիծ 3D տպագրության մեջ, ապա օգտագործեք ավելի մեծ վարդակ, դուք պատրաստվում եք արտամղել ավելի մեծ պատեր, ինչը նշանակում է ամրություն:
Հնարավոր է հաստ պատերը արտամղել ավելի փոքր վարդակով, բայց Երբ հաշվի առնեք նաև ժամանակը, ստիպված կլինեք զոհաբերել:
Դուք կարող եք ավելացնել ձեր 3D տպումների գծի լայնությունը և շերտի բարձրությունը ավելի փոքր վարդակով, բայց որոշակի պահի կարող եք դժվարություններ ունենալ տպելու համար: առարկաները հաջողությամբ են իրականացվել:
Prusa-ն պարզել է, որ ավելի մեծ վարդակ օգտագործելու առավելությունը` 0,4 մմ-ից մինչև 0,6 մմ վարդակ, առարկաներին տալիս է 25,6% բարձրացում ազդեցության դիմադրության:
Մեծ վարդակն ապահովում է ուժի լրացուցիչ փունջ, հատկապես ծայրամասային մասերին: Prusa Research-ի արդյունքները պնդում են, որ մեծ վարդակով տպված առարկան ունի մեծ ամրություն և հարվածների կլանման ավելի բարձր հնարավորություն:
Հետազոտության համաձայն՝ 0,6 մմ տրամագծով վարդակով տպված մոդելը կարող է կլանել: համեմատ 25%-ով ավելի շատ էներգիա0,4 մմ վարդակով տպված առարկայի նկատմամբ:
Մեծ վարդակով ավելի քիչ հավանական է խցանվել
Ինչպես փոքր վարդակների դեպքում, ավելի մեծ վարդակներն ավելի քիչ հավանական է խցանվեն, քանի որ ունեն ավելի շատ ազատություն թելիկի հոսքի արագությամբ: Ավելի մեծ վարդակն այդքան ճնշում չի ստեղծում և դժվարություններ կունենա էքստրուդատորին համահունչ թելերի արտամղման հետ:
Ավելի արագ տպագրության ժամանակներ
Մեծ տրամագծով վարդակը թույլ կտա ավելի շատ թել արտամղել: դա կհանգեցնի մոդելը շատ ավելի արագ տպելու:
Այս վարդակները կատարյալ են, երբ դուք պետք է տպեք այնպիսի առարկա, որը գրավիչ տեսքի կարիք չունի և այնքան էլ բարդ չէ: Այն նաև իդեալական ընտրություն է, երբ խոսքը վերաբերում է ժամանակ խնայելուն:
Հղկող թելերը ավելի հեշտ են հոսում մեծ վարդակով
Եթե ցանկանում եք 3D տպել հղկող թելերով, խորհուրդ կտամ կպչել դրան: ստանդարտ 0,4 մմ կամ ավելի մեծ վարդակ, քանի որ դրանք ավելի քիչ հավանական է խցանվեն:
Նույնիսկ երբ ավելի մեծ տրամագծով վարդակ է խցանվում, դուք ավելի հեշտ ժամանակ կունենաք լուծելու խնդիրը, համեմատած փոքր տրամագծով վարդակների հետ, ինչպիսիք են: 0,2 մմ:
Ավելի կարևոր գործոն, երբ խոսքը վերաբերում է հղկող թելերին, ձեր օգտագործած վարդակային նյութն է, քանի որ ստանդարտ փողային վարդակն այնքան էլ երկար չի տևի, քանի որ ավելի փափուկ մետաղ է:
Շերտի բարձրությունը ավելի մեծ է
Մեծ վարդակների չափերը կունենան շերտի ավելի բարձր բարձրություն:
Ինչպես խորհուրդ է տրվում, շերտի բարձրությունըչպետք է գերազանցի վարդակների չափի 80%-ը, ուստի 0,6 մմ վարդակի տրամագիծը պետք է ունենա 0,48 մմ շերտի առավելագույն բարձրություն, մինչդեռ 0,8 մմ տրամագիծը պետք է ունենա առավելագույն շերտի բարձրություն՝ 0,64 մմ:
Ցածր Բանաձեւը & AMP; Ճշգրիտություն
Ինչպես նշվեց վերևում, ձեր տպման որակը շատ մանրամասն չի լինի, քանի որ վարդակների տրամագիծը բարձրանում է:
Քանի որ մեծ վարդակն ավելի հաստ շերտեր է արտամղում, այն պետք է օգտագործվի, երբ ավելի բարձր է: ճշգրտություն կամ ավելի բարձր լուծում անհրաժեշտ չէ: Մեծ վարդակն իդեալական ընտրություն է այդ 3D տպագրության համար:

Ո՞ր 3D տպիչի վարդակի չափը պետք է ընտրեք:
Լավագույն վարդակ չափը ընտրելը 0,4 մմ վարդակ է ստանդարտ 3D տպագրության համար: Եթե ցանկանում եք 3D տպել բարձր մանրամասն մոդելներ, օգտագործեք 0,2 մմ վարդակ: Եթե ցանկանում եք ավելի արագ 3D տպել, օգտագործեք 0,8 մմ վարդակ: Փայտով լցնող PLA-ի նման հղկող թելերի համար 0,6 մմ կամ ավելի մեծ վարդակը լավ է աշխատում:
Պարտադիր չէ, որ դուք պետք է ընտրեք միայն մեկ վարդակ չափս: Amazon-ի LUTER 24PCs MK8 M6 Extruder Nozzles-ով դուք կարող եք ինքներդ փորձել դրանք:
Ես միշտ խորհուրդ եմ տալիս փորձել վարդակների մի քանի տրամագծեր, որպեսզի կարողանաք ձեռք բերել առաջին փորձը այն մասին, թե ինչպիսին է այն: Դուք կզգաք տպագրության ժամանակի աճը փոքր վարդակներով և կտեսնեք ավելի ցածր որակի տպագրություններ ավելի մեծ վարդակների դեպքում:
Դուք կստանաք՝
- x2 0,2 մմ
- x2 0.3 մմ
- x12 0.4 մմ
- x2 0.5 մմ
- x2 0.6 մմ
- x20,8 մմ
- x2 1 մմ
- Անվճար պահեստային տուփ
Փորձի շնորհիվ դուք շատ ավելի լավ սարքավորված եք որոշեք, թե որ վարդակն եք ընտրել յուրաքանչյուր 3D տպագրության համար: Շատերը պարզապես կպչում են 0,4 մմ վարդակից, քանի որ դա ավելի հեշտ ընտրություն է, բայց կան բազմաթիվ առավելություններ, որոնք մարդիկ բաց են թողնում:
Ֆունկցիոնալ 3D տպագրության կամ նույնիսկ ծաղկամանի նման մի բան կարող է հիանալի տեսք ունենալ 1 մմ տրամագծով: վարդակ. Ֆունկցիոնալ 3D տպագրությունը պետք չէ գեղեցիկ տեսք ունենալ, ուստի 0,8 մմ վարդակը կարող է շատ երաշխավորված լինել:
Մանրամասն մանրանկարչությունը, ինչպիսին է գործողության պատկերը կամ հայտնի մարդկանց գլխի 3D տպագրությունը, ավելի լավ է ավելի փոքր վարդակով: ինչպես 0,2 մմ վարդակ:
Կան տարբեր գործոններ, որոնք պետք է հաշվի առնել ձեր 3D տպագրության համար վարդակների չափն ընտրելիս:
Քանի որ բոլոր կարևոր փաստերը վերը նկարագրված են փոքր և մեծ վարդակների մասին: , ստորև բերված են մի քանի կետեր, որոնք կօգնեն ձեզ ճշգրիտ ընտրել վարդակի չափը:
Եթե ժամանակը ձեր հիմնական խնդիրն է, և դուք պետք է նախագիծն ավարտեք որոշակի կարճ ժամանակահատվածում, ապա պետք է գնեք մեծ վարդակով: տրամագիծը, քանի որ այն ավելի շատ թել է արտամղելու: Նրանց ավելի քիչ ժամանակ կպահանջվի նախագիծն ավարտելու համար, քան փոքր վարդակների չափսը:
Եթե ցանկանում եք տպել մեծ մոդելներ կամ տպում եք ինչ-որ բան ժամանակի սահմանափակումներով, ապա ավելի մեծ վարդակների չափերը, ինչպիսիք են 0,6 մմ կամ 0,8 մմ, կլինեն: իդեալական ընտրություն:
Ավելի մանրամասն մոդելների կամ բարձր ճշգրտության համար