
Sisällysluettelo
Suuttimen koko ja materiaali vaikuttavat merkittävästi 3D-tulostustuloksiin, etenkin kun käytät hiovia materiaaleja. Haluat varmistaa, että valitset projektisi kannalta parhaat suutinkoot ja materiaalit, joten tämä artikkeli auttaa sinua tekemään juuri niin.
Paras tapa määrittää suuttimen koko & leima; materiaali on tietää tavoitteesi, haluatko yksityiskohtaisen mallin vai tulostaa useita malleja mahdollisimman nopeasti. Jos haluat yksityiskohtia, valitse pieni suutinkoko, ja jos tulostat hiovalle materiaalille, käytä karkaistua terässuutinta.
Kun pääset 3D-tulostuksen matkallasi pidemmälle, alat tehdä parannuksia useilla alueilla, jotka parantavat tulostuslaadun suorituskykyä.
Tämän artikkelin loppuosa auttaa sinua suuttimen koon ja materiaalin suhteen ja antaa sinulle hyödyllistä tietoa, jonka pitäisi auttaa sinua matkan varrella, joten jatka lukemista.
Miten valitsen oikean suuttimen koon 3D-tulostusta varten?
Yleensä suuttimen koko vaihtelee 0,1 mm:stä 1 mm:iin, ja voit valita eri vaihtoehdoista tarpeidesi mukaan. 0,4 mm:n suuttimen kokoa pidetään 3D-tulostimen vakiosuuttimen koona, ja lähes kaikki valmistajat sisällyttävät tämän kokoisen suuttimen tulostimiinsa.
Suutin on yksi 3D-tulostimen olennaisimmista osista, joka edistää 3D-mallien tulostusprosessia.
Nopeuden ja laadun tasapainottaminen on tärkeä päätös: jos tulostat suurta, toiminnallista tuotetta, suurempi suuttimen halkaisija, kuten 0,8 mm, on aivan hyvä.
Toisaalta, jos tulostat yksityiskohtaista mallia, kuten pienoismallia, 0,4 mm:n ja 0,2 mm:n välillä on järkevintä.
Muista, että joidenkin 3D-tulostimien tulostusresoluutio on rajoitettu, ja FDM-3D-tulostimissa tulostusresoluutio on yleensä 0,05 mm - 0,1 mm eli 50-100 mikronia. Pieni suutin ei näissä tapauksissa tee suurta eroa.
Seuraavassa selitän hieman yksityiskohtaisemmin, mitkä tekijät vaikuttavat pienemmän tai suuremman suuttimen valintaan 3D-tulostimeen.
Pitäisikö minun käyttää pientä 3D-tulostimen suuttimen halkaisijaa? - 0.4mm & alla
Resoluutio, tarkkuus & pienempien suuttimien tulostusajat
Kuten aiemmin mainittiin, saat parhaan resoluution ja tarkkuuden pienemmillä suuttimilla 0,4 mm:stä 0,1 mm:iin, vaikka kunkin 3D-mallin luomiseen kuluva aika on huomattavasti suurempi.
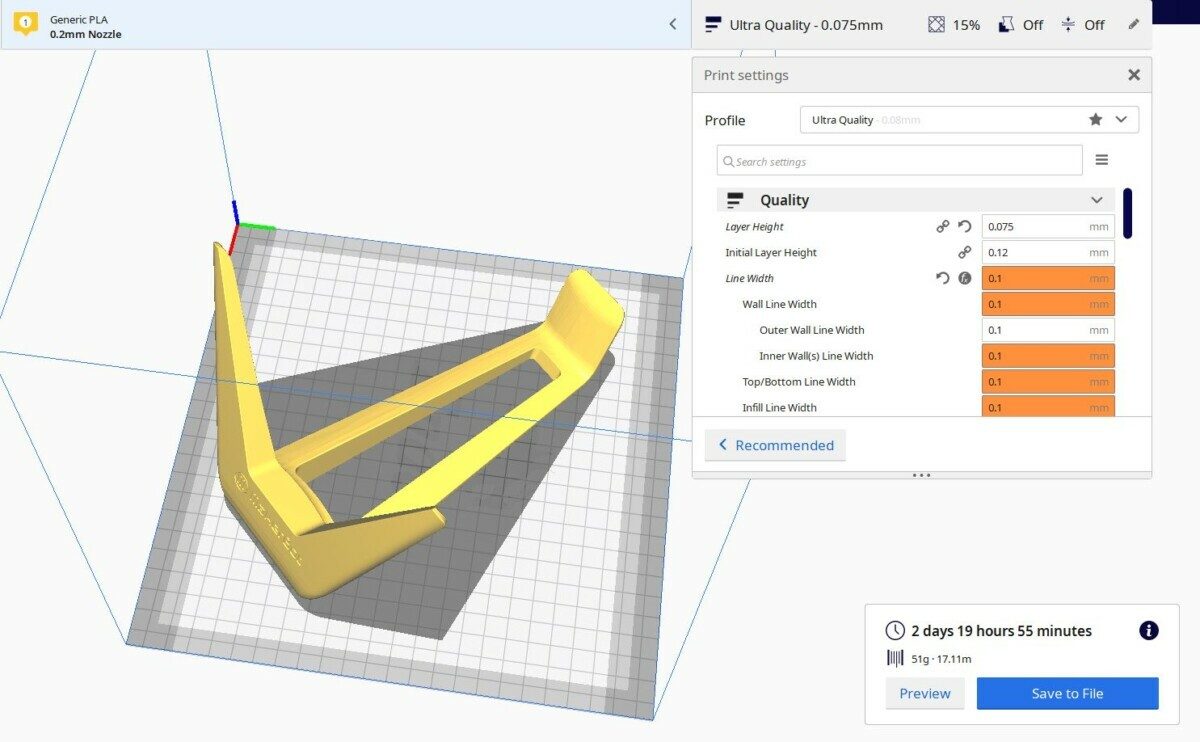
Laitoin Thingiversen Makerbot-kuuloketelineen Curaan ja laitoin eri suuttimien halkaisijat, jotka vaihtelivat 0,1 mm:stä 1 mm:iin, vertaillakseni kokonaistulostusaikoja.
Katso myös: Kuinka tehdä Ender 3:sta isompi - Ender Extender Size Upgrade - Ender Extenderin kokopäivitys0,1 mm:n suuttimella kuluu aikaa 2 päivää, 19 tuntia ja 55 minuuttia, kun materiaalia kuluu 51 g.
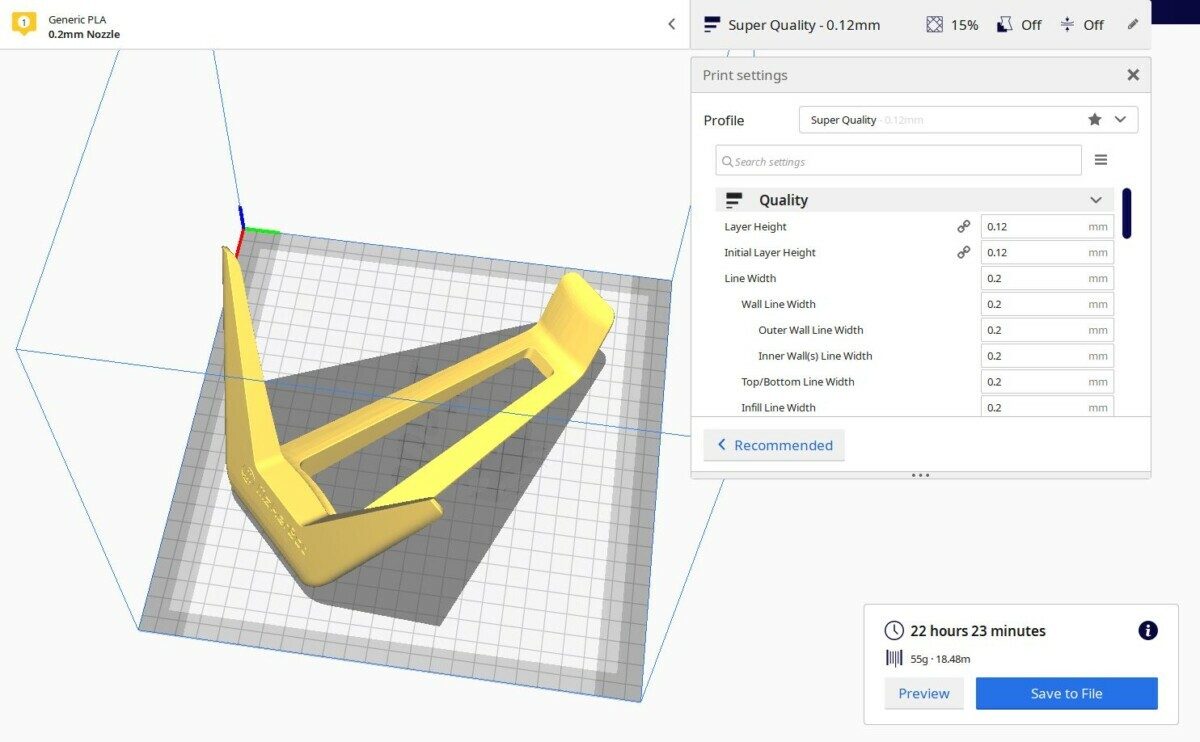
0,2 mm:n suuttimella kestää 22 tuntia ja 23 minuuttia, kun käytetään 55 g materiaalia.
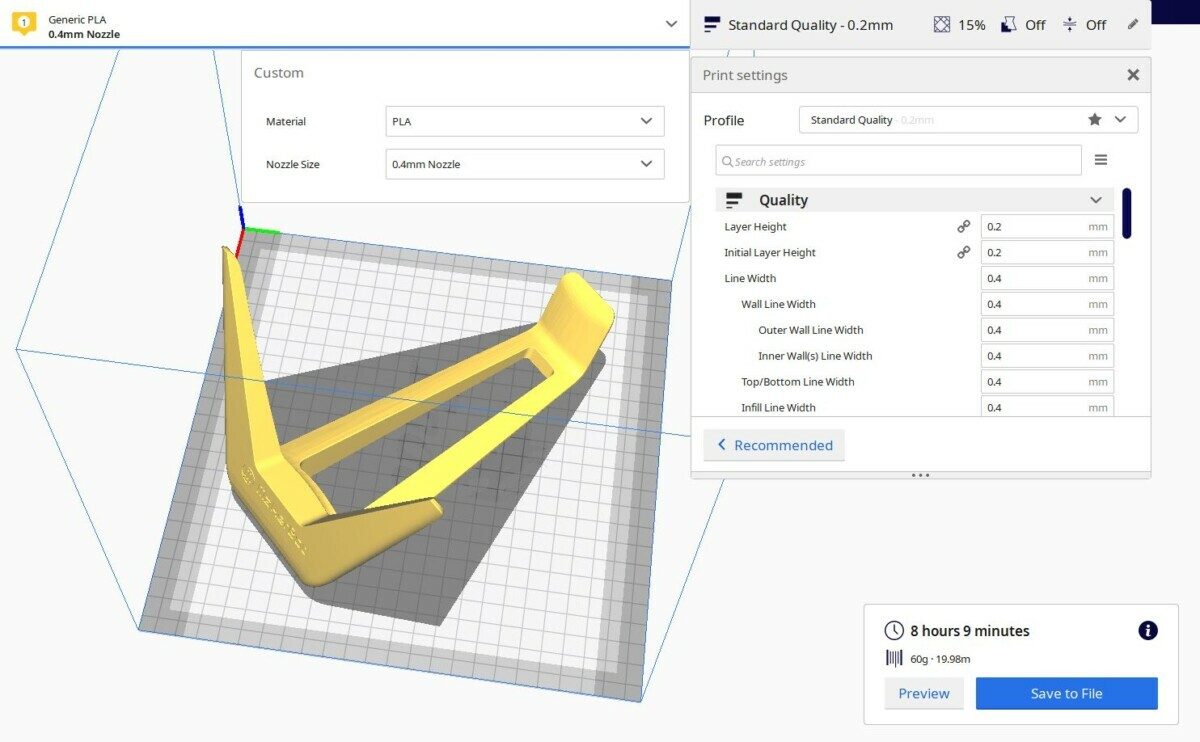
Tavallisella 0,4 mm:n suuttimella kuluu aikaa 8 tuntia ja 9 minuuttia, kun käytetään 60 g materiaalia.
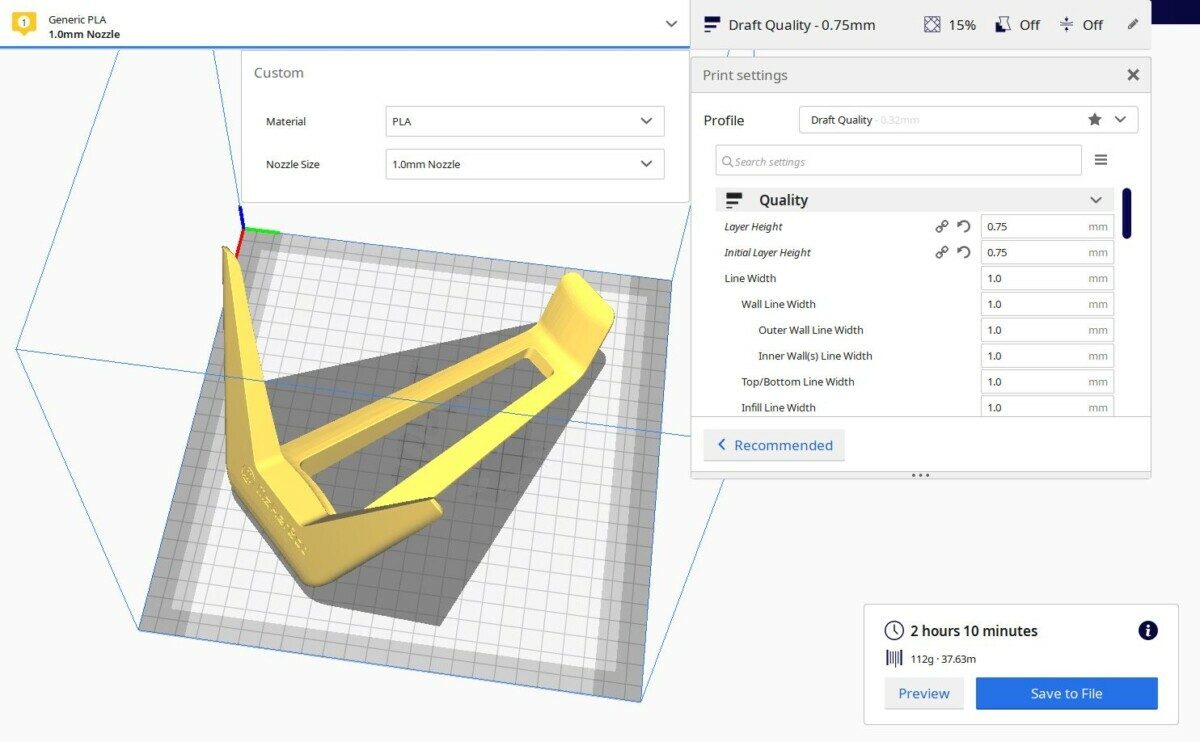
1 mm:n suuttimella kestää vain 2 tuntia ja 10 minuuttia, mutta siihen kuluu huikeat 112 g materiaalia!
Normaalisti näiden suuttimien resoluutiossa ja tarkkuudessa olisi huomattavia eroja, mutta edellä kuvatun kaltaisessa yksinkertaisessa mallissa ei näkyisi niin suurta eroa, koska tarkkoja yksityiskohtia ei ole.
Deadpool-mallin kaltainen malli vaatisi tilatarkkuutta, joten siihen ei todellakaan kannata käyttää 1 mm:n suutinta. Alla olevassa kuvassa käytin 0,4 mm:n suutinta, ja siitä tuli melko hyvä, vaikka 0,2 mm:n suutin olisi ollut paljon parempi.
Tosin sinun ei tarvitse vaihtaa 0,2 mm:n suuttimeen, ja voisit vain pienentää kerroskorkeutta, jotta hyötyisit tästä tarkkuudesta. Vain silloin, kun haluat käyttää niin pientä kerroskorkeutta, että se jää suuttimen halkaisijan ja kerroskorkeuden välisen 25 %:n suositusalueen ulkopuolelle.
Voisin siis käyttää Deadpool-mallissa 0,1 mm:n kerroskorkeutta, enkä 0,2 mm:n kerroskorkeutta, jota käytettiin.

Joissain tapauksissa kerrosviivat voivat olla hyödyksi lopulliselle mallille, jos haluat raakilemaisen ja karun ilmeen.

Tukien poistaminen on helpompaa pienemmillä suuttimilla
Okei, toinen tekijä, joka tulee mukaan pienemmillä suuttimilla, on tuet ja niiden irrottamisen helpottaminen. Koska meillä on enemmän tarkkuutta, se on myös eduksi, kun 3D-tulostamme tukia, jotta ne eivät pursotu liikaa ja sitoudu tiukasti malliin.
Halkaisijaltaan pienellä suuttimella tulostetut tuet on yleensä helpompi poistaa kuin suurella suuttimella 3D-tulostetut tuet.
Kirjoitin itse asiassa artikkelin siitä, miten 3D-tulostuksen tukien irrottaminen helpottuu, ja voit tutustua siihen.
Pienemmät suuttimet aiheuttavat tukkeutumisongelmia
Halkaisijaltaan pienemmät suuttimet eivät pysty pursottamaan yhtä paljon sulaa filamenttia kuin suuremmat suuttimet, joten ne vaativat pienemmän virtausnopeuden. Mitä pienempi suutin on, sitä alttiimpi se on tukkeutumiselle pienemmän reiän vuoksi.
Jos sinulla on tukkeutumisongelmia halkaisijaltaan pienemmän suuttimen kanssa, voit yrittää nostaa tulostuslämpötilaa, tai hyödyllisempää voi olla tulostusnopeuden hidastaminen, jotta suuttimesta ulos tuleva pursotus vastaa pursottimen virtausta.
Erittäin pieni kerroksen korkeus
Kerroskorkeuden suositellaan olevan 25-80 % suuttimen koosta, mikä tarkoittaa, että halkaisijaltaan pienen suuttimen kerroskorkeus on hyvin pieni. Esimerkiksi 0,2 mm:n suuttimella kerroskorkeus on vähintään 0,05 ja enintään 0,16 mm.
Kerroskorkeus on merkittävin tekijä tulostustarkkuuden ja tulostusaikojen kannalta, joten sen tasapainottaminen on tärkeää.
Pienemmillä suuttimilla on laadukkaammat ulokkeet
Kun yrität tulostaa menestyksekkäästi ylitulostusta, joka on pitkä materiaalin pursotus kahden kohokohdan välissä, niiden sanotaan toimivan paljon paremmin pienemmillä suuttimilla.
Tämä johtuu pääasiassa siitä, että ylikorkeuksia avustavat jäähdytyspuhaltimet, jotka toimivat paremmin jäähdytettäessä pienempiä kerroskorkeuksia tai viivanleveyksiä, koska jäähdytettävää materiaalia on vähemmän. Tämä johtaa nopeampaan jäähdytykseen, joten materiaali kovettuu ilman keskellä ilmaa ilman monia ongelmia.
Kun mallissa lasketaan ylitysasteita, paksumpien kerrosten ylitysmatka on suurempi, kun taas ohuemmilla kerroksilla on enemmän tukea alla olevasta kerroksesta.
Tämä johtaa siihen, että pienellä suuttimella on ohuita kerroksia, joiden on voitettava vähemmän ylivuotoja.
Videolla belos käydään läpi, miten saat todella hyviä ylivuotoja 3D-tulosteisiin.
Pienemmillä suuttimilla voi olla ongelmia hiovan filamentin kanssa.
Samoin kuin tukkeutumisongelmat, halkaisijaltaan pienemmät suuttimet eivät ole parhaita käyttää, kun 3D-tulostetaan hankaavalla filamentilla. Ne eivät ainoastaan todennäköisesti tukkeudu, vaan myös vaurioittavat suuttimen reikää, mikä vaikuttaisi enemmän tarkkaan, pieneen suuttimeen.
Hiertäviä filamentteja, joita kannattaa välttää, ovat esimerkiksi puutäytteiset, pimeässä hehkuvat, kuparitäytteiset ja nailonhiilikuitukomposiitit.
On silti hyvin mahdollista käyttää pienempää suutinta näiden hiovien filamenttien kanssa, mutta pyrkisin välttämään sitä useimmissa tapauksissa.
Pitäisikö minun valita suuri 3D-tulostimen suuttimen halkaisija? - 0.4mm & Yläpuolella
Olemme käsitelleet edellä, että suuremman suuttimen käyttäminen säästää merkittävästi aikaa, joten tarkastelemme muutamia muita näkökohtia.
Vahvuus
CNC Kitchen ja Prusa Research ovat tutkineet 3D-tulosteiden lujuuden eroja pieniä ja isompia suuttimia käytettäessä ja todenneet, että isommilla suuttimilla on paljon parempi lujuus.
Se antaa 3D-tulosteille enemmän lujuutta, koska seinämiin pursotetaan lisää paksuutta. Jos 3D-tulosteessa on esimerkiksi 3 ympärysmittaa ja käytät suurempaa suutinta, pursotat suurempia seinämiä, mikä lisää lujuutta.
Paksujen seinämien puristaminen pienemmällä suuttimella on mahdollista, mutta kun otetaan huomioon myös aika, on tehtävä uhraus.
Voit kasvattaa 3D-tulosteiden viivanleveyttä ja kerroskorkeutta pienemmällä suuttimella, mutta tietyssä vaiheessa sinulla voi olla vaikeuksia tulostaa esineitä onnistuneesti.
Prusa havaitsi, että isomman suuttimen käytön etuna oli, että 0,4 mm:n suuttimesta 0,6 mm:n suuttimeen siirtyminen lisäsi esineiden iskunkestävyyttä 25,6 %.
Suurella suuttimella saadaan lisää lujuutta erityisesti loppuosiin. Prusa-tutkimuksen tulosten mukaan suurella suuttimella tulostettu esine on erittäin sitkeä ja sen iskunvaimennuskyky on parempi.
Tutkimuksen mukaan halkaisijaltaan 0,6 mm:n suuttimella tulostettu malli voi absorboida 25 prosenttia enemmän energiaa kuin 0,4 mm:n suuttimella tulostettu kappale.
Tukkeutuminen on epätodennäköisempää suurella suuttimella.
Samoin kuin tukkeutuminen on todennäköistä pienemmillä suuttimilla, suuremmat suuttimet tukkeutuvat harvemmin, koska niillä on enemmän vapautta filamentin virtausnopeuden suhteen. Suurempi suutin ei rakenna niin paljon painetta ja sillä ei ole vaikeuksia suulakepuristettavan filamentin puristamisessa ekstruuderin kanssa samassa linjassa.
Nopeammat tulostusajat
Halkaisijaltaan suuri suutin mahdollistaa suuremman filamentin pursottamisen, mikä johtaa mallin tulostamiseen paljon nopeammin.
Nämä suuttimet sopivat täydellisesti, kun haluat tulostaa kohteen, joka ei vaadi houkuttelevaa ulkonäköä ja joka ei ole kovin monimutkainen. Se on myös ihanteellinen valinta, kun haluat säästää aikaa.
Hiomafilamentit virtaavat helpommin suurella suuttimella.
Jos aiot tulostaa 3D-tulostusta hiovalla filamentilla, suosittelen käyttämään 0,4 mm:n tai suurempia vakiosuuttimia, koska ne tukkeutuvat harvemmin.
Vaikka halkaisijaltaan suurempi suutin tukkeutuisi, ongelman korjaaminen on helpompaa kuin halkaisijaltaan pienemmällä, esimerkiksi 0,2 mm:n suuttimella.
Yksi vielä tärkeämpi tekijä hiomahuilujen osalta on käyttämäsi suuttimen materiaali, sillä tavallinen messinkisuutin ei kestä kovin pitkään, koska se on pehmeämpää metallia.
Kerroksen korkeus on suurempi
Suurilla suuttimilla on suurempi kerroskorkeus.
Kuten suositellaan, kerroskorkeus ei saisi ylittää 80 % suuttimen koosta, joten 0,6 mm:n suuttimen halkaisijan maksimikerroskorkeuden tulisi olla 0,48 mm, kun taas 0,8 mm:n suuttimen halkaisijan maksimikerroskorkeuden tulisi olla 0,64 mm.
Matala resoluutio & tarkkuus
Kuten edellä mainittiin, tulostuslaatu ei ole kovin yksityiskohtainen, kun suuttimen halkaisija kasvaa.
Koska suuri suutin pursottaa paksumpia kerroksia, sitä tulisi käyttää silloin, kun ei tarvita suurempaa tarkkuutta tai korkeampaa resoluutiota. Suuri suutin on ihanteellinen valinta tällaisiin 3D-tulostuksiin.

Mikä 3D-tulostimen suuttimen koko kannattaa valita?
Paras suutinkoko on 0,4 mm:n suutin tavallisimpaan 3D-tulostukseen. Jos haluat 3D-tulostaa erittäin yksityiskohtaisia malleja, käytä 0,2 mm:n suutinta. Jos haluat 3D-tulostaa nopeammin, käytä 0,8 mm:n suutinta. Jos käytät hiovia filamentteja, kuten puitäytteistä PLA:ta, 0,6 mm:n suutin tai sitä suurempi suutin toimii hyvin.
Sinun ei välttämättä tarvitse valita vain yhtä suuttimen kokoa. Amazonin LUTER 24PCs MK8 M6 Extruder Nozzles -suuttimien avulla voit kokeilla niitä itse!
Suosittelen aina kokeilemaan muutamaa suuttimen halkaisijaa, jotta saat omakohtaista kokemusta siitä, millaista se on. Tunnet tulostusaikojen pidentymisen pienemmillä suuttimilla ja näet ne heikomman tulostuslaadun suuremmilla suuttimilla.
Saat:
- x2 0.2mm
- x2 0.3mm
- x12 0.4mm
- x2 0.5mm
- x2 0.6mm
- x2 0.8mm
- x2 1mm
- Ilmainen säilytyslaatikko

Kokemuksen myötä sinulla on paljon paremmat valmiudet päättää, mikä suutin sinun tulisi valita kuhunkin 3D-tulostukseen. Monet ihmiset pitävät kiinni 0,4 mm:n suuttimesta, koska se on helpompi valinta, mutta on monia etuja, joita ihmiset jäävät paitsi.
Toiminnallinen 3D-tuloste tai jopa maljakko voi näyttää upealta 1 mm:n suuttimella. Toiminnallisten 3D-tulosteiden ei tarvitse näyttää kauniilta, joten 0,8 mm:n suutin voi olla hyvin perusteltu.
Yksityiskohtaiseen pienoismalliin, kuten toimintafiguuriin tai kuuluisan henkilön pään 3D-tulosteeseen, on parempi käyttää pienempää suutinta, kuten 0,2 mm:n suutinta.
3D-tulostuksen suuttimen kokoa valittaessa on otettava huomioon erilaisia tekijöitä.
Koska edellä on kuvattu kaikki tärkeät seikat pienistä ja suurista suuttimista, seuraavassa on joitakin seikkoja, jotka auttavat sinua valitsemaan suuttimen koon tarkasti.
Jos aika on tärkein huolenaiheesi ja sinun on saatettava projekti valmiiksi tietyssä lyhyessä ajassa, sinun kannattaa valita halkaisijaltaan suuri suutin, koska se pursottaa enemmän filamenttia. Niiltä kuluu vähemmän aikaa projektin loppuunsaattamiseen kuin pieneltä suuttimelta.
Jos haluat tulostaa suuria malleja tai tulostat jotain, johon liittyy aikarajoitteita, suuremmat suuttimet, kuten 0,6 tai 0,8 mm, ovat ihanteellinen valinta.
Hienompia yksityiskohtia tai tarkkuutta vaativia malleja varten kannattaa valita 0,2 tai 0,3 mm:n malli.
Normaaleissa 3D-tulostustoiminnoissa 0,3 mm:n ja 0,5 mm:n suuttimen välillä on täysin riittävä.
Onko mahdollista 3D-tulostaa 0,1 mm:n suuttimella?
Voit tosiaan 3D-tulostaa 0,1 mm:n suuttimella, mutta sinun on ensin asetettava viivan leveys 0,1 mm:iin Curassa tai valitsemassasi viipalointilaitteessa. Kerroskorkeutesi tulisi olla 25-80 % suuttimen halkaisijasta, joten se olisi välillä 0,025 mm & 0,08 mm.
En suosittelisi 3D-tulostusta 0,1 mm:n suuttimella useista syistä, ellet ole tekemässä todella pieniä miniatyyrejä.
Ensimmäinen asia on se, kuinka kauan 3D-tulostuksesi kestäisivät 0,1 mm:n suuttimella. 3D-tulostamiseen todella hienoja yksityiskohtia varten valitsisin vähintään 0,2 mm:n suuttimen, koska näin pienellä suuttimen halkaisijalla saat hämmästyttävää laatua.
Tulostusvirheet ovat todennäköisempiä näin pienellä suuttimella, koska ensimmäisen kerroksen korkeuden on oltava niin pieni, että suuttimen halkaisija on pieni. Myös paine, jota tarvitaan sulan filamentin työntämiseen näin pienen reiän läpi, on hankala.
Sinun pitäisi olla 3D-tulostaa todella hitaasti ja korkeassa lämpötilassa, jotta saisit asiat tekemään jotain mielekästä, ja tämä voi johtaa omiin tulostusongelmiinsa. Liikkumiseen tarvittavat askeleet voivat olla todella pieniä ja jopa johtaa tulostusartefakteihin/epätäydellisyyksiin.
Toinen asia on se, että tarvitaan erittäin hyvin viritetty 3D-tulostin täydellisen toleranssin saavuttamisesta steppereiden/ hammaspyörän suhteiden kalibrointiin lähes täydellisesti. Tarvitset vankan 3D-tulostimen ja paljon kokemusta tulostuksen onnistumiseksi 0,1 mm:n suuttimella.
Ekstruusio/linjan leveys vs. suuttimen halkaisijan koko
Monet kysyvät, pitäisikö viivan leveyden olla sama kuin suuttimen koon, ja Cura näyttää ajattelevan niin. Curan oletusasetus on, että viivan leveys muuttuu automaattisesti tarkalleen sen suuttimen halkaisijan mukaan, jonka asetukset asetat.
3D-tulostusyhteisön vakiosääntö on, että viivan tai pursotuksen leveyttä ei saa asettaa suuttimen halkaisijan alapuolelle. Hienompilaatuisia tulosteita ja hyvää tarttuvuutta varten voit tehdä noin 120 % suuttimen halkaisijasta.
Slic3r-ohjelmisto asettaa viivan leveyden automaattisesti 120 prosenttiin suuttimen halkaisijasta.
Alla olevalla CNC Kitchenin videolla Stefanin lujuuskokeissa havaittiin, että noin 150 %:n suulakepuristusleveys tuotti vahvimmat 3D-tulosteet eli korkeimman "murtolujuuden".
Jotkut sanovat, että viivan leveys olisi asetettava ottaen huomioon kerroksen korkeus ja suuttimen halkaisija.
Jos esimerkiksi suuttimen koko on 0,4 mm ja tulostat 0,2 mm:n kerroskorkeudella, viivan leveyden pitäisi olla näiden kahden luvun summa, esimerkiksi 0,4 + 0,2 = 0,6 mm.
Syvällisen tutkimuksen jälkeen asiantuntijat kuitenkin väittävät, että ihanteellisen viivan leveyden 3D-mallien tulostamiseen korkealla laadulla pitäisi olla noin 120 % suuttimen halkaisijasta. Tämän ehdotuksen mukaan viivan leveyden tulostettaessa 0,4 mm:n suuttimella pitäisi olla noin 0,48 mm.
Ekstruusioleveys voi tuoda monia etuja, mutta yksi tärkeimmistä on lujuus.
Siinä missä ohut viivan leveys takaa paremman tarkkuuden ja sileän esineen muodon ja minimoi virtausvirheiden mahdollisuuden, suuri pursotusleveys antaa laajan lujuuden, koska se yhdistää kerroksen ja aine puristuu.
Jos haluat tulostaa esimerkiksi toiminnallisen esineen, joka tarvitsee lujuutta, suuri pursotusleveys voi auttaa.
Puristusleveyttä muutettaessa on suositeltavaa hallita lämpötilaa ja jäähdytysmekanismia vastaavasti, jotta tulostin saa parhaan mahdollisen tulostusympäristön.
On olemassa ilmiö, jota kutsutaan suuttimen turpoamiseksi ja joka lisää pursotetun materiaalin todellista leveyttä, joten 0,4 mm:n suuttimesta ei pursoteta 0,4 mm:n levyistä muoviviivaa.
Suuttimen sisällä oleva ekstruusiopaine kasvaa, kun muovia pursotetaan suuttimen läpi, mutta se myös puristaa muovia. Kun puristettu muovi on pursotettu, se poistuu suuttimesta ja laajenee. Jos ihmettelet, miksi 3D-tulosteet kutistuvat hieman, tämä on osasyy siihen.
Tämä auttaa hyvin sängyn ja kerrosten kiinnittymisessä 3D-tulostuksen aikana.
Jos tarttuvuus on huono, jotkut ihmiset lisäävät Curan 'Intial Layer Line Width' -asetusta.
Mikä on paras suutinmateriaali 3D-tulostukseen?
3D-tulostuksessa käytetään muutamia erilaisia suutinmateriaaleja:
- Messinkisuutin (yleisin)
- Ruostumattomasta teräksestä valmistettu suutin
- Karkaistua terästä oleva suutin
- Rubiinikärkinen suutin
- Volframi suutin
Useimmissa tapauksissa messinkisuutin riittää hyvin tulostamiseen tavallisilla materiaaleilla, mutta kun siirryt kehittyneempiin filamentteihin, suosittelen vaihtamaan kovempaan materiaaliin.
Käyn alla läpi jokaisen materiaalityypin.
Messinkinen suutin
Messinkisuuttimet ovat 3D-tulostimissa yleisimmin käytetty suutin monista syistä, kuten kustannuksista, lämmönjohtavuudesta ja vakaudesta.
Sen avulla voit tulostaa lähes kaikentyyppisillä filamenteilla, kuten PLA, ABS, PETG, TPE, TPU ja Nylon.
Messinkisuuttimien ainoa haittapuoli on se, että et voi tulostaa hankaavilla filamenteilla, koska se ei pysty käsittelemään tällaisia filamentteja laajalti. Niin kauan kuin käytät ei-hiontatehokkaita filamentteja, messinkisuuttimet ovat loistavia.
Ne eivät kestä kovin pitkään hiilikuidun kaltaisella filamentilla, joka on tunnetusti erittäin hankaava.
Kuten edellä mainittiin, valitsisin 24PCs LUTER messinkisuuttimet, jotka tarjoavat laadukkaan ja täyden valikoiman suutinkokoja.
Ruostumattomasta teräksestä valmistettu suutin
Yksi suuttimista, jotka pystyvät käsittelemään hankaavia filamentteja, on ruostumattomasta teräksestä valmistettu suutin, vaikka toinen hyvä puoli on se, että sitä käytetään laajalti elintarvikkeita sisältävissä tuotteissa.
Sinun on kuitenkin varmistettava, että suutin on lyijytön, jotta se ei saastuta 3D-tulosteita, mistä ruostumattomasta teräksestä valmistetut suuttimet voivat todistaa.
Se on turvallinen, ja sitä voidaan käyttää sellaisten esineiden tulostamiseen, jotka voivat joutua kosketuksiin ihon tai elintarvikkeiden kanssa. Pidä kuitenkin mielessä, että nämä suuttimet voivat elää vain lyhyen aikaa, ja ne tulisi hankkia vain, jos sinun on tulostettava esineitä, joissa on hankaavia filamentteja satunnaisesti.
Varmista, että ostat suuttimen hyvämaineiselta toimittajalta.
Uxcell 5Pcs MK8 Stainless Steel Nozzle Amazonista näyttää melko hyvältä.

Karkaistua terästä oleva suutin
Käyttäjät voivat tulostaa hankaavilla filamenteilla, ja yksi karkaistun teräksen suuttimen parhaista puolista on sen kestävyys, se voi elää pidempään kuin messinki- ja ruostumattomasta teräksestä valmistetut suuttimet.
Karkaistusta teräksestä valmistetuista suuttimista on hyvä tietää, että ne siirtävät lämpöä heikommin ja vaativat korkeampia lämpötiloja tulostamiseen, eivätkä ne ole lyijyttömiä, mikä rajoittaa niiden käyttöä sellaisten esineiden tulostamiseen, jotka voivat joutua kosketuksiin ihon tai elintarvikkeiden kanssa.
Tämä sopii parhaiten käyttäjille, jotka tulostavat usein hankaavilla filamenteilla, sillä se kestää paljon kauemmin kuin ruostumattomasta teräksestä valmistettu suutin.
Karkaistusta teräksestä valmistetut suuttimet toimivat erinomaisesti NylonX-, hiilikuitu-, messinkitäytteisten, terästäytteisten, rautatäytteisten, puutäytteisten, keramiikkatäytteisten ja pimeässä hohtavien säikeiden kanssa.
Valitsisin Amazonin GO-3D-karkaistusta teräksestä valmistetun suuttimen, jota monet käyttäjät rakastavat.

Rubiinikärkinen suutin
Tämä on suutinhybridi, joka on valmistettu pääasiassa messingistä, mutta jossa on rubiininpunainen kärki.
Messinki tarjoaa vakautta ja hyvää lämmönjohtavuutta, kun taas rubiinikärjet pidentävät suuttimen käyttöikää. Tämä on toinen materiaali, joka voi toimia hienosti hiovien filamenttien kanssa ja tarjoaa hämmästyttävää kestävyyttä ja tarkkuutta.
Ne on suunniteltu erityisesti hankaavien filamenttien käyttäjille, ja niitä pidetään yhtenä parhaista vaihtoehdoista, koska ne kestävät jatkuvaa hankausta. Ainoa asia, joka tekee siitä vähemmän suositun, on sen korkea hinta.
BC 3D MK8 Ruby Nozzle on loistava valinta Amazonilta, ja se toimii sujuvasti erikoismateriaalien, kuten PEEK:n, PEI:n ja nailonin kanssa.

Volframi suutin
Tällä suuttimella on korkea kulutuskestävyys, ja sitä voidaan käyttää runsaasti aikaa jatkuvasti hankaavien filamenttien kanssa. Riippumatta siitä, kuinka paljon käytät, sen koon ja muodon pitäisi olla sama, jotta saat jatkuvasti hyviä tuloksia.
Se tarjoaa hyvän lämmönjohtavuuden, joka auttaa lämpöä pääsemään suuttimen kärkeen ja ylläpitämään sulan filamentin lämpötilan.
Ainutlaatuinen sisärakenne ja hyvä lämmönjohtavuus parantavat tulostusnopeutta tulostuslaadusta tinkimättä. Sitä voidaan käyttää sekä hiovien että ei-hiovien filamenttien kanssa.
Minun on valittava Midwest Tungsten M6 Extruder Nozzle 0.6mm Nozzle Amazonista. Se on turvallinen ja helppokäyttöinen, ja se on myös täysin myrkytön. Tämä suutin tulee myös yhdysvaltalaiselta valmistusyritykseltä, mikä on aina tervetullutta!

Jos haluat syvällisemmän vastauksen tärkeimmistä materiaaleista, voit tutustua artikkeliini 3D-tulostimen suutin - messinki vs. ruostumaton teräs vs. karkaistu teräs.
Mikä on paras suutin 3D-tulostimiin?
Paras suutin on messinkinen 0,4 mm:n suutin tavallisimpaan 3D-tulostukseen. Jos haluat 3D-tulostaa erittäin yksityiskohtaisia malleja, käytä 0,2 mm:n suutinta. Jos haluat 3D-tulostaa nopeammin, käytä 0,8 mm:n suutinta. Jos käytät hiovia filamentteja, kuten puun täyteistä PLA:ta, kannattaa käyttää karkaistua terässuutinta.
Täydellinen vastaus tähän kysymykseen riippuu 3D-tulostuksen vaatimuksista ja sovelluksista.
Katso myös: Yksinkertainen Dremel Digilab 3D20 Review - Kannattaako ostaa vai ei?Jos käytät yleisiä tulostusmateriaaleja, kuten PLA, PETG tai ABS, yksinkertaisiin kodin 3D-tulostussovelluksiin, tavallinen messinkisuutin sopii sinulle. Messingillä on paras lämmönjohtavuus, joka toimii hyvin 3D-tulostuksessa.
Jos aiot tulostaa hankaavia materiaaleja, kannattaa harkita muita vaihtoehtoja kuin messinkiä, kuten karkaistua terästä tai ruostumatonta terästä olevia suuttimia.
Rubiinikärkinen suutin tai volframisuutin on hyvä valinta, jos tulostat säännöllisesti suuria malleja hankaavilla filamenteilla.
Jos tulostat hyvin usein esineitä, jotka joutuvat kosketuksiin ihon tai elintarvikkeiden kanssa, kannattaa valita lyijytön suutin. Ruostumattomasta teräksestä valmistetut suuttimet ovat ihanteellisia tällaisissa tilanteissa.
3D-tulostimen suuttimen koko vs. kerroksen korkeus
Asiantuntijat suosittelevat, että kerroskorkeus ei saisi olla yli 80 % suuttimen koosta tai halkaisijasta. Se tarkoittaa, että kerroskorkeus ei saisi olla yli 0,32 mm, kun käytät 0,4 mm:n suutinta.
No, tämä on suurin kerroskorkeus, jos puhumme pienimmästä kerroskorkeudesta, voit mennä niin alas, että koneesi pystyy tulostamaan kunnolla. Jotkut väittävät, että he ovat jopa tulostaneet esineitä 0,04 mm:n kerroskorkeudella 0,4 mm:n suuttimella.
Vaikka voisitkin tulostaa 0,4 mm:n kerroskorkeudella, asiantuntijat suosittelevat, että kerroskorkeus ei saisi olla alle 25 % suuttimen koosta, sillä se ei vaikuta merkittävästi tulostuslaatuun, mutta lisää vain tulostusaikaa.