
Enhavtabelo
Lerni kiel anstataŭigi la ajuton sur via Ender 3/Pro aŭ V2 estas grava parto de 3D-presado, precipe se vi spertas fiaskojn aŭ neperfektaĵojn de presado. Ĉi tiu artikolo simple gvidos vin tra la procezo.
Kiel Forigi & Anstataŭigi la Ajuton sur Via Ender 3/Pro/V2
Ĉi tiu sekcio trairos ĉiujn plej malgrandajn ĝis gravajn aspektojn pri forigo, ŝanĝo aŭ anstataŭigo de ajuto sur via Ender 3 3D-presilo. Kvankam ĝi estas etikedita nur por Ender 3, vi povas praktiki ĉi tiun saman proceduron ĉe preskaŭ ĉiuj specoj de 3D-presiloj ĉar estos minimumaj al neniuj variadoj en la procezo.
Certu, ke vi ne malŝraŭbas la ajuton. dum ĝi estas malvarma ĉar ĝi povas kaŭzi gravajn damaĝojn kaj problemojn kaj povas ruinigi la ajuton, hejtiloblokon, kaj foje ankaŭ la tutan varman finon.
- Kunku Ĉiujn Bezonatajn Ilojn kaj Ekipaĵon.
- Varmigu la Varman Finaĵon al Alta Temperaturo (200°C)
- Malŝraŭbi kaj Movu la Ventiltukon flanken
- Forigi la Siliconan Manikon de Hot End
- Forigi la Ajuton Malŝraŭbi ĝin de Hot End
- Ŝraŭbi la Novan Ajuto
- Prova Presaĵo
1. Kolektu Ĉiujn Bezonatajn Ilojn kaj Ekipaĵojn
Kutime, la Ender 3 venas kun preskaŭ ĉiuj iloj bezonataj por la procedo de anstataŭigo de cigaredingo.
La bezonataj iloj por forigi kaj anstataŭigi cigaredojn en Ender 3 inkluzivas:
- An Alĝustigebla ŝlosilo, Dunluna pinĉilo, Regula pinĉilo aŭ kanalŝlosilo
- Hejnŝlosiloj
- 6mm Ŝlosilo
- Nova Ajuto
Kanĉilo aŭ ŝlosilo helpos vin teni kaj ekteni la hejtilon por ke vi povu facile malŝraŭbi aŭ streĉi la ajuton. sen difekti ion ajn dum ĉiuj aliaj iloj estos simple uzataj por forigi la ajuton kaj ventumiloŝraŭbojn.
Vi efektive povas akiri aron da 0.4mm-ajutoj, purigaj pingloj, pinĉiloj kaj ŝanĝilo de ajuto por faciligi aferojn. . Akiru al vi la Aron de LUTER 10-Pcs 0.4mm-Ajutoj de Amazon.

Unu recenzisto menciis kiel li presas 3D dum ĉirkaŭ 9 monatoj kaj devus esti aĉetinta ĉi tiun aron multe pli frue. Ĝi multe plifaciligas la procezon de ŝanĝado de cigaredoj, ne postulante la pli malmultekostajn ilojn, kiuj venas kun tipaj 3D-presiloj.
2. Varmigu la Varman Finaĵon al Alta Temperaturo (200 °C)
Kiel dirite antaŭe, varmigi la varman finon estas esenca, sed unue vi devas malŝalti la paŝajn motorojn por havi liberan aliron por movi la brakon sur kiu la extruder, ventumilo. mortintotuko, kaj ajuto estas alfiksitaj. Movi la brakon supren permesos al vi facile sekvi la procezon kun sufiĉe da spaco por movi pinĉilojn kaj ŝlosilojn.
Nun oni rekomendas forigi filamenton unue se ekzistas kaj poste varmigi la ajuton ĝis 200°. C kiel sugestite de multaj spertuloj. Vi povas varmigi la varman finon aŭ enirante opciojnkiel:
- Preparu > Antaŭvarmigi PLA > Antaŭvarmigi PLA Finon
Aŭ vi povas eniri agordojn kiel
- Kontrolo > Temperaturo > Ajuto kaj agordu la celitan temperaturon
Kvankam la plej multaj fakuloj kaj uzantoj rekomendas 200°C kiel la plej taŭgan temperaturon por ĉi tiu celo, iuj uzantoj mencias, ke vi devas varmigi la ajuton al la plej alta temperaturo kiel ĝi mildigos la ŝancon disŝiri la ajutofadenojn aŭ hejtblokon.
Mi ŝanĝis la ajuton uzante nur 200°C, do tio estu bone.
3. Malŝraŭbi kaj Movu la Ventilulon flanken
La ventumilo estas fiksita rekte al la presaĵkapo kaj forigo de ĝi plene malkovros la ajuton kaj faciligos al vi forigi ĝin sen damaĝi la varman finon, ajuton aŭ. ventumilo.
- La ventumilo estas ekipita per du ŝraŭboj, unu sur la supro kaj la dua sur la maldekstra flanko de la kovrilo de la ventumilo.
- Uzu helenŝraŭbojn por forigi tiujn ŝraŭbojn
- Certu, ke vi ne tro premu, ĉar ĝi povas difekti la kovrilon.
- Post kiam la ŝraŭboj estas forigitaj, simple puŝu la ventumilon flanken ĝis vi povas klare vidi la ajuton.
4. Forigu la Siliconan Manikon de Varma Fino
Se estas silikona maniko (ankaŭ konata kiel silikona ŝtrumpeto) sur la varma fino, vi devus forigi ĝin per ilo antaŭ antaŭeniri. Vi devus esti singarda ĉar la hotend estas ĉe alta temperaturo.
Vidu ankaŭ: 30 Rapida & Facilaj Aferoj por 3D Presi en Malpli Horo5. Forigu la Ajuton PerMalŝraŭbi ĝin de Hot End
Nun estas tempo por eltiri la malnovan ajuton el la varma finaĵo.
- Komencu tenante la hotend per la alĝustigebla ŝlosilo aŭ kanalseruroj por certigi la varman. finaĵo ne moviĝas dum vi malŝraŭbas la ajuton.
- Nun per via dua mano, akiru la klavilon aŭ la ajuton ŝanĝantan ilon kaj komencu malŝraŭbi la ajuton turnante ĝin maldekstrume. 6mm-ŝlosilo povas konveni kun ĉiuj ajutoj uzataj en Ender 3 3D-presiloj.
La ajuto estos ekstreme varma, do ne tuŝu ĉi tion per via mano, aŭ metu ĝin sur io kun malalta varmo. rezisto. Latuno kondukas varmon tre rapide kaj tiu varmo povas facile translokiĝi al aliaj objektoj.
Kelkaj homoj rekomendas ke vi lasu la hotend malvarmigi tute por redukti damaĝon al la fadenoj de la ajuto kaj hotend antaŭ enŝraŭbi la novan ajuton.
6. Enŝraŭbi la Novan Ajuton
- Nun restas al vi nur simpla tasko, kiu estas simple meti la novan ajuton en ĝian lokon kaj ŝraŭbi ĝin en la varman finon.
- Vi povas malvarmigi. malsupren la 3D-presilon tiam ricevu vian novan ajuton kaj enŝraŭbi ĝin ĝis vi sentas iom da rezisto. Nepre teni la hotend per la alĝustigebla ŝlosilo por ke ĝi ne moviĝu.
- Provu ne trostreĉi la ajuton ĉar ĝi povas aŭ rezultigi difektitajn/rompitajn fadenojn aŭ iujn aliajn problemojn dum la presado.
- Nun kiam la cigaredingo estas preskaŭ streĉita ĉe sia loko, varmigu lavarma finaĵo al la sama alta temperaturo.
- Kiam la varma finaĵo atingas la fiksitan temperaturon, donu alian turnadon por streĉi la ajuton tute sed zorge ĉar vi ne volas fini damaĝi ĝiajn fadenojn.
Kelkaj homoj elektas simple streĉi ĝin tute anstataŭe, kio ankoraŭ povas funkcii sed eble estas pli sekure fari ĝin tiel.
7. Prova Presaĵo
Provu presi etan teston kiel kalibran presaĵon aŭ miniaturojn por vidi ĉu la ajuto funkcias ĝuste. Ŝanĝi ajutojn kutime ne rezultigas problemojn, sed estas bona ideo fari provan presaĵon por certigi, ke ĉio estas bona.
Vi povas ankaŭ spekti la jutuban videon por pli bone klareco de la paŝo post- paŝa procedo por Anstataŭigi Ender 3/Pro/V2-Ajuto.
Kiel Vi Ŝanĝas la Ajutograndecon en Cura?
Se vi elektas ŝanĝi vian ajuto-diametron, vi volos fari ŝanĝojn rekte en Cura por kalkuli tion.
Jen kiel ŝanĝi la ajugrandecon en Cura:
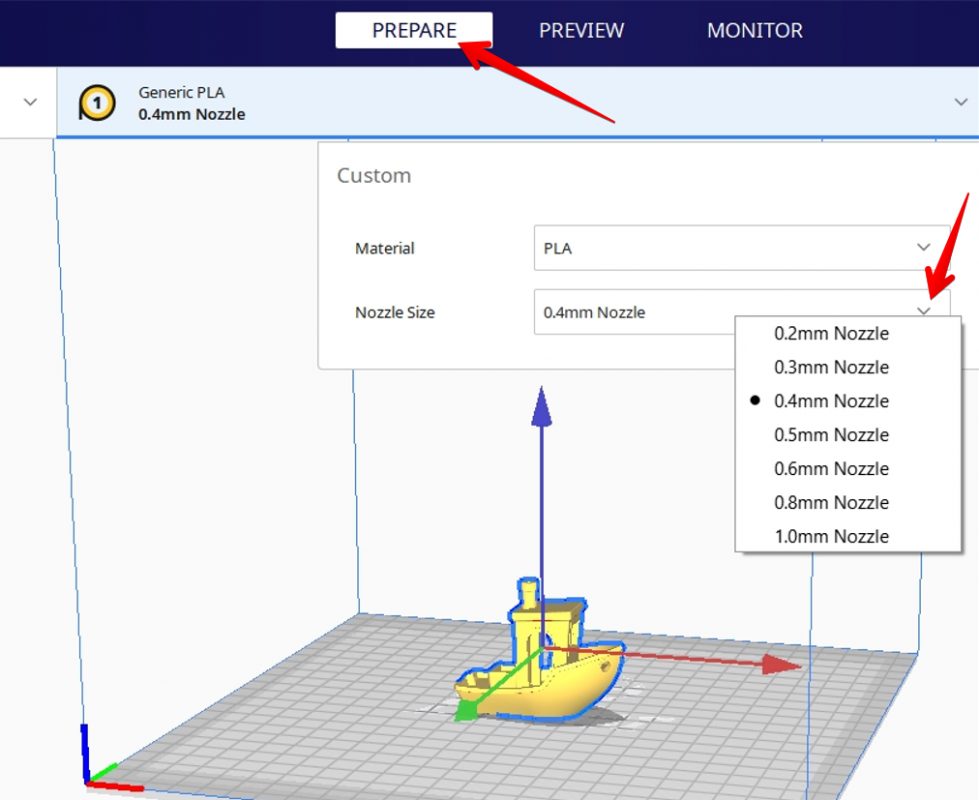
- Komencu alirante al la “Prepari” vido kiu estas kutime la defaŭlta ĉe Cura.
- Alklaku la mezan blokon montrante "Ĝenerala PLA" & "0.4mm Nozzle"
- Fenestro aperos kun du ĉefaj opcioj kiel "Materialo" kaj "Nozzle Size", alklaku ĉi-lastan.
- Unu vi alklaku la Nozzle Size, a falmenuo aperos listigante ĉiujn disponeblajn opciojn de grandeco de cigaredingo.
- Simple elektu tiun, al kiu vi ŝanĝis kajtio devus esti farita – la agordoj kiuj dependas de la cignodiametro ankaŭ aŭtomate ŝanĝiĝos.
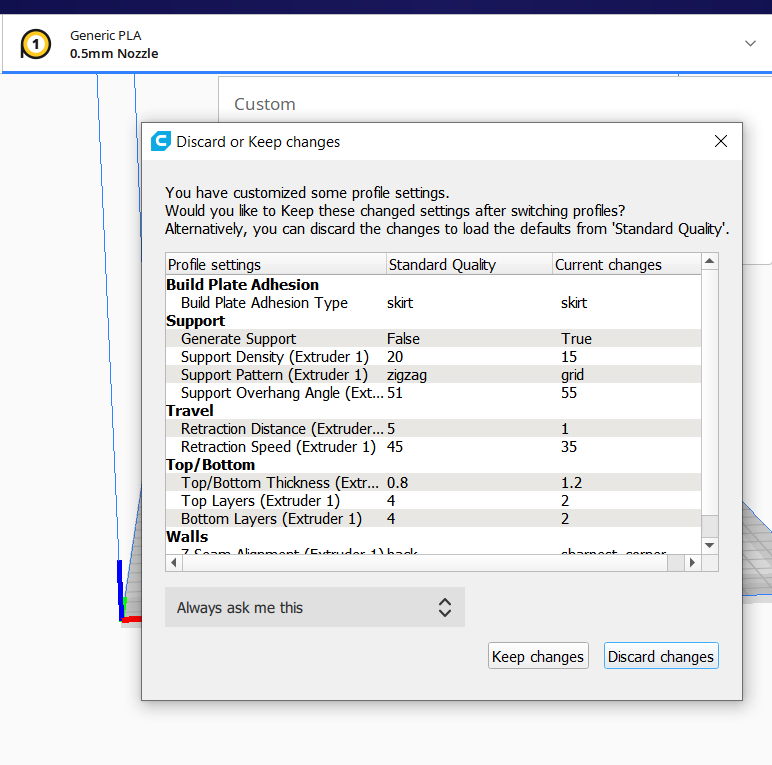
Se vi ŝanĝis iujn agordojn kiuj diferencas de la defaŭlta profilo, oni demandos vin ĉu vi volas konservi tiujn specifajn agordojn, aŭ reiru al la defaŭltaj agordoj.
Kiam vi ŝanĝas la ciggrandecon, certigu, ke vi revizias la agordojn de via presaĵo ĉar ili estos ŝanĝitaj kun ŝanĝado de la ajugrando. Se la agordoj estas kiel vi volas, bone kaj bone, sed se ili ne estas, vi povas ankaŭ alĝustigi ilin.
Vi povas rigardi detalan filmeton. de la tuta paŝo-post-paŝa proceduro por pli bona kompreno de la procezo.
Kia Grandeca Ajuto estas Plejbone por Ender 3/Pro/V2?
La plej bona ajuto por Ender 3/Pro/V2? Ender 3/Pro/V2 3D presilo estas 0.4mm por altkvalitaj modeloj je 0.12mm tavola alteco, aŭ pli rapidaj presaĵoj je 0.28mm tavola alteco. Por miniaturoj, 0.2mm-ajuto estas bonega por kvalito por akiri 0.05mm-tavolan altecon por alt-rezultaj 3D-printiloj. Ajuto de 0,8 mm povas esti bonega por vazoj kaj grandaj modeloj.
Kvankam 0,4mm estas la plej bona cifero, vi povas ankaŭ uzi pli grandajn grandecojn kiel 0,5mm, 0,6mm, ktp. ĝis 0,8 mm. Ĉi tio ebligos al vi akiri viajn presaĵojn multe pli rapide kun multe pli bona forto kaj rigideco.
Konsideru ĉi tiun fakton, ke uzado de pli grandaj cigaredaj grandecoj ĉe Ender 3 rezultigos videblajn tavolojn en la presita.modelo kaj postulos altan temperaturon sur la varma fino por fandi tiom da filamento kiel bezonata.
Vidu ankaŭ: Kiel Uzi Cura Fuzzy Haŭtajn Agordojn por 3D PresaĵojVi povas efektive uzi 0.05mm tavolalton kun stoko 0.4mm Ender 3 cigaredingo surprize, kiel montrite en la video sube. Kutime, la ĝenerala regulo estas, ke vi povas uzi tavolalton inter 25-75% de la diametro de via cigaredingo.
Rigardu la suban videon por vidi kiel 3D presi vere altkvalitajn miniaturojn per pli malgrandaj ajutoj.