
Isi kandungan
Mempelajari cara menggantikan muncung pada Ender 3/Pro atau V2 anda ialah bahagian penting dalam pencetakan 3D, terutamanya jika anda mengalami kegagalan pencetakan atau ketidaksempurnaan. Artikel ini akan memandu anda melalui proses dengan mudah.
Cara Mengalih Keluar & Gantikan Nozel pada Ender 3/Pro/V2 Anda
Bahagian ini akan meneliti semua aspek kecil hingga utama untuk mengalih keluar, menukar atau menggantikan muncung pada pencetak 3D Ender 3 anda. Walaupun ia dilabelkan hanya untuk Ender 3, anda boleh mempraktikkan prosedur yang sama ini pada hampir semua jenis pencetak 3D kerana proses itu akan menjadi minimum atau tiada variasi.
Pastikan anda tidak membuka skru muncung semasa ia sejuk kerana ia boleh menyebabkan kerosakan dan masalah besar serta boleh merosakkan muncung, blok pemanas dan kadangkala keseluruhan hujung panas juga.
- Kumpulkan Semua Alat dan Peralatan yang Diperlukan
- Panaskan Hujung Panas kepada Suhu Tinggi (200°C)
- Buka skru dan Alihkan Kafan Kipas ke Tepi
- Keluarkan Lengan Silikon dari Hujung Panas
- Tanggalkan Muncung Dengan Menyahskrunya dari Hujung Panas
- Skru Baharu Muncung
- Cetakan Ujian
1. Kumpulkan Semua Alat dan Peralatan yang Diperlukan
Biasanya, Ender 3 disertakan dengan hampir semua alatan yang diperlukan untuk proses penggantian muncung.
Alat yang diperlukan untuk mengeluarkan dan menggantikan muncung dalam Ender 3 termasuk:
- An Sepana Boleh Laras, Tan Sabit, Playar Biasa atau Kunci Saluran
- Kunci Allen
- Spanar 6mm
- Muncung Baharu
Par atau sepana akan membantu anda memegang dan mencengkam blok pemanas supaya anda boleh menanggalkan atau mengetatkan muncung dengan mudah tanpa merosakkan apa-apa manakala semua alatan lain hanya akan digunakan untuk menanggalkan muncung dan skru kipas.
Anda sebenarnya boleh mendapatkan set muncung 0.4mm, jarum pembersih, pinset dan alat menukar muncung untuk memudahkan urusan . Dapatkan sendiri Set Nozel 0.4mm LUTER 10 Pcs dari Amazon.

Seorang pengulas menyebut bagaimana dia telah mencetak 3D selama kira-kira 9 bulan dan sepatutnya membeli set ini lebih awal. Ia menjadikan proses menukar muncung lebih mudah, tidak memerlukan alat stok yang lebih murah yang disertakan dengan pencetak 3D biasa.
2. Panaskan Hujung Panas kepada Suhu Tinggi (200°C)
Seperti yang dinyatakan sebelum ini, memanaskan hujung panas adalah penting tetapi pertama sekali anda harus melumpuhkan motor steppers untuk mempunyai akses percuma untuk menggerakkan lengan di mana penyemperit, kipas kain kafan, dan muncung dipasang. Menggerakkan lengan ke atas akan membolehkan anda mengikuti proses dengan mudah dengan ruang yang cukup untuk menggerakkan playar dan sepana.
Sekarang disyorkan untuk membuang filamen dahulu jika ada dan kemudian memanaskan muncung sehingga 200° C seperti yang dicadangkan oleh ramai pakar. Anda boleh memanaskan hujung panas sama ada dengan pergi ke pilihanseperti:
- Sediakan > Panaskan PLA > Panaskan PLA Tamat
Atau anda boleh pergi ke tetapan sebagai
- Kawalan > Suhu > Muncung dan tetapkan suhu yang dimaksudkan
Walaupun kebanyakan pakar dan pengguna mengesyorkan 200°C sebagai suhu yang paling sesuai untuk tujuan ini, sesetengah pengguna menyebut bahawa anda harus memanaskan muncung ke suhu tertinggi seperti ia akan mengurangkan peluang mengoyakkan benang muncung atau blok pemanas.
Saya telah menukar muncung menggunakan hanya 200°C, jadi itu tidak mengapa.
3. Buka skru dan Alihkan Kafan Kipas ke Tepi
Kipas dipasang terus pada kepala cetakan dan menanggalkannya akan membuka muncung sepenuhnya sambil memudahkan anda menanggalkannya tanpa merosakkan hujung panas, muncung atau kipas.
- Kipas dilengkapi dengan dua skru, satu di bahagian atas dan yang kedua di sebelah kiri penutup kipas.
- Gunakan kekunci Allen untuk menanggalkan skru tersebut
- Pastikan anda tidak menolak terlalu banyak kerana ia boleh merosakkan penutup
- Setelah skru ditanggalkan, hanya tolak kain kafan kipas ke satu sisi sehingga anda dapat melihat muncung dengan jelas.
4. Tanggalkan Lengan Silikon dari Hujung Panas
Jika terdapat lengan silikon (juga dikenali sebagai stokin silikon) pada hujung panas, anda harus mengeluarkannya dengan alat sebelum bergerak ke hadapan. Anda harus berhati-hati kerana hotend berada pada suhu tinggi.
5. Keluarkan Muncung DenganBuka skru dari Hot End
Kini tiba masanya untuk mengeluarkan muncung lama daripada hujung panas.
- Mulakan dengan memegang hotend menggunakan sepana boleh laras atau kunci saluran untuk memastikan panas hujung tidak bergerak semasa anda membuka skru muncung.
- Kini dengan tangan kedua anda, dapatkan alat menukar sepana atau muncung dan mula buka skru muncung dengan memutarkannya mengikut arah jam. Sepana 6mm boleh muat dengan semua muncung yang digunakan dalam pencetak 3D Ender 3.
Muncung akan menjadi sangat panas jadi jangan sentuh ini dengan tangan anda atau letakkan di atas sesuatu dengan api yang perlahan rintangan. Loyang mengalirkan haba dengan sangat cepat dan haba itu boleh dipindahkan ke objek lain dengan mudah.
Sesetengah orang mengesyorkan agar anda membiarkan hotend sejuk sepenuhnya untuk mengurangkan kerosakan pada benang muncung dan hotend sebelum memasukkan muncung baharu.
6. Skru Muncung Baharu dalam
- Kini anda hanya mempunyai tugas mudah sahaja iaitu meletakkan muncung baharu pada tempatnya dan skru ke hujung yang panas.
- Anda boleh menyejukkan ke bawah pencetak 3D kemudian dapatkan muncung baharu anda dan skrukannya sehingga anda merasakan sedikit rintangan. Pastikan untuk memegang hotend dengan sepana boleh laras supaya ia tidak bergerak.
- Cuba jangan terlalu ketatkan muncung kerana boleh mengakibatkan benang rosak/pecah atau beberapa isu lain semasa proses pencetakan.
- Sekarang muncung hampir diketatkan pada tempatnya, panaskanhujung panas kepada suhu tinggi yang sama.
- Setelah hujung panas mencapai suhu yang ditetapkan, berikan putaran sekali lagi untuk mengetatkan muncung sepenuhnya tetapi berhati-hati kerana anda tidak mahu akhirnya merosakkan benangnya.
Sesetengah orang memilih untuk mengetatkan sahaja sepenuhnya, yang masih boleh berfungsi tetapi berkemungkinan lebih selamat untuk melakukannya dengan cara ini.
7. Cetakan Ujian
Cuba cetak ujian kecil seperti cetakan penentukuran atau miniatur untuk melihat sama ada muncung berfungsi dengan betul. Menukar muncung biasanya tidak menyebabkan masalah, tetapi adalah idea yang baik untuk melakukan cetakan ujian untuk memastikan semuanya baik.
Anda juga boleh menonton video YouTube untuk kejelasan langkah demi- langkah prosedur untuk Menggantikan Nozel Ender 3/Pro/V2.
Lihat juga: Cara Terbaik Cara Mencetak Teks 3D pada Pencetak 3D AndaBagaimanakah Anda Menukar Saiz Muncung di Cura?
Jika anda memilih untuk menukar diameter muncung anda, anda perlu membuat perubahan terus di Cura untuk mengambil kira perkara itu.
Berikut ialah cara menukar saiz muncung dalam Cura:
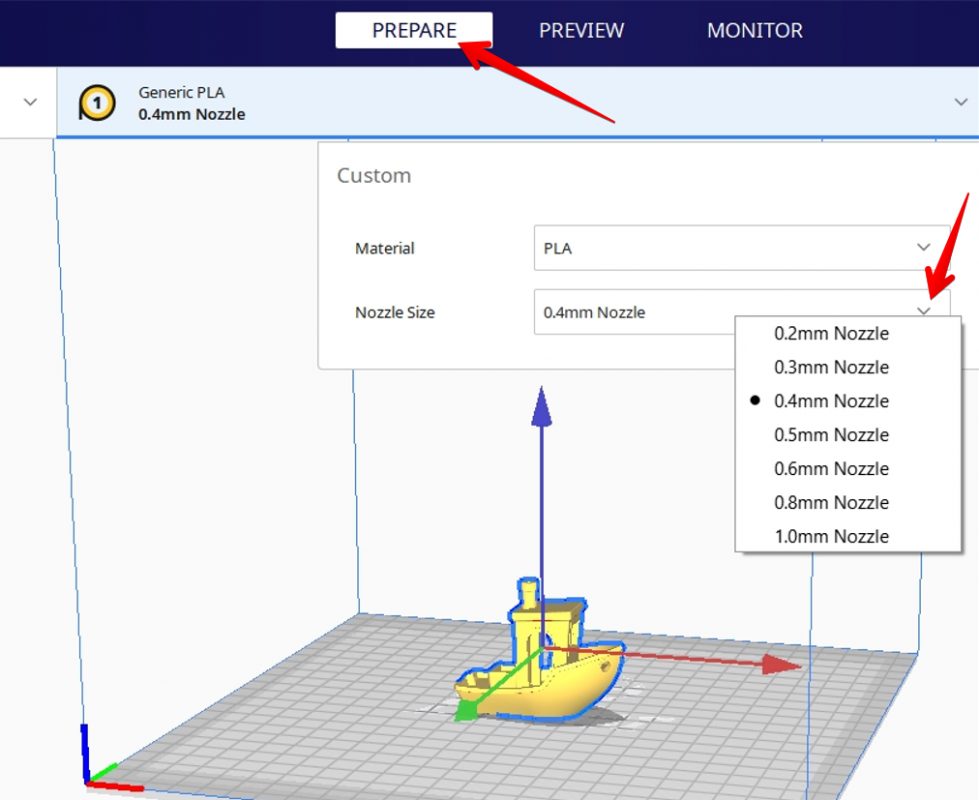
- Mulakan dengan pergi ke “Sediakan” paparan yang biasanya menjadi lalai pada Cura.
- Klik pada blok tengah yang menunjukkan "PLA Generik" & “Nozel 0.4mm”
- Tetingkap akan muncul dengan dua pilihan utama sebagai “Bahan” dan “Saiz Muncung”, klik pada yang terakhir.
- Sebaik sahaja anda mengklik pada Saiz Muncung, a menu lungsur turun akan muncul menyenaraikan semua pilihan saiz muncung yang tersedia.
- Cuma pilih yang anda telah tukar danyang perlu dilakukan – tetapan yang bergantung pada diameter muncung akan turut berubah secara automatik.
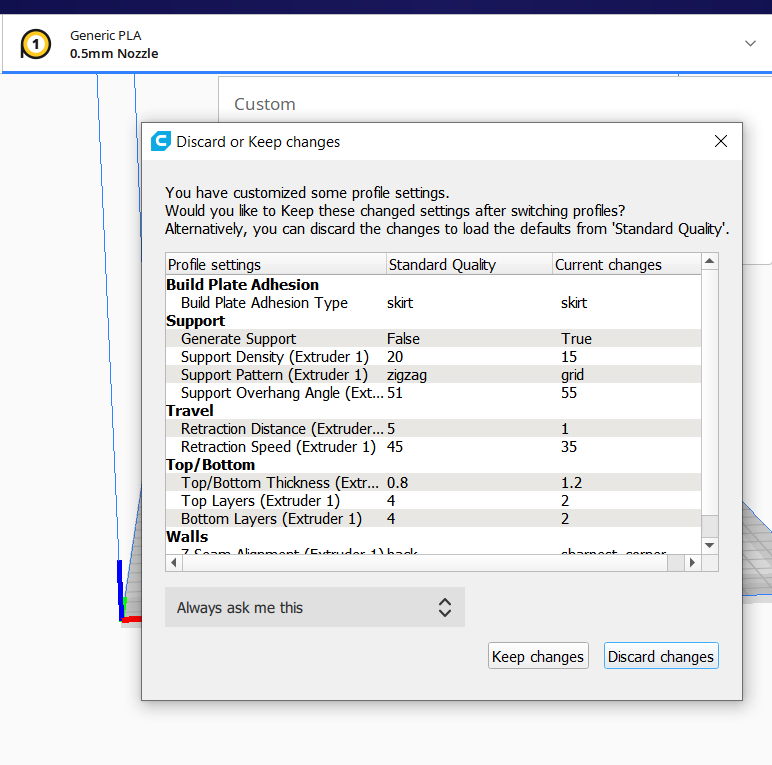
Jika anda telah menukar beberapa tetapan yang berbeza daripada profil lalai, anda akan ditanya sama ada anda mahu mengekalkan tetapan khusus tersebut, atau kembali ke tetapan lalai.
Lihat juga: Perisian Tegar Terbaik untuk Ender 3 (Pro/V2/S1) – Cara MemasangApabila anda menukar saiz muncung, pastikan anda menyemak tetapan cetakan anda kerana ia akan ditukar dengan menukar saiz muncung. Jika tetapan adalah seperti yang anda mahu, baik dan bagus, tetapi jika tidak, anda boleh melaraskannya juga.
Anda boleh melihat video terperinci daripada keseluruhan prosedur langkah demi langkah untuk pemahaman yang lebih baik tentang proses.
Apakah Saiz Muncung yang Terbaik untuk Ender 3/Pro/V2?
Saiz muncung terbaik untuk pencetak 3D Ender 3/Pro/V2 ialah 0.4mm untuk model berkualiti tinggi pada ketinggian lapisan 0.12mm, atau cetakan lebih pantas pada ketinggian lapisan 0.28mm. Untuk miniatur, muncung 0.2mm bagus untuk kualiti mendapatkan ketinggian lapisan 0.05mm untuk pencetak 3D resolusi tinggi. Muncung 0.8mm boleh sesuai untuk pasu dan model besar.
Walaupun 0.4mm ialah saiz muncung terbaik, anda boleh menggunakan saiz yang lebih besar seperti 0.5mm, 0.6mm dan sebagainya sehingga 0.8mm. Ini akan membolehkan anda mendapatkan cetakan anda dengan cara yang lebih pantas dengan kekuatan dan ketegaran yang lebih baik.
Perlu ingat fakta ini bahawa menggunakan saiz muncung yang lebih besar pada Ender 3 akan menghasilkan lapisan yang kelihatan dalam cetakanmodel dan akan memerlukan suhu tinggi pada hujung panas untuk mencairkan filamen sebanyak yang diperlukan.
Anda sebenarnya boleh menggunakan ketinggian lapisan 0.05mm dengan muncung Ender 3 stok 0.4mm secara mengejutkan, seperti yang ditunjukkan dalam video di bawah. Biasanya, peraturan umum ialah anda boleh menggunakan ketinggian lapisan antara 25-75% daripada diameter muncung anda.
Tonton video di bawah untuk melihat cara mencetak 3D miniatur berkualiti tinggi dengan muncung yang lebih kecil.