
فهرست مطالب
یادگیری نحوه تعویض نازل در Ender 3/Pro یا V2 بخش مهمی از پرینت سه بعدی است، به خصوص اگر در چاپ با شکست یا نقص مواجه شده اید. این مقاله به سادگی شما را از طریق این فرآیند راهنمایی میکند.
نحوه حذف & نازل را در Ender 3/Pro/V2 خود جایگزین کنید
این بخش تمام جنبه های جزئی تا اصلی حذف، تغییر یا جایگزینی نازل چاپگر سه بعدی Ender 3 را بررسی می کند. اگرچه فقط برای Ender 3 برچسب گذاری شده است، اما می توانید همین رویه را روی تقریباً همه انواع چاپگرهای سه بعدی تمرین کنید زیرا تغییراتی در این فرآیند وجود ندارد.
مطمئن شوید که پیچ نازل را باز نکنید. در حالی که سرد است، زیرا می تواند منجر به آسیب ها و مشکلات عمده شود و می تواند نازل، بلوک بخاری و گاهی اوقات کل قسمت داغ را نیز خراب کند.
- تمام ابزارها و تجهیزات مورد نیاز را جمع آوری کنید.
- هت انت را تا دمای بالا (200 درجه سانتیگراد) گرم کنید
- پوشه فن را باز کرده و به یک طرف ببرید
- آستین سیلیکونی را از Hot End خارج کنید
- نازل را با باز کردن پیچ از Hot End خارج کنید
- نو را پیچ کنید نازل
- چاپ آزمایشی
1. همه ابزارها و تجهیزات مورد نیاز را جمع آوری کنید
معمولاً Ender 3 تقریباً با تمام ابزارهای مورد نیاز برای فرآیند تعویض نازل ارائه می شود.
ابزارهای مورد نیاز برای برداشتن و تعویض نازل در Ender 3 عبارتند از:
- An آچار قابل تنظیم، انبر هلالی، انبر معمولی یا قفل کانال
- کلید آلن
- آچار 6 میلی متری
- نازل جدید
انبر یا آچار به شما کمک می کند بلوک بخاری را نگه دارید و بگیرید تا بتوانید به راحتی نازل را باز یا سفت کنید. بدون آسیب رساندن به چیزی در حالی که تمام ابزارهای دیگر به سادگی برای برداشتن پیچهای نازل و فن استفاده میشوند.
شما میتوانید مجموعهای از نازلهای 0.4 میلیمتری، سوزنهای تمیزکننده، موچین و ابزار تعویض نازل را تهیه کنید تا کار را بسیار آسانتر کنید. . مجموعه نازلهای 0.4 میلیمتری LUTER 10 Pcs را از آمازون تهیه کنید.

یکی از داوران به این موضوع اشاره کرد که چگونه به مدت 9 ماه مشغول پرینت سه بعدی بوده است و باید این مجموعه را خیلی زودتر میخرید. این فرآیند تغییر نازل را بسیار آسانتر میکند، بدون نیاز به ابزار ارزانتر موجود با چاپگرهای سه بعدی معمولی.
2. Hot End را تا دمای بالا (200 درجه سانتیگراد) گرم کنید
همانطور که قبلاً گفته شد، گرم کردن قسمت داغ ضروری است، اما ابتدا باید موتورهای پله ای را غیرفعال کنید تا دسترسی آزادانه برای حرکت بازویی که اکسترودر، فن بر روی آن قرار دارد، داشته باشید. کفن و نازل متصل هستند. حرکت بازو به سمت بالا به شما این امکان را می دهد که با فضای کافی برای جابجایی انبرها و آچارها به راحتی فرآیند را دنبال کنید.
اکنون توصیه می شود در صورت وجود فیلامنت را ابتدا از بین ببرید و سپس نازل را تا 200 درجه گرم کنید. C همانطور که توسط بسیاری از کارشناسان پیشنهاد شده است. با رفتن به گزینه ها می توانید قسمت داغ را گرم کنیدمانند:
- آماده کردن > پیش گرم کردن PLA > Preheat PLA End
یا می توانید به تنظیمات به عنوان
- Control > دما > نازل و تنظیم دمای مورد نظر
اگرچه اکثر کارشناسان و کاربران دمای 200 درجه سانتیگراد را به عنوان بهترین دمای مناسب برای این منظور توصیه می کنند، برخی از کاربران ذکر می کنند که باید نازل را تا بالاترین دما گرم کنید. احتمال پاره شدن رزوههای نازل یا بلوک بخاری را کاهش میدهد.
من نازل را فقط با دمای 200 درجه سانتیگراد تغییر دادهام، بنابراین خوب است.
همچنین ببینید: 30 بهترین پرینت سه بعدی میم برای ایجاد3. شلوار فن را باز کنید و به یک طرف ببرید
پنکه مستقیماً به سر چاپ متصل است و با برداشتن آن، نازل کاملاً باز می شود و در عین حال برداشتن آن بدون آسیب رساندن به انتهای داغ، نازل یا آن آسان می شود. فن.
- پنکه مجهز به دو پیچ است، یکی در بالا و دیگری در سمت چپ درب فن.
- از کلید آلن برای جدا کردن آن پیچ ها استفاده کنید
- مطمئن شوید که زیاد فشار ندهید زیرا می تواند به پوشش آسیب برساند
- پس از برداشتن پیچ ها، به سادگی پوشش فن را به یک طرف فشار دهید تا زمانی که نازل را به وضوح ببینید.
4. آستین سیلیکونی را از Hot End خارج کنید
اگر یک آستین سیلیکونی (همچنین به عنوان جوراب سیلیکونی شناخته می شود) در انتهای داغ وجود دارد، باید قبل از حرکت به جلو آن را با یک ابزار جدا کنید. باید مراقب باشید چون هاتند در دمای بالایی است.
5. نازل توسط را برداریدباز کردن آن از Hot End
اکنون زمان آن است که نازل قدیمی را از انتهای داغ خارج کنید.
همچنین ببینید: بهترین برش دهنده برای Ender 3 (Pro/V2/S1) – گزینه های رایگان- با نگه داشتن هاتند با استفاده از آچار قابل تنظیم یا قفل کانال برای اطمینان از داغ بودن شروع کنید. در حالی که پیچ نازل را باز می کنید انتهای آن حرکت نمی کند.
- اکنون با دست دوم خود، آچار یا ابزار تعویض نازل را بگیرید و با چرخاندن آن در جهت خلاف جهت عقربه های ساعت شروع به باز کردن پیچ نازل کنید. یک آچار 6 میلی متری می تواند با تمام نازل های مورد استفاده در پرینترهای سه بعدی Ender 3 مناسب باشد.
نازل بسیار داغ خواهد بود، بنابراین آن را با دست خود لمس نکنید یا آن را روی چیزی با حرارت کم قرار ندهید. مقاومت. برنج گرما را خیلی سریع هدایت میکند و گرما میتواند به راحتی به اجسام دیگر منتقل شود.
بعضی از افراد توصیه میکنند قبل از پیچاندن نازل جدید، برای کاهش آسیب به رزوههای نازل و هاتند، اجازه دهید داغ کاملا خنک شود.
6. نازل جدید را پیچ کنید
- اکنون فقط یک کار ساده باقی مانده است که فقط نازل جدید را در جای خود قرار دهید و آن را به انتهای داغ بپیچید.
- می توانید خنک کنید چاپگر سه بعدی را پایین بیاورید، سپس نازل جدید خود را بگیرید و آن را پیچ کنید تا مقداری مقاومت احساس کنید. مطمئن شوید که هاتند را با آچار قابل تنظیم نگه دارید تا حرکت نکند.
- سعی کنید نازل را بیش از حد سفت نکنید زیرا ممکن است باعث آسیب یا شکستن نخ ها یا برخی مشکلات دیگر در طول فرآیند چاپ شود.
- حالا که نازل تقریباً در جای خود سفت شده است، آن را گرم کنیدانتهای داغ تا همان دمای بالا.
- وقتی انتهای داغ به دمای تنظیم شده رسید، یک چرخش دیگر انجام دهید تا نازل کاملاً سفت شود اما با احتیاط زیرا نمی خواهید در نهایت به رزوه های آن آسیب وارد کنید.
بعضی از افراد ترجیح میدهند به جای آن، آن را تا انتها سفت کنند، که هنوز هم میتواند کارساز باشد، اما انجام آن به این شکل به طور بالقوه ایمنتر است.
7. تست چاپ
سعی کنید یک آزمایش کوچک مانند چاپ کالیبراسیون یا مینیاتور را چاپ کنید تا ببینید آیا نازل به درستی کار می کند یا خیر. تغییر نازلها معمولاً منجر به مشکلاتی نمیشود، اما ایده خوبی است که یک چاپ آزمایشی انجام دهید تا مطمئن شوید همه چیز خوب است.
برای وضوح بهتر مرحله به مرحله، میتوانید ویدیوی YouTube را نیز تماشا کنید. مراحل را برای جایگزینی نازل Ender 3/Pro/V2 گام بردارید.
چگونه اندازه نازل را در Cura تغییر دهید؟
اگر تغییر قطر نازل خود را انتخاب کنید، می خواهید تغییراتی ایجاد کنید به طور مستقیم در Cura برای توضیح آن.
در اینجا نحوه تغییر اندازه نازل در Cura آمده است:
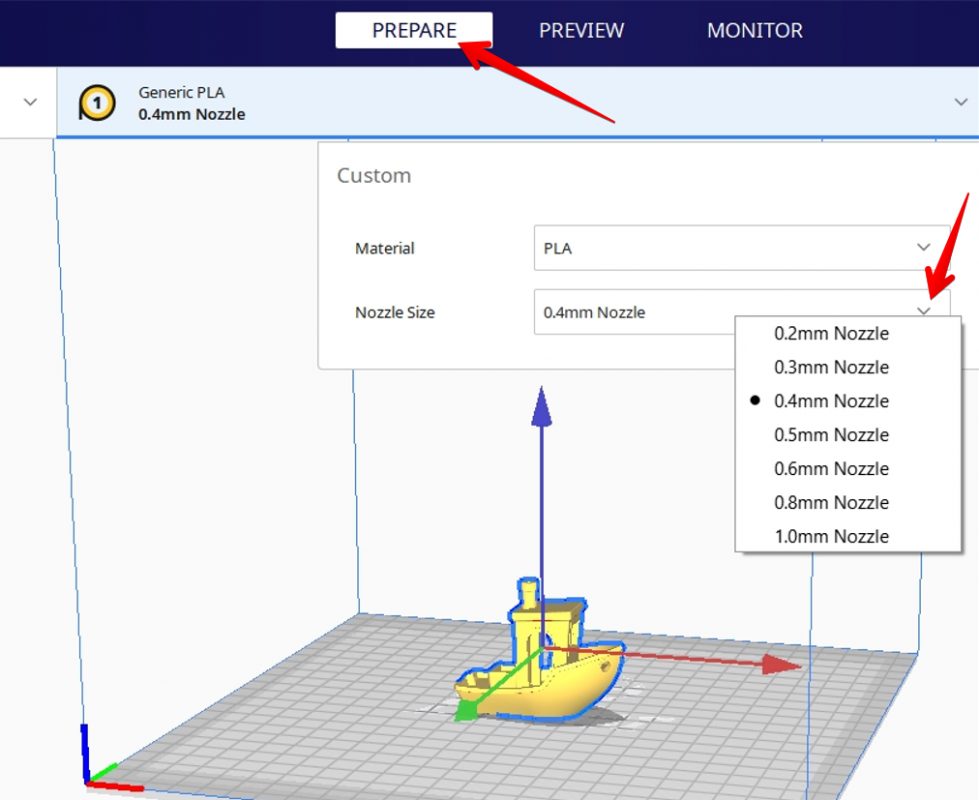
- با رفتن به "آماده سازی" شروع کنید. نمای که معمولاً در Cura پیشفرض است.
- روی بلوک میانی که «Generic PLA» را نشان میدهد کلیک کنید و amp; "0.4mm Nozzle"
- پنجره ای با دو گزینه اصلی به عنوان "Material" و "Nuzle Size" ظاهر می شود، روی دومی کلیک کنید.
- پس از کلیک بر روی اندازه نازل، یک منوی کشویی ظاهر می شود که تمام گزینه های اندازه نازل موجود را فهرست می کند.
- به سادگی یکی را که به آن تغییر داده اید انتخاب کنید وکه باید انجام شود - تنظیماتی که به قطر نازل بستگی دارد نیز به طور خودکار تغییر می کند.
اگر تنظیماتی را تغییر داده اید که با نمایه پیش فرض متفاوت است، از شما پرسیده می شود که آیا می خواهید آن را حفظ کنید. آن تنظیمات خاص، یا به تنظیمات پیشفرض برگردید.
وقتی اندازه نازل را تغییر میدهید، مطمئن شوید که تنظیمات چاپ خود را مرور کردهاید، زیرا با تغییر اندازه نازل تغییر میکنند. اگر تنظیمات همان طور که می خواهید، خوب و خوب هستند، اما اگر نیستند، می توانید آنها را نیز تنظیم کنید. از کل مراحل گام به گام برای درک بهتر فرآیند.
چه اندازه نازل برای Ender 3/Pro/V2 بهترین است؟
بهترین اندازه نازل برای یک چاپگر سه بعدی Ender 3/Pro/V2 برای مدلهای با کیفیت بالا در ارتفاع لایه 0.12 میلیمتری 0.4 میلیمتر است، یا در ارتفاع لایه 0.28 میلیمتر چاپهای سریعتر انجام میدهد. برای مینیاتوری، یک نازل 0.2 میلیمتری برای داشتن ارتفاع لایه 0.05 میلیمتری برای چاپگرهای سهبعدی با کیفیت عالی است. یک نازل 0.8 میلیمتری میتواند برای گلدانها و مدلهای بزرگ عالی باشد.
اگرچه 0.4 میلیمتر بهترین اندازه نازل است، اما میتوانید با اندازههای بزرگتر مانند 0.5 میلیمتر، 0.6 میلیمتر و غیره استفاده کنید. تا 0.8 میلی متر این به شما امکان میدهد تا چاپهای خود را به روشی بسیار سریعتر و با استحکام و استحکام بسیار بهتر دریافت کنید.
این واقعیت را در نظر داشته باشید که استفاده از اندازههای نازل بزرگتر در Ender 3 باعث ایجاد لایههای قابل مشاهده در چاپ میشود.مدل و به دمای بالایی در انتهای داغ نیاز دارد تا رشته های مورد نیاز ذوب شود.
شما در واقع می توانید از ارتفاع لایه 0.05 میلی متری با نازل 0.4 میلی متری Ender 3 به طور شگفت انگیزی استفاده کنید، همانطور که در ویدیوی زیر نشان داده شده است. معمولاً، قاعده کلی این است که میتوانید از ارتفاع لایهای بین 25 تا 75 درصد از قطر نازل خود استفاده کنید.
ویدئوی زیر را ببینید تا نحوه پرینت سه بعدی مینیاتورهای با کیفیت بسیار بالا با نازلهای کوچکتر را ببینید.