
Мазмұны
Ender 3/Pro немесе V2 құрылғысындағы саңылауларды ауыстыру жолын үйрену 3D басып шығарудың маңызды бөлігі болып табылады, әсіресе басып шығару ақаулары немесе ақаулары болса. Бұл мақала сізге процесті қарапайым түрде көрсетеді.
Қалай жоюға болады & Ender 3/Pro/V2 құрылғысындағы саптаманы ауыстырыңыз
Бұл бөлім Ender 3 3D принтеріндегі саптаманы алудың, өзгертудің немесе ауыстырудың барлық маңызды аспектілерінен тұрады. Ол тек Ender 3 үшін белгіленген болса да, дәл осындай процедураны 3D принтерлердің барлық дерлік түрлерінде орындауға болады, себебі бұл процесте ең аз немесе ешқандай өзгерістер болады.
Саптаманы бұрап алмағаныңызға көз жеткізіңіз. ол суық болған кезде үлкен зақым мен ақауларға әкелуі мүмкін және саптаманы, қыздырғыш блогын, кейде бүкіл ыстық ұшын да бұзуы мүмкін.
- Барлық қажетті құралдар мен жабдықты жинаңыз.
- Ыстық ұшын жоғары температураға дейін қыздырыңыз (200°C)
- Желдеткіш қақпағын бұрап, бір жаққа жылжытыңыз
- Силикон жеңін ыстық ұшынан алыңыз
- Саптаманы ыстық ұшынан бұрап алыңыз
- Жаңа бұранданы бұраңыз Саптама
- Сынақ басып шығару
1. Барлық қажетті құралдар мен жабдықты жинаңыз
Әдетте, Ender 3 саптаманы ауыстыру процесіне қажетті барлық дерлік құралдармен бірге жеткізіледі.
Ender 3 жүйесіндегі саптаманы алып тастау және ауыстыру үшін қажетті құралдарға мыналар кіреді:
- Ан Реттелетін кілт, Жарты ай тістер, кәдімгі тістеуік немесе арна құлыптары
- Аллен кілттері
- 6 мм кілт
- Жаңа саптама
Қысқыштар немесе кілттер саптаманы оңай бұрап алу немесе қатайту үшін қыздырғыш блогын ұстауға және ұстауға көмектеседі. ешнәрсеге зақым келтірместен, барлық басқа құралдар саптама мен желдеткіш бұрандаларды алып тастау үшін ғана пайдаланылады.
Істі жеңілдету үшін 0,4 мм саптамалар жинағын, тазалау инелерін, пинцеттерді және саптаманы өзгерту құралын алуға болады. . Amazon-дан LUTER 10 дана 0,4 мм саңылаулар жинағын алыңыз.

Бір шолушы өзінің 9 ай бойы 3D басып шығарумен айналысқанын және бұл жинақты ертерек сатып алуы керек екенін айтты. Бұл әдеттегі 3D принтерлерімен бірге келетін арзанырақ құралдарды қажет етпей, саптамаларды өзгерту процесін айтарлықтай жеңілдетеді.
2. Ыстық ұшын жоғары температураға дейін қыздырыңыз (200°C)
Бұған дейін айтылғандай, ыстық ұшты қыздыру өте маңызды, бірақ алдымен экструдер, желдеткіш қозғалатын қолды еркін жылжыту үшін қадамдық қозғалтқыштарды өшіру керек. қаптама және саптама бекітілген. Қолды жоғары жылжыту тістеуік пен кілттерді жылжыту үшін жеткілікті орынмен процесті оңай орындауға мүмкіндік береді.
Енді, егер бар болса, алдымен жіпті алып тастап, содан кейін саптаманы 200°-қа дейін қыздыру ұсынылады. C көптеген сарапшылар ұсынған. Опцияларға өту арқылы ыстық ұшын қыздыруға боладысияқты:
- Дайындау > PLA > алдын ала қыздырыңыз; PLA соңын алдын ала қыздырыңыз
Немесе параметрлерге
- Control > Температура > Саңылау және жоспарланған температураны орнату
Сарапшылар мен пайдаланушылардың көпшілігі осы мақсат үшін ең қолайлы температура ретінде 200°C ұсынса да, кейбір пайдаланушылар саптаманы ең жоғары температураға дейін қыздыру керек екенін айтады. бұл саптаманың жіптерінің немесе қыздырғыш блогының жыртылу мүмкіндігін азайтады.
Мен саптаманы небәрі 200°C температурада ауыстырдым, бұл жақсы болуы керек.
3. Желдеткіш қақпағын бұрап, бір жаққа жылжытыңыз
Желдеткіш тікелей басып шығару механизміне бекітіледі және оны алу саптаманы толығымен ашады, сонымен бірге оны ыстық ұшына, саптамаға немесе оны зақымдамай алуды жеңілдетеді. желдеткіш.
- Желдеткіш екі бұрандамен жабдықталған, біреуі желдеткіш қақпағының жоғарғы жағында және сол жағында.
- Ол бұрандаларды алу үшін аллен кілтін пайдаланыңыз
- Тым көп итермеңіз, себебі ол қақпақты зақымдауы мүмкін
- Бұрандаларды алып тастағаннан кейін, саптама анық көрінгенше желдеткіш қақпағын бір жағына итеріңіз.
4. Силикон жеңін ыстық ұшынан алыңыз
Егер ыстық ұшында силикон жеңі (сонымен қатар силикон шұлық ретінде белгілі) болса, алға жылжу алдында оны құралмен алып тастау керек. Сақ болыңыз, өйткені ыстық температура жоғары.
5. Саңылауды шығарыңызОны ыстық ұшынан бұрап алу
Енді ескі саптаманы ыстық ұшынан шығару уақыты келді.
- Ыстық ұштықты қамтамасыз ету үшін реттелетін кілт немесе арна құлыптары арқылы ыстық ұшты ұстаудан бастаңыз. саптаманы бұрап жатқанда ұшы қозғалмайды.
- Енді екінші қолыңызбен кілтті немесе саптаманы ауыстыратын құралды алыңыз да, саптаманы сағат тіліне қарсы айналдыру арқылы бұрап бастаңыз. 6 мм кілті Ender 3 3D принтерлерінде қолданылатын барлық саңылауларға сыяды.
Саптама өте ыстық болады, сондықтан оны қолыңызбен ұстамаңыз немесе оны қызуы төмен нәрсенің үстіне қоймаңыз. қарсылық. Жез жылуды өте жылдам өткізеді және бұл жылу басқа заттарға оңай ауыса алады.
Кейбір адамдар жаңа саптаманы бұрау алдында саптаманың жіптерінің зақымдануын азайту үшін және қыздыру ұшын толығымен суытып алуды ұсынады.
6. Жаңа саптаманы бұраңыз
- Енді сізде тек қарапайым тапсырма қалды, ол жаңа саптаманы орнына қойып, оны ыстық ұшына бұраңыз.
- Суытуға болады. 3D принтерді төмен түсіріп, жаңа саптаманы алыңыз да, қарсылық сезінгенше оны бұраңыз. Қозғалмайтындай етіп қыздырғышты реттелетін кілтпен ұстаңыз.
- Саптаманы қатты тартпауға тырысыңыз, себебі бұл басып шығару кезінде зақымдалған/үзілген жіптерге немесе басқа мәселелерге әкелуі мүмкін.
- Енді саптама өз орнында дерлік тартылып қалғанда, оны қыздырыңызыстық ұшын бірдей жоғары температураға дейін жеткізіңіз.
- Ыстық ұшы белгіленген температураға жеткенде, саптаманы толығымен, бірақ мұқият қатайту үшін тағы бір айналдырыңыз, себебі оның жіптеріне зақым келтіргіңіз келмейді.
Кейбір адамдар оның орнына оны толығымен қатайтуды таңдайды, бұл әлі де жұмыс істей алады, бірақ оны осылай жасау әлдеқайда қауіпсіз.
7. Сынақ басып шығару
Саптаманың дұрыс жұмыс істеп тұрғанын көру үшін калибрлеу басып шығару немесе миниатюралар сияқты шағын сынақты басып шығарып көріңіз. Саңылауларды өзгерту әдетте ақаулықтарды тудырмайды, бірақ бәрі жақсы екеніне көз жеткізу үшін сынақ басып шығаруды жасаған дұрыс.
Сондай-ақ, қадамдық түсінікті болу үшін YouTube бейнесін көруге болады. Ender 3/Pro/V2 саптамасын ауыстыру қадамы процедурасы.
Cura-да саптама өлшемін қалай өзгертуге болады?
Егер саптаманың диаметрін өзгертуді таңдасаңыз, өзгертулер енгізгіңіз келеді. оны есепке алу үшін тікелей Курада.
Міне, Cura-да саптама өлшемін өзгерту жолы:
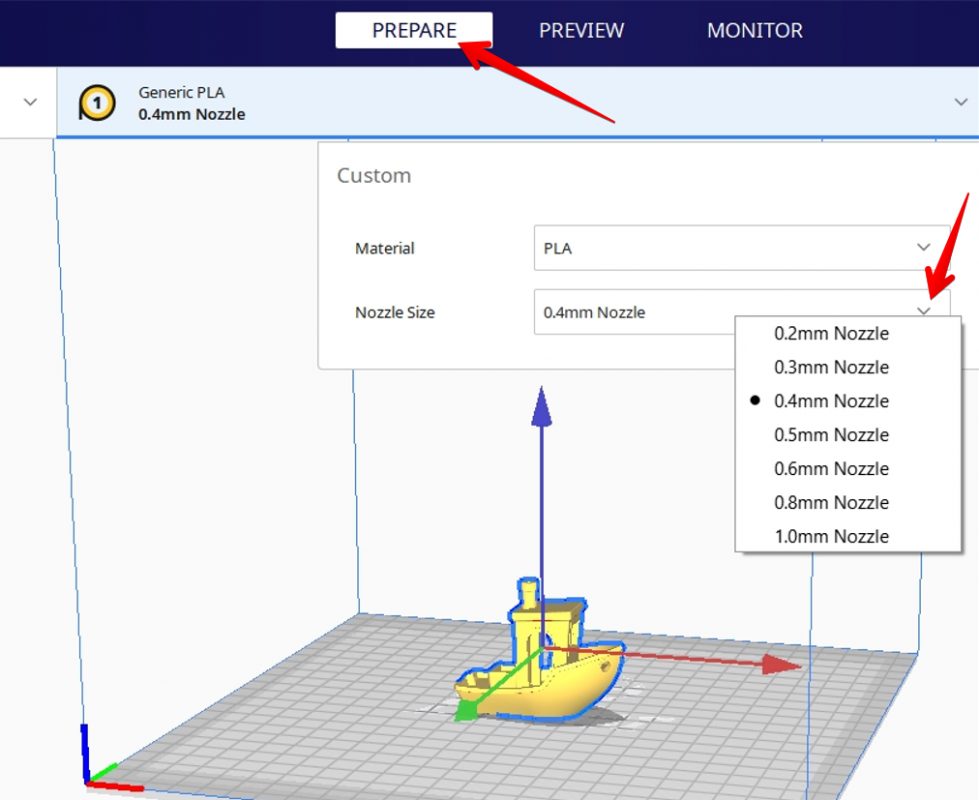
- «Дайындау» бөліміне өтуден бастаңыз. Cura-де әдетте әдепкі болып табылатын көрініс.
- “Жалпы PLA” &көрсететін ортаңғы блокты басыңыз; “0,4 мм саптама”
- “Материал” және “Саңылау өлшемі” сияқты екі негізгі опциясы бар терезе пайда болады, соңғысын басыңыз.
- Саңылау өлшемін басқаннан кейін, Барлық қол жетімді саңылау өлшемі опцияларының тізімі бар ашылмалы мәзір пайда болады.
- Тек өзгертілгенін таңдаңыз жәнемұны істеу керек – саптаманың диаметріне байланысты параметрлер де автоматты түрде өзгереді.
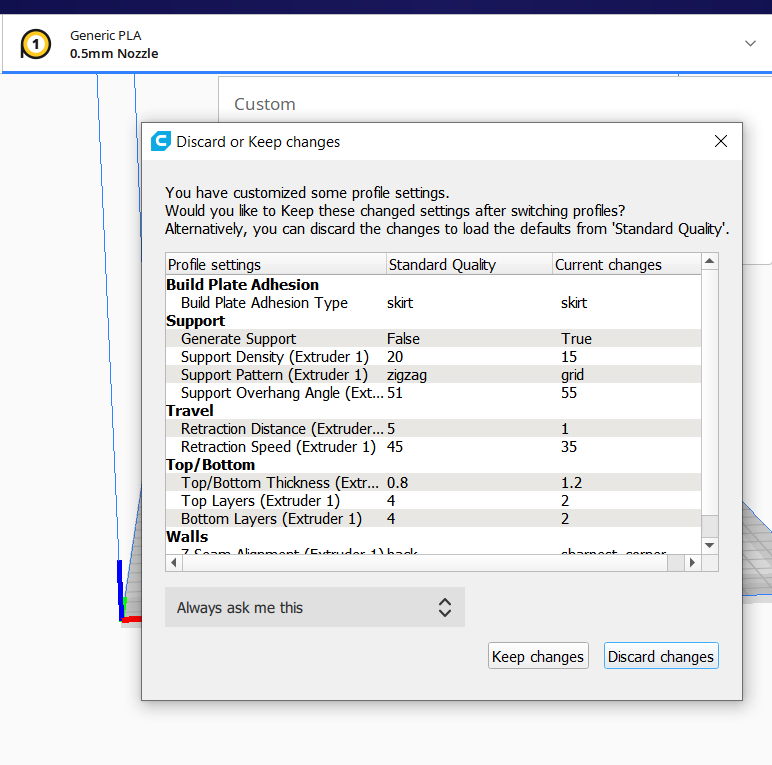
Егер сіз әдепкі профильден өзгеше кейбір параметрлерді өзгерткен болсаңыз, сізден сақтағыңыз келетіні сұралады. сол арнайы параметрлерді орнатыңыз немесе әдепкі параметрлерге оралыңыз.
Саңылау өлшемін өзгерткен кезде басып шығару параметрлерін қарап шығыңыз, себебі олар саптама өлшемін өзгерту арқылы өзгереді. Параметрлер сіз қалағандай болса, жақсы және жақсы, бірақ олар болмаса, оларды да реттеуге болады.
Толық бейнені қарауға болады. процесті жақсырақ түсіну үшін қадамдық процедураның толық сипаттамасы.
Ender 3/Pro/V2 үшін ең жақсы саптаманың өлшемі қандай?
Ең жақсы саптама өлшемі Ender 3/Pro/V2 3D принтері 0,12 мм қабат биіктігінде жоғары сапалы үлгілер үшін 0,4 мм немесе 0,28 мм қабат биіктігінде жылдамырақ басып шығарады. Миниатюралар үшін 0,2 мм саптама жоғары ажыратымдылығы бар 3D принтерлер үшін 0,05 мм қабат биіктігін алу үшін өте жақсы. 0,8 мм саптама вазалар мен үлкен үлгілер үшін тамаша болуы мүмкін.
Сондай-ақ_қараңыз: Жаңадан бастаушыларға, балаларға және AMP сатып алуға арналған 9 ең жақсы 3D қаламдары; Студенттер0,4 мм саптаманың ең жақсы өлшемі болғанымен, үлкенірек өлшемдерді, сондай-ақ 0,5 мм, 0,6 мм және т.б. 0,8 мм дейін. Бұл басып шығаруды әлдеқайда жақсырақ беріктік пен қаттылықпен тезірек алуға мүмкіндік береді.
Енді 3-те үлкенірек саңылау өлшемдерін пайдалану басып шығарылған материалда көрінетін қабаттарға әкелетінін есте сақтаңыз.үлгі және қажетінше көп жіпті балқыту үшін ыстық ұшында жоғары температура қажет болады.
Төмендегі бейнеде көрсетілгендей, 0,4 мм Ender 3 саптамасы бар 0,05 мм қабат биіктігін таң қалдыруға болады. Әдетте, жалпы ереже: саптама диаметрінің 25-75% аралығындағы қабат биіктігін пайдалануға болады.
Кішкене саңылаулармен шынымен жоғары сапалы миниатюраларды 3D басып шығару жолын көру үшін төмендегі бейнені қараңыз.